Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Fichas Taller Del Torneado
Caricato da
Walther GarciaCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Fichas Taller Del Torneado
Caricato da
Walther GarciaCopyright:
Formati disponibili
o
o
l
z
E
o
F
J
t
E
o.
qt
o
h
o
J
e
v,
-
o
CAPITULOS RELACIONADOS
CON ESTA HOJA
Cap. IV:
Cap. VI:
Cap. VIII:
Cap. IX:
Cap. X:
Herramientas para torno.
Eleccin de la velocidad de
corte.
Montaje sobre plato univer-
sal.
Normas de seguridad.
Mediciones y controles.
JoL
h+
l'.
t\
ffi
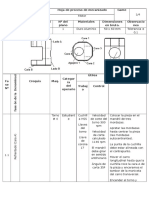
Es la operacin por la cual se
aplanan las dos cabeceras de una
pieza, para llevarlas a la medida
requerida.
Se puede realizar:
-
En el aire;
-
Entre puntas;
-
dntre plato universal
neta fija.
lu-
Se emplea una herramienta;
-
Doblada a la derecha (Fig.
7, a);
-
Frontal (Fig.
l, b);
-
Para desbastar derecha (co-
locada longitudinalmente
);
-
De cuchilla derecha (para
piezas agujereadas).
Es menester seguir un mtodo de
trabajo correcto, para el primero
y el segundo encabezamientos,
con el fin de obtener la medida
exacta de la pieza.
Encabezamiento con herramienta doblada y especial.
ilt
Gmo se agarran las manijas de los carros.
l1
A
/tF'
3. Casos especiales de encabezamiento,
;
l. Finaltdad de Ia operacln
Todas las piezas para labrar en el torno (en el aire o
entre puntas, etctera) deben ser, atxtes que nada,
fren'
teadas en sus etremos, a
fin
de tener un punto de refe-
rencia para las medidas longitudinales.
Nore: La pieza frenteada de los dos lados debe co-
rresponder a las medidas de longitud determinadas en
el dibujo.
2. FiJacin de la pieza
La operacin de frenteado, segn las formas de Ia
pieza, se puede electuar:
1:) En el aire, sobre plato autocentrante, en los ca-
sos ms comunes;
2r) Sobre plato autocentrante v luneta fija, cuando
Ia pieza es Iarga
y
trefilada, v no entra en el aguiero del
husillo;
3e) Entre puntas, cuando va tenga los centros (Fig. 3).
3. Equipos (necesarios para la ejecucin de la operacin)
HntnlrtrrNrls: Doblada derecha
(Fig. l, a), en Ios ca-
sos ms comunes; frontal (Fig. 1, b); cuchilla derecha (Fig.
3), para piezas aguiereadas v entre puntas; desbastador
derecho, dispuesto longitudinalmente.
INsrnunrnNros DE I\{EDTDA
y
coNTRoL: Regla mtrica, ca-
libre o pie de colisa, y guardaplanos.
Ers\rnNros AtrxrlrAms: Chapita d hierro protectora,
para hierros trefilados; luneta fija; posicionador registra-
ble, para regular la iongitud de las piezas en serie.
4- Mtodo de trabajo
A) Primer
lrenteadct
1g) Medir la longitud mnima de la pieza en bruto, parir
asegurarse de que con el segundo frenteado se llega exacta-
mente a la medida del dibujo.
2e) Fijar la pieza y la herr.amienta segn indicacicnes
(Caps.
V y VIIIt.
3e ) Colocar la herramienta de modo que roce la cabeza
de [a pieza (Fig. 1).
4r) Bloquear el carro longitudinal en la bancada, por
medio de la manija a propsito.
t) Desplazar el carrito superior los milmetros sufi-
cienles para el desbaste (Fig. 1, B).
e) Poner en marcha el torno y conectar el avance tras-
versal, con movimiento dirigido hacia el centro de la pieza.
7g) Dcsconectar el avance apenas la herramienta ha
llegado al centro, para no daarlo.
8s) Trasladar la herramienta al punto de partida,
1,
ejecutar una pequea pasada de terminacin, previa veri-
ficacin del corte de Ia herramienta; y si est gastada,
reafilarla.
9?) Para trabajos en serie, utilizar dos herramientas:
una para el desbaste, y otra para el acabado.
10e) Para superficies muy amplias, es oportuno con-
tr<.lar con el guardaplanos, para asegurarse de que el posi-
ble desgaste de la herramienta no haya dejado una super-
ficie convexa.
B) Segtmdo
lrenteado
(en eI caso de tener que labrar
pocas piezas)
l1r) Quitar la pieza del autocentrante.
12v) Medir el Iargo mximo, y marcar la cantidad en
milmetr<s del material para frentear.
13s) Fijar la pieza en el autocentrante.
14g) Rozar apenas con la herramienta la parte saliente
de la pieza, sobre la que est marcada la medida.
l-5'r) Poner en cero el tambor graduado del carro su-
perior, y avanzarlo los milmetros correspondientes a la
pasada de desbaste.
l(:) Efectuar la pasada, verificar el estado de la he-
rramienta,
y realizar la pasada de terminacin
(regular
con el tambor graduado, hasta obtener la medida)"
Nou: Para conocer el valor de una divisin del tam-
bor, medir eI desplazamiento obtenido con una vuelta de
la manivela, y dividir tal valor por el nmero de rayas
del tambor.
C) Segundo frenteado
(para piezas en serie de longitud
limitada)
l7e) Ejecutar el frenteado (desbaste y acabado) de
todas las piezas de un lado. (Vase punto A.)
18e) Introdltcir en el cono de la nariz del husillo un
bu.ie de contencin, con tornillo regulador de distancia, v
apoyar a ste la pieza de manera que emerja del rnandril
lo menos posible.
l9e) Introducir la pieza en el autocentrante,
y apoyar
contra el tornillo la parte ya frenteada.
20e) Frentear la segunda cara de la primera pieza,
como se ha indicado en el punto B, y colocar en cero el
tambor graduado, cuando se ha llegado a la medida total.
21e) Todas las otras piezas de la serie, apoyadas de
igual manera, resultarn de idntica medida, si el tambor
se coloca siempre en la misma posicin (Fig. 1, C).
5. Frenteados especiales
le) Las piezas especiales se pueden frentear con [a he-
rramienta de cuchilla (Fig. 3).
2e) La misma herramienta (afilada ms en punta) pue-
de servir para frentear" piezas colocadas entre puntas; y
en tal caso, la contrapunta fija debe ser rebaiada (Fig. l).
3g) Piczas llenas se pueden frentear ccn herramientas
de cuchilla v c<n pasadas muy livianas, que se eiecutarn
de dentro hacia tuera
(Fig.
3).
4e) Para frentear discos de grandes dimetros, apoyar
bien la cara frenieada conlra las mordazas del autocen-
tranle, a fin de obtener un buen paralelismo.
No'r: La hcrramienta de cuchilla, por sus ngulos
caractersticos, que impiden la penetracin en el centro, no
es apta para quitar gran cantidad de material en. el fren-
teado de las piezas; pero sirve satisfactoriamente para
frentear piezas con enlaces (H. P. 7-T).
. Advertencias
-
Si los carros estn- en buenas condiciones y la he-
rramienta corta bien, es superfluo el control de la super-
ficie plana obtenida.
-
En el frenleado de la segunda cara, el nmero de
pasadas estar relacionado con la cantidad de material
para quitar.
-
En la operacin de desbaste de las piezas de grandes
dimensiones, se deben aumentar las revoluciones a medi-
da que la herramienta avaraza hacia el centro, para que la
velocidad se mantenga relativamente uniforme.
-
La herramienfa desbastador derecho, colocada lon-
gitudinalmente (paralela al eje de la pieza), puede ejecu-
tar la operacin de frenteado, como se ha dicho arriba,
si se coloca interti:tia; es decir, si la pasada se inicia en la
parte opuesta, cuando el dimetro de la pieza lo pe.rmite.
En tales casos, las piezas girarn en sentido horario.
7. Norrrras de seguridad
-
En las puntas de ias piezas cortadas con sierr.a sue-
len quedar rebabas, que pueden herir las manos"
-
Si Ia peza para frentear fuese de fuldicin, de
bronce o de cobre, conviene usar protectoies especiales.
-
Vanse las normas de seguridad coi-tsignadas en el
captukt IX del segundo volumeu de esta Coleccion: El
taiiet de torneado.
o
o
u
z
E
o
F
J
IJJ
CE
EL
o
o
l-
o
j
o.
o
o
-
CAPITULOS Y HOJAS PILOTOS
RELACIONADOS CON ESTA HOJA
Cap. VI: Velocidad de corte.
Cap. VIII: Montaje en el aire y entre
puntas.
H. P. I - T: Encabezamienlo.
H. P. 1I - T: Aguiereado.
Es la operacin por la cual, con
brocas especiales, se ejecutan agu-
jeros
cilindro - cnicos sobre la
cabecera de las piezas que se de-
ben tornear entre puntas.
Los centros pueden ser:
-
Ordinarios;
*
Protegidos;
-
Especiales;
-
Para agujeros roscados;
-
Papa piezas perforadas.
Los centros deben ser:
-
Perfectamente pulidos;
-
Coaxiales entre s;
-
De ngulos exactos;
*
Con agujerito cilndrico pro-
porcionado.
Las dimensiones de los centros
dependen del peso de las piezas.
(Vase prrafo 5.)
En los casos comunes, los cen-
tros se realizan en el torno, o con
mquina agujereadora.
En los trabajos en serie, se uti-
lizan centradoras especiales.
\B
*u
-_ \
\l
l. Centro protegido, realizado con mecha especial.
2. Centro protegido, realizado con mecha comn y herramienta.
l. Finalidad de la operacin
Ejecutar dos agujeros de lorma
particular en las ex-
tremidades de la pieza que debe tornearse entre puntas.
La profundidad de los centros determina la amplitud
de la superficie de apoyo de la pieza entre las puntas.
2. Fijacin de la pieza
El sistema de fiiacin vara con 1a forma de las piezas:
-
Con plato autocentrante, piezas lisas y uniformes;
;
Con plato autocentrante y luneta fiia, piezas largas;
-
Con plato de cuatro mordazas, piezas fundidas o de
formas especiales.
1, Equipos
HsRn,{N,rtpNras: Broca de centrar comn (Fig. 2, A),
para piezas simples; broca para centrar especial (Fig. l, B),
para piezas que deben ser manipuladas; herramientas para
alesar (para piezas perforadas).
EreNreNros AUXILIARES: Mandril portabrocas; chapita
de proteccin para piezas trefiladas, y refrigeracin ade-
cuada.
4. Tipos de centros
ls) Ordlnarios: Con pequeo agujerito, y conicidad
cle 60'.
2g) Protegldos: Con un pequeo rebajo que impide
que el centro se deteriore, realizaclo con broca especial
(Fie.
1, B).
le) Especlales: Con ngulo mayor. de 0' (hasta 90'
para piezas pesadas).
4e) Para agujeros roscados: Es necesario hacer una
parte cilndrica que proteja la iniciacin de la osca.
5e) Para piezas perforadas: Con heri:amientas para
alesar, se efecta en la extremidad del agujero un chanfle
cle 0", inclinando el carro portaherramientas
de 30'.
Nor,c: Para piezas muy delicadas, conviene repasar los
centros clespus del desbaste.
5. Dimensiones de los centros
Se definen segn el dimetro del agujerito que precede
al fresado, y depende de las dimensiones y el peso de
la pieza.
H aqu Ias referencias:
J = Dimetro del aguierito precedente.
dr = Dimetro mayor del cono.
S
:
Profundidad de la proteccin.
D,
-
Dimetro de Ia pieza.
P = Peso aproximado de la pieza.
Para ello, tenemos la Tabla que figura al final de
esta Hoja.
6. Mtodo de trabajo
le) Asegurarse de la alineacin de la contrapunta
(Cap. II).
2e) Colocar el mandril portabrocas en el manguito
de la contrapunta.
3e) Fijar la broca de centrar en el mandril portabrocas.
.fr)
Aproximar la contrapunta a Ia pieza, y bloquearla
sobre Ia bancada.
r) Disponer de un nmero elevado de revoluciones,
pues se trata de pequeos dimtros de las brocas.
6e) Accionando el volante de la contrapunta con ambas
manos, aproximar despacio la punta de la broca hacia la
pieza en rotacin (Fig. l).
7e) Refrigerar abundantemente.
8e) Cuando la broca llega a iniciar el fresado, retirarla
un instante, para
favorecer
la salida de la viruta, y reto-
mar con atencin nuevamente el avance.
$e) Oftenido el dimetro (D,), mantener por'unos se-
gundos la broca en la posicin, para alisar perfectamente
la parte cnica.
l0e) Retirar la broca, soltar el bloqueo de la contra-
punta, y
separarla (si no hubiere ms centros para realizar).
7. Advertencias
-
El centro defectuoso puede provocar graves ano-
malas en e'l torneado de las piezas entre puntas (Fig.3).
-
Las piezas que tienen que ser sometidas a varias
operaciones (temple, cementacin, rectificado, etctera),
conviene que tengan el centro protegido.
*
Para eventuales correcciones de centros defectuosos
en piezas ya trabajadas, es necesario tomarlas en el auto.
centrante y luneta, y retocarlas con la herramienta a pro-
psiro (H. P. 6-T).
-
Existen centradoras especiales que centran alterna-
tivamente Ias dos partes de la pieza.
-
Las centradoras comunes ejecutan un centro por
vez, corl el avance a mano de la pieza hacia la broca en
rotacin.
-
En casos especiales (piezas de forma complicada,
rsticos de fundicin, etctera), procdase
de la siguiente
manera (vase pgina 83 de El taller de tornead.o):
a) Buscar el centro con el comps, la escuadra de
cenlrar, el gramil
v las paralelas;
lr) Puntear el centro de la pieza;
c) Agujerear con la perforadora,
con la broca de cen-
tro en buenas condiciones, y manteniendo la pieza ver-
ticalmente;
rf) No ejecutar centros sobre piezas torcidas, sin antes
haberlas enderezado.
I
1,5
2
2,it
t,
;
6
P D1 s dt
,,
6,:t
6,:]
i,5
l0
t2
lr
0,d
0,
0,f|
0,9
I
t.2
1,5
1,8
t,9
5 100
B 200
l2,lt
.150
18 6:t0
25 800
25 1.250
36 1.700
i0 1.900
70 2.200
o
o
l
z
E
o
F
J
t
CE
C
a
o
F
o
J
o-
o
..t
o
CAPTIJLOS Y DATOS
RELACIONADOS CON ESTA HOJA
Cap. IV: Eleccin de la herramienta"
Cap. V: Posicin de Ia herramienta.
Cap. VI: Velocidad de corte.
Cap. VIII: Montaje sobre
plato univer-
sal.
Datos: p-2-6 mm.
a=0,1 -0,5 mm por vuelta.
Es la operacin con la cual se re-
duce eI dimetro de una piezz,,
sostenida por una sola extremi-
dad en el plato.
Empleo eventual de un buje de
contencin regulable, para piezas
de igual longitud.
Empleo
de los tambores gradua-
dos, para regular la prot'undidad
de pasada.
Preparar con antelacin el nme-
ro de vueltas, para:
-
El desbaste;
-
El preacabado;
-
El acabado.
Recordar las normas para:
-
La limpieza;
-
El orden;
-
La seguridad personal.
1. lnfluencia del ngulo de registro.
"l
=d
t-
Profundidad
-/
rrryf"l
*.l
n+
r
Referencia 0
;)'
rqT 'r'l
-
2. Gmo se logran la longitud (L) y la profundidad (p).
3. Cmo se maneja el volantito del delantal.
Acabado
(automtico)
l
l'
\
4, Desbaste, preacabado y aca'bado.
l. Finalidad de la operacin
Reducir a la medida deseada el dimetro de una piezu
tle largo limitado, y de
forma
cilndrica, hexagsnal, etctera,
tnontada en el aire.
2- Equipos
Hunn.qurxt;ts: Doblada derecha; para desbastar de-
reclra, y para acabar derecha.
CoNtror: Comps de punta plegada; rcgla mtrica;
calibres o pies de colisa, v de profundidad.
Er.lrlros AUXTLTARES: Plato autocentrante, o plato li-
so con ccesorios, o coi'r nrordazas intlependienles; posicio-
nador registrable (imprescindible para piezas en serie).
3" Mtodo de trabajo
Al Posicin de la pieza y de la herrumienta
1"-) Fi.iar la pieza con la salida necesaria ( + 10 mm)
y
con la presin conveniente, para que resista el esfuerzo
de traba.io
(Fig.
2).
2e) Fijar la herramienta con el ngulo de registro ade-
cuado (a = 45-60'). Un ngulo muy pequeo, provoca de-
formaciones (Fig. l).
Jr) Proporcionar la profundidad de pasada a la seguri-
dad del bloqueo, que deber ser asegurado por medios ade-
tuados a la lorma de la pieza.
,le)
l.lsar mordazas blandas o medios de proteccin ade-
cuacins, para las piezas ya elaboradas que hara que sujetal
en el autocentrante.
B) Regulacin del largo de la pieza para tornear
5':) Efectuar eI frenteado de la pieza.
t') Abrir e.l comps sobre la regla graduada a la lon-
gitud deseada, y trasladar tal medida sobre Ia pieza en
movimiento (Fig. 2, L).
Nou: Cuando las piezas para trabajar son pocas, se
puc'de marcar el largo sobre la pieza con la herramienta.
Si las piezas son muchas, es conveniente hacer uso del
lope, colocado sobre la bancada del torno (Fig. 2).
Ct Fat'rtres de corle
7l) Seleccionar el nmero de revoluciones en relacin
al material y al dimetro.
8g) Iniciar la pasada a mano, unos pocos
milmetros;
detener el torno, y medir el dimetro obtenido.
9e) Si la profundidad
de pasada es exacta, continuar el
torreado, y conectar el avance automtico.
_
10': 41 final de la pasada, desconectar el automtico,
v luego, detener el torno.
Nol,r: Fara habituar al alumno a sentir el trabajo de
la herramienta a la iniciacin del aprendizaje, dber
e.jercitarse en la maniobra del volante del carro longitudi_
rrl, (on
ambas manos (Fig.
3).
D) Nntero de pasadas
Est en relacin con la rigidez de la pieza, la segu-
ridad del montaje, el material para quitar y la potenia
clel torno.
lle) El ciclo de trabaio para reducir un dimetro se
desarrotla en trcs fases:
-
Desbastado
(con una o ms pasadas);
-
Preacabado;
-
Acabado.
Ernrpro: Teniendo que reducir una pieza de 100 mm
de dimetro a 72 ryrr:, tendremos:
Desbastado: De 100 a 75 (con adecuadas velocidades
de corte y de avance).
Preacabado: De 75 a 72,5 (co velocidad de corte
mayor).
Acabado: De 72,5 a 72 (cofl velocidad aun mayor y
avances menores, con herramienta para acabado y bue-
na refrigeracin).
E) Regulacin de 10 proundidad de pasarla
12e) Rozar la superficie para tornear, y fijar el tam-
bor graduado del carro trasversal (Fig. 2).
13e) Avanzar dicho carro los milmetros necesarios, ha-
r:iendo uso del tamhor.
Nor: Para conocer el valor en milmetros de las
divisiones del tambor, se mide eI desplazamiento obtenido
con una vuelta completa de la manivela, y se divide la
cantidad obtenida por el nmero de las rayas. El valor
encontrado se refiere al avance lineal del carrito; esto es,
a la reduccin sobre el radio de lapieza. Para el dimetro,
'la
reduccin ser del doble de la profundidad de pasada.
Para el eiemplo que hemos visto ms arriba, tendre-
mos las siguientes profundidades de pasada:
Desbaste:
100
-
75 25
: __ :
t2.5
2
(podr obtenerse en dos pasadas);
Preacabado: :1,25;
---
Acabado:
7?.la r2
o
2
0-ir
:
--
:
0.25.
4. Advertencias
-
En los trabajos en serie, los tiempos muertos y la
fatiga del operario para la fijpcin de las piezas pueden
reducirse considerablemente, con el empleo de equipos
adecuados: mandriles, pinzas de cierre neumtico, hidru-
licos, de excntricas; etctera.
-
En el maquinado en general, es importante prepa-
rar anticipadamente los medios para la disposicin orde-
nada de las piezas elaboradas y de las que se han de ela-
borar.
-
Un cierre demasiado dbil de la pieza o de la herra-
mienta, adems de provocar dao a los elementos, puede
ser peligroso para el operario.
-
Una distraccin en la desconeccin del automtico,
puede lle'r,ar la herramienta contra el plato autocentrante,
o contra la parte de mayor ,dimetro de la pieza, con po-
sibilidad de accidentes.
o
o
l
z
E
o
F
cE
G
U'
o
F
o
J
a-
v)
-
o
CAPTULOS Y DATOS
RELACIONADOS CON ESTA HOJA
cap. vI:
Cap. VIII:
Cap. IX:
cap. X:
Velocidad de corte.
Montaje entre puntas.
Normas de seguridad.
Mediciones
v controles.
P
:2-6
mm.
a=0,1 -0,5 mm por vuelta
1. Efectos de las herramientas de desbaste y de acabado.
Superficie estriada
2, Defectos que deben evitarse.
Avance manual, y luego automtico.
-h
illllffi
la pieza y proteccin.
Es la operacin que permite re-
ducir a los dimetros requeridos,
piezas montadas entre puntas, de
distintas longitudes, formas y me-
didas.
Empleo de la contrapunta girato-
ria, para evitar el roce entre la
pieza y la punta, a fin de reducir
el esfuerzo de torneado.
Proteger las partes acabadas con
bujes apropiados (Fie.
a).
Los defectos de la superficie tra-
bajada dependen, sobre todo,
de los siguientes factores:
-
Deficiente montaje de la pie-
za para trabajar;
-
Herramienta mal afilada;
-
Falta de proteccin entre
pieza y brida.
Disponer con antelacin y cuida-
do el paro automtico, para que
la brida no tropiece con el plato.
<
pasada automtica
lnversin
Torneadd: eilndrlco.,gxtedor
r.entre
punta
1. Finalidad de la oPeracin
TorrLear al dimetro
y la tongitud deseados,
piezas
p61tistas dc centros, montadas entre punta y contrapun-
'ta,
y qlte se hacen girar por medio de elemcntos de ro'
/iclr
( briclas ).
2. Equipos
H:nn,rvrx'r,rs E rNSlRLr\{llNTos llE coNTRol.: Vase FIo
ja
Piloto 3 - T.
F,rrtntos AU):rLI,\RES: PIat< de arrastrc, bridas,
pun-
ta con buje para husillos, contrapunta gir-aloria, arrastra-
clores, etctcra.
NtLn: Ill cmplco de la punta tija ct't la
(:ontrapunta
es con1,'ctlicrttc clr las b;r.ias lulocidades, :;olrrluntc, A ciiusl
derl f rot:Lnricnio qlta sc gencra cntre la picza
v la punta
(roscaclos de prccisin, piczas dc grandcs clirnctrts, ct-
ctcra ) -
3. llltodos de trabajo
A\ Posiciitt de la picztt y de la ltctrarticttttt
1'r) Nlontaje de la pieza entre puntas-
2e) Montaic de la herramienta.
3!) Evitar los dcfectos ilustrad<s en la figura 2 (vi-
rutt entro ci conr Y la punla, <scilacirncs debiclas a la
defcctuosa
prcsin de la punta, etclcfa)
B I D.'.s.r.s/'
,{':)
Elcgir la vclocidad dc cortc, y adaptarla al numcrc
clc r,ue ltrs del torno.
5':) Calcular el val,:r del avance luiomtico, cn lela-
cirin a la prolundidatl de pasada (0,3-0,.i iltrn p()r vucila).
:) R.calizrr la primcra pasada, y procurar que sta
quitc Itr partc oxidada y rstica de fusin.
7') ,'{:rcer rlgtrnirs pasadas dc desbaste, v controlar el
dirnrtro y cl paralclismo.
8.') Si la pir:z:r tiene que ser torneada totalmcnte, dar
vur'ltn la picza, ri
-l'occder
como indica 1a tigura 4.
9:) A fin dr: no daar la parte torneada, interponer
cntie la picza y ia lrrida una lmina de bonce dc cspcsor
sulir:icnte.
Not''t: Asegurarse de que al fin de ada pasada la
brirlr nr- r loqua crntra cl carro; y cn los tornos en que
la paracla cs aulorrlica, procurar que luncione corno es
debiclo. Durantc cl desbaste, la herramienla suele sufrir
cierto desgaste, 10 que puede deducirse de la viruta,
que
toma un clor violceo, y de la superficie torneada,
que se
presenta rugosa.
C\ Preacabado y acabado
10e) Sujetar la pieza en la brida con una ligera pre-
sin del toinillo Y con una proteccin adecuada, cuando
se trata cle pasadas muY finas.
1l'r) Aumentar la velocidad de corte, y disminuir cl
avance.
12s) Sustituir la lrerramienta con la de acabado,
que
ticne un rrequeo
redondeado.
13e) Rozar t:l climetro exterior de la pieza, v colocar
en cero el tambor grzrduado.
l.tt') Ar.anzar el carro trasversal, para obtener eI di-
nrr'lro tl, Pt
uat abado.
15e) Efcctuar las pasadas con avance automtico,
y
crntroiar siempre la mcdicla inicial con el calibre vige-
sim;rl.
16':) Elcctuar el acabttdo siguiendo eI mismo mtodo,
v controiar con calibres adecuados a la importancia del
trrbaio (cluincuagesimal, P - NP, micrmetro, etctera)'
4. Advertencias
-
Debiendo tornear entre puntas ejes que tienen di-
vdrsos Llirnetros, conviene, ante todo, desbastarlos com-
pletamente, efectuar los frenteados
y las gargantas even-
tuales, y por ltimo, terminar los dimetros.
-
El husillo debe sobresalir lo menos posible del
cucrpo dc la contrapunta.
-
l,as vibraciones se evilan, a menudo, reduciendo tan
slo la velocidad de corte, y aumentandc el avance.
-
Curndo hav que tornear piezas largas (que estn
suietas a rnavclres dilataciones), es necesario controlar a
renudo la presin de las Puntas.
En ningn caso se tomen medidas con la pieza en
rotacin.
-
AI medir con calibres fiios, comparadores y micr-
metros, procdase con la mayor sensibilidad y delicadeza
-- Cuando se tornean entre puntas piezas no cilndri-
cas y
acanaladas, redzcanse la velocidad y la profundi
dad de pasada, para evitar grandes esfuerzos discontinuos.
-
Para piezas tubulares, agujereadas, excntricas, et-
ctera, vanse las normas de montaje en el captulo VIII
(trigs.8
v 9).
-
Las bridas de arrastre pueden ser sustituidas ven-
tajosamente por los arrastradores (Cap. VIII, Fig. 7).
o
o
tr
z
E
o
t-
J
E
o.
q)
o
l-
o
CL
U'
-
o
CAPf TI,}LOS RELACIONADOS
CON ESTA HOJA
Cap. II: Registro del torno.
Cap. IV: Eleccin de la herramienta.
Cap. VI: Velocidad de corte.
Cap. VIII: Montaje entre puntas y lu-
netas.
f . Cmo se controla Ia alineacin de las puntas.
2. Luneta mvil, con lubricacin constante.
9!s
3. Collar de apoyo para luneta fija.
4. Efectos de la regulacn incorrecta de los contactos.
ii
El torneado entfe puntas de pie-
zas muy largas con relacin al
dimetro, es posible tan slo con
el auxilio de soportes especiales,
llamados LUNETAS.
En este tipo de torneado, se pre-
sentan varios casos:
l, Pieza para tornear en toda
su longitud: Se emplea la luneta
mvil.
2" Pieza para tornear slo en
parte: Se emplea la luneta fija.
3. Pieza muy larga, para tornear
en parte: Se emplean los dos ti-
pos de lunetas, conjuntamente.
En todos los casos, es necesario
cuidar la perfecta alineacin de
Ias puntas.
La preparacin del collar de apo-
yo para la luneta fija, y el ajuste
de los patines, son operaciones
importantes y delicadas.
La superficie del collar de apoyo
debe ser muy pulida, centrada y
paralela.
E. T.
ilECANTCO
eilindrado exterior de plezas largas sostenldas con,lunetas
1. Finalidad de Ia operacin
Tornear entre puntas, a un dimetro determinado,
piezas largas y de pequeo dimetro, con el auxilio de un
sostn apropiado (lunetas).
2. Equipos
Hrnnl,rrNres: Derecha, para desbastar; de punta de-
recha, para el acabado.
CoNtnot: Metro, regla mtrica, calibre vigesimal, mi-
crmetro v comparador.
EI-EnrrNros AUXTLTARES: Flato de arrastre; brida; lune-
tas mvil y fija; minio, y aceite espeso.
3. Mtodo de trabaJo, con luneta mvil
Adems de las normas de montaje y de registro indi-
cadas en el captulo VIII:
le) Controlar la alineacin de la contrapunta, que pue:
de verificarse torneando ambos extremos de unos cent-
metros (desbaste y acabado) con la misma posicin de Ia
herramienta, obtenida mediante la referencia del tambor
graduado del carro trasversal (Fig.1, A-B).
le) Desplazar la herramienta, para la primera pasada,
y tornear un espacio suficiente para colocar la luneta.
3e) Sobre la parte torneada, a la derecha de la herra-
mienta, registrar y fijar los contactos de bronce de la
luneta.
4s) Lubricar con aceite espeso las partes de contacto,
v continuar la pasada (Fig.
2).
5t) Ejecutar otras pasadas, hasta obtener el dimetro
deseado, r' registrar en cada pasada los contactos de la
luneta. (Tngase presente que cuanto ms pequeo es el
dimetro, tanto menor deber ser la profundidad de pa-
sada. )
Nor.r: Dada la escasa rigidez de la pieza, es necesario
reducir la velocidad de corte, a fin de evirar las vibra-
ciones.
4. Mtodo de trabajo, con luneta fija interrnedia
6"-) Asegurarse de que la pieza est centrada, y alinea-
da la contrapunta.
7e) Tornear el collar de apoyo (Fig.
3) para la luneta
fija; colocarla, y registrar los contactos.
Norr: El trabajo puede realizarse solamente en la
parte derecha de la luneta fija. Es necesario luorrcar
abundantemente. Tambin puede utiiizarse una aceitera
especial de goteo regulable (Fig. 2), que puede ser colo-
cada en ambos tipos de lunetas.
5. Mtodo de trabajo, con lunetas flJas lntermedla y m-
vil
8g) Proceder como se indica en los puntos le,6e v 7e
de esta Hoja.
Nor,q: Este mtodo se aplica nicamente en las piezas
mu'r' largas, y de elaboracin especial.
9e) Ejecutar el desplazamiento de la herramienta para
la primera pasada, y tornear un espacio suficiente para la
colocacin de la luneta mvil.
10e) Colocar y registrar la luneta mvil.
11e) Ejecutar las pasadas necesarias, y registrar la lu-
neta mvil en cada pasada,
12:) 51
"r
necesario, dar vuelta ia pieza, y tornear la
parte restante.
6. Advertencias
.-
El registro de los contactos de las lunetas exige gran
atencin, por los siguientes motivos' le) Si los contactos
estn muy ajustados, en la parte central de Ia pieza se
produce una reduccin del dimetro (Fig. 4); 2e) Si los
contactos estn muy flojos a causa del desgaste, se pro-
ducen vibraciones, y la pieza aumenta gradualmente de
dimetro (Fie. a).
-
Para evitar el prematuro desgaste de los contactos,
es necesario que la herramienta produzca una superficie
muv lisa.
-
El calor generado por la herramienta v
por los con-
tactos de las lunetas, produce en la pieza una dilatacin
tanto ms sensible, cuanto mayor sea su largo. Por tal
razn, es necesario regular ms a menudo la presin de la
contrapunta.
-
Utilizando lunetas fijas v mr,iles con contactos de
rodaclura (Fig. 3), se evita la friccin excesiva, y tambin
la necesidid de lubricar los contactos; pero disminuye
seusiblemente la precisirin.
-
Los conLaclos rnuv apretados, adems de los defec-
1os ne ncirnados, pi-ovocan excesir,r calentamiento, aumen-
1an inritil;rrentc cl consumo de energa, v pueden originar
el desgarramiento de las superficies en contacto.
-
Al usar ia luneta fiia intermeclia, si el apoyo o co-
llar de apc,vo no est perfectamente centrado al prlncipio,
se producir el descentrado cle toda la pieza, al finalizar
la operacin. Fara esto, se tornea dicho coilar corr peque-
as pasadas automticas, la herramienta casi de punta,
v sostenicndo provisionalmente
la pieza con ia mano iz-
quiercla revestida de un trozo de cuero. Tan slo as el
collar de apoyo qued.ar perfectamente centrado al prin-
crpro.
o
o
z
CE
o
t-
J
l
E
CL
U)
o
F
o
CL
ct)
o
Cmo se prepara el colla de apoyo.
Las operaciones de extremidad
(interiores y exteriores) en piezas
muy largas, son posibles slo con
el auxilio de un soporte especial,
Ilamado LUNETA FIJA.
Se presentan tres casos principa-
les:
l. Piezas trabajadas exterior-
mente, y rgidas (Fig.
l).
2. Piezas trabajadas exterior-
mente, y con centro de apoyo
(Fig.
2).
3. Piezas en bruto, con centro
(Fis.3).
Para centrar las piezas en bruto,
es menester colocar un anillo en-
tre los morsetes del plato y Ia
pieza (Fig.
3).
Para que haya coaxialidad entre
la pieza y el eje del torno; se ne-
cesita:
-
Pieza
plato;
centrada en el
-
Contrapunta bien alineada;
-
Luneta fija colocada en el
centro.
CAPTULOS RELACIONADOS
CON ESTA HOJA
Cap. II: Registro del torno.
Cap. IV: Eleccin de la herramienta.
Cap. VI: Velocidad de corte.
Cap. VIII: Montaje entre plato y luneta.
L Las piezas trabajadas, se centran en ei aire.
;i
i:
tl
f
tl
t
I
d
I
f
t
i,
..|i..
Para piezas largas se emplean Ias lunetas fijas.
Operaciones en la extremidad de piezas largas.
ir
-
ll 5
rl
l!----
-
t,.
l"
t()
E. T.
MECHrCCI
Empleo de la luneta fiJa en:las operaclohes de extremldad
t. Finalidad de la operacin
Itrnear interna o exteriormente la extremidad de pie-
?.as
que, por su longitud, no pueden ser trabaiadas en el
aire, y requieren un sostn en la extremidad.
2. Equipos
Hrnn,tulsNts: De punta, para acabado, y derecha,
rara
desbastar; brocas; herramientas para alesar, roscar,
etctera, de acuerdo con la operacin que deba ejecutarse.
Coxrnol: Calibres v tapones adecuados al trabaj<.r.
Els,Msnt'tos AL:XILIARES: Plato autocentrante, con mor-
dazas duras v blandas; luneta fiia, y buje de bronce ade-
cuado.
3. Mtodo de trabajo
La preparacin, el montaje y el registro de la luneta
fija, colocada en la extremidad derecha de la pieza, para
elaboracin interna o externa en la extremidad, compren-
de trcs casos principales:
l'!) Piezas ya lrabajad"as externamente, y suficientemerr
te rgidas (Fig. 1);
2')) Piezas ya trabajadas externanTente, y con centro de
apoyo (Fie. 2);
3v) Piezas rsticas, tnris o menos largas, con centro
(
Fig. 3 ).
En cada uno de los tres casos, apenas fijada y regis-
trada la luneta, v lubricados convenienternente los con-
tactos, se retira la contrapunta y se inicia el trabajo de
torneado, interno o externo (Fig. 4), segn el mtodo de
trabajo correspondiente a la operacin que deba eiecu-
trarse.
4. Errores de registro
El uso no racional de I luneta fija, puede dar origen
a dos inconvenientes principales:
lv\ Superficies no coaxiales cott lu porte ya trabajadu.
Sc originan al desplazarse la pieza del eje geomtrico del
tofno, por incorrecto registro de la luneta.
Nt'r,r: Es fcil incurrir en este error, porque el com-
paraclor indica el descentrado slo cuando la pieza girzr
libremente
(Fig. 1); pero no est en condiciones de reveiar
'la
magnitud del desplazamiento del eje, cuando los con-
taclos prcsionan sobre Ia pieza.
2':) Superlicies crcas, en lugar de cilndricas. Se de-
ben r la excentricidad de la pieza del lado del mandril;
especialmenie, cuando no se usan las mordazas blandas.
Este error es fcil de evitar con oportunas ctrreccio-
nes del centrado radial, aun cuando e[ mandril tenga una
mordaza con iuego. En el cast. contrarit-r, se puede in-
terponer una fina chapita de iatn entrc la pieza
1'
las
mordazas, o asestar leves golpes con una maceta dc
madera.
Nor,r: Este control debe efectual'se, tambieln, despu's
de la regulacin de los contactos de la lunetr.
5. Advertencias
*
Asegurarse de que el desgaste de los contactos no
provoque el desgarramiento de la pieza en rotacin.
-
Cuando hava que regislrar los contactos entre las
pasadas, es necesario regular los tres tornitrlos en lorma
pareia, mediante el comparador colocado en la parte con-
traria a.l tornillo que se registra (Fig. l).
-
Adems de- los trabajos interiores, se pueden eie-
cul.ar, en el trozo de pieza que sale de Ia luneta, todas
las operaciones cxteriores que necesite la pieza.
-
Cuando la pieza ha sido trabaiada exteriormente
(segundo
caso), se puede controlar la coaxialidad hacien-
do correr el comparador sobre la bancada.
-
Cuando la forma de la pieza (cuadrada,
hexagonal,
ctctera) no permite ornear el cr_llar de apoyo, se aplica
un buie con tres tornillos de centrado. La superficie ex-
terirr del bu.ie se tornea para el apoyo de los contactos.
o
o
ll
Z
E
o
F
J
l
E
CL
U'
o
o
J
CL
a
.'
o
cap.
cap.
cap.
H.P
IV
CATiTULO Y HOJA PILOT
(ELACTONADO CON ESTA HOJA
Eleccin de las herramien-
tas.
Montaje sobre plato v entre
puntas.
