Potrebbero piacerti anche
- 1.4.3 - Questões de Tratamentos TérmicosDocumento26 pagine1.4.3 - Questões de Tratamentos TérmicosChristianne G. Rodrigues100% (2)
- Materiais de Contrução MecanicaDocumento19 pagineMateriais de Contrução MecanicaMaykon Turatti100% (1)
- Aula 6 - Tratamentos Termicos Superficiais PDFDocumento82 pagineAula 6 - Tratamentos Termicos Superficiais PDFJair SirenaNessuna valutazione finora
- E-Book o Sexto DegrauDocumento33 pagineE-Book o Sexto Degraujoaotigrao100% (1)
- Om Hpr260xd Auto Gas PTBDocumento294 pagineOm Hpr260xd Auto Gas PTBJean Paulo SalvatiNessuna valutazione finora
- Aula 11 Eng Superf PDFDocumento83 pagineAula 11 Eng Superf PDFFabrício Quadros100% (1)
- Aula 2 3 4 Shot PeeningDocumento60 pagineAula 2 3 4 Shot PeeningCarlos SáNessuna valutazione finora
- Avaliação de Agentes QuímicosDocumento47 pagineAvaliação de Agentes QuímicosopacifistaNessuna valutazione finora
- Questões de Tratamentos TérmicosDocumento26 pagineQuestões de Tratamentos TérmicosToninho Porpino100% (11)
- Introdução Às Operações UnitáriasDocumento31 pagineIntrodução Às Operações UnitáriasEduardo CastroNessuna valutazione finora
- Tratamento Térmico Completo 2S 2021Documento315 pagineTratamento Térmico Completo 2S 2021Jorge Wellington SantosNessuna valutazione finora
- Aspersão TérmicaDocumento42 pagineAspersão TérmicaRoseana PereiraNessuna valutazione finora
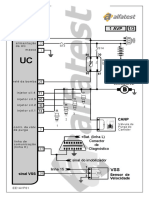
- Gol 1.8 1Documento3 pagineGol 1.8 1Luis Naranjo Tipán70% (10)
- Dicas Sobre ParafusosDocumento2 pagineDicas Sobre ParafusosLuiz Fernando F. De AndradeNessuna valutazione finora
- Aula 17 - Tratamentos Termicos Parte 2Documento53 pagineAula 17 - Tratamentos Termicos Parte 2Bruno Alves MartinsNessuna valutazione finora
- Moldagem Por Injeção PDFDocumento30 pagineMoldagem Por Injeção PDFDiego Coletti SchuckNessuna valutazione finora
- Razões EquivalentesDocumento5 pagineRazões Equivalentesdhyana666Nessuna valutazione finora
- Alba ThermDocumento6 pagineAlba ThermsewrventeNessuna valutazione finora
- Artigo Aspersão TérmicaDocumento10 pagineArtigo Aspersão TérmicaDi MarsonNessuna valutazione finora
- Aula 01 - Endurecimento - SuperficialDocumento26 pagineAula 01 - Endurecimento - SuperficialWelbert ChavesNessuna valutazione finora
- CementaçãoDocumento24 pagineCementaçãoRafael CoutinhoNessuna valutazione finora
- E-Book Básico Aspersão TérmicaDocumento10 pagineE-Book Básico Aspersão TérmicaJosue araujoNessuna valutazione finora
- Aula 11Documento18 pagineAula 11gestaoufoNessuna valutazione finora
- Inspecao de Vasos 2012 CDocumento38 pagineInspecao de Vasos 2012 CMatheus RibeiroNessuna valutazione finora
- Têmpera SuperficialDocumento29 pagineTêmpera SuperficialjwpadilhaNessuna valutazione finora
- Solda 04Documento8 pagineSolda 04Roberto RossattiNessuna valutazione finora
- Lista 2 Tec IDocumento12 pagineLista 2 Tec IFsa FabrícioNessuna valutazione finora
- Moldagem Por Injeção (Petropol)Documento32 pagineMoldagem Por Injeção (Petropol)mario mowatNessuna valutazione finora
- Xuper Elastodur 7888tDocumento2 pagineXuper Elastodur 7888tMayan Costa0% (1)
- Estirameto ConformaçãoDocumento13 pagineEstirameto ConformaçãoWillian KronbauerNessuna valutazione finora
- Apostila - ForjamentoDocumento17 pagineApostila - ForjamentovagnermurasNessuna valutazione finora
- Trefilagem 1Documento15 pagineTrefilagem 1Yan Felipe CavalcanteNessuna valutazione finora
