Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Fabric Quality Assurance
Caricato da
Radhik Kalra100%(2)Il 100% ha trovato utile questo documento (2 voti)
432 visualizzazioni82 pagineApparel Quality Management
Copyright
© © All Rights Reserved
Formati disponibili
DOC, PDF, TXT o leggi online da Scribd
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoApparel Quality Management
Copyright:
© All Rights Reserved
Formati disponibili
Scarica in formato DOC, PDF, TXT o leggi online su Scribd
100%(2)Il 100% ha trovato utile questo documento (2 voti)
432 visualizzazioni82 pagineFabric Quality Assurance
Caricato da
Radhik KalraApparel Quality Management
Copyright:
© All Rights Reserved
Formati disponibili
Scarica in formato DOC, PDF, TXT o leggi online su Scribd
Sei sulla pagina 1di 82
FABRIC QUALITY ASSURANCE
SIGNIFICANCE OF TEXTILE TESTING
To determine the suitability of a fabric for a particular end use which
is also the primary concern to both the buyers and sellers of textile
products.
The type of yarn used plays a signifcance role in determining the
quality of the fabric.
The quality of yarn is improvised by improving the various properties
of yarn like yarn count, twist and GS etc depending on the end use.
IMPORTANCE OF TESTING
1 !esearch and development to enable new and desirable textile
products to be produced.
1 "roduct performance and evaluation to determine if the fabric is
suitable for the intended end use.
1 #uality control to ensure that the fabric will be made properly and
e$ciently. Thus claims and returns will be minimi%ed.
1 "roblem analysis to determine why a fabric or textile product is not
performing as desired
1 "roduct comparison to determine which material would be the better
value and to prevent wasteful buying.
1 "roper advertising to enable ads to be truthful and not misleading or
false
1 &dherence to government regulations so that the textile product can
be sold without violating any laws.
TEXTILE TESTING
DEFINITION:
't is used to determine whether or not a product complies with or
performs in a specifed manner in relation to a standard or other
requirement.
Standard atmosp!r!
(ecause of the important changes that occur in textile properties as the
moisture contest changes, it is necessary to specify the atmospheric
conditions in which any testing is carried out. Therefore a standard
atmosphere has been agreed for testing purposes and is defned as a
relative humidity of )*+ and a temperature of ,-
-
.. /or practical
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
purposes certain tolerances in these values are allowed so that the testing
atmosphere is !4 )*+5 ,+, ,- 5 ,
-
..
TYPES OF TEST MET"ODS
P#s$%a& t!sts: These tests are mainly physical or mechanical in
nature and includes breaking strength, abrasion resistance, 6 pilling
propensity.
C!m$%a& T!sts: .hemicals are used includes fber identifcation
using the solubility method, detection of antibacterial activity of
fabrics,6 determination of the presence of merceri%ation in cotton
fabrics.
T!sts to d!t!rm$n! %o&or'astn!ss prop!rt$!s: These tests are
used to determine the resistance of fabrics to color change under
various conditions, includes colorfastness to sunlight, washing,6
crocking.
Opt$%a& T!sts: & microscope or another magnifying device is used,
includes grading of wool fbers, fber identifcation of textile defects.
FORMAT OF TEST MET"ODS
Test name 67or 3umber 0esignation
Scope
0efnition of terms
&pparatus 6 aterials
Test Specimens
Test "rocedure
8valuation7.alculation of !esults
!eport
3otes
P"YSICAL TESTS
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
TYPES OF P"YSICAL TESTS
0urability test
/riction test
&ppearance test
/unctional test
DURABILITY TEST
!8&S93S T9 .&!!: 9;T 0;!&('<'T: T8ST
To check that the fabric conforms to specifcations
To note the e=ects of changes in structural details.
To note the a=ects of physical and chemical treatments, exposure to
weather, launderings etc.
To obtain some indication of probable performance in use
To investigate causes of failure and customer complaints.
To help in the design of a fabric for a specifc purpose.
To study the interaction of fbers, yarns and fabric properties
TYPES OF DURABILITY TESTS
Tensile strength7 breaking strength
Tearing strength
(ursting strength
TENSILE STRENGT" TESTING ( BREA)ING STRENGT"
DEFINITION:
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Tensile strength is the resistance of a material sub>ect to tension by an
external force.
& testing machine used for tests where a pulling force is exerted on
the specimen is called tensile testing machine.
8ach machine has ? basic elements of strength testing machine@
loading mechanism, clamping mechanism, recording
mechanism.
There are ? testing machines@
.onstant rate of traverse A.!TB
.onstant rate of extension A.!8B
.onstant rate of load A.!<B
CRT T!st$n* Ma%$n!+
FABRIC BREA)ING STRENGT"
The breaking strength of the material is the maximum force needed to
resist rupture during the tensile strength. aximum tensile strength of
a specimen is expressed as force per unit of cross sectional area
required to produce rupture.. Akg7cm
,
or lbs7 inch
,
B
(reaking test is one directional test and is suitable for woven fabrics.
The breaking strength is to be evaluated in both warp and the flling
directions. This test can be used to determine the e=ects of
destructive forces on a woven fabric. This force includes such fnishes
as embossing, napping6 resin treatments.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
The breaking strength test is performed on most woven, non woven
and felted fabrics. 't is not recommended for knitted material since
they elongate easily, with the specimen becoming distorted.
This test can be performed with either wet or dry condition
TEST MET"ODS FOR FABRIC BREA)ING STRENGT"
Grab test
!aveled strip test
.ut strip test
odifed grab test
GRAB TEST
This method is used to determine the e=ective strength of the fabric
when in use, and not the strength of the yarns actually gripped
between the clamps.
This test has the advantage of fast specimen preparation.
RA,ELED STRIP TEST
This can be useful for comparing the e=ective strength of yarns in
the material with their strength before being woven into the fabric.
DETERMINING FABRIC BREA)ING STRENGT" - ELONGATION
!eference@ &ST 0C)D,
&pparatus 6 aterials
C. Tensile testing machine
,. <oadEelongation charts for use with the tensile testing machine
?. /abric specimens
F. !uler
*. Scissors
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Sp!%$m!n Pr!parat$on
"repare fve fabric specimens for warp tests 6 fve for flling tests for each
method indicated below@
A+ Gra. T!st M!tod
C. .ut specimens D inches G F inches, with the longer edge in the
direction to be tested
B+ Ra/!&!d Str$p T!st M!tod
C. .ut specimens D inches G CH inches, with the longer length in
the direction to be tested.
,. /or each specimen, unravel to exactly a CEinch width.
T!st pro%!d0r!
C. "roperly prepare the testing machine for the grab method.
,. "roperly position the specimen in the clamps 6 the chart in the holder.
?. 9perate the testing machine, obtaining a loadEelongation curve on the
chart.
F. 0etermine the fabric breaking strength 6 the elongation from the
chart.
*. !eplace the chart 6 the tested specimen.
). !epeat the procedure for the other specimens for the grab test
method.
I. "roperly prepare the testing machine for the raveled stripe test method
using larger si%e >aws.
D. !epeat the test procedure used for the grab test method.
J. .alculate the average fabric breaking strengths 6 percent elongations
for both methods.
DATA AND RESULTS:
/abric identifcationKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKK
Tensile testing achine typeKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKK
achine capacity Albs.BKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKK
BREA)ING STRENGT":
T!st No+ GRAB L&!"
1&.s+2
MET"OD
FILLING
1&.s+2
RA,ELED
3ARP 1&.s+2
MET"OD
FILLING
1&.s+2
C
,
?
F
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
*
TOTAL
A,ERAGE
"8!.83T 8<93G&T'93 M increase in specimen length GC--
? Ain.B
T!st No+ GRAB
3ARP 1&.s+2
MET"OD
FILLING
1&.s+2
RA,ELED
3ARP 1&.s+2
MET"OD
FILLING
1&.s+2
C
,
?
F
*
TOTAL
A,ERAGE
TEARING STRENGT"
DEFINITION
Tearing strength is the force needed to continue a tear in a fabric. 't is a
unidirectional test like breaking strength testN it is performed in both
the warp and weft directions.
't is only performed on woven fabric. 't is particularly important in
industrial fabrics that are exposed to rough handling in use such as
tents and sacks and also those where propagation of a tear would be
catastrophic such as parachutes. 9utdoor clothing, overalls and
uniforms are types of clothing where tearing strength is of importance.
/abric having a plain weave and a high number of yarns per inch will
tend to exhibit lower tearing strength since the yarn cannot move into
bunches. Lhereas in twill and satin weave the yarn would shift and
bunch together from the tearing force being exerted.
!esin treatments such as crease resistance fnishes which cause the
yarns to adhere to one another also have the same e=ect. The tensile
properties of the constituent fbres have an inOuence on tearing
resistance.
TEST METHODS:
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
C. T93G;8 8T490
,. "830;<; 8T490
DETERMINING FABRIC TEARING STRENGT"
!eference@ &ST 0CF,F, 0,,)C, 0,,),
Apparat0s - Mat!r$a&s
C. /allingEpendulum type tester
,. /abric specimens
F. 0ie cutter for cutting specimen for fallingEpendulum tester
). !uler
I. Scissors
E&m!ndor' T!ar Str!n*t T!st!r 1p!nd0&0m m!tod2
The 8lmendorf tear tester is a pendulum type ballistic tester which
measures energy loss during tearing. The tearing force is related to the
energy loss by the following equation @
8nergy loss M tearing force G distance
<oss in potential energy M work done
C 'n the pendulum test, a small initiating cut is made in a rectangular
specimen and the specimen is gripped in two clamps that are side by
side.
C 9ne of the clamp is stationary and anther is connected to falling
pendulum.
C Lhen pendulum is released, it swings and tears the specimen quickly
C & pointer records the force required to tear the entire specimen from a
graduated scale on the pendulum.
D$*$ta& E&m!ndor' T!ar Str!n*t T!st!r
The model 8<E)F--, meeting &ST standards is suitable for most fabrics
including woven, layered blankets, napped pile, blanket, and air bag
fabrics, and provided the fabric does not tear in the direction crosswise to
the direction of the force application during the test
C. "roperly position the specimen in the clamps 6 release the
pendulum
,. 0etermine the fabric tear strength from the pointer scale
?. The pointer indicates the original potential energy of the pendulum
consumed in tearing the specimen
F. !epeat the procedure for the other specimens for the weft direction
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
*. .alculate the average fabric tearing strengths
T!ar$n* str!n*t
Capa%$t# o' t! ma%$n!4444444444444444444444
S+No+ 3arp5str!n*t *ms 3!'t5str!n*t *ms
C
,
*
Tota&
A/!ra*!
BURSTING STRENGT" TEST
(ursting strength is the force needed to rupture a fabric by distending
it with a force applied at right angle to the material. (ursting strength
is an alternative method of measuring strength in which the material is
stressed in all directions at the same time and is therefore more
suitable for such materials.
This is especially desirable for materials such as knits, laces and
nonwovens. There are also fabrics which are simultaneousl stressed
in all directions during service, such as !arachute fabrics, "lters, sacks
and nets, where it ma be im!ortant to stress them in a realistic
manner. # fabric is more likel to fail b bursting in service than it is to
break b a straight tensile fracture as this is the t!e of stress that is
!resent at the elbows and knees of clothing.
This test has application in testing woven fabrics that are to be
stressed equally in every direction when in use.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
T6o M!tods:
0iaphragm (ursting ethod
(all (ursting ethod
B0rst Str!n*t T!st!r
&STE0,,C-, T&""'ETTF-?, P'SE<C-CD, "DCC,, "DC?7
The (urst Strength tester is used to test the bursting resistance of
leather, synthetic leather and di=erent fbers.
TEST MET"ODS
DIAP"RAGM BURSTING MET"OD
'n this method hydraulic pressure is used to expand a Oexible rubber
diaphragm which exerts pressure on specimen directly above it.
'ncreasing hydraulic Ouid pressure forces the rubber diaphragm to
push on the specimen until the specimen bursts.
DETERMINING FABRIC BURSTING STRENGT"
R!'!r!n%!: ASTM D89:;< D89:9
Apparat0s - Mat!r$a&s
C. 4ydraulic diaphragm bursting tester
,. Tensile testing machine with ball burst attachment
?. /abric specimens
F. !uler
*. Scissor
Sp!%$m!n Pr!parat$on
"repare fve fabric specimens for each method indicated below
The specimens should be cut at least * inches G * inches.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
T!st Pro%!d0r!: D$apra*m B0rst$n* M!tod
C. "repare the bursting tester.
,. "osition the specimen over the rubber diaphragm 6 close the clamp so
the fabric is held securely.
?. Start the tester. Lhen the specimen bursts, stop the machine
immediately.
F. !ecord the gauge reading. This is the total bursting pressure.
*. 9pen the clamp 6 release the specimen pressure on the diaphragm.
!ecord the new gauge reading. This is the tare pressure.
). !emove the tested specimen 6 deOate the diaphragm.
I. !epeat the procedure for the other specimens.
D. .alculate the specimen bursting strength
J. .alculate the average fabric bursting strength.
Data and R!s0&ts: D$apra*m B0rst$n* M!tod
Fa.r$% $d!nt$=%at$on4444444444444444444444444444444444444
Ma%$n! %apa%$t# 1ps$244444444444444444444444444444444444
TEST NO+ Tota& pr!ss0r!
1ps$2
Tar! pr!ss0r!
1ps$2
Sp!%$m!n
B0rst$n*
str!n*t 1ps$2
C
,
?
F
*
T9T&<
&28!&G8
FRICTION TEST5 A.ras$on and P$&&$n*
The friction test which includes abrasion and pilling are greatly a=ects
serviceability performance of fabrics and garments. & garment is
considered to be serviceable when it is ft for its particular end use. after
being used for a certain length of time the garment ceases to be
serviceable when it can no longer fll its intended purpose in the way that
it did when it was new. the particular factors that reduce the service life
of a garment are heavily dependent on its end use. for instance overalls
worn to protect clothing at work would be required to withstand a good
deal of hard usage during their lifetime but their appearance would not be
considered important. 4owever, garments worn purely for their
fashionable appearance are not required to be hard wearing but would be
speedily discarded if their appearance changed noticeably. an exception
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
to this genealisation is found in the case of denim where a worn
appearance is deliberately strived for.