Mediciones l
coritroles.
Encabezamiento.
2, Seccin de la viruta en el
t
d
a
rA
Jfr
3. Cmo se eiecutan los pequeos enlaces.
4. Cmo se eecutan los grandes
enlaces.
r,k
Llmase ENLACE RECTO Ia su-
perficie plana, perpendicular al
eje de Ia pieza, que une dos cilin-
dros coaxiales de distintos di"
metros.
Ciclo de desbaste, para obtener:
A) Pequeos enlaces rectos
(Figs.
tv2):
1. Avance longitudinal, con he-
rramientas para cilindrar;
2. Avance longitudinal, con he-
rramienta de cuchilla.
B) Grandes enlaces rectos:
Herramienta frontal con avan-
ce trasversal de fuera hacia den-
tro.
Ciclo de acabado (Figs. 3 y 4):
1. Arrimar la punta del cortan-
te a la superficie del cilindro me-
nor;
2. Avanzar longitudinalmente
con el movimiento automtico;
3. Avanzar trasversalmente. ha-
cia fuera
(Fig. a).
El carro longitudinal debe ser blo
queado mientras se frentea. Ape-
nas acabada la operacin, se deja
libre.
E. T-
MECANICO
',-.r
,/."'
Frenteado de enlaces rectos
l. Flnalldad de la operacln
Producir una superficie plana de emlace entre dos ci'
lind.ros coaxiales de distinto didmetro.
2. Equipos
HpnlltrrNus: Derecha, para cilindrar; frontal, y de
cuchilla.
Coxrnor: Calibre vigesimal y guardaplanos.
3, Precauclones para fiJar la herramienta de cuchilla
Pnn ssnsten: Con el cortante perpendicular al eje
(Fig.2).
Pnn rcls.qn: Con el cortante inclinado hacia la izquier-
da (Fie. 4).
Nor: Para obtener la perpendicularidad de la herra-
mienta con el eje de rotacin, aproxmese el cortante al
plato autocentrante
(con el torno detenido), v tambin
al plato de arrastre.
4. Mtodo de trabaJo
le) Montar la pieza sobre el torno (por lo general, ya
lo est, para el cilindrado).
2e) Controlar el afilado de la herramienta, y colocarla
en el portaherramientas.
3g) De acuerdo con el dimetro mximo para frentear',
establecer el nmero de vueltas del torno.
Primer caso: Enlaces pequeos y medianos
A) Desbaste
49) Poner en marcha el torno y aproximar la herra-
mienta, que se mantendr a pocas dcimas de
"-la
super-
ficie del cilindro menor (Fig. 3, A).
e) Avnzar el carro superior a mano hasta pocas d-
cimas de la medida del frenteado (Fig. 3, B).
B) Acabado
6e) Cambiar la herramienta por Ia de acabado,
J,
rozar
con cuidado la superficie del cilindro menor.
7g) Avanzar automticamente hasta la pared.
8e) Continuar a mano el avance longitudinal, hasta lle-
gar a la medida.
9e) Bloquear a la bancada el carro longitudinal.
l0e) Conectar el avance trasversal automtico,
y ase-
gurarse de que el sentido sea hacia fuera.
Segundo caso: Frenteados grandes
A.) Desbaste
1le) Bloquear eI carro longitudinal.
l!l) Iniciar la pasada desde fuera hacia dentro con la
herramienta de frentear, hasta.unas dcimas antes de la
medida (H. P. 1-T, Fig. 1, b).
l3e) Sustituir la herramienta por la ilustrada en la fi-
gura 2, y tornear la parte cilndrica.
B) Acabado
14e) Proceder en todo como se indica en los puntos t
a 10s de esta Hoja.
5. Advertenclas
-
En el desplazamiento manual de los carros, girar
con ambas manos la manija respectiva (Fig. 3, B), para
obtener un avance regular y una superficie lisa.
-
El carro longitudinal se puede bloquear a la banca-
da con un buln a propsito, y tambin con las medias
tuercas del tornillo patrn.
-
En el caso de enlaces izquierdos, se utiliza Ia herra-
mienta de frentear izquierda. Sin embargo, tratndose de
piezas en pequea cantidad, y no disponiendo de la he-
rramienta adecuada, se puede invertir la herramienta de-
recha, y al mismo tiempo, cambiar el sentido de rotacin
de la pieza (rotacin horaria).
-
En el caso de elaboracin de una serie de piezas,
teniendo diversos enlaces, se utilizan topes registrables de
las medidas apropiadas. (Vase H. P.3-T, Fig.2.)
-
Acabada la operacin, recurdese que el carro lon-
gitudinal debe ser desbloqueado.
o
o
IJJ
z
E
o
F
J
LrJ
E
CL
(t
o
t-
o
o-
,
o
CAPTULO RELACIONADO
CON ESTA HOJA
Cap. IV: Eleccin de las heramientas.
Cap. VI: Velocidad de corte.
Cap. VIII: Montajes.
Cap, X: Mediciones y controles.
Llmanse GARGANTAS DE DES-
CARGA sobre ejes torneados, las
ranura de distinta forma, que
tienen la finalidad de facilitar
operaciones sucesivas: roscado,
rectificado, etctera.
Las formas y medidas principales
de las gargantas unificadas, se
realizar. con herramientas del ti-
po adecuado
(Fie. l).
Las formas y medidas de las gar-
gantas no unificadas se controlan
con galgas apropiadas (Fig. a).
De acuerdo con el tipo de gargan-
ta, la herramienta deber entrar
radial u oblicuamente (Figs. 1
v
3).
La profundidad de penetracin se
alcanza con los tambores gra-
duados.
1. Gargantas efectuadas con avance radiaf.
itr,
Z
2. Desplazamiento lateral pa.a gargantas largas.
Cmo se realizan las gargantas oblicuas.
4. Control de la herramienta y de la garganta.
E. f"
MECAHIC
Tagneado de gargantas de descarga con ejes radial y oblicuo
8'r
l. Finalidad de la operacin
Realizar ranuras o gargantos extetnts de
fotma'
largo
v piofrrridod tlistintcs, sobre un cilindro en rotacin'
2. Tipos de gargantas unificadas
1g) Gargantas de descarga
para roscados sobre pieza
cilndiica cle igual dimetro
(Figs' 2, A, y 4)'
2e) Gargantas de descarga
para rosczrdos contra cnla-
ces rectos
(baio cabeza)
(Fig. l, A-B-C)'
3e) Gargantas dc desca-rga
para ejes rectilicados
(Fig'
3, B-D).
Medidtts de las gargantas
Para roscaclos baio cabeza
(Fig' 1, B), los ngulos son
de 30 v de 60', v la piolundidad de la garganta es siempre
o.r po.o *"r. que el dimetro interior del filete, 1o mis-
mo que para las gargantas de descarga sobre piezas ci-
I ndricas.
El largo de estas gargantas es el doble del paso para
pequeos'i*"t.ot (paso = 0,2; largo = 0,5), y va dismi-
nryetdo. con el aumento del paso (paso:4; largo:5)'
El radio de enlace vara de 0,25 a 2 mm'
El targo de las gargantas para partes que hay que rec-
tificar
(Fi.3, B), vara de 1a 6 mm, y la prolundidad
sobre el dimetro y la cara para el tipo de la figura 3, D,
es en 0,1 a 0,4 mm menor
que el dimetro
y que la cara
rectificada.
3. Equipos
HrnntrtrNtns: De f<.rma correspondiente al tipo de
garganta que deba ejecutarse
(Figs. I v 3).
CoNrnot: Calibre vigesimal v
calibres fijos
(Fig. 4)'
4. Mtodo de trabajo
Primer caso: Gargantas unificadas lFigs. I y 3)
i) Gargantas radite.s
1':) Elegir la herranienta que tcnga [a forma de la
garganta que se cleba ejecutar, asegurarse de su perfecta
eficiencia, v fijarla en el portaherramientas.
2e) Disponer la velocidad en relacin con el dimetro
v el material (rnenor en un 20-30 por ciento que la velo-
cidatl para el dcsbaste).
3g) Poner en marcha ei torno.
4e) Hacer rozar la herramienta en el cilindro, y colo-
car en cero el tambor graduado del carro trasversal.
5e) Avanzar radialmente la herramienta, hasta la pro-
fundidad establecida.
B) Gargantas oblicuas
e) Para las gargantas del tipo B- D (Fig' 3), manio-
brar iternatit urrr"nte los dos carros, a fin de obtener un
avance oblicuo.
7e) Mantener
por algunas vueltas Ia herramienta en la
posiciOn ii"ul, v'refrigtrar
abundantemente,
para pulir
las superficies.
Nore: Al terminar la ejecucin de la garganta del ti-
po D, prestar especial atencin al retiro de la herramienta'
para'l cual se opera simultneamente
con ambos carros'
Segundo caso: Gargantas estrechas o largas de formas
diversas(Figs.2Y4)
Nort: Se pueden presentar casos de gargantas con
formas no unifiicadas. Es necesario,
por lo tanto' obser-
var las siguientes normas:
A) Gargantas largas
8g) Proceder como se indica en los puntos le a 4"
de esta Hoja.
9e) Tornear a pocas dcimas del dimetro deseado, con
herramientas
para cilindrar
(Fig. 2, D)'
10e) Con herramienta frontal, terminar el frente del
lado izquierdo,
y tambin del lado derecho, hasra el di-
metro exacto
(Fig. 2, D,).
11e) Medir el largo del respaldo, y si es necesario,
corregirlo.
l2!') Conectar el avance automtico longitudinal,
y tor-
near el fondo de Ia garganta.
Bt Cargantas estrecltas
13e) Proceder como se indica en los puntos lr a 5"
de esta Hoja.
1.1".
gn
el tipo de la figura 2, C, desplazar la herra-
mienta estrecha hasta alcanzar el largo deseado'
5. Advertencias
-
Cuando el largo de la garganta es mayor que el
de la herramienta, servirse de calibres fijos para el con-
trol (Fig. 4).
-
Para gargantas o ranuras sobre piezas en serie (es-
pecialmente, cuando las gargantas son Iarias v del mismtl
dimetro), utilizar topes adecuados para los desplazamien'
tos longitudinales.
-
Cuando las gargantas son amplias, eiecutar las opt'
raciones en dos tiempos: desbaste v cabado.
o
o
IJJ
z
E
o
F
J
ctr
e
U'
o
F
o
J
EL
U'
-
o
CAPTULOS RELACIONADOS
CON ESTA HOJA
Cap. IV: Eleccin de las herramientas.
Cap. VI: Velocidad de corte.
Cap. VIII: Montajes varios.
Cap. X: Mediciones y controles.
Es la operacin por la cual se qui-
tan las aristas rectas de Ias piezas
torneadas, con el fin de:
1. Obtener mejor efecto estti-
co;
2. Obtener proteccin en el pri-
mer filete de las piezas roscadas;
3. Proteger las aristas de even-
tuales melladuras;
4. Evitar el peligro de heridas.
Los chanfles se
con movimiento
dinal (Fig.
2).
pueden obtener
radial o longitu-
Los chanfles de precisin se ob-
tienen con movimiento oblicuo,
para lo cual debe inclinarse el ca-
rrito superior (Fig.
3).
Los chanfles de precisin se con-
trolan con galgas apropiadas
(Fie. a).
tr/
\
+
l. Posicin de la herramienta.
-ll
@
rTi
all
---r
2. Avance
+
controlado con el tambor graduado.
/,/
,ll
IL
3. lnclinacin del carrito, para grandes chanfles.
E; T.
Mfcltco
Torneado de chanfles, exterlores
9r
L Finalidad de la operacin
Ejecutar chanlles comunes o de precisin de la me-
dida requerida, con el uso de herramientas apropiadas.
2. Equipos
Hsnn,\Mrur.4.s: Con dos cortantes simtricos, para el
cilindrado corriente, v colocados en ngulos recprocos de
60 o de 90'.
Coxrnot.: Calibrcs liios v calibre i,igesimal.
3. Mtodo de trabajo
Priner cas<.: Chanfles cornunes derechos e izquierdos
l'r Elegir la herramicnta adecuada, y asegurarse de
la ..licicncia del corte.
2r ) Col<car la herrarnienta a la altura exacta y en el
ngulo
justo (Fig. 1)-
3g ) Rozar el vrtice de la pieza con el cortante de la
herramielta.
4g) Colocar en cero el tambor graduado del carro su-
perior.
5e) Avanzar el carro en la medida indicada en el di-
bujo (Fig. 2, ).
Nora: Cuando el chanfle es amplio (de 3 a 5 mm).
para lograr una buena superficie es necesario tener los
carros bien registrados, y emplear abundante refrigeracin.
Segundo caso: Chanfles de preclsin y de grandes dimen-
siones
Se) Inslinar el carro superior en el ngulo requerido
por el dibujo, o en su complemento (siempre que el n-
gulo est referido a una direccin perpendicular al eje).
le) Rozar con la punta de la herramienta el vrtice de
la pieza.
8e) Fiiar en cero el tamboilgraduado del carro tras-
versal.
9e) Para las sucesivas pasadas, accionar el carro tras-
versal.
lOe) El avance de la herramienta para obtener el chan-
fle, se realiza con el carro superior.
lle) Controlar al final con calibres fijos a propsito
(Fie.4).
Nore: Estos chanfles no se pueden obtener con el
mtodo precedente, porque se produciran vibraciones y
superficies defectuosas.
4. Advertencia
Para piezas en corta cantidad, el control se puede ha-
cer con la regla de profundidad del calibre o pie de colisa.
o
o
IJJ
z
CE
o
F
lI
CE
o.
U)
o
F
o
CL
ct)
o
CAPTULOS Y HOJAS PILOTOS
RELACIONADOS CON ESTA HOJA
cap V: Montaje de las herramien-
tas.
Cap. VI: Velocidad de corte.
Cap. X: Mediciones y controles.
H. P. 7 - T: Enlaces rectos.
H. P. 37-T: Acabado de las superficies.
Llmase ENLACE CURVO la su-
perficie continua que une normal.
mente un rea cilndrica con otra
plana.
Pueden ser cncavos y convexos:
l. Los cncavos sirven para ro-
bustecer la unin de dos dime-
tros distintos.
2. Los convexos de extremidad
facilitan la entrada de los elemen-
tos corredizos, y mejoran la es-
ttica.
Los pequeos enlaces curvos se
realizan con herramientas de for-
ma (Fig.
I
).
Los enlaces grandes se ejecutan
con herramienta redondada, y
combinacin de ambos movimien-
tos de los carros (Figs.
2 y 3).
En este caso,
habilidad para
manos.
se requiere gran
coordinar oios y
EI
ta
do
control de los enlaces se efec-
con galgas de radio apropia-
(Fig. a).
L Desplazamiento radial, y herramientas de forma.
I
I
*
I
\.)
i-l
-1
r
rl
:r
i>
Desplazamiento combinado, y herramienta redondeada.
I
,fi,W
Cmo se acaba un enlace convexo.
4. Control con calibre fiio.
E. T.
MECANICO
Torneado de enlaces cncvos y Convexos
lOr
1. Finalidad de la oPeracin
Eiecutar los redondeamientts cncavos y convexo.s de
unin entre dos superficies en rotocin, con herratcttlLt\
cle forma,
o combinando los mot'imientos ortogctrtules de
los carros.
2. Equipos
Hpntnn,tmNtas: De forma cncava, para pequcos en-
laces convexos (Fig. 1); de forma convexa, para pcqueos
enlaces cncavos (Fig. l); de forma redondeada y dispues-
tos convenientemente,
para enlaces grandes (Figs. 2 y 3).
Cornor-: Calibres f ii<.s de radio, cncavos y convexos
(Fie. 4).
3. Mtodo de trabajo
Nora: Para los enlaces cncavos, se debe dejar cl
sobremetal necesario en la operacin de torncado (Fig. t).
A) Para pequeos enlaces cncavos
1r) Elegir la herramienta con radio de curvatura co-
rreSpondiente al dibujo, y asegurarse de la eficiencia del
cortante.
Itl) Colocar el cortante ligeramente bajo centro (para
impedir que se clave en la pteza), y convenientemente
orientado respecto de ias superficies por enlazar (Fig. 1,
A-B).
Jr) Rozar con la parte correspondiente la superficie
cilndrica.
z{r)
Qolocar en cero el tambor graduad<
del carro tras
versal.
"-) Retirar la herramienta, y rozar la superficie verti-
cal (costado).
6r) Fijar en cero el tambor del carro superior.
7e) Retirar ligeramente la herramienta, e inciar el
avancc trasversal de desbaste (hasta 0,1 mm de la su-
perficie cilndrica).
Be) Retomar el mismo ciclo para el acabado hasta el
dimetro exacto, y retirar la herramienta hacindola co-
rrer sobre la superficie del cilindro.
B\ Paru pequeos enlaces convexos 1Fig.
1, C)
99) Rozar sucesivamentc con ambos extremos del cor-
tante las respcctivas superficies,
y colocar en cero los
tambores correspondientes,
l0'r) Efectuar el avance alternativamente con ambos
carros, hasta que cada tambor hava llegado al nmero
cero.
Nor,qs.
-
Para obtener un buen enlace, se necesitan
herramientas bien afiladas,
y se emplear abundante re-
l rigrracion.
-
La grar superficie de contacto del cortante exige
a la herramienta un esfuerzo excesivo,
que tiende a ha-
cerla ceder, con la consiguiente mayor penetracin y el
peligro de rotura.
-
Ideal sera el empleo de herramienas de cuello de
pato, o con el plano de apoytt en inea con el cortante.
C\ Pora grandes enlaces cncavos y convexos
ll.) Disponer la herramienta a la altura del eje, y
orientarla convenientemente.
l2e) Efectuar pasadas coordinando adecuadamente los
movimienlos de los carros (Figs. 2 y 3).
13e) Controlar a menudo, con calibres de forma.
Norrrs.
-
La nica gua en la ejecucin de estos en-
laces, es el reiterado ejercicio de coordinacin de movi-
mientos de los carros, basado en la observacin visual
del arco que se est produciendo.
-
Para tener una idea ms exacta de la forma del
arco, no se debe seguir con la vista el movimiento de la
herramienta, sino que se observar el perfil en construc-
cin, contra una hoja de papel blanco colocada sobre la
bancada del torno.
4. Advertencias
-
La velocidad de trabajo (para herramientas de for'-
ma), aderns del material, depende del radio de curvatura
de la herramienta: Radio grande
-
pequea velocidad, y
viceversa.
-
En los enlaces de grandes radios, se puede mejorar-
ei aspecto de la superficie usando tela de esmeril soste-
nida y guiada por un soporte a propsito. (Vase
H.
p.
37 - T.)
o
o
t
z
E
o
F
tJ
CE
EL
o
o
-
o
J
L
o
-
o
CAPTULOS Y HOJA PILOTOS
RELACIONADOS CON ESTA HOJA
cap.
cap.
H. P-
H. P.
V: Montajes entre puntas y en
el aire.
X: Mediciones y controles.
I - T: Encabezamiento.
2-T'. Ejecucirr de los centros.
l.
_.
t tlE -
Es la operacin con Ia cual se
quita el ncleo central de una pie-
za en rotacin (agujereado).
Normas generales para:
-
Montaje de la pieza;
-
Velocidad de corte;
-
Montaje de Ia broca: a) So-
bre el husillo de la contrapunta;
)
Sobre el portaherramientas.
Normas particulares para:
Comienzo del agujero;
Terminacin del agujero;
Agujeros profundos;
Agujeros de dimetro gran.
Medicin de la profundidad;
Descarga de la viruta;
Refrigeracin.
de;
Es muy importante conocer las
principales causas de la rotura de
las brocas, con el fin de evitarlas.
\\\\
//l
t*
l. Cmo se sujeta la broca en el torno.
Graduacin
nf
-J
2. Apoyo de la broca, y control de la profundidad.
-
3. Ejemplo de agujereado sucesivo.
4. Sujecin de la broca, para
avance automtico.
:':.
E:T::
:
MCN|CO
Agujereado en el torno
lir
L Finalidad de la operacin
Ejecutar, mediante herramientas apropiadas (brocas
de hlice, de lanza, etctera) de diversas longitudes y di-
metros, agujeros pasantes y ciegcts en piezas en rotacin.
Norr: Normalmente, el perforado en el torno se eje-
cuta como preparacin a las operaciones de alesado, ros-
cado, etctera.
2. Equipos
Hrnn.qntBrns: Brocas para perforar, de forma, largr.r
y dimetro adecuados al trabajo.
CoNtnol: Regla milimetrada; calibre vigesimal, y ca-
libre fijo, para el afilado de las brocas.
ErurNros AUxrt,rARES: Mandril portabrocas; conos de
reduccin, y gua de brocas.
3. Preparacin de las brocas helicoidales
Consiste en controlar el largo, la simetra de las aris-
tas cortantes, y si es necesario, reafilarlas. (Para el con-
trol, usar el calibre fijo.)
El ngulo de afilado debe corresponder aI material
que se ha de perforar; esto es: acero y filndicin, 118';
aluminio v cobre, 140'; bronce y latn, 130"; electrn, 100",
v fibra, 70'.
4. Atencin en la fijacin de la broca
-
Las brocas de cola cilndrica hasta 13 mm, se mon-
ian en el mandril portabrocas colocado en la contrapunta
(Fig. l).
-
Las brocas de cola cnica se fijan directamente (o
con cono de reduccin) en la contrapunta (Fig.
1).
-
Ambos tipos de brocas se pueden montar ventajo-
samente sobre el portaherramientas
mltiple, que permi-
te utilizar el avance automtico de la broca, y una ipida
descarga de la viruta. En tal caso, es necesario contiolar
la
_perfecta
alineacin v centrado de la broca con la pieza
(Fig. 4).
Norl: Se evita la rotacin de una broca de gran di.
metro colocndole cerca del codo una brida cuya punta
apoye sobre el carro superior. La contrapunta debe estar
situada en sentido perfectamente
axial al eie del mandril.
5. Mtodo de trabajo
le) Fijar la broca con las aristas cortantes horizonta_
les
(Fig.2).
_
2e)-Fijar la contrapunta a la bancada, y poner
en cero
Ia graduacin
del husillo cuando la broa- aflora de la
pieza que se est perforando (Fig. 2).
lr) Colocar sobre el carro superior la gua de la broca
(Fig.2).
4e) Avanzar ligeramente la broca con la rotacin del
volante, de manera de provocar una leve impresin en
el centro de la pieza.
l) Si la broca oscila trasversalmente, apoyarla contra
la gua, de manera que trabaje con un solo cortante
t Fig. 2).
Se) Quando la broca cesa de oscilar, alejar la gua, y
continuar la perforacin. En este paso, se imprimir al
volante una rotacin regular y sin golpes.
7e) Apenas los puntos extremos de los cortantes han
penetrado en la pieza, extraer la broca y controlar el
dimetro. (Asegurarse de que la broca no ejecute un
agujero de dimetro ms grande, a causa de los cortan-
tes mal afilados.)
$r) Descargar a menudo las virutas, limpiar Ia broca
con un pincel, y refrigerar la cabeza de la broca.
9e) Para agujeros profundos, alternar el perforado con
brocas de distintos dimetros, a fin de facilitar la des-
carga de la viruta.
loe) En los tornos robustos, se pueden ejecutar agu-
ieros grandes con una sola broca. En los dems casos,
se,agujerea con varias brocas (Fig. 3).
11e) La profundidad del agujero se controla de la si-
guiente manera:
-
Con la regla m1rica;
-
Con el tambor graduado del volante de la contra-
punta;
-
Con la graduacin milimtrica del husillo de la con-
trapunta (Fie. 2).
6. Velocidad y avance
La velocidad de corte debe ser ms baja que en las
perforadoras,
a causa de la dificultad de la refrigeracin,
debida a la posicin horizontal de la broca. En general,
se puede elegir una velocidad correspondiente a la mitad
de la empleada en el torneado fino.
El avance manual debe ser proporcionado
al dimetro
de Ia broca, a la profundidad
del agujero, a la calidad
del material, etctera.
7. Advertencias
-
Un exceso de velocidad y de avance malogra pre-
maturamente los cortantes y las caras de gua de la broca.
-
El astillamiento de los cortantes es debido al ex-
ceso de incidencia y a un avance exagerado.
-
Las causas principales
de ias roturas de las brocas,
son las siguientes:
le) Desgarramiento de las caras de gua con la pieza,
por falta de refrigeracin;
.
2e) Entrada muy brusca de la broca al iniciar el agu_
jero,
o despus de la descarga de la viruta;
3r) Imposibilidad de la salida de la viruta, que fuerza
exageradamente
a la broca contra la pieza.
o
o
lr
z
E
o
-
J
tJ
G
o.
U'
o
F
o
CL
o
o
CAPITULOS Y HOJA PILOTOS
RELACIONADOS CON ESTA HOJA
Cap. tV: Eleccin de las herramien-
tas.
Cap. V: Monta.ie de las herramien-
tas.
Cap- VI: Velocidad de corte..
H. P. 9 - T: Chanfles.
H. P. ll -T: Aguiereado.
---
Es la operacin con la cual se se-
para un trozo de material de una
varilla o de una pieza en rotacin,
por medio de herramientas para
trocear.
EI corte se puede efectuar sobre
piezas macizas o huecas (caos).
Es menester disponer racional-
mente:
-
La forma y los ngulos de
las cuchillas;
-
La posicin de las cuchillas;
-
La seguridad del montaje;
-
La refrigeracin.
La operacin de corte es bastante
delicada, por el roce de la viruta
entre las paredes cortadas. Se
necesita, por lo tanto:
-
Afilado correcto de la herra-
mienta;
-
Regularidad en el avance;
-
Velocidad de corte adecua-
da;
-
Refrigeracin abundante.
Troceado de piezas con pestaa.
Troceado de piezas agujereadas.
3, Portaherramientas especiales para toceado.
4. Ejemplo de corte y chaflanado.
E. T-',:,
HECttCO
Corte o, troeeads
12t
1. Finalidad de Ia oPeracin
Separacin de una pieza en rotocin de una barra o
de un bloque, mediante una herramicnta que avonza tras'
versalmente.
Las piezas pueden ser macizas o huecas, de forma re-
donda o poligonal, en bruto o semielaboradas,
y tambin,
terminadas.
2. Observaciones sobre el montaJe
MoNrnr DE LAS PTEzAS: Sobre diversas plataformas (en
general, sobre plato autocentrante).
Para piezas largas, de dimetros superiores al agujero
del husillo: con plato autocentrante
y luneta fija.
Para cortes a notable distancia de la extremidad libre,
sostngase sta con la contrapunta.
MoNrur DE LAs HERRAMTENTAS: Si es posible, invertidas
(Fie. 1, A), porque esta posicin favorece la entrada del
refrigerante entre la viruta y las herramientas, y entre las
piezas y la viruta.
Con portaherramientas especiales se obtienen solucio
nes ms convenientes, como puede verse en la figura 3.
Nore: La operacin de corte en el torno se ejecuta
slo cuando las operaciones posteriores Ia hacen oportu-
na y conveniente.
3. Equipos
HnnnrvirnNus: De cabeza algo ms estrecha atrs, y
de largo mnimo; barritas de corte trapecial, con portahe-
rramientas (Fig. 2).
CoNtnoL: Calibre vigesimal, regla mtrica, y topes de
medida.
4. Mtodo de trabajo
1v) Bloquear la pieza de la manera ms rgida que sea
posible.
2g) Fijar la herramienta invertida, y en posicin exac-
ta con respecto a la altura
5r
la direccin trasversal (Fig. 1).
lr) )isponer el nmero de vueltas en relacin al mxi-
mo dimetro del material. (Para piezas de grandes di-
metros, se podrn aumentar las revoluciones durante el
trabajo. )
4e) Colocar la herramienta a la distancia exacta, como
se indica en la figura 2.
5e) Poner en marcha el torno, y avarrzar trasversal-
mente la herramienta, hasta separar completamente el
lrozo.
6:) Refrigerar abundantemente y con chorro continuo
(con refrigerante de efecto lubricante).
7g) Si la pieza es muy larga, sostngasela conveniente-
mente al final del corte.
Nor.: Para e! corte de piezas perforadas o huecas,
conviene afilar la cara cortante de la herramienta ligera-
mente inclinada
(15'), a fin de evitar rebabas sobre la
pieza separada
(Fig. 21.
5. Posiciones especiales de la herramienta de cortar
le) Algunas torrecillas
portaherramientas presentan la
herramienta invertida e inclinada
(Fig. 3, A)' En este ca-
so, un eventual aumento del esfuerzo
provoca el aleja'
-ie.rto
del cortante del centro, de manera
que la herra-
mienta no puede clavarse por debaio, lo que aumenta su
duracin.
2e) Otro sistema muy prctico es el de colocar la he-
rramienta de cortar verticalmente sobre un portaherra-
mientas a propsito y en escuadra
(Fig' 3, B). Los ngu-
los de la herramienta estn invertidos; esto es, 20 - 30'
sobre la cabeza, y - 8' sobre el tronco. En tal caso, es
casi imposible la rotura de la herramienta, porque las
fuerzas de corte son dirigidas paralelamente a su eje'
6. Advertencias
-
Para piezas excntricas rsticas u oxidadas, el pri-
mer contacto de la herramienta de corte con la superficie
de Ia pieza se hace a baja velocidad. En este caso, con-
viene una preparacin con herramienta de desbastar.
-
En el corte de piezas huecas o perforadas, relati-
vamente largas, puede suceder que el fondo del agujero
sea ligeramente excntrico. Entonces, conviene perforar a
una distancia levemente superior al largo de la pieza, para
iniciar bien cenlrado el nuevo agujero.
-
Para piezas de grandes dimetros, conviene ejecu-
tar el corte en varias etapas, y desplazar alternativamente
la herramienta en la garganta.
-
Pudiendo afilar Ia cara superior de la herramienta
ligerameqte cncava en el sentido del largo, se facilita la
salida de la viruta, se logra mejor acabado sobre las
caras cortadas, y se aumenta Ia seguridad de la herra-
mienta.
-
Para el corte en serie de piezas del mismo largo,
conviene servirse de los topes para poner en posicin
exacta la pieza y la herramienta.
-
Para el corte de arandelas (Fig. 4), es conveniente
ejecutar los cortes equidistantes de un dimetro ligera-
mente menor que el del agujero proyectado, pero mavor
que el de Ia broca. Por lo tanto, se agujerearn con la
broca y se alesarn con la herramienta, de manera que
se despeguen las arandelas sin rebabas, y con el agujero
bien centrado y liso. Se asegura as, tambin, la duracin
de la herramienta de cortar.
o
o
trl
z
o
F
J
t
E
o-
t)
o
F
o
J
a-
(r,
-
o
CAPTULOS RELACIONADOS
CON ESTA HOJA
Cap. IV: Eleccin de la herramienta.
Cap. V: Montaje de la herramienta.
Cap. VI: Velocidad de corte.
Cap. VIII: Montaje sobre plato universal
y entre puntas.
t
\
\
,. Frenteado con distintos tipos de herramientas.
Es la operacin con la cual se
realiza una superficie plana per-
pendicular al eje de rotacin, so-
bre piezas de dimetro notable y
de largo ms bien limitado.
Se puede efectuar desde el inte-
rior hacia el exterior, y viceversa,
con los siguientes tipos de herra-
mientas (Fig. 1):
-
Doblada;
-
Frontal;
-
De cilindrar recta;
-
De cuchilla (Fig. a).
Para el frenteado completo o par-
cial, se necesita lo siguiente:
-
Herramientas bien afiladas,
y colocadas adecuadamente;
-
Bloqueado del carro longi-
tudinal;
-
Escoger los avances trasver-
sales ms convenientes.
Para frentear piezas montadas so.
bre torneadores, se proceder con
la mayor atencin, a fin de no
tocarlos con la punta de la herra-
mienta.
2. Colocacin de las herramientas para frentear.
ff1,
\t
3. Posiciones especiales. Uso del avance automtco.
Bloque de control
anltto paratel)
I
4. Casos especiales de frenteado.
. T.
MEcnco8
Frenteado completo o parclal
13
r
1. Finalidad de la operacln
Ejecucin de superfcies planas perpendiculares al eje
de rotacin, obtenidas con el desplazamiento del carro
lrasversal-
Se puede ejecutar sobre piezas macizas (completa o
parcial), o sobre piezas huecas.
2. Equipos
HnnnemreNus: Plegada (Fig. 1, A); frontal (Fig. 1, B);
de cuchilla (Figs.2 y 4), y de cilindrar derecha (Fig. 1, C).
CoNrnol: Calibres vigesimal y de profundidad; guar-
daplanos, y micrmetro de profundidad.
3. Observaciones sobre el montaje
MoNrlB DE LA
prEZA:
Sobre los varios platos, en rela-
cin con Ia forma y las dimensiones; sobre mandril, entre
puntas (Fig.
4, B).
MoNup DE LA HERRAMTTNIa: Normal (Fig. 1, A), lige-
ramente inclinada (Fig. 1, B) o axial, de acuerdo con la
pieza que se deba frentear (Fig. 1, C).
4. Mtodo de trabajo
le) Bloquear la pieza y la herramienta segn las nor-
mas dadas, y con el debido ngulo de registro (15-20').
2e) Disponer con anticipacin el nmero de vueltas
ms adecuado, y de acuerdo con el dimetro mximo.
3e) Rozar la cara de la peza, de modo que el carro
no est muy afuera, y bloquear, entonces, el carro lon-
gitudinal.
4e) Ejecutar el desplazamiento de la herramienta por
Ia profundidad
de pasada, para 1o cual se utilizar el
tambor graduado del carro superior.
59) Poner en marcha el torno, y conectar el avance au-
tomtico, para ejecutar la pasada de desbaste.
e) Si la pieza es de gran dimetro, cuando la herra.
mienta ha labrado, aproximadamente, uno o dos tercios
del dimetro, detener el torno, y variar proporcionalmente
el nmero de vueltas.
7e) En Ia pasada de acabado (0,2-0,4 mm de profun-
didad), no conviene interrumpir la pasada.
t) Terminada la operacin de frenteado, desconectar
el carro longitudinal.
5. Advertencias
-
La pasada de acabado se da, ordinariamente, de
dentro hacia fuera. En tal caso, el pequeo desgaste de
la herramienta producira una superficie ligeramente cn-
cava, lo que representa una ventaja sobre el defecto
contrario.
-
Aun las piezas huecas se frentean de dentro hacia
fuera, con herramienta de cilindrar derecha (Figs. 1, C, y
4, A).
-
Con la misma herramienta se puede frentear una
superficie completa. Para esto, se invierte Ia rotacin de
la pieza, y se inicia la pasada en Ia parte opuesta, cuando
el dimetro de la pieza y el carro trasversal lo permiten
(Fig. 3, A).
-
Las figuras 3, B, y 3, C, ilustran otras posiciones
de trabajo para el frenteado; esto es, con herramienta
doblada, o con una de desbastar izquierda.
-
Para el control de la precisin de 1os saltos de la
cara plana, se pueden usar bloques planoparalelos (para
trabajos en serie), o micrmetros de profundidad (Fig.
4, C).
-
Piezas alesadas y montadas sobre mandriles lige-
ramente cnicos, pueden ser frenteadas con herramientas
de cuchilla derecha e izquierda (Fig. 4); pero se pondr
el mayor cuidado, a fin de que la punta de la herramienta
no toque el mandril.
-
Las eventuales rebabas se quitarn con ligeros chan-
fles de las dos partes del agujero. (Este
caso se refiere
a piezas perforadas y alesadas en la perforadora; porque,
si las piezas fuesen hechas en el torflo, convendra apla-
nar una cara, antes de desmontar \a pieza de la plata-
forma. )
o
o
tI
z
E
o
F
J
lu
,
r
U)
o
F
o
CL
(n
-
o
cap.
cap.
cap.
cap.
CAPTULOS RELACIONADO
CON ESTA HOJA
IV: Eleccin y afilado de las
rramientas.
Vl: Velocidad de corte.
VII: Formacin de la viruta.
X: Mediciones y controles.
he-
-rs-
Es la operacin con la cual se rga-
lizan superficies interiores ciln-
dricas o cnicas, con empleo de
herramientas sencillas ( alesado
)
o de cortante mltiple (escaria-
do).
Es indispensable el empleo racio-
nal de los tambores graduados:
-
Para evitar repetidos contro-
les en el desbaste;
-
Para alcanzar un buen grado
de precisin, que se controla con
los calibres de varilla diferencia-
les (P - NP).
Se utilizan topes regulables para
el alesado de agujeros que tienen
el
fondo
plano.
Los escariadores se emplean de la
siguiente manera:
-
Dejando un sobremetal con-
veniente;
-
Descargando a menudo la
viruta;
-
Limpiando a menudo el es-
cariador;
-
Refrigerando con abundan-
cia.
Alesado de un agujero pasante.
Alesado de un agujero ciego con fondo plano.
3. Acabado de asiento plano. Uso del escariador.
4. Posicin de la herramienta.
' E"T.
[rEcnrco
Alesado de agujeros pasntes, y :clegos
14
l. Finalidad de Ia oPeracin
Ejecutar super-ficies internas, cilndricas y cnicas, con
el grado de teiminacin correspondiente a la
luncin
de
la bieza,
mediante el uso de herramientas aptopiadas'
2. Equipos
Hrnn,1r,trcNtls: Desbastador
para agujeros pasantes
(Fie.1, A); alesador-frenteador
para agujeros ciegos
(Fig'
2); portaherramientas cilndrico,
para herramientas
peque-
as
(Fig. 4); escariador para mquina, de la medida re-
querida ( Fig. 3).
Coxrnor.: Calibre vigesimal; micrmetro
para interior;
alesmetro,
y calibres de varilla P - NP.
3. Observaciones sobre el montaje
El alesado es siempre una operacin en el aire. S1o
para piezas largas se recurre al uso de la luneta fija. La
irerramienta
(de la mxima dimensin consentida por el
dimetro del agujero) debe sobresalir del portaherramien-
tas 1o necesario; esto es, de 2 a 5 mm en ms del largo
del agujero.
{. Mtodo de trabajo
A) Desbaste
le) Fijar la pieza de la manera ms adecuada, y cen-
lrarla convenientemente.
