Potrebbero piacerti anche
- Innovacion Empresa Acosta Castillo Vaca PitoDocumento2 pagineInnovacion Empresa Acosta Castillo Vaca Pitoriki_acosta1992Nessuna valutazione finora
- Aplicaciones de Materiales Más Usuales en Ingeniería - DEBERDocumento10 pagineAplicaciones de Materiales Más Usuales en Ingeniería - DEBERriki_acosta1992Nessuna valutazione finora
- Liderazgo GrullaDocumento3 pagineLiderazgo Grullariki_acosta1992Nessuna valutazione finora
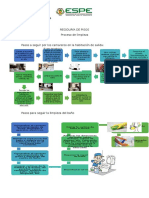
- Regiduria de PisosDocumento1 paginaRegiduria de Pisosriki_acosta1992Nessuna valutazione finora
- Diseño ControlDocumento4 pagineDiseño Controlriki_acosta1992Nessuna valutazione finora
- Trabajo 1pt JuntaDocumento15 pagineTrabajo 1pt Juntariki_acosta1992Nessuna valutazione finora
- ManualDocumento17 pagineManualriki_acosta1992Nessuna valutazione finora
- Informe 2 PotenciaDocumento5 pagineInforme 2 Potenciariki_acosta1992Nessuna valutazione finora
- Practica No.12 Planetario 1 Acosta LopezDocumento11 paginePractica No.12 Planetario 1 Acosta Lopezriki_acosta1992Nessuna valutazione finora
- Informe Final ContabilidadDocumento4 pagineInforme Final Contabilidadriki_acosta1992Nessuna valutazione finora
- Prepa NDocumento5 paginePrepa Nriki_acosta1992Nessuna valutazione finora
- Lab L1Documento9 pagineLab L1riki_acosta1992Nessuna valutazione finora
- Preparatorio 2.4 Control IndustrialDocumento8 paginePreparatorio 2.4 Control Industrialriki_acosta1992Nessuna valutazione finora
- Correccion PruebaDocumento12 pagineCorreccion Pruebariki_acosta1992Nessuna valutazione finora
- Lab2 2-Grupo5Documento10 pagineLab2 2-Grupo5riki_acosta1992Nessuna valutazione finora
- Lab e Instru MecanicaDocumento12 pagineLab e Instru Mecanicariki_acosta1992Nessuna valutazione finora
- Característica y Normas ControlDocumento9 pagineCaracterística y Normas Controlriki_acosta1992Nessuna valutazione finora
- Informe de Avance - Parte1Documento5 pagineInforme de Avance - Parte1riki_acosta1992Nessuna valutazione finora
- Preparatorio 2 Termocupla FinalDocumento5 paginePreparatorio 2 Termocupla Finalriki_acosta1992Nessuna valutazione finora
- Lab Instru 2 Parte1Documento5 pagineLab Instru 2 Parte1riki_acosta1992Nessuna valutazione finora
- TemperaturaDocumento12 pagineTemperaturariki_acosta1992Nessuna valutazione finora
- Ejercicio en Clase 1Documento3 pagineEjercicio en Clase 1riki_acosta1992Nessuna valutazione finora
- Ejercicios Hidraulicos LabDocumento8 pagineEjercicios Hidraulicos Labriki_acosta1992Nessuna valutazione finora
- Celdas Basicas ExpoDocumento3 pagineCeldas Basicas Exporiki_acosta1992Nessuna valutazione finora
- Peralvo Marcos Situacion Grecia España PortugalDocumento6 paginePeralvo Marcos Situacion Grecia España Portugalriki_acosta1992Nessuna valutazione finora
- Parte1 Lab InstruDocumento4 pagineParte1 Lab Instruriki_acosta1992Nessuna valutazione finora
- Deber Control RikiDocumento2 pagineDeber Control Rikiriki_acosta1992Nessuna valutazione finora
- Lab 6 PWM IntegradoDocumento13 pagineLab 6 PWM Integradoriki_acosta1992Nessuna valutazione finora
- Cuento LiteraturaDocumento3 pagineCuento Literaturariki_acosta1992Nessuna valutazione finora
- HISTORIA CLÍNICA - FinalDocumento7 pagineHISTORIA CLÍNICA - FinalmaoldiNessuna valutazione finora
- Tema 47. Renal - 10Documento1 paginaTema 47. Renal - 10Juan MarcoNessuna valutazione finora