'f asked, many people would equate the ability of a fabric to Qwear wellQ
with its abrasion resistance, but QwearQ, that is the reduction in serviceable
life, is a complex phenomenon and can be brought about by any of the
following factors@
C. .hanges in fashion which mean that the garment is no longer worn
whatever its physical state.
,. Shrinkage or other dimensional changes of such a magnitude that
the garment will no longer ft.
?. .hanges in the surface appearance of the fabric which include@ the
formation of shiny areas by rubbing, the formation of pills or surface
fu%%, the pulling out of threads in the form of sangs.
F. /ading of the colour of the garment through washing or exposure to
light. the bleeding of the colour form one area to another.
*. /ailure of the seams of the garment by breaking of the sewing
thread or by seam slippage.
). Learing of the fabric into holes or wearing away of the surface
fnish or pile to leave the fabric threadbare. wearing of the edges of
cu=s, collars and other folded edges to give a frayed appearance.
I. Tearing of the fabric through being snagged by a sharp ob>ect.
These changes are brought about by the exposure of the garment to a
number of physical and chemical agents during the course of its use.
Some of these agents are as follows@
C. &brasion of the fabric by rubbing against parts of the body or
external surfaces.
,. The cutting action of grit particles which may be ingrained in dirty
fabrics and which may cause internal abrasion as the fabric is
Oexed.
?. Tensile stresses and strains which occur as the garment is put on or
taken o= and when the person wearing it is active.
F. The laundering and cleaning processes which are necessary to
retain the appearance of the garment.
*. &ttack by biological agents such as bacteria, fungi and insects. This
is a particular problem for natural materials.
). 0egradation of the fabric by contact with chemicals which can
include normal household items such as bleach, detergents, antiE
perspirants and perfumes.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
I. <ights, in particular ultraEviolet light, can cause degradation of
polymers leading to a reduction in strength as well as causing fading
of colours.
D. .ontact of the garment with sharp ob>ects leading to the formation
of tears.
The above causes of wear are often acting at the same time. for instance,
chemical or bacterial attack may so weaken a fabric that it can then easily
fail through abrasion or tearing. <aundering of a fabric taken together with
the abrasion that it encounters during use may lead to much earlier
formation of pills or failure through abrasion than would by predicted from
any pilling or abrasion tests undertaken on the new material.
&brasion is the wearing a way of a section of material by the
rubbing against another surface. Tests for abrasion resistance is
very complex because of the many variables that inOuence fabric
wear. /abrics with smooth surface tend to resist the e=ects of
abrasion to greater degree than fabrics with rough, non smooth
surface. aterials made with novelty yarns usually possess lower
abrasion resistance.
The resistance to abrasion of a material is greatly a=ected by the
conditions of the test like specimen tension, type of abradent,
amount of pressure between abradent and specimen.
2arious criteria can be used to determine the end point of the test
The specimen could be tested until the appearance of the frst sign
of wearN or when there is a yarn breakN or with the complete
destruction of the fabric in the test area
T! sp!%$m!n !/a&0at$on %an .! s0.>!%t$/! or o.>!%t$/!
& s0.>!%t$/! evaluation is based on visual examination of the
change in specimen color, luster, or surface appearance.
&n o.>!%t$/! evaluation, by testing the specimen for a change in
breaking strength, air permeability, or light transmission.
Fa%tors a?!%t$n* a.ras$on r!s$stan%!
The evidence concerning the various factors that inOuence the abrasion
resistance of fabrics is contradictory. This is because the experiments
have been carried out under widely di=erent conditions in particular using
di=erent modes of abrasion. Therefore the results are not comparable and
often opposing results have been reported. The factors that have been
found to a=ect abrasion include the following.
F$.r! T#p!
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
't is thought that the ability of a fbre to withstand repeated distortion is
the key to its abrasion resistance. Therefore high elongation, elastic
recovery and work of rupture are considered to be more important factors
for a good degree of abrasion resistance in a fbre than is a high strength.
3ylon is generally considered to have the best abrasion resistance.
"olyester and polypropylene are also considered to have good abrasion
resistance. (lending either nylon or polyester with wool and cotton is
found to increase their abrasion resistance at the expense of other
properties. &crylic and modacrylic have a lower resistance than these
fbres while wool, cotton and high wet modulus viscose have a moderate
abrasion resistance. 2iscose and acetates are found to have the lowest
degree of resistance to abrasion. 4owever, synthetic fbres are produced
in many di=erent version so that the abrasion resistance of a particular
variant may not conform to the general ranking of fbres.
F$.r! prop!rt$!s
9ne of the results of abrasion is the gradual removal of fbres from the
yarns. Therefore factors that a=ect the cohesion of yarns will inOuence
their abrasion resistance. <onger fbres incorporated into a fabric confer
better abrasion resistance than short fbres because they are harder to
remove from the yarn. /or the same reason flament yarns are more
abrasion resistant than staple yarns made from the same fbre. 'ncreasing
fbre diameter ru to a limit improves abrasion resistance. &bove the limit
the increasing strains encountered in bending counteract any further
advantage and also a decrease in the number of fbres in the cross 1
section lowers the fbre cohesion.
Yarn t6$st
There has been found to be an optimum amount of twist in a yarn to give
the best abrasion resistance. &t lowEtwist factors fbres can easily be
removed from the yarn so that it is gradually reduced in diameter. &t highE
twist levels the fbres are held more tightly but the yarn is sti=er so it is
unable to Oatten or distort that enables the yarn to resist abrasion.
&brasion resistance is also reported to increase with increasing linear
density at constant fabric mass per unit area.
Fa.r$% str0%t0r!
The crimp of the yarns in the fabric a=ects whether the warp or the weft is
abraded the most. /abrics with the crimp evenly distributed between warp
and weft give hate best wear because the damage is spread evenly
between them. 'f one set of yarns is predominantly on the surface then
this set will wear mostN this e=ect can be used to protect the loadEbearing
yarns preferentially. 9ne set of yarns can also be protected by using Ooats
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
in the other set such as in a sateen or twill weave. The relative mobility of
the Ooats helps to absorb the stress.
There is an optimum value for fabric sett for best abrasion resistance. The
more threads per centimeter there are in a fabric, the less force each
individual thread has to take. 4owever, as the threads become >ammed
together they are then unable to deOect under load and thus absorb the
distortion.
Important 'a%tors to .! %ons$d!r!d 'or a.ras$on r!s$stan%!
t!st$n*:
.onditioning of the specimen
.hoice of testing instrument
.hoice of abrasion motion
0irection of abrasion
.hoice of abradent
(acking the specimen
.leanliness of the specimen and the instrument
"ressure between abradent and specimen.
TEST MET"ODS
!9T&!: "<&T/9! 09;(<8E48&0 8T490
/<8G'3G &30 &(!&S'93 8T490
'3/<&T80 0'&"4!&G 8T490
9S.'<<&T9!: .:<'308! 8T490
ROTARY PLATFORM DOUBLE "EAD TESTER
&s the rotary platform rotates the attached specimen rubs against the ,
stationary abrading wheels. The abraded area forms the wear track
TABER ABRASER 1ROTATORY PLATFORM DOUBLE "EADS TESTER2
"!9"8!T:@ &brasion
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Test wear and durability of ceramics, plastics, textiles, Oooring,
paper, metals and coated surfaces. Single and dual sample table
models.
DETERMINING FABRIC RESISTANCE TO ABRASION
!eference@ &ST 0?DDF,0?DD*,0?DD)
Apparat0s - Mat!r$a&s
C. !otary platform, doubleEhead tester
,. /abric specimen
?. !uler
F. Scissors
Sp!%$m!n Pr!parat$on
"repare fve fabric specimens for each method indicated below.
A+ Rotar# P&at'orm< Do0.&!5"!ad M!tod
C. .ut specimen ) inches G ) inches. /old specimen twice to form a ?E
inch square
,. .ut the folded corner to form a hole in the center of the specimen,
R Einch in diameter.
?. ;nfold the specimen.
T!st Pro%!d0r!: Rotar# p&at'orm< do0.&! !ad m!tod
C. "repare the abrasion tester
,. "osition the specimen around the blade
?. &brade the specimen until the chosen end point is reached
F. !ecord the number of cycles
*. !epeat the procedure for the remaining specimens
0ata and results@ rotary platform double head method
/abric identifcationKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKK
.hosen end pointKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKK
T!st No+ No+ o' %#%&!s@ Sp!%$m!n
app!aran%!
C
,
?
F
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
*
Tota&
A/!ra*!
DIAGRAM OF INFLATED DIAP"RAGM ABRASION TESTER
<ow air pressure on the rubber diaphragm keeps the specimen slightly
stretched. The table moves back and forth while the specimen slowly
rotates, causing it to rub against the abradent
D$a*ram o' an os%$&&ator# %#&$nd!r a.ras$on t!st!r+
The wire screen abradant oscillates against the fabric specimen
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
MARTINDALE ABRASION TEST
This apparatus is designed to give a controlled amount of abrasion
between fabric surfaces at comparatively low pressures in continuously
changing directions.
The results of this test should not be used indiscriminately, particularly
not for comparing fabrics of widely di=erent fbre composition or
construction.
'n the test circular specimens are abraded under known pressure on an
apparatus, which gives a motion that is the resultant of two simple
harmonic motions at right angles to one another. The fabric under test is
abraded against a standard fabric. !esistance to abrasion is estimated by
visual appearance or by loss in mass of the specimen.
M!tod
/our specimens each ?Dmm in diameter are cut using the appropriate
cutter. They are then mounted in the specimen holders with a circle of
standard foam behind the fabric being tested. 't is important that the
mounting of the sample is carried out with the specimens placed Oat
against the mounting block.
The test specimen holders are mounted on the machine with the fabric
under test next to the abradant. & spindle is inserted through the top
plate and the correct weight Ausually of a si%e to give a pressure of C,k"a
but a lower pressure of Jk"a may be used if specifedB is placed on top of
this. /igure shows the sample mounted in a holder. The standard abradant
should be replaced at the start of each test and after *-,--- cycles if the
test is continued beyond this number. Lhile the abradant is being
replaced it is held Oat by a weight as the retaining ring is tightened.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
(ehind the abradant is a standard backing felt which is replaced at longer
intervals.
Ass!ssm!nt
The specimen is examined at suitable intervals without removing it from
its holder to see whether two threads are broken. See table for the time
lapse between examinations. 'f the likely failure point is known the frst
inspection can be made at )-+ of that value. The abrading is continued
until two threads are broken. &ll four specimens should be >udged
individually.
Table@ 'nspection intervals for artindale abrasion test
8stimated number of cycles 'ntervals for
inspection
;p to *,--- 8very C,---
(etween *,--- and ,-,--- 8very ,,---
(etween ,-,--- and F-,--- 8very *,---
&bove F-,--- 8very C-,---
The individual values of cycles to breakdown of all four specimens are
reported and also the average of these.
A/!ra*! rat! o' &oss $n mass
This is an alternative method of assessing abrasion resistance which
requires eight specimens for the test. Two of these are abraded to the
endpoint as described aboe and then the other pairs are abraded to the
intermediate stages of ,*+, *-+ and I*+ of the end point. the samples
are weighed to the nearest Cmg before and after abrasion so that a graph
can be plotted of weight loss against the numbers of rubs. /rom the slope
of this graph, if it is a straight line, the average loss in mass measured in
mg7C--- rubs can be determined.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
FABRIC RESISTENCE TO PILLING
"illing is the formation of clusters or balls of tangled fbers on the
surface of a material occurring from surface rubbing.
These pills are attached to the surface of fabric by one or more fbers.
The resistance to pilling by a particular fabric will vary with the
conditions of actual use as well as the way in which the individual
wears the garment.
The pills are more noticeable when the degree of color contrast with
the fabric is great.
$int !ills are usually more noticeable than regular !ills.
The development of pills is accompanied by surface changes, like
change of color, development of fu%%, or reduction of cover.
;sually the pilling specimens are rated by comparing them to actual
samples or photographs showing a range of pilling e=ects.
P$&&$n* rat$n*s ar! as 'o&&o6s:
.lass *@ no pilling
.lass F@ slight pilling
.lass ?@ noticeable pilling
.lass ,@ considerable pilling
.lass C@ severe pilling
T8ST 8T490@ !&309 T;(<8 "'<<'3G 8T490
(!;S4 &30 /&(!'. T9 /&(!'. 8T490
The #.E?,* "illing Tester is designed to test the pilling Ahair ballB
characteristic of fabric and knit fabric cloths.
Simulating the condition of when weaving materials are worn, it will
have the appearance of lint.
!olling the specimen around a rubber tube and turning in a winding
box for a period of time, it is then compared to a standard picture to
determine its grade.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Test results are usually determined after comparing with standard
pictures, the average of four tests per specimen
A.ras$on %0m P$&&$n* T!st!r: To check the abrasion as well as pilling
resistance of the fabric.
!&309 T;(<'3G "'<<'3G A<'38 0'&G!&B
The propeller device rotates at a high speed, causing the specimen to rub
against the cork liner. (oth regular pills and lint pills can result.
DETERMINING FABRIC RESISTANCE TO PILLING
!eference@ &ST 0?*CC,0?*C,
Apparat0s - Mat!r$a&s
C. !andom tumbling pilling tester
,. /abric rating standard photographs
?. 2iewing apparatus for fabric evaluation
F. /abric specimens
*. !uler
). Scissors
Sp!%$m!n Pr!parat$on
"repare six specimens for the random tumble pilling method.
a. Random T0m.&! p$&&$n* M!tod
C. .ut specimen FE ?7C) inchesGFE?7C) inches, at approx F* deg
angle to the warp or flling yarns.