2:) Elegir la herramienta de dimensiones y forma pro-
porcionadas al dimetro del agujero
(Fig. l). (Conside-
rando que para agujeros pequeos la herramienta ocupa
casi todo el espacio disponible, afilese el cortante de ma-
nera que la viruta salga del fondo dei agujero.)
(Vase
captulo VII.)
3g) Si la herramienta o el portaherramientas son de
seccin redonda (Fig. 4), se fijan sobre un espesor en V
o sobre su buje elstico.
{:) Disponer el nmero de revoluciones teniendo en
cuenta la velocidad de corte para el alesado de desbaste.
(Vase captulo VI de El taller de torneado.)
5e) Rozar con Ia punta de la herramienta el agujero
interno rstico estando la pieza en rotacin, y fijar en
cero el tambor del carro trasversal.
6e) Ejecutar la pasada de desbaste con la profundidad
p, proporcionada a la robustez de la herramienta v de la
mquina.
7e) Si fuese necesario, dar otras pasadas, hasta 0,5 mm
menos del dimetro terminado.
Nou: Para ia elaboracin en serie de piezas macizas,
que pueden ser fijadas o quitadas rpidamente (mandril
autocentrante), conviene ejecutar Ia perforacin de todas
las piezas sucesivamente, y luego, proceder al alesado.
(Tngase la precaucin de elegir las brocas de dimetro
inferior a la medida del agujero: 1-2 mm, hasta dim.
15 mm, y 2-4 mm, hasta dim. 30 mm.)
B) Aplanado del
fondo
en los agujeros ciegos
Norl: Para Ios agujeros ciegos, la herramienta debe-
r ser afilada de manra que la viruta pueda salir fcil-
mente, por delante de la pieza. (Vase captulo VII de
El taller de torneado.)
8e) Colocar la herramienta adecuada (Fig. 2), y alesar
como se ha dicho arriba (hasta 0,5 mm del dimetro ter-
minado).
9e) Rozar con la punta de la herramienta la cara plana
de la pieza, y fijar en cero el tambor graduado del carro
superior.
10e) Colocar el tope a la profundidad deseada, y fraza
una raya de lpiz entre el carro superior y la parte fija.
11e) Retroceder de unas vueltas la manija de este ca-
rro, e introducir la herramienta en el agujero, hasta que
el carro longitudinal tome contacto con el tope giratorio
del tambor, previamente
dispuesto.
12e) Avanzar a mano el carro longitudinal hasta tocar
eI tope giratorio, y luego, rozando el fondo cnico con la
punti d la herrmienta, efectuar el avance. con ambos
iarros desde eI centro hacia fuera, con sucesivas
pasadas
en sentido longitudinal, hasta obtener la posicin cero del
tambor, y simirltneamente, la seal trazada con el lpiz'
13e) Poner especial atencin en la ltima pasada radial,
pu., o'bt".r.. la superficie del fondo
perfectamente lisa'
C) Acabado
l4':) Sustituir la herramienta
por la de acabado'
15e) Rozar el cortante sobre el dimetro; fijar el tam-
bor en cero, y arrimar la herramienta a la medida'
16e) Iniciar la pasada en la longitud de un milmetro'
l7g) Desplazando el carro longitudinal sin mover los
tamboies, alejar la herramienta de la pieza, y controlar
con el calibre de varilla.
l8e) Corregir las pequeas diferencias en ms o en
menos.
19e) Retomar la pasada; asegurarse de que la correc-
cin eiectuada corresponda a la dimensin deseada,
y
proceder a terminar la Pasada.
20e) Detener el torno, y sacar la herramienta de Ia
pieza, como se ha dicho arriba, sin modificar la posicin'
21e) Controlar con el calibre de varilla, que del lado
P deber entrar hasta el fondo del agujero.
Nor.: Se pueden presentar dos casos:
c) El agujero es exacto;
b) EI agujero es ligeramente cnico; esto es, mayor o
menor en el fondo.
Si resulta mayor, el defecto es debido, normalmente,
a la alineacin del cabezal respecto de las guas del torno'
(Vanse las Advertencias.)
Si resulta menor, podra depender, tambin, de la ali-
neacin del cabezal; pero, generalmente, se debe aI des-
gaste de la punta de la herramienta, que se verifica, es-
pecialmente, cuando se ejecutan pasadas con escasa pro-
fundidad (0,01 -0,02 mm).
D) Acabado con escariador, para piezas en serie o para
agujeros de precisin:
-
Se alesa el agujero con avance mayor que el co'
rriente, hasta unas dcimas (0,2-0,3 sobre el dimetro)
del dimerro terminado.
-
Se introduce eI calisuar o alesador
(colocado en la
contrapunta), y se avanza a mano la contrapunta, con
abundante refrigeracin (Fig. 3).
Nor,q: EI empuje manual de toda la contrapunta, cuan-
do es posible (en lugar del volante), hace ms sensible
la operacin, y facilita la descarga de la viruta.
5. Advertencias
-
Para asegurarse de que la conicidad del agujero se
debe a la falta de alineacin de la contrapunta, se ejecu-
tan unas pasadas con la herrarnienta invertida y de la
parte opuesta (Fie. 2). El error resultara invertido; y en
consecuencia, despus de varias pruebas se corrige el de-
fecto interponiendo una fina chapita de latn entre las
guas de la bancada y la V invertida de la contrapunta.
-
En esta operacin, es muy importante tener dispo-
nibles las herramientas para eI acabado, y usarlas sola-
mente para esta finalidad.
-
En el caso de tener que alesar agujeros fundidos,
estampados o cortados con el soplete; es necesario efec-
tuar una primera pasada a baja velocidad y con un pe-
queo avance, a fin de quitar las partes rsticas. En tales
casos, siendo el agujero de un dimetro notable, se pue-
den utilizar herramientas muy robustas.
-
En los agujeros profundos, para obtener una refri-
geracin menos defectuosa, se introduce en el agujer<1, si
es posible, un cao acodado, que lleve el refrigerante sobre
el cortante de la herramienta. Este cao se unir conve-
nientemente al conducto del fiido.
o
o
!
z
E
o
F
.J
t
,
o-
o
o
o
EL
U'
o
.J-
CAPTULOS Y HOJAS PILOTOS
RELACIONADOS CON ESTA HOJA
Clap. IV:
cap. VI:
Cap. X:
H- P. 8.T:
H. P. t4-T:
Eleccin de las herramien-
tas.
Velocidad de corte.
Mediciones y controles.
Gargantas de descarga exte-
r10res.
Alesado de agujeros.
Gargantas de descarga para roscas.
Por GARGANTAS, RANURAS, et-
ctera (exteriores
e interiores), se
entienden los vacos circulares de
distintas formas, realizados sobre
piezas en rotacin, de acuerdo
con la funcin que deben cumplir.
Formas caractersticas de las he-
Framientas para gargantas inte-
rlores.
Tipos de gargantas:
1. De descarga, para el roscado;
2. De descarga, para el rectifica-
do;
3. Cuadradas o trapeciales;
4. Para el anclaje de material
antifriccin.
Para todos los tipos de gargan-
tas, las aristas deben ser ligera-
mente redondeadas.
Movimientos para gargantas
diales y oblicuas.
Las dificultades para la medicin
requieren el empleo racional y
correcto de los tambores gradua-
dos.
2. Gargantas de descarga para piezas rectificadas.
t(*'2
t{
-l"l
II
ir
3. Acanalado para anllos de guarnicin.
4. Acanalado de ranuras con tres herramientas.
E. T.
MECNtCOS
Torneado interior de gargantas, rarluras, etctra
15r
l. Finalidad de la operacin
Oblener, c<n herrantientas opropiada.s, superficies cir-
<:ulares internas de,diyersas
fornus,
ilestinadas a gdrg.n-
las de descat'ga, asie-ntos para anillos de retencin, alo-
jantiertto
de tnaterial antifriccitt...
2. Equipos
Hrrn,rl,rlsrlt.s: De formas v dimensiones correspon-
dit'ntes a las garganlas.
Corutrrit.: Compases de resorte para intc:rior.es, y
cali-
bres I'iios clc chapa acerada.
Et-t:tu,:ulos ALrxTlrARES: Topes de referencia.
3. Tipos de gargantas, y mtodo de trabajo
(Vzrse en H. P. 8 -T, Gargantas nortrtalizadas)
A,) Gdrganas internas de descarga par roscas (Fig. l)
Permitcn efectuar la descarga de la herramienta de
roscar, sin tropezar con el fondo.
El largo de la garganta
v el radio (Fig. l, a,
z r,) son
unificados, y varan, respectivamente, de 1, a 12 mm, y de
0,8 a 3 mm, segn el dimetro del roscado. La profundi-
dad es ligeramente superior al dimetro externo del filete.
Se cieculan como siguc:
lr) Elegir la herramienta; asegurarse de su eficiencia,
Y bloquearla sobre el portaherramientas
con el mnimo
de volteo.
/':) Dispor-rer un nmero de revoluciones en 30 por
cienlo menor que la reguerida por la operacin de acabado.
3t') Rozar cl dimetro de la pieza,
v fiiar en cero el
tambor del carro trasrersal.
4s) Rozar la pasada interna, y fijar en cero el tambor
Llel carro superior.
5e) Ejecutar el avance radial (eventualmente,
el longi,
tudinal), y
regular dimetros v Iongitudes con los tamb<_
rcs rcspectivos.
r)' Controlar la meclida, y sustituir la pieza.
B) Garganfa.s inlernas de descarga, para rer:tificar con
lottdo ciego (Fig.
2)
Se consideran varias formas de gargantas.
Algunos
tipos.no tienen pestaa, y se trabajan co*mo las def caso
antcrior. Las de formas ciegas interesan a Ias dos caras,
tienen cl ejc oblicuo,
v se obtienen como sigue:
7': ) Ploceder como se inclica en los puntos
le a 4r
inclusit e.
8:') Ejecutrr el ivance oblicuo operando simultnea-
mentc con embos crrros, y regulando la profundidad
con
los i:riilhut.cr
tsl
iLllrado.
9r') Extracr la hcrramienta de ia garganta
en senlido
inverso, v proccder-
con el ma--r'or cuidaa, para no arrui-
rral el trzrbajo efecluado.
C) Gargantas cuadrudts o rectangttlars (Fig.
3)
.
Sirven para alojar guarniciones
de goma sinttica (cau,
cho) cle f orma toroidal, en U, etcteia, v rambin para
asientos de anillos elsticos lScEer). Sus dirnensiones
pueden tbtenerse de los callogos perlinentes.
Eslas gargantas se eiecutan de la siguiente manera:
l0':) Proceder como se indica en los puntos le v 2e dc
esta Hoja.
111') Rozar con el cortante la cara plana anterior de
la picza.
12g) Operando con el carro superior, introducir la he.
rramienta en el agujero de la medida cstablecida.
l3:) Si la herramienta es ms estrecha que la garganta
(Fig.
3), retirarla hacia fuera en un espacio equivalente a
la dilcrencia que hubiere entre ambas.
Nor,r: En caso de que la acotacin se refiriese a la
cara ms externa de la garganta, smese a Ia cota el
espesor de la herramienta.
D) Gargantas trapeToidales (Fie.
3)
En estas gargantas se colocan los anillos de fieltro
para la retencin de la grasa, o para impedir la entrada
de polvo en determinados rganos de Ias mquinas. Pue-
den ser simples o mltiples, y se obtienen en dos tiempos,'
r saber:
l4':) Desbaste con herramienta rectangular, para gar-
gantas internas.
l5':) Acabado con herramienta de forma (Fig. 3) orien-
tada convcnientemcnte, v centrada sobre la garganta des-
bastada.
E) Runuras pura el anclaje de tLateriul antit'riccin
(Fig.
4)
Los respaldos dc cstas rtnul-as son inclinadr)s y
en
cola dc milano, para mejor contener el material antifric,
cin quc- se cuela en ellas.
Se c.iccutan dc la siguiente manera:
l':) Disponiendo de herramienta orientable, se procc-
clc conto indica la I'igura 4.
17") F.n caso contrario, sc necesitan trcs herr.amicntas.
r srbcr:
.
Dt..hastldura para intel ior;
-
De lorma a lr derecha y
en punta;
-
Dc lorma a la iz_quierda
v en punta.
4. Advertencias
-
Las gargantas de pequeas
dimensir_nes se cjecu_
tan directamente con herramientas de forma aclecuada y
de las dimensiones corresponclicntes.
-
Las herramientas para gargantas,
siempre deben
tener las aristas ligeramente redondeadas, a fin de evitar
los principios
de rotura en las piezas;
especialmente, cuan-
do stas delren ser lratadas trmicamente.
-
Para el control v ta medida de Ias gargantas
inter-
nas,.
-servise del comps de resorte par interiores, y
tambin, de calibres fiios. (Vase
captulo X, prrafo
5, c,
cle El talle.r de. torneado.)
-
Para obtener las superficies de las gargantas
bien
lisas, es necesario refrigerar abundantemet"*
i
",r.,
-"._
clas lub_ricantes), y dejar girar unos instantes la pieza,
apenas lograda la medida.
o
o
t
z
c,
o
F
t
E
CL
@
o
o
EL
a
o
-
CAPITULOS Y HOJA PILOTO
RELACIONADOS
CON ESTA HOJA
Cap IV: Afilado.
Cap. V: Montaje entre puntas.
Cap. VI: Velocidad de corte.
Cap. X: Mediciones y controles.
H. P. 12-T: Corte o troceado.
para gargantas radales.
=-O:
=
,-
=
Calibre de control
PoT GARGANTAS RADIALES DE
FORMA TRAPEZOIDAL se entien-
den las ranuras perifricas reali-
zadas sobre la superficie exterior
de un cilindro, con el fin de alojar
correas en v.
Estas gargantas
estn unificadas,
y su- ngulo de inclinacin depen-
de del dimetro de las poles y
del tipo de la correa a l, cual s
destina.
Formas de las herramientas (Figs
2,3
v 4).
Mtodos de trabajo (Figs.
2,
Calibres o galgas de control (Figs.
lv4).
in -A
Desbaste y acabado de gargantas
sobre piezas de acero.
ln
L
Seccn
.4
-
A
3. Desbaste y acabado de gargantas
sobre piezas de fundicin.
Elaboracin de gargantas de gran
tamao.
E. T,
MECNrCos
Torneado de gargantas radiales para correas trapezoidales
16r
l. Finalidad de la operacin
Eiecutar sobre la superficie exterior de un cilitdro,
acanaladuras trapezoidales de
forma
y dimensin tdecua
das aI tipo de correas al cual se destinan.
2. Observaciones sobre Ia fijacin de la pieza
Sobre mandril entre puntas, para agujeros cilndricos
y cnicos (Figura principal).
En el aire, sobre plataformas variadas, para piezas que
deben elaborarse completamente.
3. Equipos
Hrnnnulrur.qs: De corte para desbastar,
y de largo
y ancho adecuados; trapezoidal
para acabado, con ngulo
variable, segn el dimetro de ta polea. (Vase Tabla de
esta Hoja.)
CoNrnol: Calibre vigesimal o para grandes dimetros;
calibres fijos de chapa acerada
(Fig. 1).
Norn: Las herramientas de perfil trapezoidal
para
trabajar acero, aluminio, etctera, deben tener la corres-
pondiente descarga superior,
que se obtiene por medio
de una muela de copa
(Fig. 2, seccin A-A)'
4. Dimensiones
y formas de las gargantas
z-x
D C A
f--
"
I
'Iipo de corea
[,argo de Ia gar:ganta
5I JO 22 L7 13 10
,12
36 30 24 l7 14 12 Profundidad
Del dimetro externo
tivo '.r'r''.
5,5 9.5 t2,5
I
ircur.o
l-*"-
DIMIT'I.RO DE I,AS POI,EAS
B0-112 125-160 175-250 300-450 500-630 700-1.000
ngulo de las gar-
gantas corres-
pondientes a los
dimetros de las
poleas .
250-315 450-630 630-900 1.000-1.500
315-400 630-800 900-1.120 1.500-2.000
800 I.120
Nore: Como se observa en la Tabla precedente, los
ngulos de las gargantas de las correas trapezoidales no
son siempre iguales, lo que depende de la deformacin que
sufren las correas, cuando se envuelven en las poleas. Por
lo tanto, al disminuir el dimetro, la zona interna se en-
sancha, la mediana permanece invariable, y la externa se
reduce.
5. Mtodo de trabajo
A\ Desbaste
Se eiecuta con herramienta de cortar de medida ade-
cuada, para dar a la acanaladura la profundidad reque-
rida. (Vase H. P. 12-T.)
B) Acabado
1e) Gargantas pequeas, de los tipos Z-X y A: Se
opera con avance radial, utilizando una herramienta de
forma con perfil trapezoidal, de ngulo y largo adecuados
(vase
la Tabla de esta Hoja), previa su puesta en posi-
cin con el calibre fijo (Fig. 1).
2e) Gargantas grandes, de los tipos B, C, D, E y F:
) Con dos herramientas (derecha e izquierda), y avance
longitudinal
(Fig.
4, A); D) Con herramienta frontal y
penetracin radial - oblicua, obtenida con avance manual
del carro superior inclinado de medio ngulo, a derecha
e izquierda alternativamente (Fig. 4, B).
Norns.
-
El mtodo de trabajo indicado sn 2r, a, es
el ms conveniente para ejecutar grandes gargantas sobre
piezas fijadas rgidamente.
-
El mtodo de trabajo detallado en 2t, b, es eI ms
indicado
para labrar gargantas sobre poleas de grandes
dimetros, con montaje dbil (sobre torneadores),
y tam-
bin en otros casos, cuando se trabajan materiales duros.
6. Advertencias
-
El fondo de las gargantas para correas trapezoida-
les permanece rectilneo
(Figs. 2 y 3).
-
Cuando hay que ejecutar varias gargantas sobre po-
leas finas que necesitan un centrado perfecto, es necesario
realizar un preacabado, y despus de un enfriamiento to-
tal, efectuar la terminacin con una herramienta de forma.
-
En el caso del montaje indicado en la figura prin-
cipal, para evitar posible flexiones en el eje, es necesario
forzar la polea sobre el cono, con maceta o prensa; fren-
tear el cubo con pasadas ligeras, y apretar la tuerca.
-
En la elaboracin de gargantas sobre poleas mon-
tadas en el aire; despus del desbaste general, terminar
primero las gargantas, y luego, el agujero central.
-
Para poleas que tengan ms de una garganta, es
indispensable que las longitudes de stas resulten perfec-
tamente iguales. Por 1o tanto, utilcese una herramienta
para desbdstar, y otra para acabar, y reglese Ia profun-
didad de esta ltima con el tambor graduado (Fig. 3).
-
En el caso de Ia figura 4, ejectense sucesivamente
todos los lados de la misma inclinacin, para lo cual se
desplazar el carro longitudinal por medio de topes igua-
les a la distancia que media entre las gargantas.
o
o
z
E
o
F
J
l
c,
CL
)
o
t-
o
CL
a
o
CAPTULO Y HOJAS PTLOTOS
RELACIONADOS CON ESTA HOJA
Cap. X: Mediciones Y
controles,
H. P" 7 - T: Frenteado.
H. P. t2 - T: Corte o troceado.
H. P. 35 - T: Desplazamiento de las
rramientas.
Frmula
P
l)
:
-
COS A
D = Desplazamiento de la herramienta,
pa-
ra labrar ranuras en cola de milano.
I
f . Forma y posicin de la herramienta.
Por RANURAS FRONTALES se
cilLlcrluclr ras
BarBar
de diversas formas, realizadas so-
bre la cara plana de una pieza en
rotacin.
Las principales gargantas fronta-
les tienen, por lo general, las for-
mas siguientes:
l. Rectangular;
2. Cola de milano;
3. En T.
Caractersticas y posicin de las
herramientas (Figs.
I y 2).
Mtodos de trabajo (Figs. 4)
Forma
( Figs.
de las galgas de control
v
4).
G
Utilizacin de la herramienta invertida,
I
I
-t'
\
Labrado de la cola de milano con una sola herramienta.
I
-r
i
c /
Calibre
4. Labrado de ranuras en T con una sola herramienta.
E. T.
MECNIGOS
Torneado de ranuras frontales
17t
1. Finalidad de la operacin
Eiectttar ranlur{Ls de diverstts fortnas
(rectangulares, en
cola de milano, en T, etclera) en la superficie
frorttttl
dc
una piez.a en rotacin, ntediante herratnientas upropittdas.
2. Equipos
Htnr,ttrurvlls: Frontal, para desbaste
(comunes a 1()-
dos los lipos cle gargantas); fronlal de mcdida exacta (pa-
ra la tcrminacin de gargantas rectangulares); frontal
inclinacia (para cola de milano); doblada recta ("para gar
gantas en T, con punta ligeramentc ms larga); etctera.
Coxl.: Calibre vigesimal; calibres fiios, de forma:;
v dimensiones adecuadas (Figs. 3 y 4).
3. Mtodo de trabajo
Dssgastao
La herrarnienta idecuada para esta operacin (sintilqt
el1 todos lts casos de ranttras) cs la lronlal, con clirneo
sioncs reducidas rcspccto al largo mnimo de Ia gargan
tI. \r c()n clestrr:nrlimient<. lateraI relacionado con el di-
metr.r m.r\'or rle la g:rrgzrnta (Fig. 1).
l") Cr-rlocrr r:n posicin la herramient:r, con el eje per
pt:t'tdicular
r
la .upcrf icie de lr picza, en corrcspot'tdcncia
con cl dirnretlo r1c l:r c;rrg:rnta. Par-a esto, tonrar u!)
punto de relt:r'cnr'i:r. rur: pr-rcrlc scr cl diimetro cxtcrno
cle la piczzr o cl cici agujer-o.
2") Rozar lr cara planir de lur pieza, itloqucar cl ca'o
iongituclinir[, v l'r
jar
cn ccr'() cl trmboi' graduado del car-ro
superior.
3'r) Iniciar l:r garganta, dctcrer- el torno, r, controlal'
1., rnu,.lrd Je[,ltrmctro.
l'l Crrreqir, si cs ncccsario, sirrrindosc del tambor,
r ,:in:pletar cl r|:siaslc, eon la profundidacl ligeramcntc
mcn()r quc l nreriidlr-
Ac tg tt.rr;
A\ RtLtturus rccfangu.lares
.l':) Cokcar en posiciiin la herrtmienta, del largo exac,
to, c()rr() se indica en cl punto 1': clc csta Ho.ia.
6'r) Proceder al ltvancc automtico hasta aicanzar cl
fonclo, preriio conlrol de la exrctitud de l:rs dimclsioLrrs
clel d iimctro tic la g:rrgan ta.
7':1 $gi con cl avunce rnanual, p:rra contpletar la
plolrurttid:rd de i:r garganta.
8") b}traer lr hcrramicntr con lr mhquina detenicla, I
clesbloquear el cirr ro Iongiturlinal.
B) Runuras cn cola ,:lc miLano (p:rr-a
cl anclale de picza;
girables arrirnadas)
9'r) Inclinar cl carro superior.en el ngulo o, como sc
indica cn la figura 3.
l0!) Poner en posicin la herramienta frontal cle cor-
tante bisclado a la cnlrada dc la gzirganla, cle manera que
los dos tlancos ( lateral v frontal ) tomen contacto con las
paredes.
1l'r) Con progresilas pasadas a mano, ejecutar un
flanco de la cola de milano.
12':) Conlrolar con el calibre fijo, parte a (Fig. 3).
13e) Ejecutar el segundo flanco de la ranura despla-
zando el carro trasversal, hasta que la punta de la he-
rramienta roce el lado diametralmente opuesto
(Fig. 3),
para 1o cual se invertir la rotacin de la pieza.
14e) Controlar con ei calibre fijo, parte b (Fig. 3)'
Norr: Para este tipo de gargantas y para las siguic'n-
tes, la herramienta frontal debe alcanzar, en eI desbaste,
la exacta profundidad de la garganta. Para llegar a tal
medida (P), el carro superior se deber desplazar de una
distancia D, igual a:
P
('()s lY
{ l"is. :} t.
C\ Ranttras en T \paa el anclaje cle piezas giralorias,
como e[ tipo pr-ecedente, y con medidas unificadas)
15'r) Colocar cn posicin la herramicnta doblada recta,
clc mancra que su cortante se adose a una cara de 1a
ranura rectangular, v la punta extrema de aqulla roce
el fondo de la mencionada ranura.
l:) Bloquear el carro longitudinal, y fi.jar en cero el
l-ambor del trasversal.
17'r) Ejecutar el avance (Fig. 4, B) tperando a mano
sobre el carro trasversal (tngase en cuenta la muy li-
mitacla robustez de la herramienta), hasta la medid es-
tablecida, y controlar con la galga, lado (Fig. 4).
l8e) Ejecutar el segundo laclo de la ranura de la parte
diarne,.ralmente opuesta, para lo cual se inrrertir el sen-
tido dc rolacin dc la pieza (Fig. 4, C).
l9e) Controlar con el calibre fijo, lado b (Fig.1, C).
201') Extraer la herramienta crn la mquina detenida,
v desbloqucar ei carro longitudinai.
4. Advertencias
-
Para [a ejecucin de una serie de ranuras rectan-
gulares sobre piezas diversas, conviene fijar un tope sobre
el carro trasversal, a fin de evitar Ia continua medicin
de los dimetros.
-
Para ranuras en cola de milano poco profundas,
v disponiendo de una herramienta con dos cortes incli-
nados
1,
simtricos, se puede ejecutar con ella la ranura
rectangular, y luego, desplazar Ia herramienta alternati-
vamcnte a ambos lados, con el. carro trasversal.
-
Si la ranura en T es de grandes dimensiones, con-
viene utilizar una herramienta de largo menor, y des-
plazarla lateralmente con el carro superior. En tal caso,
habr que orientarse por el tambor graduado, y dar al
linal una ligera pasada sobre ambos flancos.
-
No siempre es posible labrar con el mtodo indicado
las gargantas de grandes dimetros, a causa de la limitada
carrera del carro trasversal. En tal caso, se opera con
dos herramientas dobladas: derecha e izquierda.
o
o
z
E
o
t-
J
E
o.
U'
o
F
o
J
EL
o
o
CAPTULO Y HOJAS PILOTOS
RELACIONADOS CON ESTA HOJA
Cap. X: Mediciones y controles.
H. P. 3 - T: Torneado cilndrico.
H. P. 14 - T: Alesado.
Frmulas
a D-d .. D
t*a
2l'P'/o: ,
xtott
K:
I
Dd.
;i7o:o;orruu
cs!!!.1
Conicidad {a)
Conicidad defectuosa, por la posicin de la herramienta.
Es la operacin con la cual, em-
pleando diversos mtodos, se ob-
tienen superficies cnicas o de
cono truncado interiores y exte-
riores.
Frmulas prcticas relacionadas
con la conicidad y la inclinacin.
Importancia de la posicin del fi-
Io cortante de Ia herramienta en
el centro de la pieza (Fig.
I
).
Desplazamiento
ta, para piezas
conicidad.
de la contrapun-
largas y
de escasa
Desplazamiento del carrito supe-
rior, para piezas cortas v de esca-
sa o gran conicidad.
Mtodos perfeccionados de
trol, con calibres de anillo
varilla.
con-
yde
Modelo
\-
2.
A
Cilindro y cono para regular la conicidad.
3. Control de la conicidad con anillo.
Control de la conicidad con tapn de varilla.
E. T.
MECANICO
Toirreado cnico: Generahdades
18r
l. Finalidad de la operacin
Ejecutar slidos de
forma
cnica o troncocnica (nfe'
riores o exteriores) sostenidos entre puntas o en el aire,
mediante el desplaTamiento del carro longitudinal, o de!
carro superior convenientemente inclinado.
y la inclinacin
(Vase
ligura
principal)
2. Frmulas relativas a la conicidad
1
,tl
C)
ll)
(hnicidad
en grados:
a D-d
ts '-: .--' ---_
'
3 2l
Oonici,dad con lu relaci.n l/ K:
K:
I
D-d
Ooncidad por cientn:
D- d
p
qa :
--,
X l{)tt
lru:lnacin por cienkt:
q^:I)---dxtl
2l
Donde:
d
:
ngulo del cono y del trrno trunoado;
D
:
diretro ma-vr. {el t.6no v del cono truncado:
d
:
dirnetro lrlenor del corrc y del cono trunt'rdri
I
--
largo del (x)D() y del trrrto trurtoado;
A
:
largcl soire el eje. en el cual r:orresp<lrrde la variacilt de un mrr stlrre
cl dirrlt trc.:
I
p
ck :
vrriatin sobre trl dilrletro, en la lonqitud de 100 Inrrr;
i %
:
ltrriitcin rlel radio, sobre lr longitud de 100 rnm.
\ase il. P. 19 -'l': Relaciones enlre las dfuersas
.frmulas.
I))
3. Ilerramientas
De desbastar
y acabar, para superficies exteriores; de
alesar integral
(agujeros pequeos), o con barritas de
acero al cobalto.
Nore: La figura I muestra cmo se modifica la ct-l-
nicidad, con un
pequeo desplazamiento de la herramien-
ta por debajo del centro de la pieza.
4. Mtodos para poner la mquina en posicin, segn
los diversos casos
Primer caso: Mediante el avance del carro longitudinatr
(Fig. 2, A), slo para conicidades pequeas:
Al Con la pieza cilndrico monlada enlre puntas
ll1 Desplazar aproximadamente la contrapunta segn
el valor calculado con la siguiente frmula: S =
(D-d)12.
2g) Colocar el cilindro entre punlas.
3e) Disponer el comparador (rgidamente sujeto al ca-
rro longitudinal) con el reloi en posicin horizontal, per-
pendicular al eje de las guas y a la altura de las puntas.
4e) Marcar en el cilindro dos trazos a 200 mm uno de
otro.
:) Hacer coincidir el comparador con una de las l-
neas trazadas, y fijar en cero el cuadrante.
6e) Correr el carro longitudinal hasta alcanzar la se-
gunda lnea.
El desplazamiento del comparador debe corresponder
al valor calculado con un porcentaje deterntinado (Fig.
2, A). En caso ccntrario, se efectan las oportunas co-
rrecciones de la contrapunta.
B) Con cono-calibre de largr igual al de la pieTa que
debe ejecutarse
l"-) Proceder como se indica en el punto le de esta
Hoja.
8g) Colocar el cono-calibre entre las puntas v el com-
parador, como se indica en el punto 3", de esta Hoia.
9g) Correr el comparador con el carro longitudinal so-
bre todo el largo de la generatriz del cono.
No debe verificarse ningn desplulamiento del com-
parador. En caso contrario, corregir el desplazamiento de
la contrapunta.
Segundo caso: Mediante el avance del carro superior
inclinado (Fig. 2, B); especialmente, para grandes co-
nicidades:
A) Con cilindro montado entre puntas o en el aire, pa-
ralelo a las guias
109) Inclinar eI carro en el ngulo calculado segn la
siguiente frmula:
a D_d
t*
t
-
it
llr) )isponer el comparador como se indica en el
punto 3e, rgidamente adherido al carro superior.
l2e) Marcar sobre el cilindro dos trazos separados por
una distancia de 100 mm.
13e) Correr el comparador con el carro superior por
el espacio comprendido entre ambas marcas,
El desplagmiento del cctntparador debe corresponder
al ualor de la inclinacin porcentual (i %\. En caso con-
trario, se electuardn las correcciones adecuadas sobre el
carro superior,
B) Con el cono-calibre
(Fig. 2, B)
14e) Proceder como se indica en los puntos l2s v l3''
de esta Hoja.
15e) Colocar el cono-calibre entre puntas o en el aire.
l6e) Correr el comparador con el carro superior a lo
largo de la generatriz del cono.
No debe verificarse el ms mnimo desplazamiento del
comparador. En caso contrarit, efectuar las oportunas
correcciones ett el carro superior.
5. Control de la conicidad con calibre de anillo o de
varilla
A) Con calibre de anillo para conos exteriores
(Fig. 3, A)
l7e) Aplicar levemenle sobre Ia pieza el calibre de ani-
llo, y observar si coinciden perfectamente.
En caso contrario, habrd una oscilacin, que podrd
estar en relacin ccn el dimetro ms grande o con el
mds pequeo. Para asegurarse de ello (Fig. 3, S,), se co-
loca el comparador en la extremidod del anillo correspon-
diente a la oscilacin-
l8g) Marcar en el carro, con lpiz rojo, a partir del
centro de rotacin, una distancia r, igual a la longitud
del anill< (Fig. 3, B).
19e) Colocar el pulsador del comparador perpendicu-
lar a la posicin marcada (Fig. 3, B).
20g) Aflojar los bulones de fijacin tanto como fuere
necesaric.r,
r
mediante leves golpes con los nudillos, des-
plazar el carro hacia el lado conveniente, y en un espacio
igual a la mitad de Sr.
Ejecutada la pasada con eI re{erido desplazamiento, el
cono debera resular exocto.
El control
final
se efecta untand.o el interior del ani-
llo con azul de Prusia. Si toca totalmente la superficie,
el cono es perfecto; si, por el contrario, la impresin es
completa de un lado, y parcial del otro, el cono de este
lado es ligeramente mcis pequeo.
B) Con calibre de varilla pa.ra conos interiores (Fie. 4)
21s) Marcar sobre el calibre, con lpiz rojo, cuatro ge-
neratrices a 90'.
22g) Introducir el calibre en el agujero cnico.
23e) Hacerlo girar unas veces (un cuarto de giro, sola-
mente).
249) Extraer el calibre, y observar en l la impresin
de contacto.
El cono resultar ms pequeo en la parte correspon-
diente al lado del cual se han borrado las marcas de las
generat rices.
Para verificar la importancia del error, procdase de
la siguiente manera:
259) Introducir nuevamente el calibre de varilla en el
agujero, y disponer el contacto del comparador en la ex-
tremidad de la empuadura (Fig. 4).
26e) Hacer oscilar el calibre en sentido paralelo al eje
del comparador.
El error encontrado (dividido por dos) servir para
corregir la inclinacin del carrito, operacin que se realiza
como hemos indicado en el punto 20g de esta Hoja.
o
o
l
z
o
F
J
E
o.
o
o
l-
o
J
o-
v,
-
o
J.
CAPTULO Y HOJAS PILOTOS
RELACIONADOS CON ESTA HOJA
Cap. X: Mediciones y controles.
H. P. 3 - T: Torneado cilndrico.
H. P. 18-T: Torneado cnico.
Frmulas
.*:D-d. o_(D-ilX1.
'
2
"-
2t
'
o D-d
t
-
: _
:
t---i.
,,2;
_-_l
Eje de torno
+
l. Desplazamiento de la eontrapunta, para conos completos.
Es la operacln que tiene por ob-
Jeto
efectuar (con
avance autom-
tico longitudinal) un cono trun-
cado, y que se realiza inclinando
el eje de rotacin de la pieza con
respecto al eje de la bancada, me-
diante el desplazamiento de la
contrapunta. Tambin puede re-
alizarse por medio de aparatos
copiadores.
Posicin de la contrapunta, para
el torneado de conos exteriores:
1. Para conos truncados com-
pletos;
2. Para conos truncados parcia-
les.
Desplazamientos notables de la
contrapunta, requieren el empleo
de puntas esfricas (Fig.2).
Desplazamiento angular de la re-
gla de conduccin en los aparatos
copiadores.
Desplazamiento de la contrapunta, para conos parciales.
Empleo del aparato copiador.
E. T.
MECANICO
Torneadn cnico, con desplazamlento de [a contrapunta
19r
l. Finalidad de la operacln
Ejecutar,
^"iort"
el avance del carro longitudinal,
conos exteriores, obtenidos con el desplazamiento de la
contrapunta, y tambin conos exteriores o inleriores, con
el auxilio de apaatos copiadores.
2. Equlpos
HrnneurcNts: Como en el cilindrado exterior (H.
P. 4 - T); de alesar, o brritas con herramientas orientables.
CoNrnor: Calibre vigesimal; calibres fijos y de n
gulos; calibres de anillo y de varilla. (Vase H. P. 18.T.)
3. Mtodo de trabaJo
A) PieTas completamente troncocnics (Fig. 1)
le) Efectuar el clculo de la cohicidad por ciento:
PYa:"'
"'u"
I
2e) Colocar el cilindro de prueba entre las puntas, y
preparar la mquina cmo se indic en Ia H. P. 18 - T
(Primer caso).
l:) Despiazar trasversalmente el cuerpo de la contra-
punta, para lo cual se usar una llave fija de la medida
exacta. Observar que la contrapunta no est bloqueada
contra la bancada.
t[e)
Colocar la herramienta adecuada, elegir el nmero
de revoluciones, y efectuar una o ms pasadas. Controlar
la conicidad mediante la diferencia de los dimetros.
Errvrprr: Debemos obtener los siguientes dimetros:
D=42, y d:38.
Controlando despus de las primeras pasadas, se en-
cuentran los dimetros D
:
M,2, y d. = 40. Siendo la di-
ferencia de 0,2 mm, es necesario corregir el desplazamien-
to de la contrapunta, segn la siguiente frmula;
,,,,,,
i :
o.r nrm.
2
B) Piezas troncocnicas con parte cilindrica (Fig. 2)
r) Poceder como en el caso A; pero ahora la fr-
mula para el desplazamiento de la contrapunta es la
siguiente:
-
(D-,1)XL
2L
fir) Disponiendo del calibre de aniilo, controlar la co,
nicidad como lo indica la H. P. l8 - T, prrafo 5, A.
Noms.
-
Si el desplazamiento de la contrapunta fuese
excesivo, y muy grande la pieza para tornear, convien
utilizar puntas esfricas, para no arruinar las puntas nor-
males, y asegurar un contacto eficiente (Fig. 2).
-
Las piezas troncocnicas con parte cilindrica, para
tornear entre puntas, deben tener el mismo largo. En
caso contrario, habra diferencias en la conicidad'
-
Si hubiere que frentear entre puntas una pieza que
luego se tornear cnica con desplazamiento de la con-
trapunta, es necesario frentearla antes de tal desplaza-
miento.
C) Empleo de dispositivos para el tolneado cnico
7s) Determinar el desplazamiento angular de la regla,
con la siguiente frmula:
,,,
o
: ?----d
'
2 2l
y luego, desplazar la regla en el ngulo calculado.
