Potrebbero piacerti anche
- Simulation TextDocumento79 pagineSimulation TextKristin MackNessuna valutazione finora
- Chapter 7 - Improvement Tools & Concepts: Chapter 7 - Table of ContentsDocumento26 pagineChapter 7 - Improvement Tools & Concepts: Chapter 7 - Table of Contentsinitiative1972Nessuna valutazione finora
- Pim de T.IDocumento34 paginePim de T.IJanile Campos DutraNessuna valutazione finora
- SMGT 1-100Documento3 pagineSMGT 1-100GODWIN IKECHUKWUNessuna valutazione finora
- K.Kanimozhi, M.SC (N), M.SC (Psy) Sister Tutor College of Nursing JIPMER, Puducherry Saturday, 19.04.2012Documento51 pagineK.Kanimozhi, M.SC (N), M.SC (Psy) Sister Tutor College of Nursing JIPMER, Puducherry Saturday, 19.04.2012laksshanyaNessuna valutazione finora
- Sample JobsDocumento11 pagineSample JobsPravashMohantyNessuna valutazione finora
- UNIT I SigmaDocumento14 pagineUNIT I SigmaJeeva BharathiNessuna valutazione finora
- Income Tax FINALDocumento90 pagineIncome Tax FINALNaMan SeThiNessuna valutazione finora
- Statistical Process Control: Navigation SearchDocumento6 pagineStatistical Process Control: Navigation SearchMeher KrishnaNessuna valutazione finora
- Measurement Planning Template v1.0Documento21 pagineMeasurement Planning Template v1.0Hemanta Kumar DashNessuna valutazione finora
- Checklist Go-Live PhaseDocumento5 pagineChecklist Go-Live PhasehigunjNessuna valutazione finora
- International Strategic To Expand The Business of BangladesDocumento24 pagineInternational Strategic To Expand The Business of BangladesshohagduniyaNessuna valutazione finora
- Budgetary Control at Fashion FabricsDocumento5 pagineBudgetary Control at Fashion FabricsSuraj RathiNessuna valutazione finora
- Homework Answers Hcost Accounting HandoutDocumento55 pagineHomework Answers Hcost Accounting HandoutGbrnr Ia AndrntNessuna valutazione finora
- Railway Reservation System: Submitted ToDocumento17 pagineRailway Reservation System: Submitted TojhanviieNessuna valutazione finora
- LSCM Group 2 Scientific Glass Case AnalysisDocumento10 pagineLSCM Group 2 Scientific Glass Case AnalysisCesar CuchoNessuna valutazione finora
- Methods of Reducing Paperwork in Manufacturing Utilizing Lean ExecutionDocumento7 pagineMethods of Reducing Paperwork in Manufacturing Utilizing Lean ExecutionWonjiDharmaNessuna valutazione finora
- Application of 6-Sigma For Error Reduction-AT Advance Informatics PVT LTDDocumento15 pagineApplication of 6-Sigma For Error Reduction-AT Advance Informatics PVT LTDprakhar singhNessuna valutazione finora
- Application of Tools in Six Sigma: Tool SetDocumento5 pagineApplication of Tools in Six Sigma: Tool SetAshwin JanakiramNessuna valutazione finora
- Best Project (Project Management)Documento3 pagineBest Project (Project Management)Nahidul IslamNessuna valutazione finora
- Proposal For Time and Attendance System - Reedemer's UniversityDocumento9 pagineProposal For Time and Attendance System - Reedemer's Universityegeoluchinedu87840% (1)
- Hidden Factory - Harry - TextDocumento13 pagineHidden Factory - Harry - Textashesh5388Nessuna valutazione finora
- LSCM Group 2 Scientific Glass Case AnalysisDocumento10 pagineLSCM Group 2 Scientific Glass Case AnalysisArshpreet SinghNessuna valutazione finora
- Saweez ProjectDocumento81 pagineSaweez ProjectShashank KUmar Rai BhadurNessuna valutazione finora
- Primera PEP: Integrantes: German Herrera Toro Valentina Sandoval VegasDocumento20 paginePrimera PEP: Integrantes: German Herrera Toro Valentina Sandoval VegasRoberto Sebastián Garcés BravoNessuna valutazione finora
- Project Control: Control of Work and Cost Versus Time +: S-Curve Gantt ChartDocumento26 pagineProject Control: Control of Work and Cost Versus Time +: S-Curve Gantt ChartJul ParaleNessuna valutazione finora
- Six Sigma ThesisDocumento13 pagineSix Sigma ThesisNikhil MehtaNessuna valutazione finora
- Quality Management: Satisfy Stated or Implied Needs."Documento4 pagineQuality Management: Satisfy Stated or Implied Needs."zakirno19248Nessuna valutazione finora