,. Seal the edges of the specimens with an adhesive 6 let dry.
T!st Pro%!d0r!: Random T0m.&! p$&&$n* M!tod
C. "repare the random tumbling pilling tester
,. "lace ? specimens in one of the chambers
?. !un the tester for ?- minutes.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
F. !emove excess lint fbers by lightly vacuuming the samples
with the soft brush attachment.
*. 8valuate the specimen for both resistance to pilling 6 surface
appearance
Data and r!s0&ts: Random t0m.&$n* p$&&$n* m!tod
Fa.r$% $d!nt$=%at$on44444444444444444444444444444444444444
T!st no+ Rat$n* to n!ar!st
a&' /a&
Sp!%$m!n
app!aran%!
C
,
?
Tota&
A/!ra*!
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Yarn D$stort$on
:arn distortion is a condition in which the symmetrical fabric surface
appearance is changed by the sliding or shifting of yarns following the
application of rubbing action or force. 9ne of the basic reasons for yarn
shifting is that the mumber of yarns per inch in the fabric is low. thus, the
yarns can move from side to side. & good example is the ease with which
yarns can shift in cheeseEcloth because the yarns are woven so far apart.
¬her factor contributing to yarn distortion is the type of yarn. /ilament
yarns are soother and more even than spun yarns, so flament yarns slip
more than spun yarns. 3ylon yarns shift more than wool yarns because
the nylon fber has a smooth, rodElike shape, whereas wool has a rough,
irregular surface.
The weave also should be considered. "lain weave, which has many
interlacings, holds the yarns in place better than stinn wearve, which has
a minimum of interlacings. the leno weave is especially suited to reduce
yarn distortion in openEstructure farics such as marquisette. AThe leno
weave holds the weft yarns in pace, but the warp yarns can still shift.B
The fnish a=ects yarn movements, too. !esin fnishes applied to cotton
fabric bind the yarns so that they tend not to slip. Gla%ed fnishes act the
same way. the felting of wool fabrics causes the fbers and yarns to come
together so that there is no yarn distortion. the merceri%ed fnish of
combed cotton yarns tends to increase yarn shifting as the yarns become
smoother and more even.
/abrics in which yarn distortion is a problem may also experience a
problem with yarns slipping in the seam area. &s a result, an area of
distortion may be crated ad>acent to the seam. Someties, the seam may
actually open without any yarns breaking and with the sewing thread still
intact. (ecause seam slippage is virtually impossible to repair, fabrics that
slip under stress should be avoided for apparel and upholstery purposes.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Sna**$n*
& snag is a loop of fbre Aor yarnB that is pulled from a fabric when it is in
contact with a rough ob>ect. Snags detract from the appearance of the
fabric but do not reduce any of its other properties. /abrics made from
bulked continuous flament yarns are particularly susceptible to the
formation of snags although woven fabrics with long Ooats can also su=er
from this problem.
The mace snagging test is a comparative test for the snagging propensity
of knitted fabrics of textured polyester yarn originally developed by '.' to
test .rimplene yarns. 'n the test a metal ball ftted with spikes only catch
loops of thread that are lying in a particular orientation so that it is
important to test both directions of a fabric.
/our specimens each one measuring ,-? mm G ??- mm are testedN tow
with their long direction aligned with the length of the fabric and two with
their long direction aligned with the fabric width. & seam is marked on the
back of the fabric C) mm from the shorter edge. The fabric samples are
then folded face to face and sewn along the seam to from a tube. the tube
is turned inside out so that the face of the fabric is on the outside. 't is
then slid over the cylinder of the machine and secured at each end with a
rubber ring.
& mace is placed on each of the four fabric samples so that the chain
holding it passes around the guide rod as. The machine is then set to run
for )-- revolutions AC- mmB.
Lhen the test is complete the surface appearance of the specimen is
compared with a set of photographic standards and given a rating from *
Ano snaggingB to C Asevere snaggingB.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
FABRIC RESISTANCE TO 3RIN)LING
Lrinkle may be described as a fold in the fabric.
+ Greater the resilience of fbers fewer and less sharp the
wrinkles will be
+ "arameters such as !ercent relative humidit, tem!erature,
time under !ressure, amount of !ressure and recover time must
be controlled in the test.
C 3r$nA&! r!s$stan%! t! 'a.r$% $s d!t!rm$n!d .# /ar$o0s
'a%tors:
& resilient fber content , such as polyester or wool
4ighly twisted yarns
<ow yarns per inch
Thick, lofty construction
/inishes such as .!/A.rease !etention F$n$s2 fnish for cotton
fabrics
& weave with few interlacing, such as FGF basket weave.
TEST MET"ODS
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Two types of tests recommended determining wrinkle resistance of
fabrics@
!ecovery angle method
&ppearance method
R!%o/!r# an*&! m!tod:
;ses a small specimen which is folded under pressure N and angle of the
fold is then measured by wrinkle recovery tester.
App!aran%! M!tod:
'n this a larger specimen is wrinkled using the &&T.. wrinkle tester. The
specimen is hung for ,FE hour period, after which it is evaluated for
wrinkle appearance.
The specimens are rated by comparing them to &T.. three dimensional
wrinkle recovery replicas.
TEST MET"ODS
Two types of tests recommended to determine wrinkle resistance of
fabrics@
!ecovery angle method
&ppearance method
R!%o/!r# an*&! m!tod:
;ses a small specimen which is folded under pressure N and angle of the
fold is then measured by wrinkle recovery tester.
App!aran%! M!tod:
'n this a larger specimen is wrinkled using the &&T.. wrinkle tester. The
specimen is hung for ,FE hour period, after which it is evaluated for
wrinkle appearance.
The specimens are rated by comparing them to &T.. three dimensional
wrinkle recovery replicas.
T! rat$n*s ar! r!port!d as 'o&&o6s:
L!* E no wrinkling
L!F 1 slight wrinkling
L!? E noticeable wrinkling
L!, 1 considerable wrinkling
L!C 1 severe wrinkling
3RIN)LE RECO,ERY TESTER DIAGRAM
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
3umbers and indicating marks appear on a fxed circular scale. The
specimen holder is attached to the transparent movable plate which
contains the vernier scale. 2ernier indicates a J- degree angle of recovery
for the specimen.
3RIN)LE RECO,ERY TESTER: on right the fabric specimen in its holder
is being creased under weight. & timer is also there. The test is performed
in S&T position.
Apparat0s and mat!r$a&s:
Lrinkle recovery tester and accessories.
/abric specimens
!uler
Scissors
Sp!%$m!n pr!parat$onB
.ondition the specimen before testing.
!ecovery angle method@
.ut C, specimens, free from wrinkles, C* mm x CF mm, ) specimens
with their long dimension parallel to the warp yarns and ) parallel to
flling yarns
ark the face of each specimen.
TEST PROCEDURE:
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
;sing twee%ers properly place one of the warp specimens in the
metal specimen holder.
"ut the holder in the plastic press.
&pply *-- gm weight to the plastic press for * minutes.
!emove the weight and properly place the holder in the wrinkle
recovery tester for * minutes.
!ead the angle of the specimen fold from the scale on the wrinkle
recovery tester.
!epeat the procedure until ? warp specimens folded face to face
and ? folded back to back are being tested.
!epeat the procedure for the ) flling specimens.
Data and r!s0&ts: Fa.r$% Lrinkle recovery test
fabric $d!nt$=%at$on44444444444444444444444444444444444
T!st no+ Fa%! to
'a%! 3arp
t!st
F$&&$n* t!st
Ba%A to
.a%A 3rap
t!st
F$&&$n* t!st
C
,
?
Tota&
A/!ra*!
St$?n!ss T!st
C 'n cantilever bending test, a strip of fabric AC inch x D inchB is extended
over a hori%ontal platform.
C The platform moves to extend the fabric strip over the edge until it
bends down to touch a baseline placed at a specifed angle.
C The length of fabric required to reach this base line Atermed the
overhang length, 9B is a measure of sti=ness.
C The longer the length is, the sti=er the fabric.
C The face and back of each end of the strip are measured for a total of
four values for each specimen.
C (y evaluation of bending length and presented a relationship between
sti=ness and fabric weight that is called Oexural rigidity
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
C /abric Oexural rigidity AGB can then be calculated from the mean value
of 9 for each specimen using the following formulas and the fabric
weight ALB in mg7cm
,
C . M 9 7, Lhere c is the bending length in cm
C G M L G c
?
A units of G are mg 7 cm B
Drap! T!st
+ This is usually done on an instrument called 0rape meter, it is to
determine a direct ob>ective measurement of fabric drape.
& fabric circle is draped over a pedestal while a light source
beneath the specimen forms a shadow of the draped image
The image is then reOected on a top panel by a mirror
& piece of paper is placed on a panelN the shadow on the
paper is tracedN and paper image is cut and weighted.
+ The weight of the paper corresponding to the draped image is
divided by the weight of the paper corresponding to an undraped
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
image is the drap! %o!C%$!nt 1 DC2< usually expressed as
percent.
Fa.r$%s 6$t $* DC a/! &o6 drap!a.$&$t#
C The number of folds or nodes, formed is also indication of
drapeability
C 0rapeable fabrics display more nodes in the circular draped
confguration
AIR PERMEABILITY TEST
The air permeability of a fabric is a measure of how well it allows the
passage of air through it. The ease or otherwise of passage of air is of
importance for a number of fabric end uses such as industrial flters, tents,
sailcloths, parachutes, raincoat materials, shirtings, downproof fabric and
airbags.
&ir permeability is defned as the volume of air in milliliters which is
passed in one second through C--s mm
,
of the fabric at a pressure
di=erence of C--mm head of water.
The airOow through a given area of fabric is measured at a constant
pressure drop across the fabric of C-mm head of water. The specimen is
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
clamped over the air inlet of the apparatus with the use of rubber gaskets
and air is sucked through it by means of a pump as shown in fgure. The
air value is ad>usted to give a pressure drop across the fabric of C-mm
head of water and the air Oow is then measured using a Oowmeter.
/ive specimens are used each with a test area of *-Dmm
,
A,*.Fmm
diameterB and and the mean air Oow in ml per second is calculated from
the fve results. /rom this the air permeability can be calculated in ml per
C-- mm
,
per second.
FUNCTIONAL TEST5 FABRIC DIMENSIONAL C"ANGE
f 0imensional change is the increase or decrease in the length or
width of a fabric called growth and shrinkage respectively.
f 'ncrease in dimension s called growth while decrease is called
shrinkage
f .hange is usually expressed in percentage.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
f /abric shrink or grow for various reasons. <ike exposure to heat, water
or dryEcleaning solvent causes some material to change its
dimensionality.
f Some fabrics when dried under tension tend to return to their original
si%e.
f T! .!st 6a# o' t!st$n* 'or sr$nAa*! is to place marks on the
fabric or garment at specifed distances apart before cleaning.
f The distance between the marks is then measured after cleaning and
compared to the original distances marked before cleaning.
f (ecause di=erent types of fabrics are laundered by the consumer in
di=erent ways, it is necessary to have available to test a variety of
washing, drying and restoration methods from which to choose.
ALTERNATI,E CONDITIONS FOR DIMENSIONAL C"ANGE TEST
achine Lashing 0rying !estoration
Lash achine method ethod
Temperature Setting
.old normal <ine dry 4and iron
<ukewarm
AC-* /B
delicate 0rip dry Tension
presser
Larm AC,-
/B
permanent Screen
ArackB
Unit
shrinkage
4ot ACF- /B press dry gauge
2ery hot
AC)- /B
Tumble dry
/latEbed
press
dry
Ca&%0&at$on o' p!r%!nta*! o' sr$nAa*! 1or *ro6t2
D Sr$nAa*! 1or *ro6t2 E Or$*$na& &!n*t F N!6 &!n*t X
7@@
Or$*$na& &!n*t
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
O 'f 3ew length V 9riginal length then calculated percentage is
growth
O 'f 3ew length W 9riginal length then calculated percentage is
shrinkage
S"RIN)AGE MAR)ER AND SPECIMEN
DETERMINING FABRIC DIMENSIONAL C"ANGE AFTER LAUNDERING
Apparat0s and mat!r$a&s :
C. &utomatic home washing machine and detergent
,. &utomatic home dryer
?. C- inch shrinkage markers
F. !estoration apparatus
*. /abric specimens
). !uler
I. Scissors
Specimen preparation
;sing pinking shears to prevent unraveling, cut ? specimens each
measuring C) inches G C) inches. 'ndicate the lengthwise direction with
indelible ink. .ondition the specimen before testing.
ark the specimen with ink as indicated below. The marks are C-
inches apart and on grain.
. M .enter measurement
< M
<eft measurement
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
! M !ight measurement
TEST PROCEDURE
"lace the specimen in the washing machine. &dd additional fabrics to
make a FEpound dry load.
Set the machine for the normal cycle. &dd J-g of detergent and start
the machine.
!emove the fabric from washer immediately after completion of fnal
cycle. Separate the tangled pieces.
"lace the entire load in the tumble dryer.
!emove the specimen from the dryer and examine them. 'f there are
excessive wrinkles, remove them gently using hand iron.
/or each specimen, measure the distances between the indelible
shrinkage marks.
.alculate the average percentage of shrinkage for both the length and
width to the nearest -.*+ .
Data and r!s0&ts:
Fa.r$% $d!nt$=%at$on4444444444444444444444444444444444444444
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
3as$n* ma%$n! :
MaA! and mod!&4444444444444444444444444444444444444444444
3as %#%&! 1s!tt$n*24444444444444444444444444444444444444444
3as t$m!44444444444444444 3as T!mp!rat0r!4444444444444444
Dr#!r :
MaA! and mod!&444444444444444444444444444444444444444444
Dr#!r s!tt$n*44444444444444444 Dr#!r t$m!44444444444444444444
Pr!ss$n* m!tod 1$' 0s!d24444444444444444444444444444444444
D$stan%! .!t6!!n sr$nAa*! marAs .!'or! %&!an$n*KKKKKKKKKKKKKK
FABRIC FLAMMABILITY5TEST
/lammability refers burning behavior, specifcally to ease of ignition
and continued burning after ignition
/abrics can be placed in di=erent categories with regard to
Oammability.