8e) Determinar el valor de la conicidad porcentual, y
asegurarse de la exacta posicin del copiador, con el me
todo indicado en la H. P. 18-T (Primer caso).
9e) Efectuar unas pasadas con el avance automtico,
y controlar la conicidad como se indica en el punto 4e
de esta Hoja.
l0e) Tornear la pieza a los dimetros deseados.
Nors.
-
Si el torno no tiene el mecanismo que anula
la accin del tornillo del carro trasversal, es necesario
desconectar este carro, y unirlo al dispositivo para tornea-
do cnico.
-
En caso de que se debieran efectuar acoplamientos
cnicos, la posicin angular de la regla no se modificar
sino al fin del trabajo.
4. Advertencias
-
Pequeas superficies cnicas se pueden obtener con
una herramienta de la longitud deseada, e inclinada en la
conicidad
justa.
Para ello, se desplazar el carro tras-
versal, solamente.
-
En el torneado cnico entre puntas, el acoplamien-
to de la punta con la pieza en rotacin es algo irregular
y defectuoso, lo que exige una conveniente reduccin de
la profundidad de pasada y del avance.
5. Relacin entre las dlversas frmulas utllizadas para calcular la conicidad y la incllnacln
d
tg-
''
2 zt 2A 20o'o'7o
K:
I
:
D- d
100
p%
zxts$
D-d.
P7o:
J
Xr00:
200Xtga 100
K
i
o/n:D
dX
loo:
P %
-te
9x
loo
:lg
2t 2
"
2 2K
D
:
ztx ts
;
* o
:
++
a
:e
7-#{
I
+ a
l:tDxdtxK:9-:-!
PYa
x 100
:
D,-d
d
2 x Lc,n
d
:
D-1, :
o-P
7ox
I
:
D-2 x txrs
I
K I00
"'2
o
6
l
z
E
o
F
J
E
r
o
o
F
o
J
CL
o
-
o
-
CAPfTULO Y HOJAS PILOTOS
RELACTONADOS CON ESTA HOJA
Cap. X:
r{. P. 3-T:
H. P" 14-T:
Frmulas
Mediciones y controles.
Torneado cilndrico.
Alesado.
a D-d
*r _ :
"D2zl
P.:1, X
tsa
.)
&
E=_
-:
--- j-
Conos interiores de pequea inelinacin.
Es Ia operacin por la cual se ob-
tlenen conos interiores y exterio-
res mediante el avance manual del
carrito superior, inclinado conve.
nientemente.
Normas para la inclinacin del ca-
rrito.
Inclinacin del carrito, para gran-
des conicidades (Fig.
3).
Elaboracin de acoplamientos co.
nicos. (Para
torneir el cono in-
terior, se emplea una herramienta
de alesar izquierda, y se hace gi-
rar el husillo al revs, sin moi-
ficar la inclinacin del carrito:
Fig. 4, A.)
Mtodo para establecer la profun-
didad de la pasada, en relacin
con la penetracin
axial del cali-
bre de varilla (Fig.
,
B).
Conos nteriores de gran incllnacin.
3, Poslcin del carrito, para gran inclinacin.
i
(/{
\jz
TALI---EE-
4\'\-_--1.W-
M
'>+-{
4. Elab'oacin de tin'acoplamiento cnico.
E. T,
MEONICO
Torneado cnlco eon incllnaeln del carrito superlor
20x
l. Finalidad de.la operacin
Ejecutar conos internos y externos mediante eL auatt-
ce'ntanual del carrito superior, ittclinado en un dttgttlo
correspotldiente a Ia mitad de la conicidad.
2. Equipos
Como en la Hoja Piloto 19-T.
3. Mtodo de trabajo
A) Conos interiores (Figs. 1 y 2)
lr) Inclinar el carrito superior en el ngulo adecuadt
(H. P. 18-T, Segundo caso).
2'r) Colocar la pieza y la herramienta segn las nor-
mas establecidas, y observar que sobresalgan entre 4 y
mm ms del largo de la generatriz del cono que debe
ejecutarse.
3e) Con pasadas sucesivas, efectuar el preacabado del
cono interior.
4e) Introducir cuidadosamente en el agujero el calibre
de varilla para conos interiores, y controlar observando
las normas indicadas en la H. P. 18-T, prrafo 5, B.
5e) Puesta a punto la c<nicidad, fijar el tambor en
cero.
Se) Merl,rr cuntos milmetros ms debe introducirse
eI calibre de varilla en el agujero, y efectuar el clculo
para conocer la profundidad de pasada correspondiente.
(Vase prrafo 6 de esta Hoja.)
7e) Efectuar las pasadas necesarias, y controlar una
vez ms con el calibre de varilla, antes de dar las pasa-
das de acabado.
8s) Realizar el acabado observando las normas de la
H. P.7 - T para el acabado manual, a fin de obtener una
superficie regular, y tan lisa como sea posible.
B) Conos exteriores (Figs. 3 y 4)
Se seguirn las mismas normas que para la ejecucin
de los conos interiores, y se utilizar la herramienta de
cilindrar adecuada. Para el control con calibre de anillo.
atenerse a las normas de Ia H. P. l8 - T, prrafo 5, A.
4. Inclinacin del carrito, para grandes conicidades
(Fig.3)
(Caso en que el ngulo para ejecutar, es mayor que
la graduacin de la base. Errrpl-o: graduacin
de la
base = 45'.)
9g) Quitar el carrito superior de su asiento.
10e) Limpiar con cuidado su base de apoyo.
11e) Con un comps de puntas, y haciendo centro en
el eje de rotacin del carrito, prolongar
la circunferencia
que limita la graduacin de la base.
l2e) Disponer el comps con una abertura igual a la
diferencia en grados entre la inclinacin que debe efec-
tuarse y la de la base graduada, y
haciendo centro en la
extremidad de la graduacin (45"), interceptar la circun-
ferencia con un trazo ntido
(Fig. 3).
lJe) Colocar nuevamente el carrito en su lugar, y ha-
ciendo coincidir el cero con la seal ttazada, fijarlo con-
venientemente,
y continuar el trabajo.
Nor,t: Cuando se prev que el mismo cono habr que
hacerlo varias veces, conviene trazar una seal indeleble,
v marcar, tambin, los nmeros correspondientes a los
grados.
5. Ejecucin de acoplamientos cnicos (Fig. a, A)
l4'r) Ejecutar el cono exterior sobre una pieza deter-
minada
(prr.
3, B).
15T) Sin desplazar la inclinacin del carrito superior,
v empleando herramienta izquierda, eiecutar el cono in-
terior. El giro debe hacerse en sentido horario, y la
conicidad se controlar con la pieza anterior
(Fig. 4, A).
Nou: Para que Ias piezas se acoplen perfectamente.
es necesario que en ambos casos (conos interior y exte-
rior) la punta de la herramienta se mantenga exactamen-
te en el eentro de la oieza.
. CIcuIo de la cantidad de material que se debe quitar,
en relacin con la parte saliente del calibre de varilla
(Fie. 4, B)
Si se desea conocer el desplazamiento del carro tras-
versal P que debe efectuarse con el carro trasversal; para
que el tapn alcance la posicin adecuada, se mide la
distancia l, (Fig. 4, B), y se efecta la operacin segn
la siguiente frmula:
P:/rxtc:
E.lsr,rpLo: En un cono a. ZO",
"1
calibre de varilla tie-
ne que penetrar an 5 mm.
Cul
ser la profundidad
de pasada P?
Solucin:
70"
P
:
'- X tc
';- : ;) X 0.700 :
3.00
lo que podr efectuarse en tres pasadas; esto cs: 2,3
i
l+0,2=3,5.
7. Advertencias
-
Cuando el aguiero cnico (o la pieza cnica exte-
rior) debe ser rectificado, es necesario deiar el sobre-
metal adecuado y suficiente.
-
En ei caso de conicidades muv notables en piezas
montadas sobre ejes entre puntas (Fig. 3), puede suceder
que el carrito superior toque en la cabeza motriz. En tal
caso, es necesario invertir la inclinacin del carrito, y dar
vuelta a la pieza entre puntas.
-
Si la pieza por ejecutar fuese muy larga, conviene
comprobar si la carrera del carrito permite efectuar la
pasada completa. En caso contrario, ser necesario re-
currir a un torno ms grande, o, en su defecto, al apa-
rato copiador.
o
o
u
z
CE
o
F
J
l
ctr
r
o
o
F
o
J
L
U)
-
o
CAPITULOS RELACTONADOS
CON ESTA HOJA
Cap. IV: Eleccin de las herramientas,
Cap. VIII: Montaje de las piezas.
Frmulas, para el espesor .x
B
--
e X serr 60";
C:eXcos60o;
o
:l nr- ar,
:(D+C)-(1?-).
ffi
1. Operaciones preliminares de centrado.
Es la operacin por la cual se
obtienen superficies cilndricas
exteriores o interiores con eje pa-
ralelo, pero desplazado con res-
pecto al eje principal.
En esta operacin son fundamen-
tales la exactitud del trazado y la
perfecta elaboracin de los cen-
tros desplazados.
Normas para la posicin de las
piezas, en los siguientes casos:
1. Excntricas ejecutadas entre
puntos;
2. Excntricas ejecutadas sobre
platos universales;
3. Excntricas ejecutadas sobre
platos de cuatro mordazas.
Control de la excentricidad
bloques calibradores.
Clculos para obtener el espesor
de la pieza que se debe colocar en
el plato de tres mordazas.
tr Ig
2. Desbaste de las extremidades, y acabado de Ia excntrica
Y YI EI
3, Acabado de las extremidades, y control entre ejes.
4. Posiciones para otros tipos de excntricas.
E" T.
MECAIrcO
Torneado de .excntrics
21,,t
1. Finalidad de Ia operacin
Torneor superficies interiares o exteriores con el eie
desplszado, pero paralelo al eie principal.
2. Tipos principales de excntricas
Ejecutarlas etre puntas: De escasa excentricidad
(Figs.2 y 3) y de gran excentricidad (Fig.4, B).
Ejecutadas sobre platos, con tTes o cuatro mordazas:
Excntricas exteriores en la extremidad de la pieza (Fig.
4, A), y tambin en el interior de un agujero
(Fig.4, C)'
3. Equlpos
Pme EI- rRAzADo: Comps, gramil, apovos en V, mar-
tillo, punto, color, etctera.
HrnnntlNtts: Para desbastar derecha; para frentear,
de cuchilla; para acabar, larga y robusta (para el tipo de
la Fig. 4, B); para alesar,'y para frentear interiores.
CoNrnol: Calibre vigesimal; regla graduada, y bloques
plano - paralelos.
E-rl,rrNros AUXTLTARES: Espesores de las medidas ade-
cuadas, para plataformas de tres morsetes (Fig.4, A y C);
dispositivos de placas, con agujeros alesados y de cen-
trado desplazado (para el tipo de la Fig.4, B).
4. Mtodo de trabajo (entre puntas)
A\ Excntricas de escasa excentricidad
(Figs. l, 2 y 3)
1e) Frentear la pieza a la medida conveniente.
)e) Trazar los centros, y marcar con gran cuidado la
circunferencia de radio igual a Ia excentricidad e (Fig. 1).
3r) Con el gramil, interceptar las circunferencias en
ambas caras y sobre el mismo plano.
49) Marcar los puntos y ejecutar los centros con una
punta de centrar de dimetro proporciona<lo.
r) Colocar la pieza entre puntas, y apoyarla a los
centros del eje principal.
(e)
Desbastar los dos pernos de apoyo (Fig. 2, fases
I y II).
7e) Cambiar la posicin de los ceritros, v tornear el
perno excntrico con la herramienta frontal (desbaste y
acabado) (Fig. 2, fases III y IV). En las primeras pasa-
das sobre el perno central, especialmente, la herramienta
se apoya slo una fraccin de vuelta, por lo que se pue-
den producir vibraciones, que se evitan con oportunos
contrapesos montados sobre la plataforma.
$':) Colocar en Ia posicin central y terminar los per-
nos de apoyo, con pasadas leves, para no deformar la
pieza (Fig. 3, fases V, VI v VII).
!l) Controlar la exactitud de la excntrica con bloques
plano - paralelos
de medida d. + e.
Nor,r: Este control es puramente indicativo, y
en ca-
so de error, no podr ser corregido. Por Io tanto, es ne-
cesaria gran precisin
en el trazado y la ejecucin d los
centros.
B) Excntricas de gran excentricidad. (Fig.
a, B)
Norl: Ta preparacin
de las planchas necesarias para
esta clase de excntricas, debe hacerse con gran cuidado.
Ser precedida por un prolijo trazado de los agujeros
alesdos (que harn fuerza sobre los pernos laterls) y
de los centros desplazados, los cuales debern estar per-
fectamente alineados entre ellos. Por tal motivo, pnase
especial atencin en la exacta equidistancia de los centros
de una de. las bases de las placas.
.- -10e)-C-olocar
un espesor en el centro, para evitar po-
sibles deformaciones, originadas por el mpuje de las
puntas,
11t') Tornear (desbastar y acabar) los pernos
extremos.
l2:) Ajustar las placas s<bre los pernos, y asegu.rarse
de su perfecta alineacin.
13e) Colocar la herramienta especial (larga y robusta)
convenientemente inclinada"
l4e) Tonnear la parte del collar, y frentear (desbaste).
le) Desplazar la herramienta, y tornear la otra parte
del collar (desbastar).
16e) Repetir las operaciones indicadas en los puntos
14e y 15e, para la terminacin. (Trtese de retomar la pa-
sada sobre el collar con la mayor exactitud posible, y
.de
enlazar las extremidades con el radio deseado.)
5. Mtodo de trabajo (sobre plataformas)
A) Excntrica corta en Ltna extremidad
(Fig. 4, A)
Primer caso: Sobre mandril autocentrante de tres mor'
dazas
1g) Calcular el espesor r, que se colocar bajo un mor-
sete del mandril autocentrante.
(Vase el prrafo 6 de
esta Hoja.)
2e) Bloquar la peza sobre la plataforma, y cilindrar
con la herramienta para frentear derecha, hasta obtener
el dimetro y la longitud deseados.
Segundo caso: Sobre plataforma de cuatro mordazas ln-
dependientes
3e) Fijar las mordazas que debern ser desplazadas,
y marcarlas con tiza.
{e) Accionar dichos morsetes hasta obtener el despla-
zamiento correspondiente a la excentricidad e.
5e) Bloquear la pieza, controlar el descentrado con el
comparador, y asegurarse de que no falte alineacin en
la direccin del otro
juego
de mordazas.
B) Alesado de agujeros con ejes desplazados (Fig. a, C)
Primer caso: Sobre mandril autocentrante de tres mor-
dazas
6e) Bloquear la pieza, y centrarla exteriormente con el
comparador.
le) labrar el agujero central (agujerear y alesar), con-
cntrico con el exterior.
$r) Qalcular el espesor ;r, y colocarlo como se indica
en el punto le del prrafo 5, A.
9e) Con la herramienta adecuada, efectuar el alesado
excntrico, de la profundidad y el dimetro deseados, y
controlar con el calibre de varilla P - NP.
Segundo caso: Sobre plataforma de cuatro mordazas ln-
dependientes
10e) Controlando con el calibre de varilla, ejecutar y
alesar el agujero central concntrico.
11g) Colocar en dicho agujero un
levemente apretado.
l2e) Sujetar al portaherramientas
plana.
perno rectificado,
un tope de cara
13e Aflojar un morsete y cerrar el opuesto hasta que
ntre el perno central, y el tope pase el espesor caiibrdo
de la medida .
.
14e) Operar como se indica en el punto 9g del p-
rrafo 5, B.
6. Calculo del espesor que debe colocarse sobre el plato
de tres mordazas
Por las ietras indicadas en la figura, tenemos:
B: eX serr 60n:
C:eX cos 60n;
D:\/ R, B";
x:(D+C)-(R-e).
ErlrpLo:
Cul debe ser el espesor para aplicar bajo
una de las tres mordazas del autocentrante, a fin de ob-
tener una excentricidad e de 2,5 mm en una pieza de 40
mm de dimetro?
Solucin:
B
:2,5
x 0,866
:
2.t65;
c:2,5X0,50:r..25;
D
: \/ 20, 2J65,
: a/ q-,.r: f,r"B{r'
r
: (19,88
+ 1,25)
-
(20- 2.5)
-.3.63.
o
o
t
z
c,
o
F
J
lI
CE
CL
CN
o
F
o
J
EL
ct)
o
CAPTULO Y HOJA PILOTO
RELACIONADOS CON ESTA HOJA
Cap. IV: Eleccin
r
afilado de las he-
H. P. 37-T: Acabado de Ias superficies
Frmula (para afilar rodillos)
('os a
-tllllll
A
,r,
-t
ll'
c
i3
m
D
ar^\.
i
^
; i
Es la operacin por la cual se ob'
'r\"ll | ,i"rr"n slidos en rotacin con ge-
Fflllll '
neratrices de forrna muv variaa,
I
q
I i
po. medio de herramientas perfi-
l'
I
i l.du" convenientemente.
*'] \
a-t*
qff
4. Perfilado con herramienta de perfil constante, circular.
Perfiles parciales, con varias he-
rramientas simples.
Perfiles completos, con una sola
herramienta perfilada.
Herramientas de perfil constante.
Normas para su preparacin y afi-
lado.
Advertencias especiales para la co-
locacin de las herramientas de
rodillo.
Modificacin del perfil, debido al
ngulo de desprendimiento supe-
rior,
3. Perfilado con herramienta de perfil constante, tangencial.
\ry-
*+:
i
*.t
Torneado de perfiles con herramientas de forma
1. Finalidad de Ia operacin
Obtener pert'iles variados en slidos en rey<lucitt,
por meclio de herramientas de
forma,
cu.yo cortdnte re-
produce eractamente el perfil deseado.
Nor,r: Se recurre a las herramientas de forma, es-
pecialmente, cuando. se debe tornear una cantidad ms o
menos gi-ande de piezas iguales.
2. Equipos
Flr:Rp,rnrrENt,rs: De cilindrar, comn (para desbastar a
una n:edida determinada); de forma parcial (Fig.
1, A);
de forma completa, plana (Fig. 2); de forma, en barra
prismtica (Fig. 3); de forma, en rodillo circular (Fig. 4).
Norn: Un perfil determinado se puede obtener con
rnayor nmero de herramientas, cada una de las cuales
ejccuta una parte del perfil (Fie.1), y tambin con una
sola herramienta gue cjecuta la forma completa (Figs. 2,
3v4).
CoNrnol: Calibre r,igesimal; calibre fijo de forma (pa-
ra controlar la forma de las herramientas).
El-lrENtos AUXTLTARES: Portaherr.amientas de forma es-
pecial(Figs.3y4).
3. Mtodo de trabajo
A) Con herramientts tle.
t'orrua
parcia!
tFig. 1)
Nou: Se recurre a este mtodo, cuardo el perlil es
complicado, o demasiado amplio en relaciir con la ro-
bustez del torno, para ser eiecutado de una vez.
le) Fijar la pieza o la barra sobre cl randril aurocen-
trante.
l:) Aferrar las herramientas <Ie desb,astar en los rcs:_
pectivos portaherramientas, y colocar sts eil lzr pc.rsi,:in
debida.
10g) En-rplazar correctamente la herramienta, en all,u-
ra y
encuadrado. (Para las de rodillo circular, vanse las
Advertencias.)
119) Bloquear el carro longitudinal.
12g) Disponer los lopes convenientes, para que la pie-
za se encuentre siempre en la misma posicin respecto de
la herramienta.
13e) Adoptar una velocidad relativamenlc baja, con
abundante refrigeracin.
l4l') Avanzar trasversalmente la herramienta, hasta la
medida deseada.
15':) Controlar los dimctros v la forma (encuadrado)
del perfil, y fijar en cero el tambor del carro trasversal.
1'r) Efectuar unas vueltas sin avance, para alisar la
superficie.
4. Advertencias
-
Para que Ia herramienta trabaie con el debido n-
gulo de desprendimienlo inferior (Fig.
4), el plano de es-
currimiento de la viruta de la herramienia circular debe
estar ms baio que el centro del rodillo, en un espacio
calculado segn la siguiente frmula:
n
/'
=- -tt,
-
El perfil de estas herramientas, que no trabajan
en el cenlro, y tambin el de la barrita de la Fig. 3, deben
ser modificados.
-
Para una herramienta de perfil angular, llamando:
A: ngulo real de afilado;
B - ngulo que debe producir
la herramienta;
a
:
ngulo de desprendimiento inferior;
se puedc obtener el ngulo .4 con la siguiente frmula:
,gJ
,1
2
,*
'-
:
,,,;;
E.ltrr,rpt.o: Una herramienta circular para roscar torni_
llos di':
xrsos mtricos (8,- 60.) de un dimetro de 50 mm,
!:riri
qu ngulo debcr ser torneada, para que tenga luego
urr angulo de desprendimiento inferior a 10"?
."i,ir'rjrz.. El centro del rodillo estar ms alto que
ei
;lalt,r dc r'ralraio, segn la clistancia qr" ."
"*p.".a
1r_
riica!i3la1tneI! f e :
,il
,,
tti
:
f.i nrrr.
h.i lgulo dc tur:ado del rodillo ser el siguiente:
f
" ')tr'
| .,
r, : ____ : t*r! :
L{=]
:0,,-r{r7,
quc corresponde al ngulo de 30.25,.
A:30"25'x2:6050,,
en vez de los 0' que debera tener, si el cortante estu-
viera et el centro de la pieza.
-
El afilado de estas herramientas se efecta siem-
pre_ sobrc la cara plana.
Aderlrs, se pondr
especial cui-
dado en qr-re el plano
de escurrimient de la viruta forme
un ngulo de B0 - 84" con la tangcnte de la circunferencia
del rodillo en la punta cortantc cle la herramienta.
-
Para aumentar la rigidez de la herramienta y evitar
las. vibraciones, conviene bloquear el carro suprior, y
registrar cxactamente eI carro trasversal (sin
iuego).
-
E1 husillo debe estar, tambin 1, exactamente re_
gistrrdo.
3'r) A.laptar el nmero de revoluciorres del torrro
el desbastc":.
.
4t')
_Cilindrar
la pit-za en el tlimetro mricr, v
ximar la forrna con it: herramienta de desbt-.sial.
1, A).
pard
:tpf o-
( Fig.
5e) Rcducir las r,:.:_,1: t:.. \' colocar 1a primt:ra herra_
mit'nta de [r,rr,,
n,r,;.
6"-) Efecturr el ar.r::... ...;l.i el carro trasversal, y
cc-
frolar Ios dintcitos .rri,,rl l.tlibre vigesimal.
7':) Fiiar en ccr(; r:i :,:':.jr. rj iinal de la carera.
8.) Sust;tuir pi',
i.. .. l
,
... !:: tiirersas herramien.
tas; opcrar como _q.t irril;.:,r r.:-, ti i_-riio 6:, de esta Hoja,
v sin mover ms la
l.iis.-;,,,,
,-irl
1i.mtr,r, tomar nota de
las. respectivas gr:rdr:r,iir;i:r,
;ii i,ii.ia.l d la carrera de
cada lcr'amicnt;i.
9T ) Rcf ocar cou liln
I.
rcia tlc esmeril ias posibles
imper{cccioncs
en cl *r;ltrcc rit: lrs vanos perfiles.
Nrrrrr: f,a posicil
[ungitudirral clei carr, se realiza
corr irspesorcs calibr:ilcs
\. cou\-cninlemente
numerados,
los c_ua-les, interpucrslcs cnlr.e el tope fijo
i
el carro lon-
gitudinal, perrnit,:n
:l lr,; di.,rlr.sas t.ier.amintas colocarse
siempre cn ia mislnzi pr;sir:in.
B) Con lterratnicntus tie
fitrnta contpleta (Figs. 2, 3 y 4)
Nor: En las herramientas perfilaclas,
Ia viruta tiene
dificultad en escurrirsc sobre la cara del cortante. En
tal caso, se afila con un ngulo de desprendimiento su_
perior, lo que impicle, adcms, la flexin de la herramien_
ta, y e',,ita quc
sta se clave cn el metal. En este caso,
para prevenir
ci cambio de forma, se modifica levemente
ei perlil
de las heramientas_ (Vanse
las Advertencias de
esta Hoja.)
o
o
z
E
o
F
J
u
CE
r
v,
o
F
o
J
CL
,
o
CAPTULOS Y HOJA PILOTO
RELACTONADOS CON ESTA HOJA
Cap. IV: Eleccin de las herramien-
tas-
Cap. VI: Velocidad de corte.
Cap. X: Mediciones v controles.
H. P. 37-T: Acabado de las superficies.
Desbaste con movimientos combinados.
Es la operacin con la cual, traba-
jando
sobre piezas en rotacin, se
obtienen perfiles largos y de for-
mas muy variadas, que difcil-
mente se podran ejecutar con he-
rramientas de forma.
Estos perfiles se ejecutan con he-
rramienta de punta redonda, ac-
cionada con las manos, que ope-
ran al mismo tiempo sobre ambos
carritos: el trasversal y el supe-
rior.
Cmo se ejecuta el desbaste.
Cmo se ejecuta el acabado.
Calibres fijos de forma adecuada,
para control del perfil.
Empleo del aparato copiador me-
cnico.
3. Acabado a mano con rasqueta especial'
Plantilla
__./
--lelpador
Torneado de perfiles sin herramientas de forma
l. Finalidad de la operacin
Obtener perliles de
forma
con herramienta apropiada
de ptmta redonda, mediante el movimiento combinado a
tnano del carro superi.or y del lrasversal, y tambin con
aparato copiador.
2. Equipos
Hrnnrurersr',rs: Desbastadora derecha, acabadora dere-
cha y rasqueta especial para torno (plana).
Conrnol: Calibre vigesimal; calibre fijo, con pestaas
v planos de referencia, que deben apoyar sobre las partes
rectilneas de medidas establecidas.
Er.lreNros AUXTLTARES: Apoyo para la rasqueta, tela
de esmerii, limas, trapos, etctera.
Accsonros ESIECTALES: Copiador mecnico.
3. Mtodo de trabajo
A) Srz aparato copiador
Nor.q: La precisin alcanzada en igualdad de tiempo
depender de la habilidad manuai del operario, y de
las dotes personales de coordinacin ojo - mano y de am-
bas manos.
1r) Fijar la pieza en el torno, con el montaje ms
conreniente.
le) Colocar la herramienta de desbastar derecha.
3':) Seleccionar la velocidad del torno para el desbaste,
4",) Tornear la ptez,a en el dimetro mximo, desbastar
aproximadamente las partes rebajadas (Fig.
1), y termi-
nar los dimetros cilindricos.
5g) Sustituir la herramienta por la de acabar de pun-
ta curvada.
':) Iniciar 1a forma accionando simultneamente am-
bos carros, v con 1a mavor regularidad posible (Fig. 2).
7s) Controlar 1os dimetros mximo v mnimo con el
calibre vigesimal, y cl pcrfil, con et calibie fijo de forma.
Nor;r: Si ci calibre fijo tiene una pestaa,
basta con-
trolar un solo dimctro
(.Fie.
2); si tiene dos, el control
do los dimeros clel pertil de forma no es necesario.
8",) Alternar el tor-neado con el control, hasta alcanzar
con la hcrramienta una terminacin adecuada.
!':) [olocar un soporte sobre cl portaherramientas, y
terminar la superficic con la rasqueta especial o plana
(Fig.3).
10!) Verificar con la plantilla,
-\.
retocar hasta obtener
llr exacritud de la [orma, y una super.l icie Iisa.
Nous.
-
El filo cortante de la rasqueta debe correr
lateralmente, para producir una superficie lisa. A tal fin,
conviene lubricar con grasa ias zonas de contacto de la
plana con el apoyo.
-
Un mejor acabado se puede obtener con una lima
adecuada (forma y corte) para torno, y con tela de es-
meril (H. P. 37-T).
B) Con dparato copiador mecrinico (Fig. 4)
Norl: Este mtod< se aplica cuando la cantidad de
piezas lo
justifica, y tiene la ventaja de una mayor pre-
cisin, de la intercambiabilidad de ias piezas, y de la
posibilidad de utilizar el avance automtico longitudinal.
lle) Orientar el carro superior en el sentido trasversal,
para poder regular la profundidad de pasada de la herra-
mienta (Fie. 4).
l2g) Colocar sobre Ia torrecilla la herramienta de ter-
minacin de punta redonda.
13e) Desvincular de la tuerca respectiva el tornillo de
comando del carro trasversai, y aplicar el palpador al
carro, con un contrapeso adecuado.
14v) Sobre una escuadra a propsito, colocar la plan-
tilla de la forma en concordancia con la herramienta.
15i) Avanzando la herramienta con el carro superior,
rozar el cortante con la parte ms baja de la plantilla, y
proporcionar la profundidad de pasada conveniente.
16e) Conectar e[ avance automtico, y desconectarlo al
fin de la carrera.
l7e) Con el volante del carro longitudinal, llevar a
mano la herramienta al principio de la carrera, y repetir
esta maniobra hasta Ia completa formacin de la pieza.
Nor: Es necesario tener en cuenta la posicin del
tambor al final de la primera pieza, para evitar Ia me-
dicin en las piezas sucesivas.
4. Advertencias
-
Para el acabado con rasqueta especial, o plana, es
necesario que el apoyo tenga aproximadamente la forma
de la pieza, a fin de poder aproximarla al mximo en toda
la longitud de sta, y evitar, as, posibles accidentes.
-
Usando lima y tela de esmeril, conviene proteger
siempre la bancada del torno con un retazo de trapo.
-
Cuando se usa el copiador mecnic<t, es necesari<.r
colocar las piezas siempre en la misma posicin.
-
Los tornos modernos permiten colocar las planti-
llas (y aun las guias para
torneado cnico) sin anular la
tuerca del tornillo del carro trasversal. En este caso. el
carro superior mantiene su posicin normal.
-
Para la aplicacin del aparato copiador oleodinmi-
co en el torno, vase la H. P. 39 - T.
o
o
l
z
CE
o
F
J
l
E
o-
o
o
F
o
o-
o
o
I
-''
,//
/,/
CAPfTULO Y HOJAS PII-OTOS
R.ELACIONADOS CON ESTA HOJA
Cap. IV: Eleccin de las herramien-
tas.
H. P.22-T: Herramientas de forma.
H. P.23-T: Movimientos simultneos de
los carros.
Frmulas, para la distancia
r:c+n
6d:\/ AC. ABl"
-r-
\I
i
Es la operacin por la cual, me-
diante herramientas de punta re-
dondeada y movimientos simult-
neos combinados de ambos carros,
o con aparatos especiales, se ob-
tienen superficies esfricas o par-
cialmente esfricas.
Cmo se calcula'la parte esfrica,
en el caso de superficies esfricas
parciales.
Cmo se coloca la herramienta de
punta para el acabado.
Empleo de la rasqueta especial
para torneros, o plana, y del tubo
chaflanado.
Galgas para la verificacin del
perfil.
Empleo de los aparatos especiales
para el torneado esfrico.
1. Medicin de una esfera
2. Desbaste con movimientos combinados.
3. Acabado con rasqueta y cao chaflanado.
/?
4. Aparatos especiales para el torneado esfrico.
E. T.
MECANI6OS
U
.i'.i
t\
il
\!
-
.!
I
Torneado esfrico
l. Finalidad de la operacin
Ejecutar superficies eslricas con una herramienta co'
mn y motimiento combinado de los carros, o con dispo-
stivos especiales.
2. Equipos
Hnnnl,rruNrrrs: De cortar; de desbastar derecha; de
acabar derecha, con punta redondeada; rasqueta o plana,
con corte cncavo de radio ligeramente superior al de la
esfera; cao biselado y templado, de dimetro adecuado
(Fie. 3).
CoNrrol: Calibre vigesimal; plantiila esfrica, de Ia
medida conveniente (Fig. 3).
Apnlto
pARA
ToRNE1DO ESFRICo: De tornillo sin fin y ca-
rro vertical (Fig. 4); giratorio, con movimiento circular
manual (Fig. 4).
3. Clculo de la distancia L (Fie. l)
La distancia AC = D/2, y la distancia AB = d/2.
Por el teorema de Pitgoras: BC'1=AC1-AB'; de
donde resrrlta:
BC:\/ A(i! :Il'r
Ahora, sustituyen<lo, tenemos:
tt(
ll r'!l' r 1-i'
/
\r/ \:.i
Aadiendo a la distancia BC el valor del radio de la
esfera, se tendr la distancia I buscada (Fig. 1).
EBr,rpro: Buscar ia distancia L, teniendo los siguien-
tes datos: D=36, v d= 16 mm.
R(:
:ll
3f)2
--llll
:^,.-. c-.t
y
2
,
\/
r,'' n'
-
t/ lu-oa
: yz ZO0 - lh,121.
L
:16.124
+
ltl
:
34,124.
4. Mtodo de trabajo
A) Con herramienta de punta contn
1e) Montar la pieza en el aire sobre autocentrante.
2e) Colocar en sus respectivos portaherramientas
las
herramientas para desbastar, cortar y acabar, de punta
redonda.
3e) Elegir las revoluciones del torno para el desbaste.
4t) Cilindrar la pieza al dimetro de la esfera (con
exceso de 0,2 a 0,5 mm), por un largo igual a Z. (Vase
prrafo 3 de esta Hoja.)
t) Rebajar el cilindro del mango al dimetro l
(Fig. I).
6e) Inclinar la torrecilla (Fig. 2) de ambas partes, y
ejecutar la esfera con movimiento combinado de amboi
carros (H. P. 23 - T).
._.
Jr') Controlar con galga a propsito (circular
cncava)
(Fie.
3).
Se) Redondear con la plana curvo-cncava (Fig.
3),
y pulir con lima fina y tela de esmeril.
Nora: Con un tubo de acero cuyo dimetro sea 3/4
a 1/2 del dimetro de la esfera por ejecutar, conveniente-
mente chaflanado, templado y afilado, se puede terminar
fcilmente la parte esfrica
(o la esfera) empuindolo
contra sta en rotacin, con un ligero movimiento pen'
dular del cao respecto de la esfera, y de rotacin del
cao sobre s mismo. Este cao (como la plana) debe
apoyarse a un soporte que le permita hacer coincidir su
eje con el centro de la esfera.
B) Con aparatos para torneado esfrico
Primer caso: Conjunto de tornillo sin fin y carrito ver-
tical (Fig. 4, A)
9e) Proceder como se indica en los puntos le a e, y
dejar un pequeo sobremetal.
10?) Colocar eI aparato con el corte de Ia herramienta
sobre el eje de la punta y sobre el centro de la esfera.
11e) Poner en marcha el torno, y bajar la herramienta
a unos milmetros del dimetro de la esfera.
12e) Girar el volantito del tornillo sin fin para dar
vuelta a Ia herramienta de 180' (eicluido el perno de
ataque ).
lJr) Acercando progresivamente la herramienta, repe-
tir Ia operacin hasta obtener el dimetro deseado.
Nora: La reduccin del avance obtenida con el torni-
llo sin fin, permite un avance regular y un buen acabado
de la superficie.
Segundo caso: Aparato giratorio en sentido horizontal,
con comando manual (Fig. 4, B)
14:) Proceder como se indica en los puntos le a 6e,
y
colocar el aparato con la herramienta de acabar derecha
centrada en ambos sentidos. La regulacin de la herra-
mienta para obtener un determinado dimetro de la es-
fera, se realiza levantando el disquito (de dimetro igual
al de la esfera para tornear), adosado a su perno a, en
el centro del aparato, y rozando la punta de la herramienta
con la circunferencia (Fig. 4, B).
15e). Poner en marcha el torno, y haciendo girar el
portaherramientas con la manija B del aparato (Fig. 4),
aproximar progresivamente la herramienta a la esfera des-
bastada, con el carrito trasversal.
i$r) Empuando la manija con ambas manos, efectuar
las ltimas pasadas con la mayor regularidad posible.
17e) Controlar el dimetro, y pulir con lima fina y tela
de esmeril.
5. Advertenclas
-
Para obtener esferas completas, es necesario redu-
cir al mnimo el dimetro de la cola de agarre; y despus
del corte de la esfera, sujetarla nuevamente en el plato
para
el acabado.
-
Para evitar este segundo emplazamiento, se pue-
de preparar una herramienta de corte con punta aguda y
perfilada, con radio igual al de la esfera. Se podr, as,
enlazar la circunferencia antes de cortar la esfera.
-
En el caso de esferas completas, la distancia Z es
igual aI dimetro de la esfera.
-
Para obtener esferas de dimetros pequeos, utili-
zar herramientas de forma, como se indica en la H.
p.
22-T.
o
o
t
z
CE,
o
t-
J
l
CE
o.
,
o
F
o
J
L
U'
o
CAPITULOS RELACIONADOS
CON ESTA HOJA
$.,-
Es la operacin por la cual se eje-
cutan, con facilidad y precisin,
superficies esfricas parciales de
grandes radios, mediante elemen-
tos especiales, que guan autom-
ticamente a las herramientas.
Relacin entre la posicin de la
biela y la posicin de la herra-
mienta.
Posicin del centro de rotacin
para superficies cncavas.
Posicin del centro de rotacin
de la biela para superficies con-
vexas.
Guas para ejecutar superficies
internas perfiladas.
cap.
cap.
cap.
cap.
cap.
IV:
V:
VI:
VIII:
Xr
Eleccin de las herramientas.
Montaje de las herramientas.
Velocidad de corte.
Montaje de las piezas.
Mediciones y controles.
l. Generacin de una superficie esfrica cncava.
Articulacin
2. Generacin de una superficie esfrica convexa.
Perfilado interior con gua y palpador.
E. T.
MECANICOS
t-t;
Elaboracln de superficies curvas
mediante dispositlvos especiales
*l
CURVAS FRONTALES
CNCAVAS Y CONVEXAS
l. Finalidad de la oPeracin
Ejecutar sttperficies cncauas :
conve))s de gran ra-
dio, me(liante tLna biela convenientemente articttlttdtt cn let
bancada,
y unida al carro trasverstl.
2. Equipos
Hrnn.qtrtgxt'ls: De dcsbaslar det'echa, ctn el flanco del
t:orte chaflanatlo en rclacin con la curva por ejecutar;
acabadora dcrecha.