- Exame Final2010.1-1Documento3 pagineExame Final2010.1-1Fabrycio Érico de MedeirosNessuna valutazione finora
- Tratamentos TérmicosDocumento29 pagineTratamentos TérmicosmatheusmausgassenNessuna valutazione finora
- Lucas Oliveira - Tratamento Térmico Superficial Por Indução EletromagnéticaDocumento15 pagineLucas Oliveira - Tratamento Térmico Superficial Por Indução EletromagnéticaLucas Eduardo OliveiraNessuna valutazione finora
- Ex de SoldagemDocumento4 pagineEx de SoldagemRafaela AlmeidaNessuna valutazione finora
- Aperam - Ficha Técnica ENDUR 300 2022Documento5 pagineAperam - Ficha Técnica ENDUR 300 2022KELVIN TRUCKVANNessuna valutazione finora
- Aplicações Dos Tratamentos Térmicos - Tipos de RevenimentoDocumento4 pagineAplicações Dos Tratamentos Térmicos - Tipos de RevenimentoCris NunesNessuna valutazione finora
- PT 34Documento3 paginePT 34Robson LimeiraNessuna valutazione finora
- Processos Não Convencionais de Usinagem DiversosDocumento53 pagineProcessos Não Convencionais de Usinagem Diversoslucaslpm1100% (1)
- ForjamentoDocumento16 pagineForjamentoJayane GondimNessuna valutazione finora
- Tratamento Termoquímico Do AçoDocumento6 pagineTratamento Termoquímico Do AçoKarol_S2Nessuna valutazione finora
- Trabalho TrefilaçãoDocumento23 pagineTrabalho TrefilaçãoKaue Hume100% (3)
- Apostila Soldagem de Termoplasticos PDFDocumento8 pagineApostila Soldagem de Termoplasticos PDFmikael bezerra cotias dos santosNessuna valutazione finora
- Curso Serra de FitaDocumento11 pagineCurso Serra de FitaluizbekNessuna valutazione finora
- Resumo para Prova ELETROEROSÃODocumento5 pagineResumo para Prova ELETROEROSÃOReginaldo JagherNessuna valutazione finora
- Artigo 29Documento6 pagineArtigo 29Michel LeiteNessuna valutazione finora
- Afiação Das Serras para MadeirasDocumento19 pagineAfiação Das Serras para MadeirasWanessaAmorimNessuna valutazione finora
- 5-Tempera, Temperabilidade e RevenimentoDocumento18 pagine5-Tempera, Temperabilidade e RevenimentolrpgustavoNessuna valutazione finora
- Processos de Trefilação e Estampagem.Documento25 pagineProcessos de Trefilação e Estampagem.Camila LuizNessuna valutazione finora
- Gabriel Amaral FerreiraDocumento67 pagineGabriel Amaral FerreiraHigor Eduardo ProchnoNessuna valutazione finora
- Treinamento ProcessosDocumento57 pagineTreinamento ProcessoscristianNessuna valutazione finora
- Eletrodo SoederbergDocumento19 pagineEletrodo SoederbergGeraldoMagelaPereiraNessuna valutazione finora
- 3-Propriedades Mecânicas de Cerâmicas IDocumento10 pagine3-Propriedades Mecânicas de Cerâmicas IMatheus FonsecaNessuna valutazione finora
- ConformaçãoDocumento49 pagineConformaçãoAlex MouttaNessuna valutazione finora
- Tratamentos Térmicos e Metalografia - 2 Versão FinalDocumento19 pagineTratamentos Térmicos e Metalografia - 2 Versão Finalmundo da laviniaNessuna valutazione finora
- Relatório Laboratório de SoldaDocumento2 pagineRelatório Laboratório de SoldaAlineNessuna valutazione finora
- Lista 3Documento10 pagineLista 3rafaelapavoni1Nessuna valutazione finora
- MF Laminas Serras PDFDocumento2 pagineMF Laminas Serras PDFalessandro raederNessuna valutazione finora
- Eps 22 - Aço 1045Documento11 pagineEps 22 - Aço 1045Eng_RochaNessuna valutazione finora
- VP20TS Datasheet PT 2021 02Documento8 pagineVP20TS Datasheet PT 2021 02Wilson SCKUDLAREKNessuna valutazione finora
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosDa EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNessuna valutazione finora