Flammable fabrics will be completely consumed when exposed to fre.
'n order to for such fabrics to be nonOammable it has to undergo some
chemical treatment and then called fame retardant fabric.
%f the fabric is develo!ed from in&ammable "bres like kevlar ' (ome)
is called fame proof fabrics
GH5D!*r!! An*&! T!st
f The specimen, mounted in a holder,is positioned in a metal cabinet at
a F* degree angle, and ignited with a butane gas Oame for one second.
f The ignition Oame is removed and the time for the specimen to burn its
entire length AC*- mmB is recorded.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
T!st no+ MarA!r
&o%at$on
D$stan%!
.!t6!!n
&!n*t
Sr$nAa*!
marAs 6$dt
C .enter
<eft
!ight
, .enter
<eft
!ight
? .enter
<eft
!ight
Tota&
A/!ra*!
f & cotton stop cord at the top of the specimen signals the Oame time
when it burns through.
f The stop cord is attached to a weight that drops onto a stop watch to
measure of burning time.
FLAMMABILITY TESTER
The specimen is in a holder tilted at F* degree angle. The thread across
the top of a specimen when burnt will cause a timer to stop.
Apparat0s and mat!r$a&s
C. /lammability tester with accessories
,. (rushing device
?. 0rying oven
F. 0esiccators
*. /abric specimens
). /orceps
I. !uler
D. Scissors
Sp!%$m!n pr!parat$on
f .ut * specimens , inches G ) inches. The longer direction is the faster
burning direction, determined by a preliminary trial.
f "lace specimens in holders.
f /or raised surface fabrics use the brushing device to raise the pile or
nap.
f "lace the specimen in drying oven for ?- minutes at ,,C degree /.
f !emove the specimens with forceps and place in a desiccators for at
least C* minutes to allow them to cool.
T!st pro%!d0r!
"repare the Oammability tester.
!emove a specimen from the desiccators and place in the Oammability
tester so that the Oame will spread rapidly. The test must be performed
within F* seconds of the time the specimen is removed.
(ring the tip of Oame to the specimen and impinge the Oame on the
fabric surface for C second. !emove the Oame.
!ecord the burning time and the visual results.
!epeat steps CEF for the other specimens.
Data and r!s0&ts
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
fabric identifcationKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKKK
fabric type Aplain or raised surfaceBKKKKKKKKKKKKKKKKKKKKKKKK
direction of test Alength or widthBKKKKKKKKKKKKKKKKKKKK
T!st no+ Or$*$na& Cond$t$on A't!r Dr#
%&!an$n*
%od! t$m! T!st no+ %od! t$m!
C
,
?
F
*
Total Total
&verage &verage
COLOUR FASTNESS - S"ADE MATC"ING
COLOR FASTNESS
"roperty of a pigment or dye to retain its original hue, especially
without fading, running, or changing when wetted, washed, cleanedN
or stored under normal conditions when exposed to light, heat, or
other inOuences.
Fa%tors A?!%t$n* Co&or Fastn!ss
/iber Type
.lass of 0ye ;sed
0yeing or "rinting "rocess used
Types of /inishing Treatments ;sed
&ction 9f <aundering 0etergents
Q0a&$t$!s O' T! Co&or E/a&0ator
A sp!%$a& $nd$/$d0a& n!!d!d 6o:
+ Unows why color change
+ 's skilled in colorfastness tests and knows their limitations.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
+ "ossesses a knowledge of dyes and pigments.
+ 4as the ability to evaluate and report color changes.
T#p!s O' Co&or'astn!ss
Ad/!rs!&# a?!%t!d .#:
Lashing
<ight
.rocking
&brasion
Gases in &tmosphere
/rosting
"erspiration
4eat
Co&or 'astn!ss $s 0s0a&&# ass!ss!d s!parat!&# 6$t r!sp!%t to :
C. .hanges in the color of the specimen being tested , that is color
change
,. Staining of undyed material which is in contact with the specimen
during the test, that is due to bleeding of color
GRAY SCALE
'n order to give a more ob>ective result a numerical assessment of each
of these e=ects is made by comparing the changes with two sets of
standard grey scales , one for color change and the other for staining
&rrangement of &chromatic gray chips in a scale from light to dark.
3ine pairs of nonEglossy neutral grey colored chips, which illustrate the
perceived color di=erences.
give a corresponding fastness rating of *, FE*, F, ?EF, ?, ,E?, ,, CE,, and
CB
X* has two identical greys, and X C grey scale shows the greatest
contrast, and X ,,? and F have intermediate contrasts
Us$n* a Gra# S%a&!I
;ses a class *EFE?E,EC rating system.
.lass * best, .lass C worst.
4alf !ating, such as ?EF also used.
*E8xcellent, FEgood, ?Efair, ,Epoor, CE very poor.
Specimens of a given hue are matched against these gray chips.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
They equate di=erences in lightness with di=erences in color.
Gr!# s%a&!s 'or sta$n$n*
& di=erent set of grey scales is used for measuring staining
/astness rating is shown by two identical white chips Athat is no
stainingB and rating C shows a white and dark chips. The other
numbers shows geometrical steps of contrast between white and a
series of greys.
&piece of untreated, unstained, undyed cloth is compared with the
treated sample that has been in contact with the test specimen during
the staining test and a numerical assessment of staining given.
Grade of *@ no change in color, no staining
Grade of C@ substantially di=erent. 4eavily stained
M!todo&o*# O' T!st$n*
3ormally a multiEfbre strip of ) fbre components used for staining test@
A%!tat!< Cotton< A%r#&$%< Po&#am$d!< Po&#!st!r and 3oo&+
;sually only one specimen of fabric used.
'f material dyed or printed uniformly throughout the fabric, then specimen
chosen should be representative of entire lot.
/or multi 1colored printed fabric, each color should be tested in order to
evaluate every color.
L$m$tat$ons o' Gr!# S%a&!
0isagreement when bright colors are used.
C"ROMATIC TRANSFERENCE SCALE
's used to evaluate fabrics resistance to crocking.
.onsists of six sets of color chips.
8ach set is graduated from light to dark with di=erent rating.
L$*t$n* Us!d For E/a&0at$on
Lhen visually evaluating or comparing, standardi%ed light source
should be used.
.9<9! &T.4'3G (99T4 frequently used for color checking.
COLOR MATC"ING BOOT"
.ontains F di=erent standardi%ed lights@
+ 0aylight
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
+ 'ncandescent <ight
+ .ool Lhite /luorescent <ight
+ ;ltraviolet <ight
8ach used to view specimens by pushing a switch.
0aylight used when evaluating colorfastness as color appears closer
to way usually seen.
COLORFASTNESS TO 3AS"ING
&bility of the fabric to with stand the e=ect of laundering.
<aunderEoEmeter is used to evaluate color fastness to washing with
the help of grey scales.
The washing of fabric results in the removal of dye, therefore
staining can occur, in order to determine the staining, a white multiE
fber strip is attached to the specimen being tested for ./ to
washing.
The staining e=ect on each fber in the multiEfber test fabric should
be rated by using the grey scale for evaluating staining.
Cond$t$on 'or pr!parat$on o' COLORFASTNESS TO 3AS"ING
TEST <iquor T!mp C T$m! 1m$n2
!eproduces
action of
.-C
-.*+ soap
F- ?-
4and washing
.-,
-.*+ soap
-.,+ soda ash
*- F*
!epeated 4and
washing
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
.-?
-.*+ soap
-.,+ soda ash
)- ?-
edium
cellulosic wash
Severe wool
wash
.-F
-.*+ soap
-.,+ soda ash
J* ?-
Severe
cellulosic wash
.-*
-.*+ soap
-.,+ soda ash
J* ,F-
2ery Severe
cellulosic wash
.-)
F g7l detergent
5 perborate
various various
0omestic
laundering
T! La0ndrom!t!r
Specimen placed in a metal cylinder containing water, detergent,
steel balls, and chlorine.
!otating action of these cylinders produces the same e=ect as
textile products being laundered.
TEST PROCEDURE
S"8.'83 "!8"8!&T'93@
.ut the specimen , x ) inches, stapled with the multi fber fabric.
"!9.80;!8@
"lace the sample in the container along with the steel balls and
detergent
!un the machine for F* minute
&fter taking the specimen rinse it with water and soak it in acetic
solution and rinse it again with water.
!emove the excess solution
0ry the specimen and test fabric together using an hand iron
!emove the test fabric and compare it with the gray scale to fnd
the fastness.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
COLORFASTNESS TO LIG"T
This refers to the ability of the fabric to withstand the sun light.
The resistance of the sunlight depends on@
the intensity of the light
'nherent properties of the fabric.
Season
<itude
0istance from the equator.
LeatherEoEmeter and /adeEoEmeter most widely used instruments.
(oth this instruments use di=erent light source and the temperature
and humidity are controlled with in the machine
Specimens placed around the light source, and remain there until
the end of test.
Then evaluated as to changes in color resulting from radiation
LeatherEoEmeter is a newer and more versatile machine
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
't enables specimen to be sprayed with water during the test, if
desired.
't also is able to alternate light and dark periods if continuous light
exposure is not desired.
These conditions are used in the LeatherEoEmeter to test fabric for
such end uses as outdoor furniture, tents or rainwear.
(oth machines have either a carbonEarc lamp or a xenonEarc lamp
as the light source.
The degree of fastness required depends on end use.
&s an example, a coat material should have more color fastness
than a colored dress shirt. Similarly clothes not intended to worn
outside should also have certain color fastness to enable drying in
sunlight.
3EAT"ER5O5METER
3ewer, versatile.
't enables the specimen to be sprayed with water if needed.
't also manipulates the light and dark period if continuous exposure
is not needed.
These make it most suitable for testing fabrics for end uses like
outdoor furniture, tenting or rainwear.
Us$n* 3!at!r M!t!r
Two testing methods are used@
Time method
Standard fading method
TIME MET"OD
The specimen is exposed to light for a particular amount of time.
&fter the termination of time the specimen is taken out and
evaluated.
Specimen is not exposed to the same amount of light each time the
test is performed.
T!st Pro%!d0r! F standard Fad$n* M!tod
Sp!%$m!n Pr!parat$on
.ut the specimen ,.*T x DT with the longer dimension in lengthwise.
T!st Pro%!d0r!
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
ount the specimen in the cardboard holder and remove the
perforated strips so that half of the specimen area will be
uncovered.
'nsert the cardboard holder into the metal holder and place in to the
machine.
8xpose the specimen for ,- hours.
&t the end of the desired exposure time period, remove the
specimen and allow it to relax in the dark at room temperature for
atleast , hours in order to regain moisture from the air.
;sing the grey scale for evaluating colour change, determine the
colour fastness rating for the test fabric.
COLOR FASTNESS TO CROC)ING
+ The rubbing o= of colors is called as crocking.
/abrics with large amount of surface dyes like dark color cotton
fabric tend to have poor colorfastness to crocking, pigment dyed or
printed fabrics also face the same problem.
Some time in order to increase the depth of the colors the surface
dyes are not washed o= which also results in crocking.
Cro%A M!t!r
The crock meter is used to fnd the color fastness to crocking.
This instrument has a fnger covered by a white cotton fabric which
would rub against the specimen.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
This test should be performed both as wet and dry test.
The wet test is an severe test since moisture helps in removal of
dyes
Sp!%$m!n Pr!parat$on
.ut two specimens on the bias, DTxDT and place the test specimen
on the crock meter so it will be rubbed in the bias direction.
T!st Pro%!d0r!
ount a dry, white crock test cloth over the fnger section of the
crock meter so that it will be rubbed in the bias direction.
<ower the covered fnger, causing the crock test cloth to slide over
the coloured specimen for C- complete cycles.
!emove the specimen and the white crock test cloth.
"erform a wet crocking test by the same procedure.
!ate the crock test cloths using the colour transference chart.
COLOR FASTNESS TO PERSPIRATION+
"erspiration can cause a fabric to change color as well as resulting
in staining of ad>acent material.
The test is attempted to stimulate the actual condition. The
specimen is heated for ) hours at ?DY..
& multifbre test fabric is placed against the specimen, the test is
carried out and later evaluated for bleeding or color migration.
&fter the test is completed, the specimen is evaluated using the
gray scale and the average rating is reported.
TEST PROCEDURE
SPECIMEN PREPERATION:
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
.ut the specimen of , RT x , RT
.ut the multifber fabric to , x , inch
PROCEDURE:
'mmerse the test sample and the specimen in the acid solution for
C* min.
Lith draw the fabric and remove any excess liquor
"lace the specimen in the perspiration tester
<oad the tester with C- pounds of pressure.
"lace the loaded tester in an oven and heat it to C--Zf for ) hours
!emove the tester from oven and allow the fabric to dry at room
temperature.
!emove specimen and test cloth and .ompare with gray scale.
COLOR FASTNESS TO FROSTING
/rosting is the change of color caused by a locali%ed, Oat abrasive
action.
/abrics that have poor dye penetration possess poor colorfastness
to frosting.
/abrics that are cross dyed also possess poor color fastness Adue to
di=erences in the abrasion resistanceB.
TESTING EQUIPMENT
InJat!d D$apra*m A.ras$on T!st!r 3$t Frost$n*
Atta%m!nt
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
The specimen is held in such a way that only small portion is
exposed A, inchB to rubbing force.
Two abradants are used here.
Em!r# M!tod
more severe test
;sed for garments that are exposed to severe abrasion
resistance for a long period of time.
&lso used for fabrics that have low dye penetration.
TESTING EQUIPMENT
S%r!!n 3$r! M!tod
!esults in mild abrasive action.
& fne wire screen is used and the specimen is placed over a
hard sponge material.
This is used for cross dyed and blended fabrics.