CoNlnol: Calibrcs liios convexos v cncavos del r-a-
dio adccuado.
Elnrroulos,\ttritt.I^lltts: Tajos de fiiacin; pernos para
el apoyo dc la lcrra; biclas crn dos agujeros, de l:nt.e-
ejes iguales al radio cuc debe eiecutarse.
3. Mtodo de trabajo
1:) Fijar y centrar la pieza en el aire, sobre plato erde-
cuado.
29) Colocar la herrrmienta
para desbaslar derecha en
direccin Iongitudinal.
3s) Poner el torno en un nmero elevado de revolucio-
nes,
y disminuirlo progresivamente en el desbaste.
4'r) Colocar y bloquear en posicin adecuada el ta.io
sobre [a bancada v sobre el carro trasversal, y unirlos
cr.n lr lera de radio R (Figs. 1 y 2).
5':) Deianclo libre el carro longitudinal, iniciar e[ des-
baste desde erl interior hacia el exlerior.
Nor,r: En el curvado convexo, previamente se quitan
a mano las zonas de mayor dimetro, con la r.elocidad
de c<rte co|rcspondiente.
6r'i Ar,anzar progresivamente la hcrramienta hacia la
pieza, medianlt' el carro superior.
7',') Efectuar la rltima pasada con avance automlico
del carro trasvclsal, sin variar la velocidad de rotacin.
PERFILADO INTERIOR
EFECTUADO CON GUIA
l. Finalidad de la oPeracin
Ejecutar superiicies perfiladas interiares cott tttovi'
nenio manual del carro trasversal
y superior, siguiettdo
ct perfit de utza plantilla determinada.
2. Equipos
Hetnatlreurrs: Para alesar en relacin al dimetrt del
aguiero; para perfilar interior, con corte redondeado'
CoNrtol: Crlibres fijos de forma, para verificaciones
i nlernas.
Erunnros auxILraRES: Plantilla de chapa templada;
accesorios para su fijacin.
3. Mtodo de trabalo
Norns.
-
Es necesari<.r preparar una plantilla de chapa
templada, para aplicar al carro longitudinal.
-
Sobre la torrecilla portaherramientas se fijar el
palpador con punta redondeada (Fig. 3).
1'i) Fijar y centrar la pieza sobre el plato adecuado.
2e) Eiecutar el aguiero del dimetro establecido.
3g) Col<car la herramienta de alesar, y poner a me-
dida el agujero en su dimetro mnimo.
4e) Sustituir la herramienta por otra adecuada al per-
fil interior, y colocar el cortante en la entrada del agujero.
5e) Colocar el palpador en la zona correspondiente.
6g) Bloquear el carro longitudinal.
7e) Accionar simultneamente ambos carros, de mane-
ra que mientras la herramienta trabaje en el interior, el
palpador se mantenga paralelo, y luego, en contacto con
la plantilla.
r) Para observar mejor la proximidad del palpador
a la plantilla, se colocar un trozo de papel blanco debajo
de sta.
4. Advertencia
Para ejccutar superlicies perfiiadas interiormente, ade-
ms clel m1odo inrlicaclo
(que
es muy engorroso, por la
prepzrracin
v cokrcacin dc la plantilla), se puede sujetar
en cl husiilo de lzr contr:rpunta una pieza torneada, cuyo
perfil exterior corresponda a la forrna del agujero, v scbre
dicha pieza se hace correr la punta del palpador, que se
habr aplicado convenientemente a la torrecilla porta-
herramientas.
o
o
IJ
z
cE
o
F
t
G
IL
o
o
F
o
J
CL
to
-
o
CAPiTULOS RELACIONADOS
CON ESTA HOJ,{
Cap. VI: Velocidad de corte.
Cap. VIII: Montaje de las piezas.
Cap. IX: Cmo se trabaja en el torno.
Cap. X: Mediciones y controles.
lenta
L Acercamiento de la terraja a la pieza.
Es la operacin con la cual se
efectan en el torno los roscados
interior y exterior, mediante las
herramientas de ajuste llamadas
TERRAJAS y MACHOS.
Tipos de terrajas y de portaterra-
JAS.
Tipos de machos y de bandeado-
res.
Preparacin correcta de la varilla.
Preparacin correcta del agujero.
Norrnas para ejecutar la opera-
cin.
Normas para Ia lubricacin.
I
,
i
t
!
I
I
J
Botacin
\
Terraja
2. Portaterraias corrediza, con disparo regulable.
Y:
wR
3. Operaciones preparatorias para el roscado interior.
torno con terraias y machos
4. Boscado interior con macho.
Roscado en el
1. Finatidad de la operacin
Realizar sobre superficies ucteriores
(tornillos) o ir-
erirres (tuercas) de una piezo en rotacin, un
filete,
uti-
liundo herramientas especiales
(machos y terraias)"
2. Equipos
A\ Para pocas piezas
HeRuurcxr,rs: Terrajas
y portaterraias de las medidas
adecuadas; destornilladores
pequeos, para regulacin;
broca para perforar, del dimetro conveniente;
(1) broca
para fresar; soporte para Ia terraja; serie de machos del
dimetro y el paso adecuados.
B) Para trabajos ett serie
Hnnneutrxtas: Terraias automticas; machos especia-
les para mquina, y portamachos.
CoNrnoL: Calibre vigesimal y anillo roscado.
3. Mtodo de trabajo
A) Roscado con terraias comHnes,
para pocas piezas
(Fie. 1)
le) Bloquear la barra redonda sobre el mandril auto-
centrante con una saliente adecuada ( 10 mm ms que
la parte roscada).
2e) Si es necesario, reducir el dimetro de la barra
(tngase en cuenta el paso y el sobremetal que se produce
en el roscado con terrajas). (l)
3e) Ejecutar el chanfle para la entrada de la terraja.
z[e)
Colocar la terraja, v fijarla convenientemente en
el portaterrajas, despus de haberla regulado sobre un
tornillo patrn.
r) [proximar a la pieza la terraja apoyada contra el
husillo de la contrapunta (Fig. l), y con un brazo del
portaterrajas sobre el carrito.
9) Poner en marcha el torno con un nmero de vuel-
tas reducido.
7g) Empujar la contrapunta con la mano derecha, y
mantener la izquierda sobre la botonera, para detener el
torno aI final del roscado.
$v) Alejar la contrapunta, v hacer girar el torno en
sentido contrario, para extraer Ia terraia.
!r. Controlar el roscado con el anillo patrn. Si ste
forzara mucho, regular la terraja,
y repasar Ia rosca de
la misma manera.
B) Roscado con terrajas comunes y portaterrajas corre-
dizo (Fis. 2\
Se usa para roscar piezas en pequea cantidad. (Para
gran cantidad de piezas sobre tornos revlver, se usan
terrajas de peines automticas.)
La terraja se fija sobre el casquillo (Fig.2), que gira
libremente sobre el soporte a, sujetado con el husillo de
la contrapunta.
Cuando la terraia inicia el roscado, el casquillo se
desplaza axialmente sobre el soporte, y no puede girar
hasta que ambos dientes (l y 2) queden trabados.
10':) Proceder como se indica en los puntos 1g a 6g de
esta Hoja.
lle) Colocar [a terraia en el portaterrajas, y eI tajo,
sobre la bancada, y regular la longitud de Ia carrera Z
(Fig. 2).
l2r) Acercar la terraja a la extremidad de la barra, e
iniciar el roscadc (empujar
la terraja hacia el material,
hasta hacer que el taio toque la bancada). La terraja se-
guir el roscado por un trecho pequeo, correspondiente
al largo de los dientes (1 y 2). Llegada la terraja al fin
cle la carrera, el soporte y la terraja girarn locos sobre
el soporte B.
l3e) Detener el torno, y luego, invirtiendo la rotacin,
retirar la terraja.
C) Roscado interior con machos
y
mandamachos comunes
(para pocas piezas)
l4e) Tomar la pieza sobre el autocentrante, y efectuar
el centro (H. P. 2-T).
15e) Ejecutar la perforacin teniendo en cuenta el pa-
s<, el sistema del tornillo y el sobremetal.
(l)
16e) Avellanar el agujero en un dimetro igual al di-
metro externo de la rosca, ms un mm (Fig. 3)'
17g) Asegurar \a cabeza del macho en eI portamachos.
i8e) Introducir el macho en el agujero, y la contra-
punta, en el centro del macho (Fie. 4).
l9r) Iniciar el giro de la pieza (bajas revoluciones),
sostener el mandamachos, y empujar la contrapunta con-
tra el macho (como en la Fig. 1).
20e) Detener a tiempo el torno, invertir la rotacin de
la pieza, y alejando Ia contrapunta, extraer el macho.
D) Roscado interior con buie portamachos, para peque'
ltas series (Fig. 3)
21e) Preparar el agujero para roscar, como se indica
en los puntos 14e a 18e de esta Hoja.
22e) Colocar el macho especial para mquina en el so-
porte portamachos, y aproximarlo al agujero para roscar.
23e) Regular la posicin del tajo en relacin con Ia
profundidad de la rosca, como se indica en el punto 12:
de esta Hoja.
24t) Empujar la contrapunta hasta tocar el tajo.
25e) Invirtiendo la rotacin del torno, retirar el ma-
cho, v limpiarlo antes de roscar otra pieza.
4. Advertencias
-
La operacin de roscado con machos y terrajas se
puede ejecutar, tambin, sujetando la pieza en la morsa. ( I )
Sobre eI torno (y sobre las roscadoras), adems de evitar
el fatigoso trabajo de hacer girar el macho o la ferraja,
se puede obtener la coaxialidad ms fcilmente y con
mayor seguridad.
-
Para obtener un buen roscado, es necesario que las
terrajas tengan un exacto ngulo de desprendimiento
frontal,
que vara de 8 a 10' para metales duros, y de 20
a 25 para metales blandos. Las terrajas deben tener un
pequeo ngulo de emboque (Ilamado, tambin, conc de
accin), que aumenta con el nmero de dientes, y dismi-
nuye al aumentar eI paso.
-
Tambin los machos para mquina deben tener el
ngulo de e(tboque. Las acanaladuras de stos tienen un
ngulo de desprendimiento relacionado con el material
para trabajar; esto es:
de 5 a 10", para aceros, fundicin y bronces duros;
de 10 a 15', para aceros y fundiciones blandas;
de 20 a 25, para cobre, aluminio y metales blandos.
(1)
-
Para trabajos en serie, conviene indicar al fabrican-
te el tipo de material para roscar.
-
Los agujeros ciegos, roscados con machos en el tor-
no, deben perforarse de una profundidad en 10 a 20 mm
mayor que la del roscado utilizado, a fin de que las vi-
rutas que se acumulan en el fondo, no provoquen la ro-
tura del macho.
-
EI roscado interior de pocas piezas se puede reali-
zar con tres machos comunes: desbastador, intermedio y
acabador. Para trabajos en serie se usa un macho nico,
ms largo, y con emboque corregido.
-
Es necesario controlar, en las primeras piezas, si
el dimetro de la broca elegida para agujerear permite la
formacin exacta de la rosca, y tambin, si no hay peligro
de rotura del macho, por excesiva estrechez del agujero.
-
La lubricacin de los machos y de las terrajas se
hace con aceite emulsionable para los aceros, y con que-
rosn para ia fundicin y el aluminio.
-
Una lubricacin racional aumenta la duracin detr
filo cortante, termina rnejor el filete, disminuye eI esfuer-
zo de torsin, y evita, en muchos casos, la rotura de los
machos y de los dientes en las terraias.
(1) Para conocer el dimetro de las brocas necesarias,
y tambin eI dimetro a que debe prepararse el material
redondo para los distintos roscados con machos y terra-
jas,
vase EI taller de aiuste, primer volumen de esta
Coleccin (Captulo
XII, prrafos 5 a 10, y Hojas Pilotos
36-A y 37-A).
CAPTULO Y HOJA PILOTOS
RELACIONADOS CON ESTA HOJA
Cap. X: Mediciones y controles.
H. P. 8-T: Torneado de gargantas de
descarga.
H. P. 31 -T: Inclinacin de la herramien-
ta.
lXpXcosa
.
H{)
W
l-
<-
2. Herramientas comn, circular y prismtica.
o
o
1
z
E
o
F
J
E
,
CL
(,
o
F
o
J
L
a
o
,,ffi
l. Preparacin de la pieza, con descarga y sn ella.
3. Cmo se coloca la herramienta.
4. Medicin con calibre, anillo y micrmetro.
Es la operacin con la cual, ba-
sndose en los elementos conoci-
dos, se preparan la pieza, las he-
rrarnientas, el torno y los utensi-
lios de control, para ejecutar
roscas triangulares exteriores.
Tipos de roscas
1. Derechas e izquierdas;
2. Con garganta de descarga y
sin ella;
3. Con una o ms entradas;
4. Con el filete de perfil trian-
gular, cuadrado, trapecial o re-
dondo.
Tipos de herramientas para roscar
1. Comunes;
2. Circulares (rodajas);
3. Prismticas.
Exacta posicin de las herramien-
tas.
Preparacin correcta de la mqui-
na.
Contrnles finales de la rosca.
ii
;l
i\4
i\
:i
r
;i
*--.9
lrl
ffi
Roscado triangular exterior: Generalidades
l. Finalidad de la operacin
Colocar racianalmente las piezas, las herramientas, la
mdquina y los instrumentos de medida, para la ejecucin
de roscados triangulares exteriores.
2. Freparacin de Ia pieza para roscar
En relacin con el sistema de rosca v el dibujo, el
cilindro para roscar debe tornearse en su dimetro exte-
rior exacto.
'
Preparar, adems, las gargantas de descarga (H. P.
8-T) y los chanfles de iniciacin de la rosca (Fig.1).
3. Tipo de herramientas para roscar filetes triangulares
A) Herramienta para roscar derecha, convergente a
la punta (con pequeo ngulo de desprendimiento supe-
rior). Es el tipo ms comn (Fig. 1).
B) Herramienta d.e roscar derecha, por penetracin
oblicua. Su cara presenta un ngulo de desprendimiento
superior lateral (H.
P. 28-T).
C) Herrantienta de roscar circular (Fig. 2).
D) Herramienta prisntdtica tangencial (Fig. 2).
4. Posicin de la herrarnienta
Debe ser colocada con la punta del cortante a la
altura del eje de rotacin, y con los cortantes simtricos.
Esta ltima posicin se establece con un adecuado cali-
bre fijo de posicin (Fig. 3),
li
tambin con el microscopio
de taller colocado entre puntas.
5. Preparacin de la mquina
Consiste en la preparacin de las ruedas de recambio
y las palancas de la caja Norton, de manera que la rela-
cin que hay entre el paso del tornillo para labrar, p,
y el del tornillo patrn, P, sea igual en nmero a los
dientes de las ruedas conductoras,
,
y a los de las rue-
das conducidas, Z. (Vase figura principal.)
6. Eleccin de las ruedas para el roscado
En caso de que Ia caja Norton no tuviera las relaciones
necesarias, se colocan las ruedas sobre la lira, de acuerdo
con las reglas que se estipulan inmediatamente.
Se presentan
cuatro casos, a saber:
le) Labrar tornillos de paso METRICO. sobre tornos
del mismo sistema.
REGIA: Se forma la fraccin p/p, y se multiplican
el numerdor y el denominador pr n nme.o conre-
niente, para obtener las ruedas necesarias de la serie.
Eruplo: Labrar una rosca p
= 4,25 mm, en un torno
cuyo tornillo patrn tiene P = mm.
Sohtcin:
4.2i 4,25
rxl
:
o0o'
Norli Deberia dividirse el paso en milmetros por
727 15;
pero, como para dividir un nrmero por una frac-
cin, se lo multiplica por la fraccin invertida, tenemos:
0..
s pX5
I 727 727
E.rntpLo: Labrar una rosca de p = 3 mm, con tornillo
patrndeP=1"/4.
Solucin:
J^)
P
-12i-
:]X5 4 3XiX'1 60
v--:
P
D7
"I
t27 lzi
,i
4e) Labrar roscas de paso INGLES, colx tornllo pa-
trn de paso M0TRICO.
REGLA: Se aplica la regla precedente, pero invertida
( 127, numerador).
E;ltpro: Labrar una rosca de p = 19", con torniilo
patrn de P:6 mm.
Solucin:
127 1 121
x,,
:_
5x6 9 5X6X9
t27 12? X t
_t27X20
90x60 90x:l 90x3
Nor: Para eI paso Modular y el Diametral Pitch, las
tablas relativas a la caja Norton indican directamente la
posicin de las manijas o palancas, y los eventuales en-
granajes para colocar en la lira,
7. Mtodos para el control de las dimensiones de los
filetes
A) Micrmetros con topes especiales (Fie. 4)
El palpador a se ajusta sobre la parte fija del micr-
metro, y el b, sobre el asta mvil.
La puesta a punto se realiza por medio de un tornillo -
calibre, y tambin con calibres fijos. Los palpadores pue-
den ser intercambiables, para los diversos tipos de ros-
cado (mtrico, Whitworth, trapecial) y para ios distintos
pasos.
B) Anillos roscados (templados y rectificados)
Es un mtodo muy cmodo para medir los roscados
exteriores.
La exactitud con que eI anillo (ligeramente aceitado)
entra en el filete, es un indice de la precisin del tornill<r
que se est labrando.
C) Micrmetro con
juego
de alambres calibrados
ls) Se busca en las Tablas el dimetro terco, dtt.
2g) Se busca el ngulo de inclinacin del filefe, con
la siguiente frmula:
p
tg a
:
;--t ;rJ I
3e) Se busca el dimetro del alambre del
.luego rl, corr
la siguiente frmula:
d
: \1' lX
''n"
o
2XcosP
donde
B
es la mitad del ngulo del filete:30", v tambin
27'30',.
4e) Se arman los tres alambres sobre los telarcitos.
v se colocan sobre los topes .del micrmetro.
5e) Se introducen ios alambres en los vanc.s cle los
filetes, y se efecta la medida de Q
(Fig.4), que clebe-
r ser:
(! :
rtm
-,1
(
| +
t'f-q)
\ r'os a/
Erlrpro: Averiguar las medidas de una rosca MA 18
(paso
= 2,5), por medio del rnicrmetro con alambres.
Solucirin:
ie) Dimetro medio: dnz = 16,373 (de las Tablas).
^
2.-
;) ts a
:
----- -.
.. :
0.01116
I6.37;] X 3.il
equivalente al ngulo de 2'45',
p
L27
.;
;)
727 p
P :10x9
120
_
85
.!!)
(t'onductoras)
60 X 80
(<'orrdrrr.idas)
2v\ Labrar roscas de paso INGLaS con tornillo patrn
clel mismo sistem.a.
Nou: Los pasos ingleses se expresan en forma de
fraccin, cuyo numerador es la unidad, y el denominador,
el nmero de filetes por pulgada.
E.renrplo :
1,, l,
,
1,,
;'s'-i6
REGLA: Se multiplica el paso de la rosca para labrar
por el paso del tornillo patrn invertido, y se procede
como en el primer caso.
Errpro: Labrar una rosca de p
= 1"3,t, en un torno
con tornillo patrn de P,= t"/q.
S<lucin: I
p tl lxr
,xxro
P I
-ttxl -t":,xlo-
,l-
3e) Labrar roscas de paso MaTRICO con tornillo pa-
trn de paso INGLES.
REGLA: Se reducen los milmetros a pulgadas mul-
tiplicando la fraccin por 5/127, y se procede como e1l
Ios casos anteriores.
3e) Dimetro del alambre: d:
7 <2,i X0.99t
2 x 0.ft66
4:) Dimetro total:
r
:
16.373 + 1,.1d (1
+ 0,s02)
:
t9,3r5.
p_
P
)
;
8;XI
60x2
4A
.:-
;f5
:
1.4.t,
o
o
t.!
z
E
o
J
t
G
a.
a
o
o
J
o-
o
o
\
:
r****'*'*'*"*'-T*"*
-';'t''-'-"'""-"
:;
lEf,
i E' ' I
Roscado triangular exterior: Movimientos de tratrajo
CAPTULOS Y HOJA PILOTO
RELACIONADOS CON ESTA HOJA
('ar.
lI )
^
Clp tII
i
Uonoctmiento de la maqtrina.
H. P. 27. T: Roscado: Generalidades.
Frmulas
h:0,64p
h:0,65 p
Herram
Penetracin radial de la heramienta.
I
i'r,'
I
Penetracin oblicua de la herramienta,
Por MOVIMIENTOS DE TRABA-
J0 se entiende la sucesin lgica
y coherente de las diversas manio-
bras necesarias, en cada pasada,
para obtener la rosca establecida.
Control del paso.
Penetracin radial
-
l Rozar la pieza con la punta
de la herramienta;
2. Lvanzar a la altura del filete;
3" Realizar la primera pasada;
4. Retirar la herramienta;
5. Invertir el movimiento;
6. Repetir el ciclo.
t
rrrl
Penetracin oblicua
l. Rozar la pieza con la
de la herramienta;
2. Colocar en cero los
res;
punta
tambo-
I
I
I
3. Retirar el carro superior
(Fig.
2, A);
4. Avanzar el carro superior
(Fig.
2, B);
5. Realizar la primera pasada;
. Retirar la herramienta con el
;.
q^
carro trasversal;
7. [nvertir el rnovimiento;
8. Avanzar el carro trasversal
(hasta
cero);
9. Avanzar el carro superior, y
repetir el ciclo.
1. Finalidad de la operacin
Obtener el roscado trianEular exterior siguiendo racio-
naltttente las maniobras de las dit,ersa.s partes del torno,
c o rnb irLad a s ad ec uad antent e.
Tiene que haber correspondencia entre el carro y la
pieza; esto es: Al retomar 1a pasada, el filete debe ini-
ciarse siempre en la rnisma posicin.
2. Control prctico del paso
Preparadas convenientemente la mquina, la herra-
mienta y la pieza (H. P. 27 -T), rozar ligeramente el ci-
lindro, para marcar un leve trazo del filete, y controlar
el paso con el peine cuentafiletes (Fig. 1).
Esta operacin preliminar es conveniente al iniciar el
trabajo de roscado, para evitar sorpresas desagradables al
terminar el trabajo, cuando no combinan Ios pasos.
Si el paso del tornillo por labrar es superior a los 4 -
5 mm, el eie de Ia herramienta debe inclinarse en el sen-
tido del filete (derecho o izquierdo), en un ngulo que
se obtiene con la lrmula siguiente:
I)aso
t*o :
"'
"4
Vanse, tambin, H. P.27- T, prr.7, y H. P. 35-T.
3. Roscado triangular con penetracin radial
A) Altura del
lilete
Depende del sistema del tornillo, esto es (p
=
paso):
-
Para tornillos mtricos (MA, MB, MC, etctera),
tenemos este dimetro interior: De
-
7,3 p.
-
Para tornillos Whitworth (paso en pulgadas), el
dimetro interior es ste : De
-
1,28 p.
-
Por lo tanto, la profundidad o altura del iilete, Il
(Fig. 1), ser de 0,65x p, y 0,64 x p, respectivamenfe-
-
Para los pasos ms comunes de roscados mtricos,
tenemos:
I)aso err rnrn 0,7.. t,2it 1,5 1,7;-r 2,00
Altura del filete 0,:125 0,,1{17 0,65 0,812 0,97,+ I,137 t,3 t,624 1,9,1q
0.;
B) Movimientos de trabajo y retoma del
filete
Controlado el paso, se lleva la herramienta a la inicia-
cin del filete, se roza la pieza, se fija en cero el tambor
graduado del carro trasversal, y luego:
l:) ,{vanzar la herramienta, por medio del tambor gra-
duado, en una distancia igual a la altura del filete, lz.
2e) En esta posicin, fijar nuevamente en cero el tam-
bor, retirar la herramienta, rozar el cilindro con la punta
cortante, y tomar nota de la graduacin que resulta en
el tambor (Fig. 1).
3e) Avanzar la herramienta para la primera pasada
(lt:0,1
-0,2),
y realizar esta operacin (fase 1).
4e) Retirar a tiempo la herramienta (fase 2).
5s) Invertir el movimiento, para el retroceso de la
herramienta (fase 3).
(:)
)esplazar alternativamente de 0,1 mm el carrito
superior (Fig. 1, dibuio del centro).
lr)
preparar
la segunda pasada (fases 4 y 5), y repetir
el ciclo hasta que, ilegado al cero del tambor, el roscado
est terminado.
Nore: Es necesario poner gran atencin cuand.o se
retira la herramienta, finalizada la carrera; y esto es asi,
porque al detener el motor, la herramienta avanza aun
unos milmetros. (Invertir de golpe el sentido de rota-
cin del motor, puede ocasionarle un dao poco
menos
que irreparable.)
4, Roscado triangular con penetracin
oblicua
(Figs.
2 v 3)
A) Altttrtt del
lilete
Ejecutando (como
se indica en el prrafo C de esta
Hoja) la preparacin
de la profundidad
total del filete
c<n el tambor del carro trasversal, la operacin resulta
igual a la que hemos detallado en el caso precedente.
(Vase
el prrafo
3, A, de esta Hoia.)
B) Pcsicitt del carro superior (Figs. 2 y 3)
Se inclina en la mitad del ngulo del filete, rnenos un
grado; esto es, 29' para el Sistema Mtrico, y 26.30, para
el Sistema Whitrvorth. Esta pequea diferencia hace que
en cada pasada, la herramienta (cuyo perfil reproduce
exactamente el ngulo del filete:60 y 55") se apoye sobre
el flanco del fiiete derecho, lo que evita los saltos de las
pasadas sucesivas, v
produce superficies perfectamente
lisas.
La herramienta utilizada, tiene ngulo de desprendi-
miento superior lateral (H. P. 27 -T, prr. 3, B).
para
el
emplazamiento de la herramienta se usa el calibre fijo
(H.
P.27 -T, prr. 4).
C) Movimientos de trabajo y de los carros
Controlado el paso, se lleva la herramienta al princi-
pio del roscado, se roza la pieza, se fija el tambor del
carro trasversal, y luego:
$e) Proceder como se indica en el punto le de esta
Hoja, y fijar en cero eI tambor del carro trasversal (Fig.
2, B).
$r) Retirando la herramienta por medio del carro su-
perior, rozar la pieza, para lo cual se tendr en cuenta la
graduacin que resulta sobre el tambor (Fig. 2, A).
lQr) Avanzar la herramienta para la primera pasada
por medio del carro sltperior, y efectuar la operacin
(Fig. 2, B).
11e) Retirar a tiempo la herramienta por medio del
carro trasversal, e invertir el movimiento, para que la
herramienta vuelva a la iniciacin del filete.
121) Colocando siempre en cero el tambor del carro
trasversal, repetir las pasadas operando con el carro su-
perior, hasta llegar al cero del tambor de este carro. Al-
canzado este punto,
el filete est terminado (Fig. 3, C).
5. Advertencias
-
El retiro de la herramienta aI final de la carrera
depende de la amplitud de la garganta de descarga, o de
la ausencia de sta.
-
En ambos casos se colocar la mano izquierda so-
bre la manija del carro trasversai, de manera qe no se
pueda girar al revs (o sea, no acercar eI carro, sino
alejarlo ).
-
Especialmente, cuand< no hay garganta de descar-
ga, la coordinacin ojo-maw debe ser perfecta.
-
Para facilitar el retiro de la herramienta en el mo-
mento oportuno, es conveniente trazar un signo con tiza,
sobre la generatriz de Ia pieza que se rosca.
-
Durante el roscado (especialmente,
en las ltimas
pasadas), es necesario refrigerar con aceite de alto poder
lubricante.
-
Apenas se advierta cualquier inconveniente, retirar
enseguida ia herramienta de la pieza.
-
Si la herramienta se despunta, cuidar de que la
purlta quebrada no quede adherida al material, pues rom-
pcrra nuevamenie la herramicnta.
-
La profundidad de pasada debe disminuir progre-
sivamente de valor, de manera que en las ltimas pasadas
se saque una viruta finsima, para obtener un buen
acabado.
-
En el primer caso (penetracin
radial), tambin el
desplazamiento lateral de la heruamienta debe disminuir
progresivamente,
hasta anularse en las ltimas pasadas.
En caso contrario, el vano det filete resultara ms largo
que el normal.
o
o
u
z
o
F
t
E
CL
U'
o
F
o
CL
to
o
CAPTULOS Y HOJAS PILOTOS
RELACIONADOS CON ESTA HOJA
Cao" II I
^
;;. tii
I
t'onocimiento del torno
Cap. X: Mediciones y controles.
H. P. 27 - T: Roscado: Generalidades.
H. P. 28- T: Movimientos de trabaio.
H. P. 33' T: Aparato indicador.
Dos mtodos para roscar izquierdos.
@
Roscado de piezas largas
(retorno
rpido del caro a mano).
Por MOVIMIENTOS DE TR.ABA-
JO se entiende la sucesin lgica
y coherente de las diversas manio-
bras necesarias, en cada pasada,
para obtener la rosca establecida.
Roscado izquierdo
l. Con herramienta derecha, ro-
tacin antihoraria, y movimiento
del carro hacia la derecha.
2. Con herramienta invertida,
rotacin horaria,
mor imiento
del carro hacia la izquierda (va-
se Fig. I
).
Roscado de tornillos de paso sub-
mltiplo del paso del tornillo pa-
trn.
Roscado de tornillos largos, de
***..-F
W
@ |
,*o,"o der aparato
I
I
I _"_"_
triangular exterior: Movimientos de trabajo
(Casos partlculares)
fi
*
!
,
-"*
*6sry
\g/
i
i3.
L-*-
l
!
a
b
wt
@--ri
.<<trwz I
4. Roscado con aparato indicador
(Marcas de referencia)
t-*-:=.,"---'*.-.--,"
,c
i r. r. I
Roscado
I MECNCOS
t
)
L*-*e@
l. Finalidad de Ia operacin
Obtencin del roscado triangular exterior, siguiendo,
en los casos particulares, las tnaniobras (combinadas
opor-
tunamente) de las diyersas parles del torno.
Tiene que haber corr.espondencia de fases entre Ia
pieza
v la herramienta; esto es: La retoma del roscado
en. cada pasada debe iniciarse siempre en la misma po-
sc1()n.
2. Roscado de tornillos izquierdos
A) Contnl pr/Lctico clel paso
-t
altura del
litete
Vase Ho.ja Piloto 28-T.
B) Movintiento de trubajo y retotna det
filete
Lrs roscados izquierdos pueden efectuarse de dos ma-
nel.as:
i':) Colocar la herramienta normalmente (derecha),
e
iniciar el roscado desde la garganta,
con movimiento del
carro hacia la derecha. La rotacin de Ia pieza es en sen-
lido antihorario.
Se usa este sistema cuando la pieza para roscar est
provista de garganta de descarga (Fig.
1, a la izquierda).
2':) Coloc:ar la herramienta invertida, e iniciar el ros_
cado de la manera normal (desde la derecha), con movi_
miento del carro hacia la izquierda. La rotacin de la
pieza es en sentido horari< (Fig.
1, a la derecha).
-_
_No]1,
Para Ia posicin
de los carritos, consultar la
H. P. 28 - T, prrafos
3 y 4, segn se utilice el mtodo de
penetracin
radial o el de penetracin
oblicua.
3. Roscado de tornillos con paso submltiplo del paso
del torrillo patrn
lr) Proceder como se indica en la H.
p.28_T,
prra_
l-rr B, puntos
1,.,a -iy incltrsir.e.
4'-) Llegados a la fase 2, desconectar ambas medias
tuercas del tornillo patrn, y por medio del voiantito del
carro longiludinal, volverlo atrs a mano (Fig.
2).
5:) Avanzar el carro trasversal para la segunda pasa_
da, conectar las medias tuercas, y ejecutar la pasada.
(Luego,
repetir el ciclo, hasta completr el roscado.)
4. Roscado de tornillos muy largos, con paso no sub-
mltiplo
El tiempo de retroceso puede abreviarse de dos ma-
neras, a saber:
A) Aumentando la velocidad durante el retroceso del
carro Iongitudinal;
B) Dcsccnectand< ambas medias tuercas al fin de la
carrera, como se indica en el prrafo 3 de esta Hoja.
En este ltimo caso, Ios m<vimientos de trabajo son
los siguientes:
6f) Conectar las medias tuercas, colocar eI carro (sin
.iucgo),
y taza dos pares de lneas de referencia: sobre
el tornillo patrn y el soporte b,
y
sobre el plato de arras-
tre y la cabeza motriz (Fie.
3).
7e) Vuelto el carro a mano despus de la primet.a pa-
sada, hacer crincidir los dos pares de trazos de referencia,
v conectar las medias tuercas.
8e) Efectuar el avance de pasada del carro trasversal,
para ejecutar la segunda y las sucesivas pasadas, hasta
completar el roscado.
5. Uso del aparato indicador para roscar (Fig. 4)
El aparato lijado aI carro longitudinai se cornpene de
un disco coaxial graduado,
v conectado a un engranaje
que recibe el movimiento del tornillo patrn.
Cuando el torno gira, el tornillo patrn
funciona co-
mo un tornillo sin fin respecto al eie del aparato. Cuan-
do el torno est detenido, y se mueve el carro a mano,
el tornillo patrn acta como una cremallera, y lleva
el disco graduado
a su posicin primitiva.
9e) Girar el torno a mano en el sentido del trabajo,
hasta que el cero de la graduacin
del disco correspon
al trazt.r fiic del aparato, y conectar las medias tuercas
del rornillo patrn (Fig. 4, b).
10'r) Colocar la herramienta para la primera pasada,
v c,ecutar esta operacin.
t1v) Llegada la herramienta a ia garganta
de descarga,
retirar-la, y
desconectar ambas medis trr"..as (Fie. 4,).
l2'r) Efectuar el retroceso a mano.
13"-) Proceder como. se indica en el punto 9g de esta
Hoja.
14r Ejecutar la segunda y las sucesivas pasadas,
has-
ta completar el roscado.
CAPTULO Y HOJAS PILOTOS
R.ELACIONADOS CON ESTA HOJA o
o
.IJ
z
E
o
J
IJJ
,
G
q)
o
F
o
CL
o
o
I
Cap. IV:
H. P. 14-T:
H. P. 27 -T:
H. P.28-T:
Frmulas
Tipos de herramientas.
Alesado en el torno-
Roscado: Ceneralidadcs.
Movimientos de trabajo.
Da
:
De
-
1,19 p.
Da
:
De - 1.15 p.
3. Foscados derecho e izquierdo
sl
(comienzo desde la garganta).
Es la operacin con la cual, des-
pus de haber colocado en su exac-
ta posicin la mquina,la pieza y
las herrarnientas, y una vez reali-
zados los movimientos de trabajo
adecuados, se obtienen, con pasa-
das sucesivas, roscas izquierdas o
derechas en el interior de los agu-
jeros.
Normas para la correcta posicin
de las herramientas (Fig. 1).
Clculos para hallar el dimetr<-
exacto de los agujeros.
Advertencias para establecer la
carrera exacta de las herramien-
tas en las roscas pasantes y ciegas.
Eleccin de los movimientos de
trabajo (Fig.
3).
Mtodos para el control
1. Con micrmetros equipados
con cabezas especiales;
2. Con calibres equipados con
cabezas especiales;
3. Con calibradores de varilla
roscados.
*r,/
d)
-l o,
o
i
t''",
1. Posicin, entrada y salida de la herramienta'
2. Eoscado con garganta de salida.
=Tl
+
Medcin con micrmetro y calibre de varilla.
I
\N'
t
Roscados triangulares interiores derecho e izquierdo
l. Finalidad de la operacln
Ejecutar roscados triangtilares interiores, medianle
pasadas sucesivas, prepia preparacin de la mquina, de
Ia pieza y de la herramienta, y la oportuna eleccin de las
maniobras ms convenientes.
2, Equipos
HnnnnvrsNr,qs: De roscar, forjadas (Fig. I v Capitu-
lo IV); herramientas regulables, fijadas en la extremidad
de un portaherramientas con inclinacin de 30'
(Fig.
2);
herramientas con plaquitas de carburos metlicos (Fig. 3).
CoNrnol: Micrmetros v calibres quincuagesimales,
con topes especiales; calitres de varillas roscados y rec-
tificados.
3. Mtodo de trabajo
Nor,r: Tratnclose de roscar piezas relativamente cor.
tas, la retoma del filete se hace invirtiendo el molimien-
to, con ambas medias tuercas siempre conectadas (H.
P.28-T).
l':) folocar la herramienta con la punta cortantc a
la altura del centro, con salida mnima de la herramien-
tr ( largo de la rosca, ms de 5 - l0 mm ).
2e ) Con movimiento manual del carr<. longitudinal,
desplazar la herramienta al fondo del tornill<, o al centro
de la garganta de descarga (Fig. 2), y trazar una lnea
sobre la parte superior de la herramien{.a o del porta-
herramientas.
lr) Calcular el nmero de vueltas ccn velocidad de
aproximadamente los 2/3 de la indicada para el roscaclo
exterior. ( Vase Tabla de velocidades, cap.tulo VI de
El taller de torneado.l
4e) Controlar si el dimctro del aguiero c,orrespondc
r la medida del alesado (prrafo 4 de esta Hoja).
5f) Rozar la superticie del aguiero con la punta de
la herramienta, realizar una pequea pasada,
v f,iiar el
tambor en cero.
r) Invirtiendo el movimiento, retirar la herramienta,
llevarla fuera del agujero, v c<.ntrolar el paso con el
cuentarroscas.
7g) Hacer avarrzar trasversalmente la herramienta, y
efectuar la primera pasada.
8e) Detener el torno oportunamente, para pocler reti-
rar la herramienta al lin de la carrera, e invertir, al
mismo tiempo, el movimiento longitudinal del carro.
9e) Para retirar Ia herramienta en el momenlo exacto,
observar nicamente el trazo realizado sobre la herra-
mienta o sobre el portaherramientas.
l0':) Llevar la herramienta a la iniciacin del roscado,
desplazar ligeramente el carro superior (
0,1 mm, una
vuelta por parte),
i
avanzar para la segunda pasada, Io
mismo que para las sucesivas (Fig.
2, A, detalle).
I I I
) Efectuar las pasadas rec,,,sarias, r, disminuir el
espesor de [a tiruta hrcia el linal del roscado.