- Projetos Com Esp8266 Programado Em Lua - Parte XivDa EverandProjetos Com Esp8266 Programado Em Lua - Parte XivNessuna valutazione finora
- Plataformas Eletronicas de Investimento Coletivos PDFDocumento1 paginaPlataformas Eletronicas de Investimento Coletivos PDFJean Paulo SalvatiNessuna valutazione finora
- Oxicorte - Equipamentos de Corte e TécnicasDocumento11 pagineOxicorte - Equipamentos de Corte e TécnicasJean Paulo SalvatiNessuna valutazione finora
- Set2012 Apostila Te CorteDocumento82 pagineSet2012 Apostila Te CorteJean Paulo SalvatiNessuna valutazione finora
- Relatório - Prática 2 (Evidências de Transformações Químicas)Documento7 pagineRelatório - Prática 2 (Evidências de Transformações Químicas)stephanieclcordovaNessuna valutazione finora
- Redução de Tamanho Dos AlimentosDocumento11 pagineRedução de Tamanho Dos AlimentosPedro Andara AlvesNessuna valutazione finora
- Propriedades Dos Materiais IDocumento2 paginePropriedades Dos Materiais IJuliana FortunatoNessuna valutazione finora
- Ciências Dos MateriaisDocumento11 pagineCiências Dos MateriaisVicente de Paulo Gonçalves JuniorNessuna valutazione finora
- Projetor de PerfilDocumento12 pagineProjetor de PerfilRodrigo RaffaNessuna valutazione finora
- AA - 08 - Modelos de Avaliação de RiscosDocumento10 pagineAA - 08 - Modelos de Avaliação de Riscoss.marquesNessuna valutazione finora
- Questionario de SoldaDocumento41 pagineQuestionario de Soldaclaudiosachetto50% (2)
- 555 Triac-TCA785Documento60 pagine555 Triac-TCA785David AlcantaraNessuna valutazione finora
- Biela-Manivela - Estudo Dos Movimentos (Luzimário Oliveira)Documento5 pagineBiela-Manivela - Estudo Dos Movimentos (Luzimário Oliveira)pampmNessuna valutazione finora
- Espectroscopia AcusticaDocumento4 pagineEspectroscopia AcusticaRômulo Mell SantosNessuna valutazione finora
- Relatorio 04 - FinalDocumento14 pagineRelatorio 04 - Finalwillisson santosNessuna valutazione finora
- Medicao de Potencia Ativa em Cargas R L e CDocumento4 pagineMedicao de Potencia Ativa em Cargas R L e CleonardodpmNessuna valutazione finora
- Manual GAT PDFDocumento23 pagineManual GAT PDFDaniela MeirelesNessuna valutazione finora
- HidroestáticaDocumento22 pagineHidroestáticajoaobezerraNessuna valutazione finora
- Notas de Aula - Equações Diferenciais OrdináriasDocumento140 pagineNotas de Aula - Equações Diferenciais OrdináriasJesse henriqueNessuna valutazione finora
- Prova Maquinas EletricasDocumento3 pagineProva Maquinas EletricasRodrigo AndradeNessuna valutazione finora
- Pressao de SaturacaoDocumento4 paginePressao de SaturacaoRibeiro81Nessuna valutazione finora
- ArgilaDocumento19 pagineArgilaantgonNessuna valutazione finora
- TD 955 ManualDocumento12 pagineTD 955 ManualErlon Alex da Guia Silva Da GuiaNessuna valutazione finora
- Thesauro Da Industria Petrolifera Vol.2Documento267 pagineThesauro Da Industria Petrolifera Vol.2Tiago Oliveira100% (1)
- Trabalho e EnergiaDocumento12 pagineTrabalho e EnergiaCLAUDIO MARIANO SILVANessuna valutazione finora
- CAT UB WEB - CompressedDocumento396 pagineCAT UB WEB - CompressedFernando VelosoNessuna valutazione finora
- 2009 2fase FisicaDocumento12 pagine2009 2fase Fisicamillyyy01Nessuna valutazione finora
- Relatório GrupoDocumento7 pagineRelatório GrupoMarcio SilvaNessuna valutazione finora
- Química - Pré-Vestibular Impacto - Molaridade - Concentração Comum e TítuloDocumento2 pagineQuímica - Pré-Vestibular Impacto - Molaridade - Concentração Comum e TítuloQuímica Qui100% (7)