'n crocking test the rubbing cloth is evaluated and in this the
specimen is evaluated
D$?!r!n%! .!t6!!n Cro%A$n* T!st and Frost$n* T!st
.rocking evaluates the appearance of the specimen
/rosting only evaluates the rubbing cloth, not the specimen.
INFLATED DIAP"RAGM ABRASION TESTER
The specimen is placed between the abradant and the foam.
The table moves to and fro while the specimen is slowly rotated
causing it to rub against the abradant.
SCREEN 3IRE MET"OD
"lace the screen and the specimen in the tester. The specimen is
mounted over the foam rubber cushion.
&pply a ,.* pound load on the head.
Start the tester and allow it to operate for C,-- continuous cycle.
Stop the machine and remove the specimen.
/rom this continue as previous method and fnd the color fastness.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
TESTING STANDARDS - MET"ODS
/or test results to correlate between laboratories it is essential that each
test conducted is to a standard test method. Test methods used in
di=erent countries have unique identifcation numbers but are usually
variations on the same basic protocol. the most commonly used test
standards are@
&ST and &&T.. for ;S&
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
&merican society for testing and materials
&merican association of textile chemist and colorist
(S for ;nited Uingdom
.&3 for .anada
DIN 0eutsches 'nstitute for 3ormung @ Germany
P'S for Papan APapan industrial standardB
&S for &ustralia
('S 1 (ureau of 'ndian standard
'S9
83E'S9
&&T.. 6 &ST are the preferred standards for the 3orth &merican
continent while 'S9 is used for the rest of the world. 'ndividual countries
have derived their own standard methodology but are usually based on
either the 'S9, &&T..7&ST or (S test methods. !ecently, with the
8uropean ;nion being formed, a consolidation of all standard methods
used in 8urope is begin done. 'n most cases, common standards are being
evolved which are designated as 83 or 83 'S9. 't is expected that all
8uropean countries adopt these new designated test methods over a
period of time.
ASTM FABRIC PERFORMANCE
SPECIFICATION C"ART
Param!t!rs
M!nKs and
.o#s
S0$t
M!nKs - .o#s
Pa>amas
(reaking strength, lbs F- ,*
:arn slippage, lbs ,* C*
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Tear strength, lbs ,.* C*
(ursting strength, lbs EE EE
0imensional change @ after *
<aunderings
?+ ?+
@ after ? dry
cleanigs
,+ EE
.olorfastness@ shade change,
original fabric
.lass F .lass F
Shade change after C laundering .lass F .lass F
<aundering@ shade change .lass F .lass F
@staining .lass ? .lass ?
0ry cleaning@ shade change .lass F EE
.rocking@ dry .lass F .lass F
@wet .lass ? .lass ?
"erspiration @ shade change .lass F .lass F
@ staining .lass ? .lass ?
Later repellency@ original fabric EE EE
@ after *
launderings
EE EE
/abric appearance 0" ?.* 0" ?
ASTM FABRIC PERFORMANCE
SPECIFICATION C"ART
Param!t!rs
3om!n and
*$r&s Dr!ss
%oat
3om!n - *$r&s
3at!r r!p!&&!nt
ra$n%oat
(reaking strength, lbs ?-
Z
F-
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
:arn slippage, lbs ,-
ZZ
,*
Tear strength, lbs ? ?
(ursting strength, lbs EE EE
0imensional change@ after *
launderings
EE ?+
@ after ? dry
cleanings
EE ,+
.olorfastness@ shade change,
original fabric
.lass F .lass F
Shade change after C laundering .lass F .lass F
<aundering@ shade change EE .lass F
@staining EE .lass ?
0ry cleaning@ shade change .lass F .lass F
.rocking@ dry .lass F .lass F
@ wet .lass ? .lass ?
"erspiration@ shade change .lass F .lass F
@ staining .lass ? .lass ?
Later repellency@ original fabric EE J-7D-
@ after * launderings EE I-
/abric appearance EE 0" ?.*
ASTM FABRIC PERFORMANCE
SPECIFICATION C"ART
Param!t!rs
Upo&st!r# Drap!r#
(reaking strength, lbs *- ,-
:arn slippage, lbs ,* EE
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Tear strength, lbs ) C.*
(ursting strength, lbs EE EE
0imensional change@ after *
launderings
EE ?+
@ after ? dry
cleanings
EE ?+
.olorfastness@ shade change,
original fabric
.lass F .lass F
Shade change after Claundering .lass F .lass F
<aundering@ shade change EE .lass F
@ staining EE .lass ?
0ry cleaning@ shade change .lass F .lass F
.rocking@ dry .lass ? .lass F
@ wet EE .lass ?
"erspiration @ shade change EE EE
@ staining EE EE
Later repellency@ original fabric EE EE
@after *
launderings
EE EE
/abric appearance EE 0" ?.*
ASTM FABRIC PERFORMANCE SPECIFICATION
C"ART
"arameters
)NITS M!nKs - .o#s s&a%As
(reaking strength, lbs EE
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
:arn slippage, lbs EE
Tear strength, lbs EE
(ursting strength, lbs *-
0imensional change@ after *
launderings
?+
@ after ? dry
cleanings
,+
.olorfastness@ shade change, original
fabric
.lass F
Shade change after C laundering .lass F
<aundering@ shade change .lass F
@ staining .lass ?
0ry cleaning@ shade change .lass F
.rocking@ dry .lass F
@ wet .lass ?
"erspiration @ shade change .lass F
@ staining .lass ?
Later repellency@ original fabric EE
@ after *
launderings
EE
/abric appearance 0" ?.*
Not! :
Z not napped
ZZ solid shad
ZZZ after C wash,
*+
Shrinkage,
,+ gain
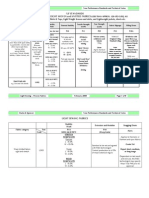
T#p$%a& T!Lt$&! Sp!%$=%at$ons 'or 3o/!n B&o0s!s and
S$rts
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Sr+ T!st D!s%r$pt$on M$n$m0m P!r'orman%!
Sp!%$=%at$ons
C Tensile Strength AGrabB C* kgf @ Larp 6 Left
, Tear Strength School wear @ I--g @ Larp 6 Left
9thers @ *-- g@ Larp 6 Left
? Seam Slippage D kgf at S9 ) mm @ Larp 6 Left
F Seam Strength C- kgf Larp 6 Left
* &brasion !esistance C-,--- rubs
) "illing !esistance Afor
blends onlyB
Shirts 6 School wear @ ?EF @ CD,---
rubs
(louses @ ?EF @
CC,--- rubs
I 0imensional Stability 1
achine wash, /lat 0ry
5 ?.-+ <ength 6 Lidth
ZZ
D &ppearance of garment
after laundering
Shade .hange @ F, 3o adverse
change in appearance
J /ibre .omposition 5 ? + of Stated .omposition
C- .olourfastness to <ight Shade .hange @ F
CC .olourfastness to Lashing Shade .hange @ F, Staining @ ?EF
.ross Staining @ FE*
Z
C, .olourfastness to Later Shade .hange @F , Staining @ ?EF
.ross Staining @ FE*Z
C? .olourfastness to !ubbing 0ry @ F Let @ ?
Not!s :
ZZ
@ /or viscose fabrics, a maximum shrinkage of *.-+ may be accepted
Z
@ /or contrasting colours used in the same garment only.
0imensional Stability and .olourfastness to Lashing are to be tested at
the temperature specifed in the care label only.
T#p$%a& T!Lt$&! Sp!%$=%at$ons 'or Str!t% Garm!nts %onta$n$n*
%onta$n$n* E&astan!
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
1In%&0d$n* S6$m6!ar< B!a%6!ar - L!otards2
Sr+ T!st D!s%r$pt$on M$n$m0m P!r'orman%!
Sp!%$=%at$ons
C Stretch 7 !ecovery !esidual 8xtension@ *.- + max. after
?- minutes of recovery in length or
width as applicable.
, 0imensional Stability 1
achine wash, /lat 0ry
E *.- + <ength 6 Lidth, max.
5 ?.- + <ength 6 Lidth, max.
? &ppearance of garment after
laundering
Shade .hange@ F, 3o adverse
change in appearance
F /ibre .omposition 5 ? + of Stated .omposition
* .olourfastness to <ight Swimwear 6 (eachwear@ *
9thers @ F
) .olourfatness to Lashing Shade .hange @ F, Staining @ ?EF
.ross Staining @ FE*
Z
I .olourfatness to Later Shade .hange @ F, Staining @ ?EF
.ross Staining @ FE*
Z
D .olourfatness to !ubbing 0ry @ F Let @ ?
J .olourfastness to .hlorinated
Later
Shade .hange @ F
C- .olourfastness to Sea Later
for (eachwear and Swimwear
only.
Shade .hange @ F
Staining @ ?EF
Not!s:
Z @ /or contrasting colours used in the same garment only.
0imensional Stability and .olourfastness to Lashing are to be tested at
the temperature specifed in the care label only.
Som! ELamp&!s o' Sp!%$a& R!M0$r!m!nts 'or D$?!r!nt End Us!s O'
Fa.r$%s ( Garm!nts
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
It!m Sp!%$a& R!M0$r!m!nts
Garments for &ustralia 'mproved <ight /astness
Swimwear7 (eachwear .hlorinated water 7 Sea water
/astness
Surgical Gowns 7 &pparel &nti (acterial properties
Loolen erchandise oth "roofng
/ire /ighters &pparel /lame "roofng
0efence Textiles Atents 7 .anvas
etc.B
!ot "roofng
Soil 7 Stain resistant materials Soil release treatments
9il 'ndustry applications 9il repellency fnishes
.urtain materials 'mproved <ight /astness
'ndustrial ;niforms Strength, 9il 7 Soil !epellency
Sportswear &brasion 6 Seam Strength
.hildrenQs wear .olourfastness to Saliva
3ightwear /lammability
!ainwear Later repellency, (reathability
Garments for &rctic conditions &bility to withstand extreme cold
Fa.r$% Insp!%t$on
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
The inspection of fabric, madeEup and garments has two primary
functionsN frst to classify the products according to the di=erent
qualities based on the demands of market and customer and second to
provide the information about the quality being produced.
3ormally the three operations such as inspection, mending or repairing
of mendable defects and grading are performed in one operation at a
time.
Grad$n* o' D!'!%ts:
The textile products such as fabric, madeEups and garments during the
manufacture may have yarn defects, fabric defects and fabrication
defects due to the various reasons.
The defects depending on the magnitude, frequency of occurrence,
position, importance, e=ect on the purpose, consequences in the
further process, etc., shall be classifed and graded under various
systems.
0uring the inspection, the occurrences of various defects need to be
examined and graded based on their magnitude and dimension as per
the required system.
There are , di=erent types of systems are widely used for grading the
defect of fabrics
G Po$nt Grad$n* S#st!m:
The F point grading system, also called the &merican &pparel
anufacturers &ssociation A&&&B point 1 grading system for determining
fabric quality, is widely used by producers of apparel fabrics
Po$nt A&&o%at$on 'or G Po$nt S#st!m
L!n*t o' d!'!%t $n 'a.r$%< !$t!r &!n*t or
6$dt
Po$nts a&&ott!d
;p to ? inch C
9ver ? inch, up to ) inch ,
9ver ) inch, up to J inch ?
9ver J inch F
4oles and openings A<arge dimensionB
C inch or less ,
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
9ver C inch F
C. 3o linear yard of fabric shall be assigned more than F penalty points,
no matter how bad or frequent the defects are.
,. & continuous defect running over JT shall be assigned F points for each
yard.
7@ Po$nt Grad$n* S#st!m:
/abric is considered Sfrst quality if the number of defect points is less
than the number of yards of fabric inspected.
'n the case of fabrics wider than *- inch., the fabric is considered frst
quality if the total defects points do not exceed the number of yards of
fabric inspected by C-+ .
Po$nt A&&o%at$on 'or 7@ Po$nt S#st!m
<ength of defect "oints allotted
3arp d!'!%ts
;p to C inch C
C to * inch ?
* to C- inch *
C- to ?) inch C-
3!'t d!'!%ts
;p to C inch C
C to * inch ?
* inch to half 1 width *
<arge than half E width C-
C. 3o linear yard of fabric shall be assigned more than C- penalty points,
no matter how bad or frequent the defects are.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Ca&%0&at$on:
& fabric roll C,- yd long and FD inch width contains the following defects.
.an we accept this fabric roll as per F point system[
0efect <ength 7 3o of 0efect is like - to ? inch 1 , defect, ? to ) inch 1 *
defect, ) to J inch 1 C defect, ore than J inch 1 C defect
Ans6!r:
- to ? inch 1 , defect A ,xC M , pointsB
? to ) inch 1 * defect A *x, M C- pointsB
) to J inch 1 C defect A Cx? M ? pointsB
ore than J inch 1 C defect A CxF M F pointsB
Total "oints M CJ points
Form0&a:
"oints7 C-- yd\ M ATotal "oints x ?)--B 7 A /abric width x /abric <ength in
inchB
"oints7 C-- yd\ M A CJ x ?)--B 7 AFD x C,-B
M CC.J defect points 7 C-- yd\
A3ormally products containing up to F- points per C-- yd\ are
acceptableB.
So we can a%%!pt this fabric roll as per F point grading system.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
CARE LABELING F D!/!&op$n* and E/a&0at$n* Car! La.!&s
.are labels are required by the .are <abel !egulation on most textile
apparel products and are included on many textile furnishing products.
any companies, such as carpet and furniture manufacturers, include
care labels, tags, or instructions with their products even though such
information is not required. These companies provide this service because
consumers have become so accustomed to seeing this information for
many products, that they have begun to expect it on all textile products.
Car! Instr0%t$on o' Cat!*or#
The various textile items which we handle or wear normally have a fairly
long useful life provided care is taken by not exposing them to adverse
conditions.