4. Clculo del dimetro interior (cle
alesado)
En la H. P. 27 -T se ha visto gue la profundidad
del
filete en el roscad< exterior es de 1,3 x p para las roscas
mtricas, v de 1,28 x p para las roscas Whitworth.
Para el
juego que debe existir entre el vano del filete
del tornillo y el vrtice del filete de la tuerca, en el ros-
caclo interior, estos valores varan como sigue:
-
Para roscas mtricas:
Da:De-1,19Xp;
-
Para roscas Whitworth:
Da:De-l,15Xp;
donde:
Da = dimetro de alesado;
De = dimetro exterior del filete;
p
=
paso del tornillo.
E.lstlpro: Buscar el dimetro de alesado para roscar
un tornillo MA 16, con paso de 2 mm.
Solttcitt: Da = 16
-
O,l9
x 2) -- 13,62 dimetro del
agu.iero alesadt.
Di=16_(1,3x2)=13,40,
del tornillo.
Juego entre el fondo y
dimetro interior del filete
el vrtice:
t).62 13..t() 0.22
:
2
:o,It.
5. Eleccin de los movimientos de trabajo
Por lo que se refiere a los movimientos de trabaio
relativos al mtodo de penetracin radial u oblicua, vcrase
la H. P. 27-T.
Para los movimientos de rotacin de la pieza y el
avance de la herramienta, y tambin para su preparacin,
seguir estas normas:
12e) Si la herramienta est colocada como de coslum-
bre, y se desplaza desde la contrapurxta hacia el mandril,
se eiecuta una rosca derecha (Figs. 1
]'
2, A).
l3e) Si la herramienta se despiaza, en cambio, desde
el mandril hacia la contrapunta, se eiecuta una rosca iz-
quierda (Figs. 2, B, y 3, B).
l4t u herramienta colocada de la parte opuesta (no
invertida), puede ejecutar un tornillo derecho, aun des-
plazndose hacia la contrapunta; pero es necesario inver-
tir el sentido de rotacin de la pieza (Fig. 3, A). Al con-
trario, ccln herramientas en la misma posicin, que se
desplacen hacia el mandril, se eiecuta una rosca izquierda.
Esta disposicin, como la precedente, tiene [a ventaia
de iniciar la operacin en la parte interior de Ia rosca
(del centro de la garganta) cuando el torno est parado,
v de poder detener el torno hacia el final de la pasada,
sin peligro
de tropezar la helramientr contra el fondo
del aguiero.
1-5r
pu.,
facilitar la medicin, cuando el roscado est
precedido de una parte lisa, conviene roscar todo el agu-
jero,
v luego, quitar el filete en la parte que debe quedar
bien lisa.
-
161') El control de las roscas interiores se realiza con
calibres de varilla roscados v con micrmetros provistos
de cabezas especiales (Fig. 4). Aplicando estos topes de
forma especial a los caiibres quincuagesimales,
es posible
leer directamenle sobre el calibre el valor del dimetro
medio.
o
o
UJ
z
E
o
E
a
U'
o
-
o
CL
U'
o
CAPITULOS Y HOJA PILOTO
RELACIONADOS CON ESTA HOJA
Cap. lV . Seleccin de las herramien-
tas-
Cap. Vl: Velocidad de corte.
H. P.27 - T: Medicin de las roscas.
Frmulas
tga:=
P=,,:
s:pXros0
''
Dm X 3-14
./:0,5 Dlal .f
:2.16Xm.
'i
\-
[:-1,
llt
rli
4r pasada
2t pasada
L Rosca cuadrada: Desbaste y acabado.
Es la operacin con la cual, des-
pus de haber colocado en su exac-
ta posicin la mquina, la pieza y
las herramientas, y una vez reali-
zados los movimientos de trabajo
adecuados, se obtienen, con pasa-
das sucesivas, roscas cuadradas y
trapeciales exteriores derechas e
izquierdas.
Forma de las herramientas.
Normas para
mientas en la
colocar las herra-
posicin exacta.
Normas para la variacin del
pesor de las herramientas en
roscas muy inclinadas.
es-
las
Sistemas de control.
2. Desbaste, acabado y control para pasos grandes.
Kfu
,tr++
N
A
q
I
R! o.o
Rosca trapecial: lnclinacin de la herramienta.
l,
t\
!i2
t!
'27/.2,
al
/-\
,.r,)-l
4. Desbaste, acabado y control de roscas trapeeiales.
1. Finalidad de la operacin
Ejecutar roscados exteriores de perfiles cuadrados y
trapeciales con sucesivas pasadas, previa preparacin de
la mquina, de la pieza y de la herramienta, y la oportuna
seleccin de las maniobras, segn el mtodo ms con'
peniente,
2. Equipos
HnnmureNr,rs: Para gargantas planas, de espesor y
ancho adecuados (Fig. 1); de cuchillas derecha e izquierda,
de espesor proporcionado (Figs. 2 y 4); trapecial, de es-
pesor y ngulo correspondientes al sistema
(Fig.
3); a 120",
para chaflanar el filete (Fig. 4).
CoutnoL: Calibre vigesimal; calibres fiios, de las for-
mas y medidas necesarias; micrmetros con lres hilos, v
calibrador de anillo roscado.
3. Medidas y posicin de las herramientas
A.\ Roscado cuadrado
El espesor de la herramienta para desbastar debe ser
de l/Lp-l/lO p, y el largo de la parte c<rtante de la
herramienla, de dos veces la profundidad del lilete, con
una pequea disminucin del espesor hacia dentro (3",
aproximadamente ).
Para e[ acabado, la disminucin del espesor debe ser
minima (30'), y la medida, igual a la mitad del paso,
ms algunas centsimas con relacin al valor de este
ltimo
(Fig.
I).
B) Rctscado trapecial
El anchc del fondo del filete es de 0,31 x p, de modo
que el espesor cle la herramienta recta para desbastar
no debe superar el ancho de 0,3 x p (Fig.
3). EI ngulo
superior del filetc es de 30" para los tolnillos sin fin, y
de 29" para los de paso modular.
El espesor de la punta de Ia herramienta para acabar
es, entonces, cle 0,31 x p, con los cantos ligeramente re-
dondeados. Para trabajar aceros duros, puede ser algo
menor, a fin de poder desplazarlos lateralmenle, v en este
caso se controla el anch<. con el calibrador fijo (Fig.4)-
Para los filetes de grandes dimensiones, sean cuadra-
dos o trapeciales, se acaban los costados uno por vez, con
herramientas de cuchilla con ngulo de desprendimiento,
v de largo apropiado (Figs. 2 v 4).
Si el paso es muy grande con respecto al dimetro,
es necesario que el eje de la herramienta corresponda al
ngulo de inclinacin del filete, para que ambos cortantes
conserven el mismo ngulo de desprendimienlo superior.
Esto se puede obtener afilando la cara de la herramienta
inclinada, o si no, sacndola de una barra de acero redon-
da,
,
colocndola sobre un espesor en forma de V incli-
nada en el ngulo deseado (Fig.
3'.
EI ngulo de inclinacin se obtiene con la frmula
siguiente:
,
lga-t)mX,,,rr
A su vez, el espesor de la herramienta:.s, medido pa-
ralelamente al fito del cortante, deber ser reducido segn
la siguiente frmula:
s:PXr.rsa
4. Altura del filete
En los t<rnillos de rosca cuadrada, la altura es exac-
tamente la mitad del paso (h:0,5 x p), exceptuados los
casos en que razones especiales aconsejen profundidades
mayores o menores que la normal.
Las alturs de las roscas trapeciales (normales,
finas
v gruesas) estn contenidas er Tablas a propsito.
11)
Para estas roscas, Ia aitura:
l,
es de 0,5 x p + a (esta
representa el
iuego
que existe entre la punta del filete
exterior v el londo del filete interior) (H. P.32-T, Fig. 1).
Prcticamenle, e[ valor de a para el tipo normal es
0,25, en los tornillos hasta 100 mm de dimetro, y 0,5, para
los que lienen de ll0 a 300 mm de dimetro.
ErrpLo: La profundidad
del filete de un tornillo tra-
pccial normal de dim. 100 (p
= 12), es:
f = 12 x 0,5 +
0,25 = ,25 mm.
Para los tornillos de rrscas lrapeciales modulares
,las
que engranan con coronas dentadas), la altura del filete
es:
I
:
2,16 x mdulo, que equivale al paso p por el
coeficiente 0,685.
5. Movimientos de trabajo,
y caractersticas de Ia he'
rramienta
Son similares a los casos estudiados para las roscas
triangulares (Hojas Pilotos 28-T y 29-T).
Para el desbaste de los tornillos trapeciales, se puede
usar 1a herramienta invertida, con lo que corresponde
cambiar el sentido de rotacin de la pieza y Ia direccin
de avance de la herramienta.
Si por cualquier motivo no se pudiera hacer la gar'
?anta
de descarga, despus de la primera pasada se prac'
tica, perpendicular al eje del tornillo, un agujero de
dimetro igual a medio p, y se detiene el torno con pre-
caucin, hacia el final de la rosca, para poder retirar la
herramienta con mayor facilidad, y exactamente hacia el
centro del agujero.
. Mtodo de trabajo
A) Tornillos de perfil cuadrado
le) Montar la pieza, y si es necesario, tornear las gar-
gantas de desahogo al principio y al fin del roscado.
2e) Colocar en posicin la herramienta de desbastar
(Fig. 1) de manera que la parte frontal apoye completa-
mente sobre el cilindro para roscar.
l:) eleccionar el nmero de revoluciones, segn el
material, el dimetr< y la velocidad de roscado. (2)
4e) Poner en marcha el torno, rozar el cilindro con la
punta de la herramienta, y fijar el tambor en cero.
5e) Avanzar trasversalmente (0,2-0,6, con relacin a la
robustez de la herramienta), y efectuar Ia primera pasada.
6e) Desplazar ligeramente de costado la herramienta
(0,1), si el espesor de sta es al menos de 3 mm. (Para
espesores menores, la herramienta se dobla.)
le) Efectuar las dems pasadas, hasta obtener el di-
metro interior.
8e) Sustituir la herramienta por la de acabar (Fig. 1),
y repasar el filete, con ligero aumento de velocidad y
buena refrigeracin.
B) Tornillos de perfil trapecial
$e) Proceder como se indica en los puntos 1g a 6g de
esta Hoia.
l0s) Sustituir la herramienta de desbastar por una
trapecial, y servirse de un calibre fijo de 75', para colo-
carla en la posicin exacta (Fig. 3).
11g) Centrar ia herramienta en la garganta rectangular
va ejecutada, y avanzar trasversalmente para las pasadas
sucesivas-
12:) Disminuir la profundidad
de pasada a medida que
ta herramienta quita el material, para obtener una super-
ficie lisa.
13s) Obtenido el dimetro interior y controlado eI lar-
go con el calibrador fijo, sustituir Ia herramienla por una
de 120", para efectuar un pequeo chanfle sobre los vr-
tices de los fileres (Fig.
4).
7. Advertencias
-
Para tornillos de pasos pequeos, se pueden chan-
flear las aristas de l<s filetes con una lima fina.
-
Usando las herramientas de cuchilla (Fig. 2), se
puede terminar el filete con pocas pasadas
laterales, y
obtener superficies lisas. Es necesario, en este caso, con-
trolar el ancho con calibre fijo a propsito (Fig. 2).
-
Si la herramienta es ligeramente ms pequea (pa-
ra roscar acero), se desplaza alternativamente cada pa-
sada. En este caso, se puede usar la herramienta con
desprendimiento superior doble, y se debe controlar la
medida con calibrador fijo (Fig. 4).
(1) Vanse Tablas de roscas, en el primer volumen
de esta Coleccin: Et taller de ajuste, pgs. 300-304.
(2) Vase Tabla de velocidades, en el volumen E/
taller de torneado, pe. 67.
CAPTULOS Y HOJA PILOTO
RF-LACIONADOS CON ESTA HOJA
Cap. IV: E,leccir de las herramien-
tas.
Cap. VI: Velocidad de corte.
,rl. P. i4
.
T: Alesado.
tirrmulas
.[:0,5
p*2a b
l:0,5p
7%
1. Herramienta para el comenzo: Desbaste y acabado.
o
o
l
z
o
J
UJ
E
L
ct)
o
t-
o
CL
U'
-
o
1" pasada
+ 0,1
f
t
l
{
It pasada
-
0,1
2. Herramienta de pasada nica: Ghaflanado del filete.
3. Hosca trapecial: Desbaste y acabado.
Tuerca
l\
Ii paada
r-
;t
Es la operacin con la cual, des-
pus de haber colocado en su exac-
ta posicin la rnquina, la pieza y
Ias herramientas, y una vez reali-
zados los movimientos de trabajo
adecuados, se obtienen, con pasa-
das sucesivas, roscas cuadradas y
trapeciales interiores derechas e
izquierdas.
Forma y medida de las herra-
mientas.
Normas para la exacta colocacin
de las herramientas.
Cmo se emplean las herramien-
tas para desbaste y para acabado.
lmportancia de la medida de ale-
sado y de la profundidad del fi-
lete.
Medicin de las roscas.
f,E
M-
',
tr )
o.zsP
N
4. Desplazarniento lateral de la herramenta,
y medicin'
I
E.T. i
MECANTCo
i
Roscado interior: Perfiles cuadrado y trapecial
L Finalidad de la operacin
Ejecutar roscados interiores de perfiles cuadrados y
trapeciales con pasadas sucesivas, previa preparacin
d.e
la mquina, de la pieza y de la herramienta, y la opor-
tuna seleccin de las maniobras, segn el mtodo ms
conveniente.
2. Equipos
HgnneltlrNts: Para gargantas interiores, del espesor
adecuado; forjada, doblada y afilada a la medida, para
el acabado; varillas de perfiles y medidas convenientes,
sostenidas por portaherramientas, para agujeros pasantes
(figura principal).
CoNrnoL: Calibre vigesimal; calibre fijo; gonimetro;
calibre de varilla roscado y templado.
3. Altura del filete y dimensiones
PsnFtL cu.,rDruDo: Como para el roscado exterior; esto
es: h=0,5x p.
PsnI'rL Tn,lpsctat-:
l,
:
0,5 x p + 2a-b.
En el roscado trapecial normal, el
juego que existe
entre Ia cabeza del filete del tornillo y el fondo del filete
de la tuerca a, y el que existe entre la cabeza de Ia tuerca
y el fondo del filete del tornillo (Fig. 4), se pueden
obtener de la Tabla siguiente:
Dimetro rrornin,l dc [(] r 20 dr. 22 r ll0 de 120 a 300
Valor de 0,25
Valor de 0,75
0,5 o.25
1,s 0,5
Paso de las roscas lrapeciales
22
oo
d.
de l0
a12
r20 150
140 170
l4
20
30 3fl
36
,12
L5 55 65
50 60 rto
u5
110
tB0
200
IB l6 t4 12 l0
Epnpl-o 1r: La altura del filete de una tuerca trape-
cial normal de dimetro nominal d = 0 (paso
= 9 mm),
ser (Fig.
4):
.fi
:
0,5 X9 +2X 0,25-- 0,75
:
4,5+ 0.5- 0,75
:
4,2i.
El dimetro exterior D del tornillo trapecial normal
es siempre igual al dimetro nominal d, MAS dos veces
el valor del juego
; esto es:
D:l*2a.
EEl,rpLo 2:: El dimetro exterior (al fondo del filete)
de una tuerca para tornillo trapecial normal de dim.
i00, es:
D:100+2x0,25:100,5.
Nor: El dimetro interior (agujero
alesado) de una
tuerca trapecial ser igual al dimetro exterior, MENOS
dos veces la altura del filete.
Erupro 3s: Determinar el dimetro interior de una
tuerca trapecial normal de un dimetro nominal de
g0
mm.
Solucin: Dimetro exterior:
D:80+(2X0.25):r]O.s.
Altura del filete:
.
:0,s
x ro +
(2
x 0,25)
-0,75
:
1.7;.
Dimetro interior:
Dr
:
80,5 '(.2
X t,7)
:
Tl.
4. Mtodo de trabajo
A) Tornillos cuadrados
lr') Controlar el dimetro del alesado.
2e) Si el agujero es ciego, ejecutar la garganta
de des-
carga, con longitud no inferior a 4_5 mm.
-
.
3:) Efectuar un ligero desahogo en la entrada del agu-
jero,
de dimetro igual al de la tuerca, D (Fig.
l).
4e) Seleccionar el nmero de revoluciones en relacin
con una velocidad de aproximadamente los 2/3 de la in-
dicada para
el roscado.
5e) Colocar Ia herramienta para
desbastar con la mi-
nima saliente y en perfecta
escuadra (Fig.
2).
6g) Trazar sobre sta la seal de fin de carrera.
7e) Fijar el tambor en cero, iniciar la pasada con la
mxima profundidad trasversal posible y con pequeo
desplazamiento lateral (cerca de 0,1 mm por parte) a
cada pasada (Fig. 2).
8g) Llegada la herramienta al dimetro exterior, sus-
tituirla por la de acabar, y repasar el filete con menor
profundidad
de pasada, y mayor velocidad de corte.
!r) Cuando la herramient^ roza el desahogo de en-
trada, efectuar algunas pasadas de la misma medida final,
para compensar eventuales flexiones de la herramienta, y
alisar bien el fondo del filete.
lOe) Colocar Ia herramienta a 120, y chaflanar ligera-
mente los filetes (Fig. 2).
11",) Controlar con el calibrador de varilla roscado y
templado, ligerarnente aceitado.
Norl: Para roscas cuadradas de relativa importancia,
se puede utilizar una sola herramienta de 0,2 mm ms
angosta, y desplazarla a cada pasada en 0,1 mm (Fig.2).
B\ Tornillos trapeciales
12s) Proceder como sp indica en los puntos 1e a
ge
de
esta Hoja.
13r) Colocar en posicin, con el calibre a propsito
o
con
_el
gonimetro,
la herramienta trapecial (figura prin_
cipal).
14: Desplazando el carrito superior, centrar la punta
de la herramienta en el filete ya desbastado.
"i5g)
Iniciar Ia pasda
de acabaclo clesplazando lateral
y alternativamente la herramienta (fig.
4). Este clespla_
zamiento-debe ser mayor al principio, para reducirl a
cero en las ltimas pasadas,
cuando IJ parte plana de
la herramienta oza la garganta
de entrda (Fig.
4, iz-
quierda).
16e) Controlar como se inclica en el punto llq de es-
ta Hoja.
5. Advertencia
,
El clculo exacto y la perfecta
ejecucin del dimetro
de alesado.y del desahogo practicad
al iniciar el agujero,
pueden
er.itar pasadas
suplementarias y acelerar l'ros-
cado.
r'*-*-*-**--
r
{
I
i
aoPrrulo
y
HoJAS
prI-oros
i
RELACT0NADoS coN ESTA HoJA
!
I
! Cap. VI: Vclocidad de corte.
1 H.
p.
ZS- T, Movimientos de {rabajo.
I
:
H. P. 3l -T: Roscados cuadrado v trapc-
I
Pecial'
i
Frmulas
,pa
i,
'
l! a
:
-
I
Dmxr
,o:
P
|
(os a
I
t___._*:_"_
-2-
o
o
tJ
z
CE
o
F
l
E
CL
o
o
F
o
J
CL
(n
o
\
',."'_5
lpl
t-.-.----__a
Elementos y posicin de la
I I !-",,
E,
herramienta.
Tornillo de tres entradas: Divisin con ruedas.
Es la operacin con la cual, des-
pus de haber colocado en su exac-
ta posicin la mquina,la pieza y
las herrarnientas, y una vez reali-
zados los movirnientos de trabajo
adecuados, se obtienen, con pasa-
das sucesivas y fases distintas, va-
rios filetes sobre el mismo cilin-
dro o en el mismo agujero.
Bsqueda del paso axial para cal-
cular las ruedas.
,rw-
B
.'e:',*
/ /l!
Inclinacin de
el ngulo
".
la herramienta en
2.
Sistemas para obtener la divisin
exacta de las entradas:
1 Con divisin de la primera
rueda motriz;
2. Con pernos equidistantes so-
bre el plato de arrastre;
3. Desplazando el carrito supe-
rior;
4. Empleando el aparato indica-
dor.
rL
B
-l_
I-
Bloque
paralelo
A
Divisin con plato, bloque calibrador y aparato indicador
=tL
I
-:
r-?r
-l
rl
r rl
=lO,LJ.lL
Roscado de tornillos de varias entradas
l. Finalidad de la operacin
Ejecutar roscas de tornillos de varias entradas, previa
preparacin de la mdquina, de la pieza y de las herra'
mientas, repitiendo para cada entrada el ciclo completo
de operaciones.
2. Equipos
Como se indica en la Hoja Piloto 31 - T.
3, Paso real y posicin de la herramienta
En los tornillos de varias entradas, el paso real o
axial es generalmente grande, por 1o cual se deber incli-
nar la herramienta segn el ngulo del filete (Fig. 1).
Este ngulo se obtiene con la siguiente frmula (H.
P. 31 - T):
Lg
(x :
l)aso axial
Dm X 3,14
en la cual, el paso axial es:
Paso normal
0()s d
Es necesario tener en cuenta este paso, para el clculo
de las ruedas para roscar.
EJEMPLO: Buscar eI ngulo de inclinacin del filete
v el paso axial de un tornillo de tres entradas de mdulo
3 (p
= 3,14 x 3 - 9,42 mm).
Paso de la hlice de la rosca: 9,42 x 3 = 28,26.
Sol-t,clN :
21.1.26 28.26
:t.lt x t0 12;.6
que corresponde a un ngulo de 12' 40', cuyo coseno es
igual a 0,97.5.
|rsr rxirl
-
'z81!
:
28.9.
0.975
RespuestcL: Es necesario inclinar la herramienta a
12'40', v encontrar las ruedas de acuerdo con el paso de
28,9 mm.
4. Sistemas para la divisin exacta de los tornillos de
varias entradas
Permiten el desplazamiento de posicin de la pieza
respecto a la posicin de la herramienta, en un espacio
igual a:
360"
. -, 1: ,i11.,r tl'eilt.rtrlas)-
n
Los ms utilizados erl la prctica, son los siguienres:
A) Rotacin de la pieza ntediante la diyisin de la prirue-
ra rueda conductora
Ejemplo para tornillo de tres entradas (Fig. 2):
lr) s coloca, como primera rueda conductora sobre
la lira, una rueda cuyo nmero de dientes sea divisible
por n (Fig. 2).
lr) s marcan con tiza ios dientes de las ruedas co-
rrespondientes a cada divisin (Fig. 2, I, II y III).
Jr) Despus de haber desbastado el primer filete, se
gira el torno a mano hasta que la marca I est alineada
con un vano entre los dientes de la rueda conducida
(Fig. 2, A).
4l) Se baja la lira y se gira el mandril hasta que la
marca II coincida con el vano mencionado (Fig. 2, B).
v) Fijada la lira, se eiecua el desbaste del segundo
filete.
r) Se vuelve a c<locar la marca II en posicin, y se
gira el mandril hasta que la marca III entre en el corres-
pondiente vano (Fig. 2, C).
7'. ) Se desbasta el tercer filete, se cambia la herra-
mienta,
1l
se repite el ciclo para el acabado.
No'rn: Este sistema, aun brindando suficiente preci-
sin, es muy engorroso. Por tal motivo, en los trabajos
de pequea serie se prefieren los mtodos siguientes:
B) Con plato de arrastre de doce agujeros
perfectatnente
concntricos
y eqtLidistantes
Nore: Convendria disponer de un disco o plato de
arrastre con un nmero de agujeros ,7, correspondiente al
nmero de entradas del tornillo que debe ejecutarse. Con
un plato de doce agujeros, se pueden eiecutar tornillos de
Z, i,
q
v
6 entradas, por 1o que para tornillos de cinco
entradas, ser necesario disponer de un disco o plato a
propsito.
8e) Se colocan tres pernos de dimetros exactamente
iguales, en los agujeros 4, B y 12 (Fig. 3, A)'
!r Fijada la brida sobre la pieza, se coloca entre pun-
tas, y se observa que la cola de la brida o perro sea arras-
trada por el perno 4.
10e) Desbastada la
primera entrada, se apoya la cola
de la brida en el perno Ne 8, y luego, en el N': 12, a fin
de cortar las tres entradas.
11e) Se repite el ciclo para el acabado.
C) Desplazantiento del carro sltperior (Fig. 3, B)
12e) Fijar en cero el carro superior, y ejecutar la pri-
mera entrada.
lJr) Desplazar la herramienta con el tambor del car'o
superior en un espacio igual al paso dividido por n.
14e) Ejecutar la segunda entrada; efectuar un nuevo
desplazamiento,
para hacer la tercera entrada,
y repetir
el ciclo para el acabado.
Nora: Para obtener una mayor precisin, se controla
el desplazamiento del carro, y se fiia el comparador sobre
el carro longitudinal (para la medida, utilizar bloques
planos paralelos) (Fig. 3, B).
D) Uso del aparato indicador 1Fig. 3, C)
15'r) Conectar las medias tuercas cuando el aparato
marca el trazo Nr' 4 con el cero de la parte fiia, r eje-
cutar la primera entrada.
le) Detener el torno, y con movimiento manual, hacer
coincidir nueuamente las mismas marcas.
17e) Desconectar las medias tuercas, y girar a mano
hasta que el Ns 8 del aparato corresponda a la seai fija.
18e) En esta posicin, cerrar las medias tuercas sobre
el tornillo patrn,
r
ejecutar la segunda entrada.
19e) Para la tercera entrada, hacer coincidir el Nr 12,
v repetir el ciclo para el acabado.
5. Mtodo de trabajo
l': falcular el ngulo de inclinacin, r, colocar en pcr-
sicin la herramienta para desbastar.
2g) Calcular el paso axial, y las ruedas para colocar
s<bre la lira.
3e) Efectuar la prueba prctica del paso.
tlr)
eleccionar el nmero de vueltas para el roscado.
5e) Montar la pieza, acercar la herramienta, y bloquear
en cero el tambrr del carro trasversal.
$:) Basndose en el sistema de divisin elegido, rea-
lizar los clculos necesarios, y disponer los medios para
efectuar el desplazamiento de las entradas.
7':) Desbastar la primera entrada, y efectuar la divisin.
89) Desbastar de la misma manera todas las entradas.
9':) Cambiar la herramienta por la de acabar, y repe-
tir el ciclo.
10r) Controlar con el calibre vigesimal, el anillo rosca-
do o eI micrmetro de tres alambres, segn la importan-
cia del trabaio.
6. Advertencias
-
Para el roscado de tornillos interiores de r.arias
cntradas, se sigue el mismo mtodo utilizado para roscar
tornillos de una sola entrada.
-
Para la divisin de las entradas se pueden escoger
l<s mtodos indicados, con excepcin del que utiliza el
plato de arrastre con doce agujeros equidistantes.
o
o
t
z
E
o
l-
J
tI
c
o-
U'
o
o
J
CL
tl)
-
o
H,P
H.P
HOJAS PILOTOS RELACIONADAS
CON ESTA HOJA
18 - T: Torneado cnico.
19 - T: Empleo dei aparato copia-
dor.
27 -T: Roscado: Generalidades.
28 - T: M<r,imientos de trabajo.
.11 -T:
Rus(ado intcrior
't.
Roscado exterior con desplazamiento de la contrapunta.
Gua I
****1
aparato copiador.
Es la operacin con la cual, des-
pus de disponer los elementos
necesarios, se eiecutan roscas ex-
teriores e interiores sobre piezas
Iigeramente cnicas.
La rcsca pLlede ser':
1. Triangular Whitworth, corta-
da perpendicularmente a Ia gene-
ratriz del cono (Fig. I
).
2. Triangular Whitworth, corta-
da perpendicularmente al eje del
cono (Sistenra
ASTP, Fig. 2).
3. Redonda, para aisladores
elctricos.
La rosca exterior se realiza des-
plazando la contrapunta (Fig. l),
o empleando el aparato para tor-
near cnico (Fig. 2).
La rosca interior se puede reali-
zar, solamente, empleando dicho
aparato
(Fig.
3).
H.P
H.P
H.P
v
A
H
1
\'.
ful
J
nterior con
Roscado exterior con aparato copiador.
3. Roscado
Roscado cnico exterior e interior
1. Finalidad de la operacin
Ejtt'ttcitin tl rts(ttrlts e-d.teriores e interiores de paso
cottslunlc, sobrc
ric:a.s
ligarurrtente cnicas.
Estos rt.sr:tdrs silrct Jrlrra:rsegurar
uniones de con-
ductor'.s clc gtts, tlc licluicios, ctctera.
2. Tipos de roscas cnicas
AI Pcrlil !riutsttlar con lr bisectriz del ngulo forma-
do por los tlos ilancos dcl lilclc, rturtnal a la generatriz del
cono LlLlc clcbc t.iccttLltt sc.
Conicidacl : l/ t6
--
l' -13' ( rt-scado para gas, cnico).
B) P<:rf it triattt,ttLar con la bisectt'iz del ngulo forma-
<io por los clts 1lincos tlcl [ilete, tortttal al eie del corto
que clebe ciccularse
(
Sistema ASTP Atttericon Standard
7'aper Pipc).
C) Perlil retltttda: R<scaclo cnico, para aisladores
elctricos cle lincr.
Conicidacl : lll-5.
No't.r: Aunquc no sean unilicadas, se pueden labrar
roscas cnicas de pcrfiles cuaclrado
trapecial.
3- Medicin de los rr:scados cnicos
Para el tipo A, que es unil'icado, [a designacin de las
medidas es convencicnal, v representa, aproximadamente,
t:l rlirrmctlo intelior dul eario.
El plano clc rnedida dcl tornillo est situado a cierta
dist.ancia dc lr extremidad cnica menor.
La mcdida del tornilk se efecta en correspondencia
con su extremidad mal,or.
La coniciclad l16" corresponde a 6,25 /o v
al ngulo
.yll: l" 43' (H. P. t8-T).
Para el tipo unificado de perfil redondo, Ia conicidad
es de l/15, que corresponde a 6,67 9/o v al ngulo all: l'54'.
4. Equipos
Hrnn,qNtmxr,ts: I)c rtscar inlerior v exterior, con n-
gulo de 55', o para roscrr con perfil redondo correspon-
diente al paso.
CoNrnol: Calibre rigcsimal; niples roscados; calibre
de varilla roscado l tcmplado, para piezas en serie.
5. Mtodo de trabajo
A) Roscado e.rterior etttre punfus
Nore: La Lronlrapunta va ha sido desplazada, al tor-
rrcarse la pieza cnica. En caso contrario, vanse Hojas
Pilotos 18-T y 19-T.
l'r) Elegir la herramienta
para roscar, conlrolar los
cortantes, y fijarla sobre eI portaherramientas con el ca-
libre a propsito (Fig. 1).
Ll' Qalcular el
juego
de ruedas correspondiente ail paso
que debe eiecutarse.
3l) Seleccionar las ruedas (colocar las mani.ias de la
ca.ia Norton), y elegir la velocidad de roscado.
4r) Controlar prcticamente el paso.
5e) Rozar la punta de la herramienta con la supcrficie
de la parte cnica, y fijar el tambor en cero.
6'r) Establecer la profundidad de la rosca (H. P.27 -T).
7g) Iniciar v terminar la rosca segn las normas del
roscado exterior (Hojas Pilotos 27-T v 28-T).
8':) Controlar el filete con el calibre vigesimal y el
niple tcmplado.
Bl Rosccttl< exterior con aparato copiador
Norl: Se coloca la pieza sobre el torno, v se inclina
el aparato en un ngulo de 1'43'. Si la pieza nt fue tor-
neada anticipadamente, se ejecuta el torneado cnico.
!: Colocar la herramienta normal al eje del cono, me-
diante el calibre fijo (FiC. 2).
10': ) Proceder al roscado como en cl caso precedente.
C\ Roscado inlerior (posible, solamente, utilizando apara-
to copiador)
Nou: Se coloca la pieza sobrc cl manclril del torno,
v se inclina cl aparato en un ngulo cle l'43'. Si la pieza
no hubiere sido torneada anticipadamente, se efecta el
lorncadc r'nir'rl dcl agu
jcr
o.
11',) Elegir v colocar en posicin la hcrramienl.a para
roscar (Fig. 3).
ll'-) Dssplazando el carr'cr longrtudinzrl r rrano, cclocal
la punta de la herramienta al lin de la cartera, \r tra.z.a\'
una marca en la parte superior de dicha herramienta.
I3?) Iniciar y acabar el fileie segn las normas del
rcscado interior (H. P. 30-T).
14v) Controlar la rosca con ei calibre de varilla rosca-
<1o (para
trabajos en serie) o con el tornillo ejecutado
para el acoplamiento (trabai-rs
comunes).
6. Advertencia
El caso ms frecuente de acoplamientos cnicos 1o te-
nemos en las uniones especiales para caerias, que, por
diversas causas, no se pueden roscar con las terraias
comunes.
o
a
t
z
"cE
o
F
J
l
E
o-
U)
o
F
o
EL
tt,
-
o
CAPITULOS Y HOJA PILOTO
RELACIONADOS CON ESTA HOJA
Cao. II )
^
C;p. tii
f
conocimiento de la mquina.
Cap. VI: Velocidad de corte.
H. P.31-T: Roscado de perfil cuadrado.
Frmulas
DH
P1
:
--
10
p
_-z-
PtZ
Espesor de la herramienta:
p
TN
2
1. Forma de la herramienta, y bsqueda del paso ficticio.
2. Movimientos de trabajo.
Colocacin de las herramientas.
Bloqueo de] carro trasversal.
Alimentacin con el carrito supe-
rior.
Movimientos de trabajo.
Mtodos para la
so ficticio y de
bsqueda del pa-
las ruedas.
Forma particular de
de las herramientas.
los flancos
ffi)
\,f*Li
/
N
ri
+t
II
+-;
{'
cti
T
3. Detalles sobre desbaste y acabado.
E. T.
MECNICOS
I
I
I
E
B
I
-
*
l
\r*
Es la operacin con la cual se rea-
liza una ranura en forma de es-
piral plana (de perfil cuadrado),
mediante el movimiento autom-
tico del carro trasversal.
Roscado cuadrado plano
Ligero chaflanado de los filetes.
t. Finalidad de la operacin
Ejecuar una rosca en
lorma
de espiral de Arquimedes
rle
taso
consfante, sobre una superficie plana.
2. Bsqueda de las ruedas para roscar
En general, en los tornos el avance por vuelta del tor-
nillo trasversal es igual a la mitad del avance longitudinal.
(Estc
valor estit indicado en la Tabla dc k.s avances colo-
cacla sobre el cabezrl del tolno.)
En ausencia de datos scguros, o en caso de cualquier
ducla, sc cr..locan dos rueclas dcl mismo nmero de dientes
(Fig.2, A-B), montadas, rcspectivamente, sobre el prime-
rc
y el irltimo cies de la lira,
-
se enlazan con adecuadas
ruedas inter-medias, a fin de establecer una relacin I : I
entre el eje conductor y el conducid<.
Luego de esto, sc proce der cle la siguiente mrncra:
l'r) Disponcr las mani.jzrs para la rctacin de Ia barra
dc avance (excluido el tornillo patrn) y
las del avance
t.rasversal.
2e) Tornear una rodaja de trente v en su dimetro, v
disponer, tangente a [a circunferencia exterior de dicha
rodaia, un bloquccito plano, fiiado sobre el portaherra-
mienlas, previo aiuste dc los
.jucg<-rs
(Fig. 1).
.3r')
Marcar sobre el disco una seal con tiza, para
contar las vueltas.
:l':
) Hacer girar la piez.a diez vueltas, de manera que
cl bloquecilo se desplace hacia el centro.
5r') Medir la distancia FI (Fig. 1).
El paso
{iclicio del t<rnillc
'l-rasversal
ser igual a:
l,
-
l' l.l
rlfiu. tr.
t0
No'r.,r: El paso
licticio del tornilto es el obtenido te-
niendo en cuenta los dirersos elementos de la cadena ci-
nemtica de las ruedas.
,Este
paso se sustituye al del
tornillo patrn, por el clulo dc las ruedas paiu .os.ur.
E.rn,r,lpr.o: Para labrar una rosca plana del paso de
8 mm sobre un to].no cuyo paso ficticio es de ,4, se
lcndr:
f|
,[0
csto es,
-50 dientes para el mandril v 40 para el tornillo
patrn.
3. Equipos
Hr:rn,rurpurrrs: Para desbaste frontal, como para tor_
nillos de perfil cuadraclo, ligeramente ms estrcho que
la mitad del paso (Fig. 3), y con desprendimiento lateral
en un ngulo proporcionado al radio mnimo de la espiral
lFig. l, A); para acabar, de la medida PlZ+ ttt, donde n
es el aumento centesimal proporcionado a la dimensin
del filete, para el .iuego necesari<.r.
CoNrnor": Calibre vigcsimal v calibradores fijos.
4. Mtodo de trabajo
6"-) Calcuiar las rueclas, colocarlas, y probar prctica-
mente el paso.
7':) Asegurarse de que la herramienta para desbastar'
tenga las dimensiones, la forma v cl desprendimiento la-
teral apropiados
(Fig.
l).
"-) Qolocar en posicin Ia herramienta perpendicular
la cara que se ha de trabaiar.
9"-) Seleccionar el nmero de vueltas en relacin al
material
-v."
al ciimetro mximo del disco que se estuviL-re
roscando.
10e) Rozar la parte plana con la punta de la herramien-
ta, fijar en cero el tambor del carro superior, y bloquear
el carro longitudinal.
El retiro de la herramielTF ji
el desplazamiento para
las pasadas sucesivas se efectan a mano, con el carro
superior (Fie. 2, posicin 2-4).
lle) Conectar la palanca del carro trasversal para el
movimiento automtico (Fie.2, posicin 1-3).
12t) Iniciar el roscado plano operando desde dentro
hacia fuera.
13':) Procede con pasadas pequerias, hasla una prr>
fundidad igual a P/2, con abundanle refrigeracin.
14v) Cambiar Ia herramienta por la de acabar, y au-
mentar ligcramente la velocidad (Fig.
3).
l5r') Proceder como arriba, hasta llegar al fondo del
filete.
l6e) Al llegar a este punto, disminuir la velocidad y
la profundidad
de pasada, para
obtener una superficie tan
lisa como sea posible.