- Inob220610-1a Politicas y Recursos Comunitarios Que Ayudan A Las Personas Mayores A Vivir en Su CasaDocumento60 pagineInob220610-1a Politicas y Recursos Comunitarios Que Ayudan A Las Personas Mayores A Vivir en Su CasaMáximo Martinez RomanNessuna valutazione finora
- Alprazolam PowerDocumento10 pagineAlprazolam PowereduardoNessuna valutazione finora
- Iberoamericana FinalDocumento27 pagineIberoamericana FinalLourdes MoorNessuna valutazione finora
- Delimitacion Del TemaDocumento12 pagineDelimitacion Del TemaCynthia RodrìguezNessuna valutazione finora
- Sem 6 Polares Transf CoordenadasDocumento63 pagineSem 6 Polares Transf CoordenadasCarNessuna valutazione finora
- ANALISIS SEMÓTICO DE EL TAMBOR DE HOJALATA TermiandoDocumento3 pagineANALISIS SEMÓTICO DE EL TAMBOR DE HOJALATA TermiandoIvan Huiche RojasNessuna valutazione finora
- GuíaDocumento38 pagineGuíaBrayan LedezmaNessuna valutazione finora
- Guia Parcial Caulculo en Una VariableDocumento2 pagineGuia Parcial Caulculo en Una VariableFacundoNessuna valutazione finora
- U R A U R A U R A: Certificado de Incapacidad / Licencia Nro. 0 - 38354289Documento1 paginaU R A U R A U R A: Certificado de Incapacidad / Licencia Nro. 0 - 38354289Alex GaviriaNessuna valutazione finora
- Mate 4Documento4 pagineMate 4Cielo Gonzales HNessuna valutazione finora
- Las Colecciones de Objetos Workbooks y WorksheetsDocumento3 pagineLas Colecciones de Objetos Workbooks y Worksheetsjose guevaraNessuna valutazione finora
- Normas para La Descripción de Vasijas Cerámicas - Capítulo II. Términos TécnicosDocumento20 pagineNormas para La Descripción de Vasijas Cerámicas - Capítulo II. Términos TécnicosHerber Cahuana SegoviaNessuna valutazione finora
- Clase 2Documento27 pagineClase 2Sarai ZetinaNessuna valutazione finora
- Herramientas de Gestión de Seguridad PETARDocumento15 pagineHerramientas de Gestión de Seguridad PETARJuan Carlos Sarmiento MuñozNessuna valutazione finora
- Cartel de Contenidos - OfimáticaDocumento4 pagineCartel de Contenidos - OfimáticaRaúl A. Huamanlazo SánchezNessuna valutazione finora
- El SolDocumento24 pagineEl SolAnibalNessuna valutazione finora
- Problemas de Combustion 2016Documento7 pagineProblemas de Combustion 2016Santiago GranoblesNessuna valutazione finora
- Ultima Version NT CSMCDocumento43 pagineUltima Version NT CSMCKrol EsquiviasNessuna valutazione finora
- Ejercicios Resistencia de MaterialesDocumento5 pagineEjercicios Resistencia de MaterialesPatricio Andres Castillo Avila50% (2)
- 458 2015 10 22 Pesos Medidas Caseras Raciones 2015Documento14 pagine458 2015 10 22 Pesos Medidas Caseras Raciones 2015Ariana Tipantasi PintoNessuna valutazione finora
- Eval 3 FGL-144 (IND-GRP)Documento9 pagineEval 3 FGL-144 (IND-GRP)Sebastián R. DuránNessuna valutazione finora
- Caso Singapur AirlinesDocumento22 pagineCaso Singapur AirlinesLalo Falcón69% (13)
- Create Table Producto 2Documento5 pagineCreate Table Producto 2Cristhian Macha CanchumanyaNessuna valutazione finora
- Abp Sobre Habilidades ComunicativasDocumento19 pagineAbp Sobre Habilidades ComunicativasPamela Männer LehmwandNessuna valutazione finora
- Carro Controlado Desde Celular AndroidDocumento2 pagineCarro Controlado Desde Celular AndroidFreddyLaimeCoyauriNessuna valutazione finora
- Corrección de Fondo O RuidoDocumento4 pagineCorrección de Fondo O Ruidomiguel lopezNessuna valutazione finora
- 02 Aplicar Recursividad (Induccion Matematica y Recursion) PDFDocumento4 pagine02 Aplicar Recursividad (Induccion Matematica y Recursion) PDF:v jejejejejeNessuna valutazione finora
- 3B SecDocumento2 pagine3B Secjose santosNessuna valutazione finora