Le shall frst see the general weaknesses and the conditions which are
harmful to most of the textile materials. 'n general, all textile materials
are adversely a=ected by sunlight, dampness, high temperature,
perspiration, and wear and tear. Le shall brieOy see how and why textile
materials are adversly a=ected by these inOuences.
a) S0n &$*t: 8xposure of textile materials to sunlight sets up chemical
changes which always reduce the strength and durability of the
fbres. /urther, in many cases the colour of the textiles fade to a
large extent also.
b) Dampn!ss : (acteria, mildew and other microEorganisms which
attack the textile materials remain inactive so long as the materials
are su$ciently dry. in damp conditions these organisms become
active and cause deterioration of textile items. 4ence, textile items
should not be stored in damp conditions.
c) "$* T!mp!rat0r!: 8xposing to high temperature may result in
damage to textile items either form decomposition of the fbre
substance or due to actuation of harmful substance present in the
fabric. /or example, presence of a weak acid like vinegar on cotton
textiles may not a=ect the fabric at ordinary temperature. 4owever,
if the fabric is ironed at very high temperature, this acid will weaken
the fabric considerably.
d) P!rsp$rat$on: This can be harmful to most of the textile materials,
because it can be both acidic and alkaline. ost textile materials are
adversely a=ected either by acid or alkali. /or example, cellulosic
fbres like cotton, linen, viscose and cuprammonium rayons are esily
deteriorated by acids while protein fbres like wool and silk are
adversely a=ected by alkalis.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
e) 3!ar and T!ar: The abrasion, rubbing and Oexing to which the
textile materials ae sub>ected to, have the e=ect of breaking the
fbres or displacing them in the yarn so that the textile materials are
weakened and eventually they are torn.
Sp!%$=% C&!an$n*< Dr#$n* and Stora*! R!M0$r!m!nts o' T!Lt$&!s
Mad! o' ,ar$o0s F$.r!s:
aB .ottons@ 't can be washed in hot water with strong detergent and
can be pressed with hot iron. &s cotton textiles wrinkle easily, they
should be treated with starch prior to ironing. They should be stored
in dry condition only and not in damp condition, to avoid mildew
attack.
b) 3oo&s: Lool should be washed in luke warm water with a mild
neutral sop or mild synthetic detergent. 't should be dried slowly
away from heat. Lool should be preferably ironed on wrong side
with a steam iron or damp cloth. 0ry cleaning is preferred to
washing. Lool fabrics are to be protected against moths and carpet
beetles.
c) S$&As: Silk should be washed only if labeled as QwashableQ.
9therwise it should be dry cleaned. Lashing is done by hand with
lukewarm water with mild soap or neutral detergent. 'roning is done
while damp on the wrong side of fabric. Silks stained by perspiration
should be cleaned at once, since perspiration weakens the fabric.
.hlorine bleach is to be avoided. 8xposure to sun light is also to be
avoided. Silk fabrics are to be protected against moths and carpet
beetles.
d) Ra#ons: if the product is labeled washable, it should be washed by
using mild luke warm soap or detergent solution. The fabric is
squee%ed gently and rinsed in luke warm water. The article shoukd
neither be wrung nor twisted. 'roning should be done at moderate
temperature.
e) N#&on+ A%r#&$% and Po&#!st!r: These fabrics can be machine
washed, tumble dried at low temperature. /abric softener may be
added at fnal rinse. 'roning can be done at moderately low
temperatue. /requent machine wash may lead to pilling of polyester
fabrics. Lhite nylin fabrics tend to become yellow or grey. .hlorine
bleach should not be used in such cases.
Car! o' 3o/!n< )n$tt!d and F!&t!d Fa.r$%s:
.are of fabric also depends upon its construction. Loven, knitted and
felted fabrics need di=erent treatments. /abrics, frmly woven in a
simple weave, is usually easily laundered unless fbre or fnish prevents
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
it. Satin weave fabric should not be washed or dried with anything that
might catch on the long Ooat yarn. Unitted fabric usually resists
wrinkling but the loop on the long Ooat yarn. Unitted fabric usually
resists wrinkling but the loop formation can be distorted in cleaning
unless proper care is given.. Unitted fabrics may preferably be hand
washed and should not be hung on the hanger to dry as the weight of
damp cloth may result in permanent elongation of loop structure. ost
of the lace garments do better if dry cleaned or hand washed, since the
intricate design structure may be damaged by agitation during
machine washing. Lhile washing corduroy or velveteen garments, they
should be separated from other items of clothing to avoid lint
accumulation. 3onEwoven fabrics such as felts are not strongly
constructed and may be permanently damaged if improperly cleaned.
True felts are made of wool fbres, which shrink when washed and
should be dry cleaned only. Those held by adhesive substance may
disintegrate if cleaning treatement dissolves the adhesive and hence
the label instruction of cleaning must be followed strictly.
(efore making actual purchase of textile product, the consumer should
consider the kind of care the product will require. 'f an article does not
have a right kind of cleaning or care, it may lose its usefulness long
before the owner has received satisfactory monetary value.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
E%o La.!&$n*:
8nvironmental protection and ecoEfriendliness play an increasing part in
consumer awareness today. 8coElabels is based on written requirements
and ob>ective parameters or properties. The labels give consumers a legal
assurance that the goods purchased contain no toxic substances or that
they do not exceed specifc limits,
T#p!s o' E%o La.!&s:
C. 3ational <abel
,. "rivate <abel
Nat$ona& La.!&:
C. 39!0'. SL&3 A3orway, Sweden, /inland, 'celandB 1 a life cycle
analysis protocol
,. SL0'S4 3&T;!8 .93S8!2&T'93 S9.'8T: 1 0oes not analy%e fnal
product but require detailed descriptions of fbre production and textile
manufacture.
?. SU&< 9!G&3'. 1 onitors the whole production process of products
manufactured only from organically produced natural fbres.
F. ST'.4T'3G '<'8;U8;! 1 a protocol for fabrics designed to be used in
clothing, and or ready to wear clothing, which monitors each step in
the production chain and analy%e the fnished product.
Pr$/at! La.!&s:
8.9T8G E (ased on auditing and analy%e of product and process.
98U9ET8G 1 .arries out tests on the fnished product.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
GuT 1 8ssentially a life 1 cycle analy%e protocol for carpets.
OE)O5TEX SC"EME
The various standards set out in the ecoElabeling system, the most
important human ecological standard is the 9ekoETex standard C-- of the
S'nternational &ssociation of !esearch and Testing in the feld of Textile
8cologyT
'n CJD*, the &ustrian Textile !esearch 'nstitute A9T/B published guidelines
on the testing of textiles for toxic substances.
'n CJJ, the 9T/ 4ohenstein !esearch 'nstitute set up 9ekoETex. 9ekoETex,
then drew up general conditions for awarding the S .93/'083.8 '3
T8GT'<8ST. <abel for textiles that met the requirments of 9ekoETex
Standard C--.
'n CJJF the competing German .S.T. label was integrated into 9ekoETex
organi%ation.
The 9ekoETex &ssociation members currently comprise test institutes from
C, 8uropean .ountries. 8ach of these national institutes has exclusive
rights to award the 9ekoETex label A.ertifcateB and to perform related
tests and inspection.
Lhereas 9ekoETex Standard C-- describes the general conditions of
compliance to the scheme, there are productEspecifc special standards as
given below.
C-- 1 General conditions
C-C 1 Textile fabrics for clothing, with the exception of baby clothing
C-, 1 &ccessories for clothing, with the exception of baby clothing
C-? 1 .lothing, with the exception of baby clothing
C-F 1 Textile fabrics for baby clothing
C-* 1 &ccessories for baby clothing
C-) 1 (aby clothing
C-I 1 Textile Ooor coverings
C-D 1 Textile wall coverings
C-J 1 Textile furnishing fabrics and curtains
CC- 1 ;pholstery fabrics
CCC 1 (lankets, .ushions and their fllings
CC, 1 (ed clothing and bedding
CC? 1 attresses
CCF 1 4ousehold textiles
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
CC* 1 Spun fbres A:arns, "lyEyarnsB and initial products A<oose stock,
staple fbresB used for manufacturing of textile fbres in industry and
trade.
CC) 1 <eather and leather clothing, without baby clothing.
,-- 1 Testing procedures
C!rt$=%at$on G0$d!&$n!s:
9ekoETex Standard C--. .ertifcation involves the following steps.
& written application to bear the 9ekoETex label is placed with
certifcation agency or an 9ekoETex institute for an article or group of
articles.
The 9ekoETex test institute must be provided with a representative
sample of the material too be labeled.
The applicant must show that a quality assurance system is in place
Ae.g@ 0'37'S9 J--CB to ensure that articles in current production
correspond to the submitted sampled with regard to all 9ekoETex
criteria.
This involves random sampling, either by the applicant or a subE
contractor.
T! app&$%ant m0st $n%&0d! d!ta$&!d $n'ormat$on a.o0t :
C. The type and composition of the substrate.
,. Substrate incorporations Apigments, delustering agents etc.B
?. /ibre and thread preparation
F. "reETreatments
*. 0yeing and printing processes
). 0yes and auxiliaries used
I. .hemical and mechanical equipment
D. 3onEtextile material Abuttons, %ips, etc..B
Prod0%t C&ass:
T! O!Ao5T!L Cata&o*0! prod0%t %&ass!s $n a%%ordan%! 6$t
t!$r $nt!nd!d 0s!+
.lass ' (&(: "!90;.TS 1 "roducts for babies and small children Aup to the
age of ,B including accessories and preEproducts.
.lass '' "!90;.TS 4&2'3G SU'3 .93T&.T 1 &rticles worn close to the skin
such as blouses, shirt and under wear.
.lass ''' "!90;.TS 4&2'3G 39 SU'3 .93T&.T 1 &rticles with at most very
little skin contact such as coat, dress, articles with linings.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
.lass '2 /;!3'S4'3G 1 &rticles, preEproducts and accessories for
decorative purpose such as tableware, furniture coverings, curtains textile
Oooring, mattresses.
T#p$%a& E%o5Param!t!r R!M0$r!m!nts 'or T!Lt$&!s ( Garm!nts
Sr+ It!m P!rm$tt!d &$m$ts ( 0sa*!
C "resence of (anned &mines (elow ?- ppm
, "resence of
"entachlorophenol A"."B
(aby wear @ -.-* mg7kg
9thers @ -.* mg7kg
? "resence of "olychlorinated
(iphenyls A".(QsB
3ot traceable
F "resence of /ormaldehyde 'tems not in direct contact @ ?-- mg7kg
'tems in direct contact with skin @ I*
mg7kg
(aby wear @ ,- mg7kg
* p4 2alue of &queous 8xtract (etween F.- and I.*
) !esidual "esticides
Z
AtotalB -.* mg7kg Ababy wearB
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
C.- mg7kg AothersB
I "resence of 4eavy etals &s detailed separately.
ZZ
D .hloroorganic .arriers 3ot detected
J /lame !etardants 3ot to be used
C- 9dour 3o unnatural odour
CC "hthalates in "2. 3ot detected
C, T(T, 0(T, (T 3ot detected
C? .hlorine (leaching 3ot to be used
Z7ZZ
'ndividual limits of 4eavy metals and "esticides are prescribed by
buyers.
N!6 r!M0$r!m!nts $n E%o T!st$n*
&s the understanding on harmful e=ects of chemicals grows, new
requirements in ecological parameters are added. .hanges and updates in
the specifcations are done based on this, mainly in the private 8co <abels.
Some of the new requirements that have been introduced are given
below@
Or*anot$n %ompo0nds: Tributyltin was found to be present on a soccer
>ersey being sold in Germany a year and a half ago. T(T was used as an
antibacterial, to suppress body odour which results from bacterial growth
in perspiration. T(T is known to be a mutagen, causing genetic mutation
in sea snails. This led to many retailers and popular 8coElabels requiring
T(T, 0(T AdibutyltinB and (T AmonobutyltinB to be absent from their
merchandise.
Bann!d Am$n!s: &part form the ,- banned amines listed in the German
!egulation A.ommodities &ctB, four more amines are required to be below
limits@
oEanisidine
pEamino a%oben%ene
,.FQ xylidine
,.)Q xylidine
A&&!r*!n$% D#!s: "roposed 88. regulation now also lists D disperse dyes
which are to be banned. These dyes are known allergens.
3ickel in accessories @ & new test method, 83 DCC 7 C,FI, was made
applicable to all metallic accessories used in garments, such as %ips,
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
rivets, buttons, embellishments etc. in Pune ,--- by regulation in
Germany. This test method simulates , years of actual use of the article.
Pta&at!s $n P,C: 8mbellishments of "2. are expected not to contain
phthalates.
Total Quality Management
TQM refers to activities that involve everyone in organisation in an integrated effort to
improve performance at every level.
The goal of TQM is to maintain the organisations competitiveness in the world markets
TQM PERSPECTIVES ARE
A customer focus
An emphasis on quality
Team work
ndividual empowerment
Training and education
nvolvement of all employees
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
!ommitment by management
!ontinuous process improvement
QUALITY IS .the QUALIFIER!
"oing it right first time and all the time. This boosts !ustomer satisfaction immensely
and increases efficiency of the #usiness operations.
!learing the bar $i.e. %pecification or %tandard stipulated) &'cellence that is better than a
minimum standard.
Quality an !u"tome# e$%e!tation"
Quality is also defined as excellencein the product or service that fulfills or exceeds the
expectations of the customer.
There are 9 dimensions of quality that may be found in products that produce customer(
satisfaction.
Though quality is an abstract perception)it has a quantitative measure( Q* $+ , & ) )
where Q*quality) +* performance$as measured by the Mfgr.)) and & * e'pectations$ of
the customer).
The & 'imen"ion" o( Quality
+erformance- +rimary product !haracteristics
.eatures- %econdary characteristics) added features
!onformance- Meeting specification or industry standards)
/eliability- !onsistency of performance over time) average time for the unit to fail
"urability- 0seful life)
%ervice- /esolution of problems and complaints
/esponse( of "ealer, Mfgr. to !ustomer- 1uman to human interface
Aesthetics 2 of product- e'terior finish
/eputation( of Mfgr.,"ealer- +ast performance and other intangibles) such as being
ranked first
TQM #e)ui#e" "i$ *a"i! Con!e%t"+
3. Management commitment to TQM principles and methods 4 long term Quality plans
for the 5rganisation
6. .ocus on customers 2 internal 4 e'ternal
7. Quality at all levels of the work force.
8. !ontinuous improvement of the production,business process.