17e) Controlar, con calibres fijos, el ancho y la pro-
fundidad del filete.
Norn: Si la rosca para labrar estuviese (lestinada
a
reconstruir un plato autocentrante, se controiara la rosca
con las mordazas.
5. Advertencias
-
La posicin
de la herramienta (l< ms rgida posi-
ble) y el regislro de Ios carros (para
evitar vibraciones
y la clavada de la herramienta), requiere especial atencin
en este tipo de rosca.
-
Finalizada la rosca, ejecutar un pequeo chanfle
sobre las aristas de los filetes"
ta-
=
P
50 t0 ft0
61. 6.4
o
o
r
z
o
t-
l
E
EL
()
o
o
EL
ct)
o
CAPTULOS Y HOJAS PILOTOS
RELACIONADOS CON ESTA HOJA
Montaje de las herramien-
tas.
Velocidad de corte.
Empleo del gonimetro.
Gargantas de descarga.
Torneado de chanfles.
;-,
I
*-
ir_
tw
,,4Y4
cap.
Cap. VI
Cap. X
H. P. B.T
H. P. 9-T
il
l,
-4-
il
---4t'
4t
--1-?-" -.-v-'
1. Fosicin de los moleteadores simples y dobles.
Es la operacin con la cual se ob-
tienen estras regulares: paralelas
rectas, oblicuas o cruzadas, sobre
piezas cilndricas exteriores, sin
separacin de viruta. (Resulta
una deformacin plstica del ma-
terial.)
Tipos de portamoletas:
l. Simples (Fig. 1);
2. Dobles articuladas (Fig. l);
3. Mltiples, con
juego
de tres
moletas;
4. Especiales
(Fig.
4).
Tipos de moletas:
1. De dientes paralelos al eje;
2. De dientes oblicuos al eje;
3. Perfilados (cncavos y con-
vexos
).
El moleteado puede ser:
4. Moleteado de piezas pequeas.
E.T.
!
MECANIGCI
[
Moleteado
l. Finalidad de la operacin
Obtetter estrias regrtlares 1-
unilattrlas (par:rlelas r'
cruzaclas) sobre supeflicies cilndricas,
para
fttcililur
lu
uccitt de aferrarlas ctn las tnonos.
2. Tipos y pasos unificados para el moleteado
El moleteado puede ser de tres tipos diferentes, a
srber:
Paralelo; esto es, con dientes paralelos al e.ie, y con
pasos de 0,5; 0,8; 1, v 1,5 mm (Fig. 3).
Oblictto; es decir, con dientes simples formando ngu-
lo (clerecho e izquierdo) con el eje de la pieza.
Cntzado, con dientes inclinados de un mismo n-
gulo en ambos sentidos,
y
con pasos de 0,5;0,8; l, y 1,5 mm
( Fig. 3).
Por paso (P) ciel moleteado se entiende la distancia
entrc dos dicntes succsiv<-rs mediclos t:n scntido perpendicu-
lar a la dieccitin clel trzo (Fie.3).
La cleccin del paso se hacc en relacin con el di-
metr<. cle la picza, con critcrio csttico, v segn su utilidad
prctica.
La profundidad de los dientes depende del paso,
v se
controla a ojo. Adems, se procurar que los dientes re-
sulten agudos v regulares.
El dimetro de Ia pieza debe ser ligeramentc ms pe-
queo (0,2-0,4 mm) que la medida final, a causa del
abultamient< quc sufre el material, durante la operacin
de moletcaclo.
3. Equipos
PonrAror-rit.rs sI\tpt.L,: Para moleteados paralelos, clbli-
cuos v de lolmas especiales (Fig. 1, arriba).
PoRt,{i\tot,tsr',\s DoBI-lt
y
AR'ttcLLll)o: Para moleleados cru-
zaclos (Fig. l, abaio).
Ponrluomus EseECIALEs: Para piezas c1e pequeo di-
metro (Fig. 4).
Mot.nrrs DEirAr)AS: De I tipo v el pasr
adectradrs al
lraba
io.
4. Mtodo de trabajo
l:) C<-ltcar el mrleleador sobre el portaherramientas
con cl eie inclinado dc 2 a 3", como en la figura 1, para
obtener lr penetlacin debida, sin aumentar excesivamente
la presin (ista sera pcrjudicial, si la moleta se orientara
ull cl senlido r'unlrario).
2r) Seleccionar la r,elocidad relativamente baja, de 8
r 12 m/min.
3'r) Llcvar e[ molcteador aI comienzo de la pieza, de
manera que las moletas apoyen 2-3 mm (Fig. 2).
4e) Poncr en marcha el torno, y empujar con fuerza
el moleteador con el carro trasversal, de manera que sobre
la pieza aparezcan los dientes bien aguzados. (Presionan-
do gradualmente, se corre el riesgo de sobreponer los
dientes. )
5s) Conectar el movimiento automtico del carro lon-
gitudinal, con avance de 0,2 a 0,5 por vuelta.
6': ) Lubricar con aceite comn de corte, o con aceite
cmulsionable.
Nor,r: Para rbtener un buen moleteado, sin rebabas
(pequeas virutas encastradas), es necesario ejecutar la
operacin en una sola pasada.
5. Advertencias
-
Siendo el moleteado una operacin obtenida con
gran presin, se ejecutar antes que cualquier otra, para
evitar deformaciones en las paredes finas de las piezas.
'-
Para piezas de dimetros pequeo y mediano, sc
usan portaherramientas especiales equilibrados con mo-
letas contrapesadas, que operan sin provocar distr-rsiones
en la pieza (Fie. 4, A- B).
-
Otros tipos de moleteados unificados se pueden eie-
cutar sobre piezas de diversas formas (cncavas
v conve-
xas); especialmente, sobre metales blandos (bronce, latn,
cobre, etctera).
-
Para eiecutar un buen trabajo de moleteado, es
nccesario que la torrecilla y el moleteador estn bien fijos.
-
En ambos extremos de las partes moleteadas se
ejecutan siempre unos chanfles de profundidad
aproxima-
tla a la del moleteado.
-
Esta operacin no se puede rcalizar sobrc mal.eria-
les duros.
o
o
tJ
z
CE
o
F
.rJ
c,
L
q)
o
F
o
CL
U)
o
I
I
t
i
I
Es la operacin con la cual se per-
fecciona el acabado de las super-
ficies torneadas (cilndricas
o per-
filadas exteriores e interiores),
mediante el ernpleo de herramien-
tas manuales apropiadas.
Empleo de limas especiales para
torno.
Empleo de telas abrasivas.
Pulidor de
f undicin_
Empleo de lapeadores de forma
apropiada, para superficies exte-
riores e interiores.
3. Distintos tipos de lapeadores.
Crno se cuida Ia seguridad del
operario.
Cobre
I
@
B
Cmo se previene el desgaste
maturo de la bancada.
Lapeador
4. Lapeado interior con bujes de expansin.
E. T.
MECANICOS
Terminacin a mano de superficies ctlndrics y perfiladas
pre-
cap.
cap.
cap.
cap.
CAPITULOS RELACIONADOS
CON ESTA HOJ.A,
VI: Velocidad de corte.
VIII: Montaje de las piezas.
IX: Normas de seguridad.
X: Mediciones v controles
d
,,1i
'1. Gmo se empua la lima en el torno.
2. Acabado con tela abrasiva.
l, Finalidad de la operacin
Perfeccionar la
forma
y la rugosidad de las superlicies
planas, perfiladas o cilndricas (interiores y exteriores),
f)reviamente
trabajadas con la herrominta.
2. Equipos
Limas especiales para torno, de forma y corte ade-
cuados al trabajo; abrasivos en polvo hmedos (pastas
abrasivas) o encolados en tela (tela de esmeril); pulidor
simple de bisagra; lapeadores para cilindros y para agu-
ieros.
3. Mtodo de trabaJo
A) Con lima
Nou: Generalmente, el limado en el torno hace peli-
grar la precisin de la pieza; y por esta razn, es necesa-
rio reducirlo al mnimo posible.
1g) Elegir una lima con corte medio fino y de dientes
adecuados'para trabajos en el torno. (Es peligroso uti-
lizar limas comunes de ajuste.)
2g) Poner en marcha el torno con una velocidad apro-
ximadamente igual a la de acabado con herramienta.
Jr) Colocar debajo de \a pieza por limar ,rn hou d"
papel, a fin de evitar que las limaduras se depositen sobre
la bancada del torno.
4s) Empuar el mango de la lima con la mano izquier-
da, si es posible, para evitar el contacto del antebrazo
con el mandril del torno en rotacin. No pudiendo adop-
tar esta posicin (Fig.
1, A), levantar hasta eI codo la man-
ga de la prenda gue se estuviere usando.
t) Empujar la Iima en sentido normal al eje de rota-
cin, con leve desplazamiento lateral a cada pasada, y
volverla atrs sin presin.
6e) Extender el limado sobre toda la superficie, hasta
obtener el electo deseado.
B) Con tela o papel de esmeril
Norrr: El us< de estos elementos de trabajo, que sir-
ven para obtener superficies pulidas, pero sin exigencias
de precisin, debe ser reservado para casos especiales.
7g) Envolver una tira de tela de esmeril alrededor de
una lima de forma adecuada (Fig. 2, A).
Be) Aumentar el nmero de vueltas al mximo posible,
de acuerdo con el dimetro de Ia pieza.
:) Empuar Ia lima con la tela (Fig.2, B), y hacerla
correr sobre la pieza, como se indica arriba.
l0r) Durante la carrera hacia delante, desplazar la li-
ma alternativamente hacia los lados.
11s) Si es necesario cambiar la tira de tela de esmeril,
hacerlo con una de grado ms fino.
12e) Se obtiene un acabado ptimo esparciendo aceite
sobre la tela en las ltimas pasadas, y tambin oprimiendo
entre los dedos el papel abrasivo, y haciendo presin sobre
la picza.
C) Con pohtos abrasitos
13'r) Preparar el pulidor (Fig. 2, C) (forrado con una
tira de cuero, que hace de bisagra) con una capa de polvo
abrasiro adecuado.
14'r) Para piezas cilndricas, hacer correr el pulidor
sobre la pieza, con presin graduada convenienlemente.
D) l,apeado
Con esta operacin se obtienen superficies de alto gra-
do de precisin geomtrica, y de superficies lisas. Se ope-
ra con lapeadores de fundicin o de cobre, conformados
adecuadamente, segn se trate de ejes o de agu.ieros
(Figs. 3 y 4).
-
Para ejes:
l':) Esparcir pasta abrasiva del grado apropiado en
el interior del buie provisto de corte longitudinal.
16e) Introducir el eje, y apretar ligeramente el tornillo
de registro.
17e) Poner en rotacin la pieza, y hacer correr hacia
delante y atrs el lapeador.
18':) Mantener constantemente hmeda (con aceite) la
superficie que se trabaja.
19e) Toda vez que fuere necesario, renovar la carga de
abrasivo, hasta terminar el trabajo.
-
Para agujeros: Se usan bujes expansibles monta-
dos sobre mandriles ligeramente cnicos, a fin de asegu-
rar un registro gradual, que puede efectuarse con ligeros
golpes sobre la extremidad del mismo buje (Fig.4, A),
l,'
tambin accionando anillos roscados (Fig. 4, B).
lQr) Esparcir polvo abrasivo sobre la superficie erte-
rior del buje, y operar como se indica en los puntos 16,r
a 199 de esta Hoja.
4. Adrerencias
-
No se mantenga la lima o la tela abrasiva detenida
contra la pieza en rotacin, para no daar la lima en la
parte utilizada, y evitar la acumulacin de viruta.
-
Para el pulido de agujeros con telas abrasivas, se
puede utilizar una varita cilndrica de madera, de medidas
apropiadas. En la superficie de sta se hace un corte
longitudinal, se introduce en l una extremidad de la tira
de tela abrasiva, y se enrolla sta Ia varita.
o
o
lJ
z
CE
o
F
J
l
E
o-
a
o
o
J
CL
a
o
CAPTULOS Y TIOJAS PILOTOS
RELACIONADOS CON ESTA HOJA
Cap. IV:
Cap. VI:
Cap. VII:
H. P. 8-T:
H. P. 17-T:
Afilado de las herramientas.
Velocidad de corte.
Formacin de Ia viruta.
Gargantas radiales.
Ranuras frontales.
1. Corte frontal con dos herramientas.
2. Elaboracin en serie, con herramientas mltiples.
3. Empleo del aparato destalonador.
1. flerramientas mltiples
Se trata de operaciones comu-
nes, qLle se pueden realizar con
medios ordinarios; pero, para pie-
zas en serie, con el fin de aunteN-
TAR LA PRODUCTIVIDAD y asegurar
la rNrpRcaMBrABrLrDAD, se ejecu-
tan con herramientas mltiples.
2. Aparato destalonador
Es el aparato con el cual se eje-
cuta, sobre un torno paralelo co-
mn, la rebaja espiral que forma
el ngulo de incidencia en las he-
rramientas de perfil constante
(fresas y creadores).
Es indispensable disponer de un
torno robusto, y de una excntri-
ca de dientes mltiples (en nme-
ro igual a los dientes de la fresa
que se debe destalonar).
Posicin correcta de las herra-
mientas en ambos casos, y respec-
tivo Mtodo de trabaio.
r
,,& r,
Olo: oioi oO
Aplicaciones especiales:
Herramientas mltiples y aparato destalonador
tr
o
'-
P
'o)
o
x
ul
1. Finatidad de la operacin
Aumentar la produccin y la intercambiabilidad en la
elaboracin de grandes series de piezas comunes, y elten'
der las posibilidades de trabaio en el torno paralelo y en
la ejecucin de operaciones especiales con distintos apa'
ratos.
2. Equipos
Dependen de la ndole de la operacin, y de la aplica-
cin que de ellos se haga. Por eiemplo:
A) Torrecilla doble, para cortes
frontales
y profun'
/os (Fig. 1);
B) Soporte posteror con herramientos mltiples
( Fig. 2);
C) Aparato para destafonar
fresas.
Hay, adems, otras operaciones, mencionadas en las
Ho.jas Pilotos que siguen.
3. Mtodo de trabajo
A\ Corte-s
lrontales
La Hoja Piloto 17-T trata del corte de gargantas fron-
tales. Aqu se estudia el mtodo para efectuar cortes aun
profundos (siempre difciles), sin riesgos para la herra-
mienta.
l"-) Aplicar la segunda torrecilla sobre la parte poste-
rior del carro trasversal.
2r) Fijar las heramientas de cortar con los filos prin-
cipaies ligeramente inclinados (uno a la derecha, y otro
a la izquierda), montado uno en posicin normal, y el
otro invertido (Fig. 1, A-B).
Jr) f,olocar las dos herramientas en correspondencia
con el dimetro que se debe cortar. (Como
se observa
en Ia figura 1, una herramienta corta la cara interior, y
la otra, Ia exterior.)
4e) Poner en marcha el torno, y conectar el avance del
carro longitudinal. (La refrigeracin debe ser abundante.)
Nores.
-
La forma particular de las herramientas y
su posicin, permiten
trabajar con la mxima seguridad.
-
Con este sistema se tiene la ventaja de recuperar
el ncleo central de Ia pieza.
B) Soporte crn herramientas mltiples
_.e)-
Colocar la pieza con pestaa de referencia longi-
tudinal.
$r) Qolocar sobre la torrecilla anterior las herramien-
tas para la elaboracin longitudinal (cilindrar, roscar, et-
ctera), e indicar sobre el tambor trasversal graduado las
respectivas
posiciones. (Para las carreras longitudinales,
servirse de topes automticos adecuados.)
/:) Colocar invertidas sobre la torrecilla posterior, en
la exacta posicin radial y longitudinal, las herramientas
de forma apropiada que trabajan con movimiento tras-
versal (Fig. 2).
8e) Para la posicin longitudinal, servirse de un tope,
que podra corresponder al de la ltima operacin efec-
tuada con las herramientas anteriores.
9e) E.iecutar las operaciones simultneas con las he-
rramientas del soporte auxiliar y del aYance trasversal.
lSr) Ejecutar la primera pieza; controlar con atencin
las medidas; correglr eventualmente la posicin de las
herramientas; cambiar \a pieza, y repetir eI ciclo.
Norl: Para acelerar la colocacin aproximada de las
herramientas, es muy'conveniente disponer de una pieza
patrn montada sobre el torno.
Cl Aparato para destalonar
fresas
Nors.
-
Para el uso correcto de este aparato, es in-
dispensable disponer de un torno robusto, y de una excn-
trica de dientes mltiples (en nmero igual a los dientes
de la fresa que se debe destalonar) (Fresa modelo, Fig. 3).
-
La excntrica, fuertemente bloqueada sobre el mis-
mo eje al cual se fija la fresa que debe destalonarse, ten-
dr los dientes en sentido inverso; y esto, porque, mien-
tras la varilla b de sta comandada se atrasa, la a, mo-
vindose hacia la fresa por medio de la palanca central,
realiza el destalonado de los dientes.
-
El volante V, con tambor graduado, sirve para
regular la pasada.
11e) Bloquear el aparato sobre el carro superior, en
posicin de perpendicularidad perfecta.
12:) Sincronizar la posicin angular de Ia fresa (sobre
la cual se han ejecutado los cortes de los dintes respec-
tivos) y de la.excntrica, en relacin con el trabajo de Ia
herramienta destalonadora.
13e) Disponer la velocidad de rotacin ms lenta po-
sible.
14e) Poner en marcha el torno, y bloquear el tambor
del volantito V apenas la herramienta roza los dientes de
la fresa.
159) Regular el avance radial, y operar con el volantito
y
hasta llegar a la profundidad
e, correspondiente al valor
del destalonado (Fig.
3).
.169)
Efectuar algunas vueltas con poco avance y lubri-
cacin conveniente, para obtener los dientes bien lisos.
o
o
lJ
z
E
o
F
J
l
CE,
4
)
o
F
o
CL
o
o
9
Ejemplo de torneado longtudinal.
E. T.
MECNrCO
\--_'
t-
Aplicaciones especiales: Copiado hidrulieo
CAPTULOS RELACIONADOS
CON ESTA HOJA
Cap. IV: Afilado de las herramientas.
Cap. VI: Velocidad de corte.
Cap. VIII : Montaie de las piezas.
L Esquema de un copiador hidrulico.
Represent. rebatida ,
EI copiador hidrulico
es un apa-
rato que permite reproducir
exac-
tamente en el torno una pieza pa-
trn o una plantilla,
en los traba_
jos
en serie, y aumenta enorme-
mente la productividad.
Se compone
de los siguientes
ele_
mentos:
l. Dispositivo
hidrulico;
2. Grupo reproductor;
3. Equipo portapiezas patrones.
',
l
EI
fl
lft-*i-
i
Ei
8i
:\ !
Posic. posterior
ft.
d T's
J,
Posic. fronta
2. Distntas posiciones del aparato.
w
\q*
\\\
-\\
lB
.-
.w
i\H
I
-
*
o-tt,
.or';i--l'{'
ryry
'rigffir"ru
Posic. anterior
Su posicin
en el
del trabajo que
(Figs.2,3ya).
torno depende
debe realizar
La profundidad
de pasada no se
regula con_]a manija de los carros,
sino con el volantito V, que posee
el.carrito
del aparato
'(Fis.
3
v
4).
4. Eiemplo de torneado frontal.
1. Finalidad de la oPeracln
Imprimir a la herramienta un movimiento
que la
manteiga constantemente sobre la trayectoria
paralela a
la genelafriz de una piery patrn, para tornear con
faci-
tidad y precisn
Piezas
en serie-
2. Elementos componentes del copiador hidrulico
1:) Dispositivo hidrulico, compuesto esencialmente de
recipiente de aceite, filtro, bomba,. motor, vlvula de li-
mitcin de presin, vlvula de descarga, manmetro, et-
ctera.
2e) Grupo reproductor, que se fija sobre eI carro tras-
versal en iversas posiciones, con palpador y torrecilla
portaherramientas unida al dispositivo hidrulico por dos
caos, para el flujo y la descarga del aceite.
le) Portamodelos con registros micromtricos longitu-
dinal y trasversal.
3. Montaje del aparato en eI torno
EI coniunto reproductor se sujeta con tornillos a las
guas del carro trasversal. Dos mnsulas fijadas en la
parte posterior de la bancada sostienen un travesao que
puede registrarse longitudinalmente. Dicho travesao sos-
tiene dos puntas, sobre las cuales va montada la pieza
patrn. Una de ellas es registrable micromtricamente
en el sentido trasversal, para la regulacin del paralelismo.
As se pueden relacionar entre s la plantilla y la pieza
para tornear.
La herramienta debe ser afilada con enlace igual al
del palpador, y colocada en posicin exacta.
Antes de usar el aparato, es necesario lubricar todas
Ias partes mviles v las superficies que no forman parte
del dispositivo hidrulico.
4. Funcionamiento
El movimiento longitudinal de la herramienta est de-
terminado por el movimiento del carro. El trasversal, en
cambio, depende del perfil de la pieza patrn, copiado por
el palpador del aparato.
La caracteristica principal del copiador es el sistema
de servocomando hidrulico, con el cual, mediante una
ligera presin del palpador, se obtiene una rigida posicin
del carro portaherramientas.
Mientras el carro longitudinal se desplaza automtica-
mente a lo largo de las guas, y el palpador sigue el perfil
de la pieza, se pueden presentar tres casos, a saber:
lt) El perfil de la pieza patrn es paralelo a las guas.
La herramienta no se desplaza en sentido radial (Fie.3).
2e) El perfil de la pieza patrn es inclinado o curl)o.
La herramienta se desplaza en sentido radial, y la combi-
nacin de este movimiento con e! longitudinal determina
el perfil exacto.
3e) El perfit. de la pieza patrn presenta una pared
de 90'. La'heiramienta ie desplaza trasversalmente hacia
atrs,
par:a compensar el avance del carro y producir el
ngulo recto.
Nore: Se pueden ejecutar, tambin, trabajos de re-
produccin en sentido trasversal disponiendo la pieza pa-
irn v el aparato como puede 'erse en Ia figura
-
4, v
efectundo
"l
aran""
principal con el carro trasversal'
5. Ventajas del copiador hidrulico
-
Automaticidad del ciclo de elaboracin.
-
Reproduccin exacta de la pieza patrn.
-
Reduccin de costos, por el menor tiempo empleado
en el trabajo.
-
Reduccin del desqarte de trabaios.
6. Mtodo de trabaio
lr) Preparar aparte la pieza patrn o la plantilla, que
deben tener ambas extremidades algo tns largas, para fa-
cilitar el apoyo del Palpador.
2v) Bloquear la peza patrn (o plantilla) sobre los
soportes
(puntas o mordazas) puestos en posicin en sen-
tido longitudinal
(posicin aproximada).
lv) Iniciar el torneado de prueba, para registrar con
precisin el paralelismo de Ia plantilla. Con tal fin, accio-
nar el tornillo micromtrico trasversal, y procurar que las
diferencias de dimetros sobre las extremidades sean
iguales a las del modelo.
4e) Registrar exactamente el sentido longitudinal del
portador de la pieza patrn, mediante el tornillo micro-
mtrico. (Vase prrafo 3.)
5e) Regular las progresivas pasadas de profundidad
mediante el volantito V (Figs. 3 y 4).
6e) Tornear la pieza hasta las dimensiones finales
(p:cticamente, basta controlar un solo dimetro de la
pieza), y fijar en cero el tambor del volahtito I/, para las
piezas sucesivas.
7e) Durante el trabajo, controlar de vez en cuando una
pieza, para asegurarse de que la precisin sea invariable.
7, Advertencias
-
Para asegurar una buena precisin, controlar a me-
nudo el registro del travesao.
-
Cada mil horas de funcionamiento, cambiar el acei-
te del dispositivo hidrulico.
-
Observar las normas del fabricante del aparato hi-
drulico, para la puesta a punto y para eI funcionamiento.
tl
E
o
tr
0c
o.
a
a-
q)
o
CAPiTULOS REI-ACIONADOS
CON ESTA HOJA
Cap. IV: Preparacin cle la plaqueta
Cap. VI: Vclociclad cle cortc.
Frmula
n
l :
-
I
'
[)mXr
f. Esquema del aparato para roscar "Filematic".
L mx. : 50
<.
ll
--t*
--
J rt
'l
l'
n_
W+l
2. Hoscado exterior e interior con "Filematic"
3. Aparato con herramientas giratorias "Filerapid".
E. T.
MECNICOS
Aplicaciones especiales: Aparatos roscadores
(Filematic y FileraPid)
l-os aparatos roscadores perrniten
ejecutar con altas velocidades, so-
bre el torno, el roscado en ciclo
completamente automtico, con
notable aumento de la producti-
vidad, y en beneficio de la calidad
del acabado.
Se emplean en ellos, nicamente,
herramientas de metal duro, que
deben ser afiladas con gran preci-
sin y el mayor cuidado.
Se mencionan tan slo dos tipos,
a saber:
1. Filematic, que puede realizar
roscas cilndricas y cnicas, inte-
riores y exteriores, izquierdas y
derechas, de un largo mximo de
100 mm;
2. Filerapid,
eue,
en las distin-
tas medidas en que se fabrica,
puede ejecutar filetes de paso
muy amplio y de longitud ilimi-
tada.
@
40t
l. Finalidad de la operacin
Traslormar el torno en una mdquina roscadora rpida,
y utilizar sus mecanismos de roscado para producir con
gran celeridad roscas pulidas, y tan precisas como sea
necesario.
'
Nou: Existen varios tipos de aparatos roscadores pa-
ra aplicar en el torno. Mencionaremos slo dos tipos de
caractersticas diferentes; esto es:
A) Filematic, que puede efectuar roscas cilndricas y
cnicas interiores y exteriores, izquierdas y derechas, has-
ta una longitud de 100 mm;
B) Filerapid, que puede efectuar roscados exteriores
de cualquier tipo (con exclusin de los cuadrados), y de
una longitud mxima igual a la del tcrno en que fue
montado.
A) FILEMATIC
2. Elementos principales (Fig. I y Fig. principal)
l:) Qomunicacin del movimiento mediante la caja
Norton, con engranajes, y junta cardnica telescpica para
el comando de la excntrica;
2g) Base fija, que puede desplazarse para roscas c-
nicas;
3e) Carrito longitudinal, que se traslada de acuerdo
con el paso de la rosca;
4e) Cariito trasversal, que lleva la herramienta rosca-
dora, la desplaza por atrs en la carrera de vuelta, y la
coloca en su posicin al comienzo de la carrera siguiente,
con un ligero avance de pasada;
r) Excntrica de dos guas, una de las cuales comanda
al carrito longitudinal, v Ia otra, al trasversal, en sus res-
pectivas funciones;
6e) Elementos auxiliares (resortes, paiancas, topes, et-
ctera), para el rpido retorno del carrito longitudinai, y
para la alimentacin automtica del avance en cada pa-
sada, hasta llegar a la altura exacta del filete;
7': ) Base y tapa que encierran todos los mecanismos
del aparato.
Nores.
-
El avance de pasada del carrito trasversal del
aprato se obtiene automticamente, durante la carrera
de retroceso del carro longitudinal.
-
Alcanzada la profundidad
establecida (altura del fi-
lete), un mecanismo oportuno impide a la herramienta
avatl.zar ms all de la medida esiab-}eeida.
3. Ventajas
-
Elevada velocidad de corte, que puede
obtenerse
sin invertir el movimiento del mandril a cada pasada.
-
Mnimos tiempos muertos, en la repeticin de pie-
zas iguales.
-
Acabado de los filetes con ptimo pulimento.
-
Garganta de descarga de ancho mnimo, y aun nula.
4. Mtodo de trabajo
1g) Quitar el carro superior, y colocar el aparato ros-
cador,
2e) Calcular las ruedas de Ia caja Norton en relacin
con el paso que debe roscarse.
3e) Montar el mecanismo de trasmisin sobre la ex-
tremidad derecha del tornillo patrn, y colocar la junta
cardnica.
4e) Colocar sobre el torno la pieza que debe roscarse.
:) Qolocar la herramienta sobre la torrecilla.
6t) Regular la carrera en el sentido del ancht.
-
7g) Regular el tambor del aparato a Ia profundidad
de
la rosca, cuando la punta de la herramient roza Ia pieza.
te) Disponer la profundidad
de pasada,
mediante el
volantito a propsito.
pr)
Poner en marcha el torno, y ejecutar el filete au-
tomticamente.
10e; 1 iru. las piezas sucesivas, colocarlas a la misma
distancia, y repetir el ciclo (Fig. 2).
Nore: Cuando Ia herramienta ha llegado a la profun_
didad exacta, se retira automticamente, y la rosc queda
terminada.
B) FILERAPID
2. Elementos principales (Fig. 3)'
le) Motor reductor, que limita las vueltas del mandril
a 3-4 por minuto;
)t) Cabeza roscadora y cuchillas girables, con motor
elctrico y escuadra de apoyo;
3e) Discos portaherramientas intercambiables, para los
diversos dimetros de los tornillos que deben ejecutarse;
4e) Luneta doble, para el roscado de piezas demasiado
largas;
e) Herramientas de carburos metlicos, de varias
formas y dimensiones.
3. Funcionamiento
Un motor elctrico, por medio de una trasmisin de
correas trapeciales, hace girar velozmente un disco donde
van montadas radialmente las herramientas de carburos
metIicos, afiladas en relacin con el tornillo que debe
ejecutarse (triangular o trapecial).
El cilindro para roscar se introduce en el agujero del
disco, y luego se fija sobre el mandril autocentrante y la
contrapunta,
Las herramientas son colocadas a casi dos milmetros
del dimetro exterior del tornillo, v luego se acercan a
la pieza por medio del carrito trasversal.
Alcanzada tal profundidad, se pone en marcha el re-
ductor, y ste hace girar lentamente la pieza por roscar
unida al tornillo patrn (mediante la caja Norton), que
arrastra el carro longitudinal, y genera el paso establecido
sobre Ia pieza.
Las herramientas generan el paso en una sola pasada.
Nore: El aparato debe estar inclinado en relacin con
el ngulo de la hIice que se debe roscar; esto es:
tg, a:
Paso del tornillo
Dimetro primitivo
X 3,14
4- Ventajas
-
Exactitud de los costados de los filetes, asegura-
dos por la rigidez del aparato.
-
Superficie de los filetes bien pulida.
-
Gran economia de tiempo.
,
-
Me_nor desgaste del tornillo patrn, porque ejecuta
la rosca lentamente y en una sola pasada.
5. lttfooo de irabajo
1:) Aplicar el motor reductor sobre ei torno.
2e) Colocar el aparato roscador sobre el carro trasver-
sal, sujetado con grampas y escuadra entre los portaherra_
mientas y la extremidad del carro trasversal (fie.
).
3s) Colocar las ruedas y 1as manijas de la caja Norton
en.relacin con el paso que debe jecutarse. (-Si
el tor_
nillo patrn
tuviese juego,
aplicar un contrapeso, para
mantenerlo en presin
continuamente.)
. _
4e) Centrar el aparato introduciendo una barra trefi-
lada en el mandril autocentrante.
5e) Colocar la primera
herramienta, y asegurarse del
exacto sentido de rotacin del disco y ae la pi-eza (unidi-
reccional).
6e) Fijar sobre elt autocentrante la pieza por roscar,
apoyar la contrapunta, y bloquearla.
7r) Poner en marcha el aparato, desplazar el carro
trasversal, ro,zar la punta
de la herramienia con la pieza,
y hacer en ella una pequea
marca,
Be) Girar a mano el disco, d.e manera que la primera
herramienta se encuentre en sentido vertici.
- ^_9:)
Desplazar el carro trasversal hacia delante unos
0,05 mm, mediante el tambor graduado.
10.g) Colocar la segunda herramienta de manera que
roce la marca.
11s) Poner en marcha el torno, conectar el tornillo
patrn, y avanzar la herramienta hasta la profundidad
deseada.
Noms.
-
La diferencia de 0,05 mm en la posicin
de
Ias herramientas, produce
un efecto
"rp"arlra-"u.acters- tico en los roscados labrados por
estos'apartos.
-
Iniciando el filete, se pone
en marcha, primero,
el
motor del aparato, y luego, el motor reducioi.
-
Terminada la rosca, se detiene el motor reductor,
y luego, el aparato roscador.
o
o
t
z
E
o
J
u
G
o.
cl,
o
F
o
EL
o
o
r
cap.
cap.
cap.
cap.
cap,
CAPTULOS RELACIONADOS
CON ESTA HOJA
II: Regulacin de las distintas
partes del torno.
iV: Eleccin de las herramientas.
V: Montaje de las herramientas.
VI: Velocidad de corte
XV: Tornos revlver.
T
La aplicacin de este aparato con-
vierte el torno paralelo en torno
revlver, y permite aumentar la
productividad en los trabajos
en serie.
Funcionamiento del aparato.
Ventajas: economa de tiempo, e
intercambiabilidad de las piezas.
Preparacin del ciclo operativo.
Posicin y movimientos de las he-
rramientas.
M
rT
i
t. Esquema del carro de revr
t-*._**---_*...**
I
l./
tt
: .fl---- -
I
t\
I
I Z. Portaherramientas simples
I
i*---
.. fre
(
l\
\\
-._
y mltiples.
\ \-
.. \,
\'
-.-'
.^,,\#,..
Y!,rr"
offl&r.",
'4i
"E
,Y- f*sc
:l
i
e.r.
i
:
MECNICOS !
i:
,** ,..
lY f*,:*
Regulacin de los topes.
Ejemplo de trabajo.
0
revlver.
Aplleaciones especiales: Torrecilla giratoria (revlver)
l. Finalidad de la operacin
Colocar sobre el toino paralelo wr dispositivo que
permita la rdpida y precisa sucesin de las herramientas,
para efectuar las diversas operaciones necesarias en la
ejecucin de una piet.
2. Funcionamiento
En cada una de sus seis posiciones, la torrecilla gira-
toria
puede sostener una o ms herramientas.
El retroceso del carro portatorrecilla en el sentido
longitudinal (movimiento horario de manivela en cruz),
hace girar la torrecilla en 1/ de vuelta. Se presenta asi
delante de la pieza para trabajar, una nueva herramienta
en posicin conveniente para cumplir la funcin estable-
cida en eI ciclo operativo.
La carrera longitudinal hacia delante de cada herra-
mienta, est limitada por su correspondiente tope.
Se pueden eiecutar operaciones repartidas en once pa-
sos, a saber: seis de la torrecilla giratoria, cuatro dela to-
rrecilla cuadrada anterior, y una de Ia torrecilla posterior
(H. P.38-T).
3" Ventajas de la torrecilla revlver
-
Economa de tiempo.
-
Intercambiabilidad de las piezas trabajadas.
-
Simplificacin de las maniobras.
-
Eliminacin de las mediciones.
4. Preparacin del ciclo operativo
Para trabajar en serie con Ia torrecilla giratoria, es
indispensable estudiar con atencin la sucesin de las
operaciones de torneado, y establecer con exactitud la
forma de las herramientas y su posicin
en Ia torrecilla.
Algunos portaherramientas pueden ejecutar, tambin,
varias operaciones simultneamente.
Los portaherramientas
montados sobre la torrecilla
del.carro trasversal, pueden intervenir durante el trabajo
o al_finl de ste (corte de la pieza
terminada, superficis
perfiladas y elaboraciones radiales).
5. Posicin y momientos de las herramientas
La figura 2 ilustra algunos tipos de portaherramientas
utilizados en los tornos revlver. Eitos pueden
tra-
bajar con varias herramientas, y ejecutar dos o ms
operaciones simultneas, lo que acelera apreciablemente
la terminacin de Ia pieza.
Las herramientas de la torrecilla giratoria son siempre
de aceros extrarrpidos, o tambin plaquetas de metal
duro, para aumentar su duracin, porque su puesta a
punto requiere tiempo notable. (Su colocacin debe efec-
tuarse con la mayor atencin posible.)
El movimiento longitudinal de desplazamiento de las
herramientas se obliene rpidamente a mano, mediante
la manija en cruz; en cambio, el carro trasversal se ma-
neja como de costumbre,
El avance de trabajo, que se efecta automticamente,
es interrumpido por los topes limitadores de carrera.
El retroceso rpido se realiza a mano.
6. Registro de los topes
Cada herramienta de la torrecilla giratoria se detiene
en el momento oportuno por medio de los lopes regis-
trables, y dispuestos sobre las guas del carro portatorre-
cilla (Fig. 1, Nros. 1, 2 y 3). Su registro se efecta la-
brando una primera pieza,
v controlando con el calibre
las diversas longitudes.
Disponiendo de una pieza igual a la que debe ejecu-
tarse, colocada en la posicin exacta sobre el mandril
portapiezas, se aproximan progresivamente las herramien-
tas montadas sobre las seis caras de la torrecilla, y se
fiian en posicin los topes.
La elaboracin de algunas piezas permite, Iuego, con-
trolar prcticamente las medidas, y efectuar las correccio-
nes necesarias.
7. Ejemplo de elaboracin (Mtodo de trabajo)
La elaboracin del buln especial indicadc. en la fi-
gura 3, consta de los siguientes pasos:
Primer tiempo: Avance de la pieza, y su bloqueo en
la pinza.
Segundo tiempo: Desbaste con tres herramieni.as y
luneta a, sobre soporte nico.
Tercer tiempo.. Acabadc simultneo de los tres esca-
lones.
Cuarto tiempo: Chanfle con portaherramientas
con lu-
neta a, y chanfle de la cabeza del buln.
Quinto tiempo: Roscado con terraja normal.
Sexto tiempo.. Corte completo del buln acabado.
8. Advertencia
Para roscar piezas en serie, se usan, preferentemente,
terrajas automticas, con apertura a fin.e carrera y por-
tamachos especiales, que interrumpen el roscad<' la
distancia deseada.
o
o
l
z
E
o
J
l
E
o-
a
o
o
J
L
q)
o
CAPTULOS Y HOJA PILOTO
RELACIONADOS CON ESTA HOJA
cap.
cap.
cap.
H. P.
V: Montaje de las herramien-
tas.
VI: Velocidad de corte.
VIII: Monlaje de las piezas.