9. Treating suppliers as partners
:. &stablish performance measures for the processes.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
E((e!t" o( %oo# Quality
;ow customer satisfaction
;ow productivity) sales 4 profit
;ow morale of workforce
More re(work) material 4labour costs
1igh inspection costs
"elay in shipping
1igh repair costs
1igher inventory costs
<reater waste of material
,ene(it" o( Quality
1igher customer satisfaction
/eliable products,services
#etter efficiency of operations
More productivity 4 profit
#etter morale of work force
;ess wastage costs
;ess nspection costs
mproved process
More market share
%pread of happiness 4 prosperity
#etter quality of life for all.
TQM im%lementation
#egins with %r. Managers and !&5=s
Timing of the implementation process
.ormation of Quality council
0nion leaders must be involved with TQM plans implementation
&veryone in the organisation needs to be trained in quality awareness and problem
solving
Quality council decides Q+ pro>ects.
-e. / 0l Cultu#e
Quality Elements Previous state TQM
Definition Product
Oriented
Customer-
Oriented
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Priorities Second to
Service and
Cost
First among
equals of
Service and
cost
Decision Short-term ong Term
Em!hasis Detection Prevention
Errors O!erations System
"es!onsi#ility Quality Control Everyone
Pro#lem Solving Manager Teams
Procurement Price ife-cycle
costs$
!artnershi!
Manager%s "ole Plan$ assign$
control and
enforce
Delegate$
coach$
facilitate and
mentor
St#ategi! Quality 1oal" an 0*2e!ti3e"
<oals must be focused
<oals must be concrete
<oals must be based on statistical evidence
<oals must have a plan or method with resources
<oals must have a time(frame
<oals must be challenging yet achievable
4hat i" !u"tome# "ati"(a!tion5
s it due to +roduct quality?
s it due to pricing?
s it due to good customer service ?
s it due to company reputation?
s it something more?
6ai7en
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Uai%en is a Papanese word. 't means continuous im!rovement !rocess
of creating more value and less nonEvalue adding waste.
Uai%en is not >ust a philosophy of the workplace, it means continually
im!roving in ever facet of life, including business, industry,
commerce, government, and diplomacy, among others.
't involves incremental improvement involving everone.
The improvements are usually accomplished at little or no e)!ense
without so!histicated techni*ues or e)!ensive e*ui!ments.
'f focuses on simplifcation by breaking down com!le) !rocesses into
their sub+!rocess and then improving them.
Uai%en can be regarded as culture that encourages suggestions by
operators who continually try to incrementally improve their >ob or
process.
Uai%en helps to achieve process more e,cient, e-ective, under control
and ada!table.
Uai%en training has focused on both philosophical and cultural concepts
and is based on the belief that the develo!ment of an individual.s skill
bene"ts both the com!an and that individual, and that people
constantly aim for selfEimprovement
The 6ai7en im%#o3ement" (o!u" on the u"e o(+
Value-added and non-value added work activities
Muda, seven classes of wastage- over production) delay) transportation) processing)
inventory) wasted motion and defective parts
+rinciples of motion study and use of cell technology
+rinciples of materials handling and use of onepiece flow
"ocumentation of standard operating procedures
0se of 5
Visual Management
!o"a-yo"e to prevent or detect errors
#eam dynamics which includes problem solving) communication skills and conflict
resolution
Flo. !ha#t o( 6ai7en P#o!eu#e
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Si$ Sigma
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
%igma $@) is <reek symbol) used for statistical measurement of dispersion called standard
deviation.
%maller the value of sigma) less variability in the process.
%i' sigma simply means a measure of quality that strives for near perfection.
A AdefectB is any mistake that results in customer dissatisfaction.
%i' sigma is a disciplined) data(driven approach and methodology for eliminating defects.
To achieve si' sigma) the process must not produce more than 7.8 defects per million
opportunities.
%i' %igma statistically ensures that CC.CCCDE of all products produced in a process are of
acceptable quality.
Si$ Sigma
%i' %igmamethodology provides the techniques and tools to improve the capability and
reduce the defects in any process.
t was started in Motorola) in its manufacturing division) where millions of parts are
made using the same process repeatedly.
&ventually %i' %igma evolved and applied to other non manufacturing processes.
Today you can apply %i' %igma to many fields such as %ervices) Medical and nsurance
+rocedures) !all !enters.
1oal o( Si$ Sigma
To reduce Fariation and maintains consistent quality
To reduce "efects
To improve yield
To enhance customer satisfaction
To improve the bottomline i.e. improvement in profits
6ey Element" o( Si$ Sigma
!ustomer %atisfaction
"efining +rocesses and defining Metrics and Measures for +rocesses
0sing and understanding "ata and %ystems
%etting <oals for mprovement
Team #uilding and nvolving &mployees
nvolving all employees is very important to %i' %igma. The company must
involve all employees. !ompany must provide opportunities and incentives for
employees to focus their talents and ability to satisfy customers.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
"efining /oles- This is important to si' sigma. All team members should have a
well defined role with measurable ob>ectives.
Si$ Sigma Methoology
%i' %igma methodology improves any e'isting business process by constantly
reviewing and re-tuning the process.
To achieve this) %i' %igma usesa methodology known as $M%&' $"efine
opportunities) Measure performance) AnalyGe opportunity) mprove performance) !ontrol
performance).
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
0efne
0etermine benchmarks, Set
(ase line, 0etermine .ustomer
!equirement, Get customer
commitment,
ap "rocess /low
easur
e
0evelop defect measurement,
0evelop data collection
process, .ollect data, .reate
forms, .ompile and display
data
&naly%
e
2erify data, 0raw conclusion
from data, test conclusions,
0etermine improvement
opportunities, 0etermine root
causes, , ap causes to e=ect
'mprov
e
.reate improvement ideas,
.reate models, 8xperiment,
Set Goals, .reate problem
statement and solution
statement, 'mplement
improvement ethod
.ontro
l
onitor improvement process,
measure improvements
statistically, &ssess
e=ectiveness, ake needed
ad>ustment.
0PP0RTU-ITIES F0R ERR0R AT VARI0US SI1MA
Number of defects
per million
opportunities for
error
Associated
sigma level
&&$'() *+)
,,$-.) *+.
&$,() /+)
($*.) /+.
,** .+)
*, .+.
*+/ &+)
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Lo!ation o( 89"igma
:u"t in Time ;:IT<
This concept was developed by Hapanese in 3C9Is.
HT program is directed towards ensuring that the right quantities are purchased or
produced at right and that there is no waste.
t is a holistic) quality based approach to requirement planning and control which uses
information systems) quality tools and techniques ) capacity scheduling) continuous
improvement and employee involvement to meet demand instantly $HT) with perfect
quality and no waste.
t is not only the inventory and scrap. Any thing that does not add value i.e. increases
usefulness or reduces cost) can be said as waste.
The o*2e!ti3e o( :IT i" to #eu!e the in3ento#y to 7e#o le3el.
AIM o( :IT
To produce or operate to meet the requirements of the customer e'actly without waste
immediately on demand.
The HT concept identify operational problems by tracking the following-
Material Movements-( material stops) diverts) turns backwards)
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Material accumulation-( buffer for problems) e'cessive varriability
+rocess .le'ibility-( an absolute necessity for fle'ible operation and design
Falue 2added efforts-( when much of what has done does not add value and
the customer will not pay for it.
Tool" to !a##y out :IT
.lowcharting
+rocess %tudy and analysis
+reventive maintenance
+lant lay out method
%tandardiGed design
%tatistical +rocess !ontrol
Falue analysis and value engineering
#atch or lot siGe reduction
.le'ible work force
Jan(ban card with material visibility
Mistake proofing
+ull scheduling
%et up time reduction
=>>? in"%e!tion+ 'i"a3antage
3IIE inspection is not cost effective and sometimes 3IIE inspection may not assure the
risk of inclusion of defective materials.
This is due to the reduction in effectiveness of the personnel doing inspection due to
monotonous nature of >ob and fatigue.
0se of automated systems of inspection has reduced such task to be done by human
being.
n case) the use of automated system of inspection is not possible) we have to rely on
human efforts.
.or this) %tatistical sampling provides more economical approach compared to 3IIE
inspection.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
IS0 &>>>
The international 5rganiGation for %tandardiGation $%5) was found in 3C8: in <eneva)
%witGerland.
ts mandate is to promote the development of international standards to facilitate the
e'change of goods and services worldwide.
The %5 technical developed a series of international standards for quality systems) first
published in 3CKD.
Most of the countries have adopted the %5 CIII series as their national standards.
These standard seek to ensure that a company has in place the necessary organiGation)
commitment and systems to consistently meet the defined quality and performance
standard.
#y design) the series can be tailored to fit any organiGation=s needs whether it is large or
small.
t can be applied manufacturing as well as services sectors.
n very simplified terms) the standards require an organiGation to say what it is doing to
ensure quality then do what it says and finally document or prove that it has done what it
said.
IS0 &>>> "e#ie"+
%5 CIII-( Quality Management and Quality Assurance %tandards(<uidelines)
fundamentals 4 Focabulary discusses fundamental concepts related to QM% and provide
terminology used in other standards
%5 CII3- Quality Management %ystems( Model for Quality Assurance in design ,
"evelopment) +roduction) nstallation and servicing
%5 CII6- Quality Management %ystems( Model for quality assurance in +roduction and
nstallation
%5 CII7- Quality Management %ystems( Model for quality Assurance in .inal
nspection and Test
%5 CII8- Quality Management %ystems( Model and guidelines for +erformance
mprovement.
,ene(it" o( IS0 Regi"t#ation
!ustomers want %5 certified vendor or supplier to ensure quality compliance of the
supplies.
nternal quality - reduction in scrap) rework nonconformities
+roduction reliability- reduction number of breakdown per month) percent down time per
shift
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
&'ternal quality- reduction in customer complaint and return
Time performance- improved on time delivery) throughput time
!ost of poor quality- &'ternal nonconformities) scarp) rework are reduced.
A%%!pta.&! Q0a&$t# L!/!&
Ma>ority of sampling is based on desired achievement of predetermined acceptable
quality level $AQ;).
AQ; is a statistically measure of the consistency or quality predictor of manufactured
goods.
The AQ; is the ma'imum percent defective can be considered as process average for the
sampling purpose.
t is designated value of percent defective that the consumer will accept.
The AQ; may be defined in the contract or established internally.
A certain proportion of defective will always occur in any manufacturing process) however) if
the percentages doesn=t e'ceed a certain limit) it is often more economical to allow the
defective to go through rather than to screen entire lot. This limit is called Acceptable Quality
level.
n other words) the ma'imum percent defective or ma'imum number of defects per 3II units
which can be considered satisfactorily as a process average is termed as Acceptable Quality
level.
%ampling procedures are adopted under practical and economic considerations to accept or
re>ect a lot on the basis of the sample drawn at random from the lot. 1ence it is necessary that
a scientifically designed sampling plan is used to provide adequate confidence and protection
to the manufacturer and the customer very economically.
Fo#mation o( lot"
.ormation of lots will have to be planed with respect to the following-
a) Type of lot$%tationary lot or moving lot)
b) %iGe of the lot.
c) 1omogeneity of the lot.
d) Accessibility of item in the lot.
a) %tationary and moving lot
n a stationary lot items are presented simultaneously) all the sample items may be obtained at
one time in a moving lot) as the lot moves past the point of inspection) one or a few items are
selected at a time. n many situations stationary lots offer advantages over moving lots.
*< Si7e o( lot
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
The general rule in the formation of lots is to make the lot siGe as large as possible provided
that a reasonable degree of homogeneity is maintained. #ut siGe of lot will have to be limited
on account of the following factors-
i) The formation of larger lots may result in the inclusion of items differing more
widely in quality.
ii) The production or supply of material may be such that the accumulation of large
lots will be over a long period.
iii) "ue to shortage of space and handling problems.
iv) The economic consequences of re>ection of larger lots because of the cost of
scrapping) the cost of detailed inspection or the cost of reworking them. n
forming a lot) therefore) compromise is to be made in respect of its siGe.
!< @omogeneity o( lot"
As the efficiency of sampling depends on the degree of homogeneity of the lot) efforts should
be made not to have a mi'ed lot as far as possible and to confine the lot to materials or
products originating from essentially similar condition.
< A!!e""i*ility o( item in the lot
t is also important from the point of view of convenience of inspection that the lot is easily
identifiable and should have easy access to all parts of the lot to select representative sample.
'ete#mination o( "am%le "i7e
t is not possible to have a single rule for determination of the siGe of the sample. The number
of items to be in the sample is dependent on the e'tent of error due to sampling that can be
tolerated which in turn depends to a large e'tent on the degree of homogeneity of the lot. The
siGe of the lot also comes into picture more from practical consideration than any statistical
reasoning.
.or economical inspection of goods) a sampling plan was designed by American military
department known as AAmerican Military standardB. This standard has undergone many
revisions from M;(%T"(3I9A to M;(%T"(3I9&. Today this sampling is very much in use.
The acceptability of a lot submitted for inspection shall be determined with the sampling plan
associated with the specified value of AQ;.
'#a.ing o( Sam%le
Ascertain the lot siGe
/efer the sample siGe code letters table
.orm the column indicating lot,batch siGe) identify the class to which the population
belongs.
dentify the letter $alphabet) from- A<eneral nspection ;evel( B corresponding to
population class. <eneral nspection level 2 shall be normally used unless otherwise
instructed.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
/efer to table titled %ingle sample plan Lormal nspection using the identified letter
$alphabet) of A<eneral nspection ;evel 2 B.
0se the decided value of AQ; for acceptance and re>ection.
T0 1 /abric #uality &ssurance 1 Study aterial "rof. 2. Sivalingam, 3'/T, (engaluru
Potrebbero piacerti anche
- Carr and Latham's Technology of Clothing ManufactureDa EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerValutazione: 4 su 5 stelle4/5 (1)
- What Is Denim? Why It's Called Denim?: Properties of Denim FabricDocumento21 pagineWhat Is Denim? Why It's Called Denim?: Properties of Denim Fabricrahmanshanto623100% (1)
- 10 Apparel QamanualDocumento44 pagine10 Apparel QamanualRanjeetKamatNessuna valutazione finora
- Garment InspectionDocumento12 pagineGarment Inspectionmohan smrNessuna valutazione finora
- Tesco Textile Performance Standards: Fabric Testing RequirementsDocumento21 pagineTesco Textile Performance Standards: Fabric Testing RequirementsS.m. Ahsan50% (2)
- Inspection - Fabric InspectionDocumento30 pagineInspection - Fabric InspectionP. Lakshmanakanth100% (3)
- Fabric InspectionDocumento18 pagineFabric InspectionGihan Rangana100% (3)
- Textile Testing and Quality ControlDocumento25 pagineTextile Testing and Quality ControlGreen University Textile100% (2)
- Spreading and Cutting of Apparel ProductsDocumento43 pagineSpreading and Cutting of Apparel ProductsDaniela JakimovaNessuna valutazione finora
- Garment Cutting Quality Control EssentialsDocumento6 pagineGarment Cutting Quality Control EssentialsarifulseuNessuna valutazione finora
- Fabric Inspection ProcedureDocumento20 pagineFabric Inspection ProcedureGarmentLearnerNessuna valutazione finora
- 13 Garment Defect AnalysisDocumento31 pagine13 Garment Defect AnalysisApar Singh97% (29)
- Quality Control Systems Used in Apparel IndustryDocumento61 pagineQuality Control Systems Used in Apparel IndustryKhuram Shah Engr100% (1)
- STDS'M&SDocumento8 pagineSTDS'M&SSazid Rahman100% (1)
- Garment Washing Machine and EquipmentsDocumento22 pagineGarment Washing Machine and EquipmentsAman DeepNessuna valutazione finora
- Garment Manufacturing and Quality AssuranceDocumento9 pagineGarment Manufacturing and Quality AssuranceGaurav BharadwajNessuna valutazione finora
- F-02 Fabric Inspection ManualDocumento13 pagineF-02 Fabric Inspection Manualzoomerfins22100% (1)
- Fabric and Garment FinishingDocumento33 pagineFabric and Garment FinishingBhavna Kankani0% (1)
- Fabric DefectsDocumento27 pagineFabric Defectsniftchennai9067% (3)
- Fabric Spreading - Types of Fabric Spreading - Requirements of Spreading ProcessDocumento2 pagineFabric Spreading - Types of Fabric Spreading - Requirements of Spreading ProcessSubrata Mahapatra100% (2)
- Catalogue of Visual Textile Defects Aasim AhmedDocumento20 pagineCatalogue of Visual Textile Defects Aasim AhmedAdi TtaNessuna valutazione finora
- Flow Process in Garment IndustryDocumento5 pagineFlow Process in Garment IndustryMeeta AroraNessuna valutazione finora
- Sample Room DepartmentDocumento5 pagineSample Room DepartmentRajib DasNessuna valutazione finora
- Soft Lines Technical Manual 2014Documento155 pagineSoft Lines Technical Manual 2014rhinorame6801Nessuna valutazione finora
- Garment Inspection GuidelineDocumento132 pagineGarment Inspection Guidelinestudent1291Nessuna valutazione finora
- Matrix Quality Manual Fabric InspectionDocumento17 pagineMatrix Quality Manual Fabric Inspectionbeeyesyem100% (3)
- Global URBN Fabric and Apparel Testing Manual 2.25.2019Documento81 pagineGlobal URBN Fabric and Apparel Testing Manual 2.25.2019THYAGUNessuna valutazione finora
- Ann Taylor Manual 6-13-08Documento153 pagineAnn Taylor Manual 6-13-08Prasant Maharana86% (7)
- H&M Fabric Inspection GuidelineDocumento10 pagineH&M Fabric Inspection GuidelineRAYHAN KABIR100% (1)
- Traffic Light System in Garment IndustryDocumento11 pagineTraffic Light System in Garment IndustryGopal Dixit0% (1)
- Apparel - Fabric & Garment Test Procedures & Requirements ManualDocumento101 pagineApparel - Fabric & Garment Test Procedures & Requirements ManualNik ChaudharyNessuna valutazione finora
- Quality Control in Garments ProductionDocumento22 pagineQuality Control in Garments Productioni_sonetNessuna valutazione finora
- Complete Quality Manual of Garments Factory PDFDocumento11 pagineComplete Quality Manual of Garments Factory PDFGAURAV SHARMANessuna valutazione finora
- Garment Defects .Documento24 pagineGarment Defects .Anmol JainNessuna valutazione finora
- H&M QSR Part 01 - IntroductionDocumento7 pagineH&M QSR Part 01 - IntroductionRashedul AlamNessuna valutazione finora
- Working Flowchart of Cutting Room in Garment IndustryDocumento32 pagineWorking Flowchart of Cutting Room in Garment IndustryEnamul Haque100% (1)
- Garment InspectionDocumento93 pagineGarment InspectionShivalika Gupta100% (2)
- Assignment On An Overview of Quality and Quality Control in Textile IndustryDocumento9 pagineAssignment On An Overview of Quality and Quality Control in Textile IndustryZAyedNessuna valutazione finora
- Defects in GarmentsDocumento11 pagineDefects in GarmentsChodathKulangareth BhagavathiTempleNessuna valutazione finora
- Processed Fabric InspectionDocumento5 pagineProcessed Fabric InspectionTamrat TesfayeNessuna valutazione finora
- Quality Management in Apparel Industry PDFDocumento9 pagineQuality Management in Apparel Industry PDFJyoti Rawal0% (1)
- DefectsDocumento128 pagineDefectsarivaazhi100% (1)
- Fabric Defect Analysis and ClassificationDocumento30 pagineFabric Defect Analysis and Classificationaparna_ftNessuna valutazione finora
- Apparel Quality Standard & Implementation PDFDocumento125 pagineApparel Quality Standard & Implementation PDFRommel Corpuz100% (1)
- Defects Analysis of A GarmentDocumento11 pagineDefects Analysis of A GarmentDayal K Munda25% (4)
- Travel Smith Fabric and Garment Testing ManualDocumento30 pagineTravel Smith Fabric and Garment Testing Manualard136011100% (1)
- 1.2.1 - Triumph Global Quality Manual and Appendix - Edition Jan 2010Documento118 pagine1.2.1 - Triumph Global Quality Manual and Appendix - Edition Jan 2010LâmViên100% (1)
- Seam and Stitch Analysis of A GarmentDocumento1 paginaSeam and Stitch Analysis of A GarmentArnavpaitandy100% (2)
- Cutting Room PlanningDocumento28 pagineCutting Room Planningsameer_mishra_589% (27)
- QCM - Quality Control in Garments Industry by SatexDocumento21 pagineQCM - Quality Control in Garments Industry by Satexsatex100% (1)
- Fabric Defects and Point Grading SystemDocumento32 pagineFabric Defects and Point Grading SystemAnkit Chandorkar100% (7)
- Garment Production for Fashion Start-ups: Overseas Apparel Production Series, #1Da EverandGarment Production for Fashion Start-ups: Overseas Apparel Production Series, #1Nessuna valutazione finora
- Quality Control for Fashion Start-ups with Chris Walker: Overseas Apparel Production Series, #3Da EverandQuality Control for Fashion Start-ups with Chris Walker: Overseas Apparel Production Series, #3Valutazione: 5 su 5 stelle5/5 (1)
- Textile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceDa EverandTextile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceValutazione: 5 su 5 stelle5/5 (5)
- Textile Finishing: Recent Developments and Future TrendsDa EverandTextile Finishing: Recent Developments and Future TrendsNessuna valutazione finora
- Robin NRC - Dell Vendor GuideDocumento20 pagineRobin NRC - Dell Vendor GuideRadhik KalraNessuna valutazione finora
- Procedure For Trademark RegistrationDocumento3 pagineProcedure For Trademark RegistrationBalaji NNessuna valutazione finora
- Class On IDDocumento36 pagineClass On IDRadhik KalraNessuna valutazione finora
- Space & QSPMDocumento41 pagineSpace & QSPMRadhik Kalra50% (2)
- Consumer Behaviour Shopperss Stop: Submitted byDocumento14 pagineConsumer Behaviour Shopperss Stop: Submitted byRadhik KalraNessuna valutazione finora
- Autumn Winter 14 PresentationDocumento52 pagineAutumn Winter 14 PresentationRadhik KalraNessuna valutazione finora
- IPR Class 1Documento40 pagineIPR Class 1Radhik KalraNessuna valutazione finora
- India refinery configurations-Meeting future demand & regulationsDocumento9 pagineIndia refinery configurations-Meeting future demand & regulationsphantanthanhNessuna valutazione finora
- Color Reactions Intact Protein (Gluten) Basic HydrolysisDocumento6 pagineColor Reactions Intact Protein (Gluten) Basic HydrolysisJennifer CamaNessuna valutazione finora
- 2018-Areca Cathecu-Anopheles VagusDocumento8 pagine2018-Areca Cathecu-Anopheles VagusDwiNessuna valutazione finora
- Method Statement: LokfixDocumento3 pagineMethod Statement: Lokfixkamalxd100% (1)
- Fruit and Vegetable Waste: Bioactive Compounds, Their Extraction, and Possible UtilizationDocumento20 pagineFruit and Vegetable Waste: Bioactive Compounds, Their Extraction, and Possible UtilizationKrishi AgricultureNessuna valutazione finora
- Marketing Myopia Div CDocumento13 pagineMarketing Myopia Div CSAI SHRIYA NYASAVAJHULANessuna valutazione finora
- CKRD-MS-03 (2020)Documento51 pagineCKRD-MS-03 (2020)Shakoor MalikNessuna valutazione finora
- Ketoprofen Suppository Dosage Forms: in Vitro Release and in Vivo Absorption Studies in RabbitsDocumento6 pagineKetoprofen Suppository Dosage Forms: in Vitro Release and in Vivo Absorption Studies in RabbitsTommyNessuna valutazione finora
- New Chemistry For Jee Mains FarmulaDocumento48 pagineNew Chemistry For Jee Mains FarmulaSatya KamNessuna valutazione finora
- Extraction of Fennel (Foeniculum Vulgare) Seeds: Process Optimization and Antioxidant Capacity of The ExtractsDocumento9 pagineExtraction of Fennel (Foeniculum Vulgare) Seeds: Process Optimization and Antioxidant Capacity of The ExtractsruriNessuna valutazione finora
- Biomagnification 1Documento9 pagineBiomagnification 1anjanakaveriNessuna valutazione finora
- Battery Basics: Cell Chemistry and DesignDocumento40 pagineBattery Basics: Cell Chemistry and DesignAliNessuna valutazione finora
- Test - Molecular Spectroscopy - 30 Questions MCQ TestDocumento15 pagineTest - Molecular Spectroscopy - 30 Questions MCQ Testsatish100% (1)
- MTJ FabricationDocumento1 paginaMTJ FabricationRobertNessuna valutazione finora
- OTC 15275 Design Challenges of A 48-Inch Pipeline Subsea ManifoldDocumento7 pagineOTC 15275 Design Challenges of A 48-Inch Pipeline Subsea Manifoldgvsha88Nessuna valutazione finora
- Section 5 - Concrete PavementDocumento18 pagineSection 5 - Concrete PavementLipSingCheong100% (2)
- Jak1 Aur El DWG A 0 9035 (D)Documento1 paginaJak1 Aur El DWG A 0 9035 (D)Budi HahnNessuna valutazione finora
- Astm g32 10Documento19 pagineAstm g32 10gidlavinayNessuna valutazione finora
- MPI/Injection-Compression Training Manual: For WindowsDocumento37 pagineMPI/Injection-Compression Training Manual: For WindowsMaria NicolaescuNessuna valutazione finora
- Data Sheet For Nutraceuticals.Documento13 pagineData Sheet For Nutraceuticals.ddeeppaakNessuna valutazione finora
- (Chem 17.1) FR ValerioDocumento5 pagine(Chem 17.1) FR ValerioRupert ValerioNessuna valutazione finora
- VNM-IPGN-PPL-SPC-EDG-0000-00019-00-G03 FBE SpecDocumento29 pagineVNM-IPGN-PPL-SPC-EDG-0000-00019-00-G03 FBE SpecĐiệnBiênNhâm100% (1)
- Solid Rivet - MS20470Documento2 pagineSolid Rivet - MS20470Manoj ManoharanNessuna valutazione finora
- MayonnaiselabreportDocumento15 pagineMayonnaiselabreportapi-375920722Nessuna valutazione finora
- Polysulfone Design Guide PDFDocumento80 paginePolysulfone Design Guide PDFbilalaimsNessuna valutazione finora
- An800 6Documento3 pagineAn800 6jcNessuna valutazione finora
- 2018 Energy Manager Quiz With AnswersDocumento15 pagine2018 Energy Manager Quiz With AnswersFalah DemeryNessuna valutazione finora
- Explorer XRF: X-Ray Fluorescence SpectrometerDocumento11 pagineExplorer XRF: X-Ray Fluorescence Spectrometerhossam hamdyNessuna valutazione finora
- Pretreatment in Reverse Osmosis Seawater DesalinatDocumento9 paginePretreatment in Reverse Osmosis Seawater DesalinataquaNessuna valutazione finora
- Preview Unit Operations Handbook John J. McKetta PDFDocumento77 paginePreview Unit Operations Handbook John J. McKetta PDFJkarlos TlNessuna valutazione finora