2-T: Ejecucin de los centros.
1- Enrollamiento de resortes abiertos.
Es sta una operacin especial con
la cual, utilizando mandriles apro-
piados y equipos suplementarios,
se ejecutan en el torno resortes
en espiral de la forma y la medida
requeridas.
Bsqueda del paso para resortes
abiertos o cerrados, que actlan
por traccin, compresin y tor-
sin.
Bsqueda del dimetro del man-
dril en relacin con el dimetro
del alambre y el pasr-r.
Cmo se sujeta
del alambre.
extremidad
Normas para el acabado de los
r.esortes:
1. Con cara plana;
2. Con ojal entero o parcial;
3. Con brazos abiertos.
Enrollamiento de resortes cerrados.
3. Enrollamiento de resortes cnicos.
A. Aplanado de la cabecera a
g0'.
E. T.
MTCANICOS
Operaciones especiales: Ejecucin de resortes en espiral
42t
1. Finalidad de la oPeracin
Obtener resortes en es;pirat
(abiertos, cerrados, ciln-
dricos y cnicos) envolviendo sobre un mandril a prop'
sito el alambre
paro resortes del dimetro adecuado'
Nort: La seccin del alambre
puede ser redonda
(ca-
so ms comn), cuadrada, rectangular, media caa, ova-
lada, etctera,
y de dinetro o lado de I a 4 mm'
2. Equipos
Brida especial con agujeros
(Fig. 1); mandriles ciln-
dricos o cnicos, de dimetro adecuado;
portaalambre;
muelas de copa; calibre vigesimal;
pinzas, y para algunos
casos, el equiPo oxiacetilnico.
Nor: El mandril sobre el que se enrolla el resorte,
debe ser algo ms pequeo que el dimetro interior real
de este ltimo;
pus, quitando el alambre del mandril,
el resorte se expande, y aumenta el dimetro.
Esta variacin depende,
principalmente, de la relacin
entre el dimetro del alambre
y el del mandril, de la
diversa elasticidad del material, y adems, de la tensin
del alambre, obtenida con mayor o menor presin del
tornillo
portaalambre.
3, Preparacin del mandril
Si se utiliza la brida
(Fig. 1), el mandril no necesita
elaboracin
previa.
Ordinariamente, conviene efectuar'en la extremidad
del mandril
(con la sierra) un corte de cola de milano
(Fig. 2), para sujetar la extrernidad del alambre.
4. Mtodo de trabajo (Resortes cilndricos y cnicos)
le) Preparar sobre la mquina el paso y la velocidad
adecuada: esto es, Iigeramente inferior a la de roscado,
y en relacin con el dimetro del mandril y el del alambre.
2e) Montar el mandril (con corte en Ia extremidad)
en el aire o entre puntas.
3g) Bloquear rgidamente el portaalambre sobre el
port a herram ientas.
zfr)
Introducir el alambre a travs del portaalambre,
y regular la tensin por medio de su tornillo anterior
(Fie. 3, R).
e) Introducir la punta libre del alambre en el corte
de la extremidad del mandril.
6e) Poner en marcha eI torno, y ejecutar el resorte
del largo deseado.
7e) Cortar el alambre con alicate especial (para alam-
bre de acero), en la extremidad del resorte. (Esta ope-
racin debe efectuarse con precaucin, a fin de evitar que
el iesorte provoque accidentes, al expandirse bruscamente.)
Nore: Conviene asegurarse de
que la extensin libre
del rollo o madeja de alambre sea suficiente
para ejecu-
tar eI resorte completamente.
5. Resorte de torsin con brazo de enganehe
Para ejecutar este tipo de resortes, es esencial dispo-
ner de un brida
(Fig..1) o de otro medio, con agujeros
del dimetro del alambre a distancia radial correspon-
nte al largo de uno de los brazos de enganche
(Fie' 2),
donde se iniroducir la extremidad del alambre'
- -
iutu la ejecucin del resorte, se opera como en el
caso precedeit. (Mtodo de trabaio), con la-precaucin
d esble."r el sentido exacto de Ia rotacin del mandril,
para obtener resortes de torsin izquierdos
y derechos'
6. Normas
para obtener el cierre de las espirales en la
extremidad de los resortes abiertos
El mtodo ms simple
y prctico consistQ en hace'
retroceder rpidamente a mano
(girar en sentido contra-
rio al avance) eI carro superior, no bien se alcanza el
largo del resorte
(Fig. 1, distancia I). As es posible re-
ugirpua o cerrar en Ia extremidad de los resortes las
eipiiales necesarias,
para ejecutar el aplanado en la ca-
be-za o en el gancho. De tal manera, se pueden realizar,
tambin, diveisidad de resortes sobre un mismo mandril
(Fig.1).
7. Acabado de los resortes
Los resortes abiertos
(cilndricos o cnicos) se cortan
a medida con muelas de cuchilla o con alicates a prop-
sito. Se emboca, Iuego, el resorte sobre un eje de di-
metro exacto
(Fig.4), y se aplanan las cabezas con muela
de copa, para obtener un plano Io ms amplio posible.
Para el control del escuadrado, adoptar la disposicin
indicada en la figura 4.
Los resortes cerrados en direccin del eje, terminan
generalmente con un gancho, que se realiza con pinzas a
propsito (Fig.21.
Cuando el alambre es de dimetro grande (2,5 a 4 mm),
es necesario terminar la operacin calentando solamente
la extremidad mediante eI soplete oxiacetilnico.
8. Advertencias
-
Para grandes cantidades de resortes muy cnicos,
conviene preparar el mandril con una ranura en espiral
del mismo paso del resorte, a fin de evitar la saiida del
alambre.
-
Si eI mandril est colocado entre puntas, antes de
eiecutar el corte de cola de milano para anclar el alam-
bre, se debe efectuar un centro relativamente grande so.
bre Ia cabeza. Dicho centro deber conservarse parcial-
mente aun despus de realizado el corte mencionado, para
apoyar la contrapunta.
o
o
t
z
o
F
UJ
c.
CL
a
o
o
CL
(,
o
CAPTULOS RELACIONADOS
CON ESTA HOJA
Cap. IV:
Cap. V:
Cap. VI:
Cap. VIII:
Cap. X:
lr
Afiiado de las herramientas.
Montaje de las herramientas.
Velocidad de corte.
Montaje de 1as piezas.
Mediciones y controles.
Las operaciones de MORTAJADO
y de FR.ESADO se realizan nor-
ralmente en las mquinas respec-
tivas. En casos particulares, y
con equipos apropiados, se pue-
den efectuar en el torno.
MOR.TAJADO es la operacin con
la cual se ejecutan ranuras longi-
tudinales rnediante herramientas
de forma conveniente (Fig. 1),
accionando a mano el volante del
carro longitudinal.
FRESADO es la operacin con la
cuaX se ejecutan ranuras, cortes
y planos sobre piezas coloca-
das en el carro portaherramien-
tas, y mediante herrarnientas
cilndricas (fresas) montadas so-
bre el eje del torno, que les comu-
nica el movimiento de rotacin.
l'Nl
i l+*
-lH^trL
Eie bloqueado |
:--Z
J,
I
L Mortajado " un
"
para chaveta.
2. Cmo se regula la altura de la pieza para fresar.
3. Fresado de chaveteros.
4. Aplicacin de sierras circulares.
Pieza para fresar
Operaciones especiales: Mortajado y fresado
l. Finalidad de la operacln
Obtencin de ranuras interiores o
fresados
yarios
st>
bre eI torno paralelo, preparado coneenientemente,
2. Equipos
Estn vinculados con las operaciones que se deben
ejecutar; esto es:
A) ,Para el mortajado de ranuras de diyersas
lormos
(para chavetas, para lubricacin, etctera): Herramientas
para mortajar, del ancho y el espesor requeridos; escua'
dra de 90'; calibre vigesimal, etctera.
R) Para el
lresado
de ranuras, aplanados, cortes, et-
ctera: Fresas de vstago, de dimetro apropiado; fresas
de disco, de espesor adecuado; espesores cnicos, para el
centrado de la pieza; grampas y elementos para aferrar la
pieza.
3. Mtodo de trabajo
A,) Mortaiado de un corte para chaveta
le) Colocar la herramienta para mortajar (afilada con-
venientemente) sobre el portaherramientas; controlar la
posicin mediante la escuadra de sombrero (Fig. l), y la
altura, con el calibre vigesimal referido aI dimetro del
agujero (dimetro del agujero, menos espesor de la herra-
mienta,. dividiilo por dos).
2g) Establecer la posicin final de carrera de la herra-
mienta (2 a 3 mm) hacia la cara interior; especialmente,
si el agujero no es pasante.
3e) Rozar la herramienta sobre la circunferencia inte-
rior del agujero.
4e) Girando el volantito del carro longitudinal, avanzar
velozmente a mano la herramienta, y alimentar progresi-
vamente con el carrito trasversal de 0,1 a 0,2 mm por pa-
sada, en relacin con el tamao de la herramienta.
e) Cuando el centro de la herramienta ha rozado la
circunferencia interior, fijar en cero el tambor del carro
trasversal, para iniciar la medida de la profundidad.
6e) En la carrera hacia atrs, alejar la herramienta de
la pieza.
7e) Proceder a las sucesivas pasadas hasta Ia medida
establecida, y.controlar
la profundidad
con el calibre vi-
gesimal.
Advertencias
-
La operacin de mortajado puede ser un tanto per-
judicial para las guas del torno. Es necesario prevnir
que engranen las partes mviles, mediante una cuidadosa
Iimpieza y la abundante lubricacin con aceite denso.
-
Para que el carro longitudinal (en el mortajado)
no vaya ms all de lo necesario, se puede colocar sobre
la bancada, el cabezal fijo y el carro, un taco de madera
cortado a la medida conveniente.
B) Fresado de una cavidad para chaveta
:) Colocar el eje para acanalar sobre el plato auto-
centrante (Fig. 2).
!e) Acercar dos espesores en forma de cua (coloca-
dos sobre el carrito superior) hasta rozar la parte inferior
del eje, y marcar su posicin recproca (Fig. 2, h).
10e) Bloquear el eje sobre el portaherramientas apo-
yado a los espesores en cua, perfectamente perpendicula-
res al eje del torno (Fig. 3), a fin de que el centro del
eje corresponda al de la fresa.
lle) Fijar la fresa adecuada (con cola cilndrica) sobre
el mandril.
12e) Alinear la extremidad de la cavidad, previamente
trazada, con la circunferencia de la fresa.
13s) Seleccionar el nmero de vueltas en relacin con
el material y el dimetro de la fresa.
14g) Poner en marcha el torno, y acercar el eje a la
fresa hasta rozar la circunferencia.
l5e) Bloquear el carro longitudinal, y poner en cero
los tambores de los otros carros.
16e) Avanzar el carro superior en una distancia equiva-
lente a la profundidad de pasada (0,1 a 0,2 mm) con rela-
cin al dimetro de la fresa.
17e) Desplazar el carrito superior en una distancia
igual al Iargo de Ia chaveta, menos el dimetro de la
fresa.
18e) Avanzar sucesivamente el carrito superior en las
pasadas progresivas, hasta la profundidad
requerida.
199) Controlar la profundidad
con eI calibre vigesimal.
Nore: Teniendo que ejecutar cierto nmero de ranu-
ras iguales, conviene preparar el carro trasversal, para
que, por medio de topes, detengan el carrito a la medida
deseada en las dos extremidades de la cariera.
Advertencias
-
El exiguo avance por pasada, indicado para el fre-
sado de las ranuras, es debido a la fragilidad de la fresa,
cuando sta es de pequeo dimetro.
-
Con fresas de disco del tipo de sierra, se pueden
fresa en el torno cortes para tornillos (Fig.4), cortar a
medida una serie de trozos redondos iguales (Fig. 4), et-
ctera.
o
o
t
z
E
o
UJ
cE,
a-
U)
o
F
o
CL
t,
o
i\
t\
itt
1\
\I
\
CAPTULOS Y HOJAS PILOTO
RELACIONADOS CON ESTA HO.IA
Cap. IV:
Cap. VI:
Cap. VIII:
H. P. 22-T:
H. P.37-T:
Eleccin de las herramien-
tas.
Velocidad de trabajo.
Montaje de las piezas.
Torneado de perfiles.
Acabado a mano.
t
i
Vy
,
'L'.-
l'ri-------.
,rll:
,-r .j +t
lLlr-----.1
I \,[:i-:
!\;
I
ll
r
P,
l
\\
lJ
lr
tl
rl
I
Centrado del disco sobre el molde
Es la operacin con la cual se ob-
tiene la deformacin de un disco
de chapa (aluminio,
cobre, latn,
acero dulce decapado) en rota-
cin, y se le hace tomar la forma
del molde, mediante herramientas
apropiadas, manejadas a mano.
Importancia del
do del molde en
perfecto centra-
rotacin.
El roce producido entre Ia herra-
mienta y la chapa, calienta el ma-
terial, y lo hace ms plstico. Por
lo tanto, conviene lubricar con
grasa, y
desplazar a menudo Ia
herramienta, para evitar el desga-
rramientc.
2. Comienzo del embutido con herramienta de bola.
3. Acabado del embutido con herramienta de rodaja,
4. Acabado del borde con herramienta de cortar.
E. T.
MECANICOS
Operaeiones especialesr Embutido de chapas sobre el torno
44t
1. Finalidad de la operacin
Obtener en el torno la
forma
cncava de discos en
chapa
fina
de metales dulces, como aluminio, cobr-e, ace-
ro blando, etctera.
2. Equipos
Molde correspondiente a la parte interior del objeto
que se desea obtener; contrapunta giratoria, con platillos
de repuesto; dis'co de sostn, con pernos de apoyo (Figs. 2
y 3); herramienta de bola (Fig. 2); herramienta. de rodaja
(Fig. 3); herramienta para cortar, de escaso espesor.
Todas las herramientas deben estar provistas de man-
go o empuadura.
3. Preparacin del molde y del disco
El molde en rotacin puede ser hecho de fundicin
gris, y luego, torneado con herramientas de punta redon-
da, y pulido con gran prolijidad (Hojas Pilotos 22-T v
37 -T).
Por 1o general, se prepara el molde de madera dura,
con las mismas herramientas usadas para tornear madera.
Los discos de chapa para embutir se cortan con tije-
ras de rodajas; y si har grandes cantidades, se cortan
con balancn.
4. Mtodo de trabajo
lr) Fijar el molde sobre el mandril autocentrante o
sobre la plataforma, y asegurarse de que est perfecta-
mente centrado.
2e) Ejecutar un pequeo
centro sobre el disco de cha_
pa, y sujetarlo entre la contrapunta y el molde (Fig. l).
3e) Qitar la torre portaherramientas, y sustituirla por
una plancha que sostiene varios pernos, y donde apoy la
herramienta, con la precaucin
de cootarla de manera
que_ el buln de fijacin no impida el libre movimiento
de las herramientas (Fig. 2).
- -
4t) Colcar las palancas
de Ios cambios de velocidad
del
,torno
de tal forma, que se obtenga un nmero de
vueltas entre 550 y 1.000.
5r) Sostener fuertemente la herramienta perfilada de
forma esfrica, e interponerla entre uno de los pernos de
la plancha y eI disco de chapa (Fig. 2).
6e) Forzar con energa la chapa, que se curvar hacia
dentro, y tomar la forma del molde. El esfuerzo de Ia
herramienta sobre la chapa debe ser a tirones (girando
la esfera) y de corta duracin, para evitar un excesivo
recalentamiento. Con tal finalidad, se lubrica con aceite
denso. A veces se prefiere la herramienta de rodaja, que
reduce sensiblemente la friccin (Fig. 3).
/e) Cuando la chapa est casi moldeada, se modifica
la posicin de la plancha de apoyo de la herramienta, y
se hace adherir fuertemente la chapa sobre el molde
(Fig.3).
8e) Con la herramienta para cortar, se refila la parte
superior del cartucho obtenido, que permanece siempre
algo ondulado (Fig. 4).
9e) Detener el torno, alejar la contrapunta, pulir, y
quitar del molde la pieza terminada.
5. Advertencias
-
Si la pieza embutida tiene partes que se ensamblan
con otros elementos; apenas ejecutadas las primeras pie-
zas, contrlense con atencin las medidas, y si es necesa-
rio, corrjase el molde.
-
La operacin de embutido se realiza completamente
a mano, para lo cual se pondr gran atencin y la mayor
habilidad; especialmente, cuando la chapa es iina.
-
Cuando se trata de chapas relativamente gruesas
(inferiores
a 1,5 mm), el operario, al hacer presi sobre
la pieza, se ayuda con el peso del cuerpo, y para ello se
atar a la manija de la herramienta con un iinturn de
cuero.
-
Si ay que trabajar con discos de gran dimetro,
se utilizan dos herramientas: una principal
a la derecha,
y otra de sostn a la izquierda.
- - I
El platillo prensachapas
debe ser igual al dimetro
del fondo
-
de la pieza para copiar, por
1-o qre la punta
giratori_a
.
debe permitir
la aplicacil de plaiiilos
de dis-
tintos dimetros.
...-
Et tornero que realiza a menudo estos trabajos,
utiliza un torno ms simple; es decir, similar al torno de
carpiRtero.
o
o
u
z
E
o
tJ
E
L
o
o
F
o
ct-
()
o
CAPTULOS RELACIONADOS
CON ESTA HOJA
Cap. VI
Cap. VIII
Cap. IX
Frmula
{ Desplazamiento centesimal)
tg
: ,ro 11' X 0.t
:
0.01
'|,. Rectificacin de las puntas del torno
D_qo
Vclociclad de corte.
Montaje sobrt' autocentran-
tes.
Nr.rmas generales de trabajo
"
ol
--
Es el conjunto de operaciones con
las cuales se acaban perfectamen-
te en el torno piezas templadas y
no ternpladas, para lo cual se
monta sobre la mquina un apa-
rato llamado RECTIFICADORA
DE TORNO.
l'l
F=F=
Se pueden ejecutar operaciones
de rectificados interior y exterior,
cilndrico y cnico.
El aparato se adapta perfectamen-
te para rectificar pequeas partes
sobre piezas de gran longitud, que
demandaran rectificadoras muv
largas y costosas.
A
2. Hectificacin de
B
las mordazas del plato universal.
El abrasivo que se desprende de
la muela es muy daino para el
torno, y por lo tanto, se requieren
cuidados especiales.
Para realizar un
muy importante
muelas.
buen trabajo, es
elegir bien las
Diamante
Operaciones especiales: Rectlficado sobre el torno
l. Finalidad de Ia operacin
Utilizar el torno como mquina rectificadora, para lo
cual se aplica un aparato rectificador sobre el carro port*'
herramientas.
2. Equipos
Rectificadora de torno, con
trable.
,
mandril de altura regis-
Accesorios
que permitan realizar la rectificacin exte-
rior, interior
y plana:
-
Cubos de rodajas para muelas de disco, con dispo-
sitivo equilibrador;
-
Prolongacin para interiores, de varios largos y
dimetros;
-
Poleas y correas planas y enterizas,
para olltener
diversas velocidades;
-
Perno para equilibrar las muelas de disco;
-
Protector de muela.
Elementos auxiliares: Portadiamante, con diamante
adecuado a la muela; cubierta de nailon, para las guas
de la bancada; dispositivo para una.eficiente refrigeracin.
3. Trabajos que se pueden ejecutar
-
Rectificacin exterior de eies cilndricos y cnicos
montados entre puntas;
-
Rectificacin interior de agujeros pasantes y con
paredes y pestaas;
-
Frenteado de piezas sujetas en eI aire;
-
Rectificacin interior de piezas cnicas obtenidas
con avance manual;
-
Rectificacin de agujeros de cabeza sobre piezas
muv largas, sostenidas con luneta fija (operacin imposi-
ble de realizar en las rectificadoras comunes.)
4, Velocidad de traba,io de la muela y de la pieza
La velocidad perifrica ideal de las muelas oscila al-
rededor de 1os 30 m/seg.; y a tal fin, entre los accesorios
de la rectificadora para torno, hay poleas de distintos
dimetros, para colocar en los diversos casos, en relacin
con el dimetro de la muela.
La velocidad de la pieza flucta entre 10 y 15 m/min.,
que se obtiene con la variedad de velocidades de la ca-
beza motriz del torno.
Para obtener un buen trabajo, es de gran importancia
elegir oportunamente:
-
Para la muela, Ia dureza del aglutinante, la calidad
del abrasivo, y el grueso del grano;
-
Para la pie1a, la velocidad de rotacin, el avance
v ia refrigeracin;
-
Para el diamante, la forma iusta,
y la posicin de
la punta.
En el caso de resultados mediocres, varense conve-
nientemente los factores antedichos.
5. Desplazamiento centesimal de la muela
Yase El taller de torneado, pginas 126-127.
, Fases generales de preparacin
[r) Colocar el aparato en su lugar, y observar la
alineacin.
/:) Regular la altura del mandril portamuelas (centro
de la muela: centro de la pieza).
3e) Preparar el diamante sobre su soporte, de manera
que presente una punta aguda hacia la muela.
4e) Seleccionar las poleas para la velocidad correspon-
diente a la muela.
r) Montar la muela sobre su cubo, e interponer dis-
cos de cartn en ambas caras.
6e) Si se trata de muela de disco, montarla sobre perno
equilibrador, v eiecutar el equilibrado.
Je) fiilontarla sobre el aparato, y'efectuar el primer
diamantado, con desplazamiento del carro longitudinal
(para trabajos de cilindrado)
y con desplazamiento del
carro superior (para trabajos cnicos)'
8e) Completar con atencin el equilibrado,
y pasar el
diamante sobre la muela.
7.. Ejemplos de aplicacin
(Mtodo de trabaio)
A\ Rectificacin de las puntas de torno
(Fig' 1)
le) Inclinar eI carro superior en 30".
2r) Previa limpieza, introducir en eI cono del mandril
la punta por rectificar.
3e) Acercar la muela a la punta, y efectuar algunas li-
geras pasadas, hasta obtener la rectificacin completa'
Nou: Teniendo
que rectificar ambas
puntas del tor-
no, se trabaja primero la de la. contrapunta. La otra se
coioca sobre el buje y en el mandril, con las marcas bien
alineadas; y una vez rectificada, si es posible, se mantiene
en el mandril.
B) Rectificacin de las mordazas del mandril autocen'
t ran te
Norrs.
-
Es muy importante la rectificacin de las
mordazas de los autocentrantes;
porque, despus de varios
aos de uso, se vuelven defectuosos. A tal fin, procdase
de la siguiente manera:
-
Para las mordazas intertidas, se preparan dos ani-
llos: el ms grande de ellos sirve para rectificar la grada
menor y la intermedia (Fie.2, A), y el ms pequeo (que
puede ser un cilindro rectificado) permite la rectificacin
del escaln de mayor dimetro; '
-
Para las mordazas normales es necesario preparar
un disco con tres ranuras perfectamente divididas a 120",
v sobre la parte ms angosta de stas se apoyan las tres
rnordazas simultneamente (Fig. 2, B).
En ambos casos se podrn apretar Ias mordazas, las
cuales se encontrarn en la misma condicin de cerrado
que durante el trabaio corriente.
Conviene rectificar las mordazas con la mxima aper-
tura admitida por el agujero del autocentrante.
4e) Preparar con atencin los anillos y los discos de-
tallados en las No/as de este prrafo B.
r) Colocar sobre el mandril rectificador la muela para
interiores adecuada (mximo dimetro, ancho mnimo,
muela blanda), y prepararla como se indica en el prrafo
6 de esta Hoja.
Sr) Acercar la muela a la grada de la mordaza por rec-
tificar, y poner en marcha el torno y la muela.
Je) Realizar el trabajo en seco, con pasadas alternadas
,
ligera profundidad.
te) Cuando la muela toca completamente las tres mor-
dazas, repasar el diamante sobre la muela (si es necesa-
rio), y efectuar levsimas pasadas de acabado.
Noras.
-
Es necesario di.po.r". anticipadamnte la
proteccin de nailon, a fin de impedir cualquier cada de
abrasivos sobre la bancada.
-
Acabada la rectificacin, antes de abrir las morda-
zas, efectese una prolija limpieza, para impedir que el
polvo abrasivo se introduzca en el interior del autocen-
trante.
C) Rectificacin
frontal
e interior con paredes (Fig. 3)
9r) Preparar la muela de copa de dimetro convenien-
te, como se indica en el prrafo 6 de esta Hoja.
10e) Con una barrita de carborundo, efectuar un chan-
fle interior (Fie. 3).
119) Acercar el frente de la muela a la cara de la
pieza, y efectuar ligeras pasadas maniobrando con ambas
manos el volante del carro longitudinal. (Asegurarse de
que el carro superior est rgidamente registrado.)
129) Introducir la muela en el agujero, y registrar el
tope de profundidad (Fie. 3, ).
13e) Desbastar el agujero con pasadas alternadas, y re-
petidos controles de dimetro (H. P. 14-T, C).
14e) De la misma manera, terminar exactamente el
agujero. (Para la profundidad de pasada, utilizar el m-
todo descrito en el prrafo 5 de esta Hoja.)
15e) Acercar la muela a la pared e, y frentear el fondo
de la manera como se indica en el punto l1s de esta Ho'a.
Potrebbero piacerti anche
- Torno IiDocumento146 pagineTorno IiJorge C100% (1)
- Operaciones de Cilindrado y Roscado en El Torno PDFDocumento9 pagineOperaciones de Cilindrado y Roscado en El Torno PDFjorge antonio aguilar valienteNessuna valutazione finora
- Maquinas HerramientasDocumento620 pagineMaquinas Herramientasyeseth jaquelin ventura ayme100% (2)
- Operaciones Maquinado Clase 4Documento62 pagineOperaciones Maquinado Clase 4Mauricio Araujo AriasNessuna valutazione finora
- Proyecto de Dibujo Mecanico - Segundo ParcialDocumento4 pagineProyecto de Dibujo Mecanico - Segundo ParcialXavier Mantilla MoránNessuna valutazione finora
- Mecanica de Banco y Afilado de Herramientas TR2Documento6 pagineMecanica de Banco y Afilado de Herramientas TR2Kevin MuñozNessuna valutazione finora
- Manual FresadoraDocumento110 pagineManual Fresadorajuan carlos delgado67% (3)
- FresadoraDocumento16 pagineFresadoramariareyes1994Nessuna valutazione finora
- Planos Matrices++Documento41 paginePlanos Matrices++Suli ZgzNessuna valutazione finora
- Plato DivisorDocumento8 paginePlato DivisorRooby JeanpierreNessuna valutazione finora
- Fresadora 1Documento40 pagineFresadora 1María Fernanda Zapata Gonnella100% (3)
- Informe Fresadora UniversalDocumento8 pagineInforme Fresadora UniversalJorge Luis Prado SandovalNessuna valutazione finora
- Procedimiento de LimpiezaDocumento13 pagineProcedimiento de LimpiezaConstanzaRivasNessuna valutazione finora
- Rectificadora PlanaDocumento22 pagineRectificadora PlanaJOSE DALTON50% (2)
- Cuestiones y Problemas Basicos1pp 2023 RespuestasDocumento12 pagineCuestiones y Problemas Basicos1pp 2023 Respuestasmariafe BellidoNessuna valutazione finora
- Roscar en El TornoDocumento7 pagineRoscar en El TornololinitoNessuna valutazione finora
- MMAD 201810 Mec Mantto IV-BDocumento23 pagineMMAD 201810 Mec Mantto IV-BNiel Gandhi Huaman100% (1)
- M I Manteniemiento Mecanico PDFDocumento215 pagineM I Manteniemiento Mecanico PDFastranegroNessuna valutazione finora
- Proceso de RoscadoDocumento30 pagineProceso de RoscadoAna Cecilia Castaño MercadoNessuna valutazione finora
- Apuntes MecanizadoDocumento7 pagineApuntes MecanizadodxdNessuna valutazione finora
- Taller Electromecanico 3Documento6 pagineTaller Electromecanico 3José Gonzalo VelasquezNessuna valutazione finora
- Fabricacion de Winche para Arrastre de Mina GDocumento57 pagineFabricacion de Winche para Arrastre de Mina GHenry MuchaNessuna valutazione finora
- Formato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXDocumento62 pagineFormato FP11 - Estructura Del Informe Final Cabezal Mortajador (Josue y Carlos) (1) - 17oct21 XXXXJosue Calderón JuarezNessuna valutazione finora
- Plantilla Senati Refrentado - PPTX Jose Castillo BurgosDocumento16 paginePlantilla Senati Refrentado - PPTX Jose Castillo BurgosJose Castillo BurgosNessuna valutazione finora
- Trabajos de Taller Taladrado y EscariadoDocumento236 pagineTrabajos de Taller Taladrado y EscariadoBenigarNessuna valutazione finora
- Mecanica de Banco y AjusteDocumento34 pagineMecanica de Banco y AjusteEdgar Hernando Lopez Ochoa100% (3)
- Cortes y SeccionesDocumento6 pagineCortes y SeccionesArmando PerSaNessuna valutazione finora
- Manual de Practicas SSMMDocumento67 pagineManual de Practicas SSMMricardoNessuna valutazione finora
- Ejercicios Vistas Ortogonal 1Documento30 pagineEjercicios Vistas Ortogonal 1johnjoviedoNessuna valutazione finora
- Roscado EXPOSICIONDocumento26 pagineRoscado EXPOSICIONAndres100% (1)
- Temario Curso CM IntermedioDocumento7 pagineTemario Curso CM Intermediomanuel alejandro elizondo muñozNessuna valutazione finora
- 0939 Procesos de Fabricación 2018-19Documento17 pagine0939 Procesos de Fabricación 2018-19MaiteFrancoNessuna valutazione finora
- Moleteado-ClasesDocumento38 pagineMoleteado-Clasesluismsm19Nessuna valutazione finora
- Tipos de TornoDocumento6 pagineTipos de Tornomauricio187Nessuna valutazione finora
- Fichas TecnicasDocumento4 pagineFichas TecnicasjoseNessuna valutazione finora
- Sepilladora MecánicoDocumento232 pagineSepilladora Mecánicowilson alejandro50% (2)
- Herrami ConosDocumento8 pagineHerrami ConosMecanizado SenaNessuna valutazione finora
- Cilindrado InteriorDocumento2 pagineCilindrado InteriorAntonio Villa VillaNessuna valutazione finora
- VernierDocumento47 pagineVernierWilder Omar Salazar SotoNessuna valutazione finora
- Apuntes de Procesos de Mecanizado ManualDocumento32 pagineApuntes de Procesos de Mecanizado ManualMorgan Huascar Checa LopezNessuna valutazione finora
- SierraDocumento13 pagineSierraCARLOS GUERRA0% (1)
- Practica 10 - Presentaciones y Dibujos de EnsambleDocumento6 paginePractica 10 - Presentaciones y Dibujos de EnsambleRodrigo PorrasNessuna valutazione finora
- Los Diales en Maquinas HerramientasDocumento6 pagineLos Diales en Maquinas HerramientasCarlos Alberto Gomez Perez0% (1)
- Hoja de ProcesosDocumento4 pagineHoja de ProcesosCristian LudeñaNessuna valutazione finora
- Corte y Plegado de ChapasDocumento22 pagineCorte y Plegado de Chapasnicoka50Nessuna valutazione finora
- TORNERIADocumento9 pagineTORNERIAJimmy CalizayaNessuna valutazione finora
- Ejercicio Hoja Proceso TornoDocumento2 pagineEjercicio Hoja Proceso TornoChichojefe PmcNessuna valutazione finora
- Calculo de Tiempos de MaquinadoDocumento85 pagineCalculo de Tiempos de MaquinadoJoel QuispeNessuna valutazione finora
- Guia Practica Torno (FINAL)Documento21 pagineGuia Practica Torno (FINAL)AlejandroNessuna valutazione finora
- Hojas Piloto de Torneria - Pag 1 - 23Documento46 pagineHojas Piloto de Torneria - Pag 1 - 23Fabian Marcelo Cardenas HerreraNessuna valutazione finora
- Buje ConicoDocumento10 pagineBuje ConicoYohien Chino LaymeNessuna valutazione finora
- Introducción Al TorneadoDocumento11 pagineIntroducción Al TorneadoCarlos Naranjo100% (1)
- Taller MecánicaDocumento7 pagineTaller MecánicaClara Daniela Cecilia SantoNessuna valutazione finora
- Generalidades Del Torno - AutomatizaciónDocumento38 pagineGeneralidades Del Torno - AutomatizaciónAlejandro BloqueadoNessuna valutazione finora
- Cabezal DivisorDocumento8 pagineCabezal DivisorAntonio BaptistaNessuna valutazione finora
- TP Nº7 Mecanizado en El Torno ParaleloDocumento5 pagineTP Nº7 Mecanizado en El Torno ParaleloFabricio Romano100% (1)
- Unidad 56Documento2 pagineUnidad 56David HerediaNessuna valutazione finora
- Manual de Torno 1Documento15 pagineManual de Torno 1Jimmy OscarNessuna valutazione finora
- Tarea 12Documento2 pagineTarea 12YaneryNessuna valutazione finora
- Torno 1Documento3 pagineTorno 1Deker QuispeNessuna valutazione finora
- FRESADO CuestionarioDocumento1 paginaFRESADO CuestionarioWalther GarciaNessuna valutazione finora
- Teoria +++Documento29 pagineTeoria +++Walther GarciaNessuna valutazione finora
- Torneria CuestionarioDocumento1 paginaTorneria CuestionarioWalther GarciaNessuna valutazione finora
- Apuntes de HojalateriaDocumento8 pagineApuntes de HojalateriaWalther GarciaNessuna valutazione finora
- Enterprise Architect - : Guía 1 de UsoDocumento20 pagineEnterprise Architect - : Guía 1 de UsoRicardo FortNessuna valutazione finora
- PDF Prob Prop Cap III Aguiar - CompressDocumento16 paginePDF Prob Prop Cap III Aguiar - CompressaldoNessuna valutazione finora
- Taller n3 ReseñaDocumento12 pagineTaller n3 ReseñaAmada AcostaNessuna valutazione finora
- Gestion Visual Look AheadDocumento5 pagineGestion Visual Look AheadCristian Manuel Rios Berrocal100% (1)
- Aforos SCDocumento27 pagineAforos SCgénesis arceNessuna valutazione finora
- Ensayo Arte Operacional-FinalDocumento5 pagineEnsayo Arte Operacional-FinalJohnny Jimenez Zegarra75% (4)
- Seleccionados Al Taller Documentales de Actualidad: Nuevos y Viejos Lenguajes para Periodismo de Largo Formato, Con Caio CavechiniDocumento4 pagineSeleccionados Al Taller Documentales de Actualidad: Nuevos y Viejos Lenguajes para Periodismo de Largo Formato, Con Caio CavechiniFundacion_Gabo100% (1)
- Línea de Tiempo Diversidad en ColombiaDocumento14 pagineLínea de Tiempo Diversidad en ColombiaAndres Gonzalez MartinezNessuna valutazione finora
- Uso Seguro Del Taladro ManualDocumento1 paginaUso Seguro Del Taladro ManualHenry ArrvalNessuna valutazione finora
- Lectura de Texto 2. Gauna Jaquelin B PDFDocumento4 pagineLectura de Texto 2. Gauna Jaquelin B PDFJaquelin GaunaNessuna valutazione finora
- PTS-CJAC-PREV-00-0 SoldaduraDocumento23 paginePTS-CJAC-PREV-00-0 SoldaduraKalfual R ArturoNessuna valutazione finora
- Pauta Sprinter 316 NGT 1.1Documento2 paginePauta Sprinter 316 NGT 1.1Gabriel GonzalezNessuna valutazione finora
- Reparación de Frenos HidráulicosDocumento128 pagineReparación de Frenos HidráulicosNoeramos100% (1)
- Geologia Superficial de AntonianeDocumento40 pagineGeologia Superficial de AntonianeAbdon Condori25% (4)
- Espiritu Ser Abogado PDFDocumento37 pagineEspiritu Ser Abogado PDFAguileo CrhistianNessuna valutazione finora
- Lec2 Capacidad ICN344Documento52 pagineLec2 Capacidad ICN344Carolina Soledad De La PazNessuna valutazione finora
- 1esoma SV Es Ev So PDFDocumento2 pagine1esoma SV Es Ev So PDFRaquel LopezNessuna valutazione finora
- Curso G3 - RS-485Documento8 pagineCurso G3 - RS-485corasaulNessuna valutazione finora
- Reporte Exp3 TermoquímicaDocumento17 pagineReporte Exp3 TermoquímicaSergio OcNessuna valutazione finora
- Formulario Primera y Segunda Ley de La Termo.Documento5 pagineFormulario Primera y Segunda Ley de La Termo.Iris109Nessuna valutazione finora
- Informe de Laboratorio No 6Documento4 pagineInforme de Laboratorio No 6Yuberth Huamani OxaNessuna valutazione finora
- Guías de Proceso Dr. BalarezoDocumento17 pagineGuías de Proceso Dr. BalarezojaviNessuna valutazione finora
- Planilla de Rendimiento Escolar y FinalDocumento7 paginePlanilla de Rendimiento Escolar y FinalElizabeth GuanucoNessuna valutazione finora
- Ce - Gnfi - U2 - Dennis Sandoval ArriagaDocumento6 pagineCe - Gnfi - U2 - Dennis Sandoval ArriagaMarisol QuintanarNessuna valutazione finora
- Fallos Acebedo y OtrosDocumento8 pagineFallos Acebedo y OtrosMarcela MedinaNessuna valutazione finora
- Tema 3Documento15 pagineTema 3William Mamani ChoqueNessuna valutazione finora
- Matriz de CaracteresDocumento9 pagineMatriz de CaracteresAndrew BisNessuna valutazione finora
- Unidad II. Circuitos Acoplados Magneticamente. Rev1Documento7 pagineUnidad II. Circuitos Acoplados Magneticamente. Rev1Isai Quintero BermudezNessuna valutazione finora
- Resumen Final Estática y Resistencia de MaterialesDocumento8 pagineResumen Final Estática y Resistencia de MaterialesGenaro LabrinNessuna valutazione finora
- Said, Prefacio A OrientalismoDocumento7 pagineSaid, Prefacio A OrientalismoYolotl Valadez BetancourtNessuna valutazione finora