- Disclosure in Company ReportsDocumento5 pagineDisclosure in Company ReportsOlga VlahouNessuna valutazione finora
- Ek Dum FinalDocumento121 pagineEk Dum FinalAnandSinghNessuna valutazione finora
- A Risk Based Story Prioritization Technique in An Agile EnvironmentDocumento10 pagineA Risk Based Story Prioritization Technique in An Agile EnvironmentIJAFRCNessuna valutazione finora
- Google Inc. Claude Mccalla Acc205 Mounier Zaki April 15 2014Documento9 pagineGoogle Inc. Claude Mccalla Acc205 Mounier Zaki April 15 2014claude_501486892Nessuna valutazione finora
- Three Ring Circus EssayDocumento9 pagineThree Ring Circus EssayLaura Alejandra Rivera BuitragoNessuna valutazione finora
- Perspectives On Triple HelixDocumento43 paginePerspectives On Triple HelixKim van Deursen-SnellinkNessuna valutazione finora
- CV PradeepSahooDocumento5 pagineCV PradeepSahooSatish JadavNessuna valutazione finora
- Synopsis of Electricity Billing SystemDocumento29 pagineSynopsis of Electricity Billing SystemNiraj GuptaNessuna valutazione finora
- Manufacturing AnalysisDocumento13 pagineManufacturing Analysissayhigaurav07Nessuna valutazione finora
- Mid Term IT Project MGNTDocumento10 pagineMid Term IT Project MGNTmwaseem2011Nessuna valutazione finora
- 1 Scope of WorkDocumento21 pagine1 Scope of WorkjsmnjasminesNessuna valutazione finora
- Assessor Feedback: 1. Assignment Criteria:: Student Name: ID Number: 1Documento13 pagineAssessor Feedback: 1. Assignment Criteria:: Student Name: ID Number: 1amna_jahangir_1Nessuna valutazione finora
- Group: Chapter 6 - Table of ContentsDocumento23 pagineGroup: Chapter 6 - Table of Contentsinitiative1972Nessuna valutazione finora
- Pearson Btec Level 4 HND Diploma in Business Unit 2 Managing Financial Resources and Decision Assignment 1Documento8 paginePearson Btec Level 4 HND Diploma in Business Unit 2 Managing Financial Resources and Decision Assignment 1beautyrubbyNessuna valutazione finora
- 2007 Plans and Programs-FinalDocumento64 pagine2007 Plans and Programs-FinalReynan ReyesNessuna valutazione finora
- Simple Proposal FormatDocumento3 pagineSimple Proposal FormatKatz EscañoNessuna valutazione finora
- Deciision TheoryDocumento7 pagineDeciision TheoryViswan ThrissurNessuna valutazione finora
- Pradeep Updated 1234Documento5 paginePradeep Updated 1234sauravv7Nessuna valutazione finora
- On-Boarding Document TemplateDocumento33 pagineOn-Boarding Document TemplateTobias TolfoNessuna valutazione finora
- Hotel Project ReportDocumento97 pagineHotel Project ReportRavi ThakurNessuna valutazione finora
- Project Management For ConstructionDocumento175 pagineProject Management For ConstructionLeilani JohnsonNessuna valutazione finora
- PPP RFP Template-EnDocumento23 paginePPP RFP Template-EnarqummmmNessuna valutazione finora
- Project GuidelinesDocumento5 pagineProject GuidelinesRakesh JhaNessuna valutazione finora
- PM Vs Matrix)Documento2 paginePM Vs Matrix)Sameer AhmedNessuna valutazione finora
- Project Proposal Form: High School Student Council OfficersDocumento4 pagineProject Proposal Form: High School Student Council OfficersasdfghjklostNessuna valutazione finora
- Total Quality Management (TQM) : MR. Armand FeigenbaumDocumento16 pagineTotal Quality Management (TQM) : MR. Armand Feigenbaumshreekumar_scdlNessuna valutazione finora
- Material Requirements Planning: Review and Discussion QuestionsDocumento23 pagineMaterial Requirements Planning: Review and Discussion QuestionsOscar Jimmy SadaNessuna valutazione finora
- Neha HR Thesis 1Documento66 pagineNeha HR Thesis 1Bidisha BhattacharyaNessuna valutazione finora
- Swap SipDocumento86 pagineSwap SipRahul Reddy GirreddyNessuna valutazione finora
- Six Sigma Yellow Belt Certification Study GuideDa EverandSix Sigma Yellow Belt Certification Study GuideNessuna valutazione finora
- Digital Dental Implantology: From Treatment Planning to Guided SurgeryDa EverandDigital Dental Implantology: From Treatment Planning to Guided SurgeryJorge M. GalanteNessuna valutazione finora
- What Is Bio-Piracy?Documento4 pagineWhat Is Bio-Piracy?Pradeep ChintadaNessuna valutazione finora
- 2010 Global ERM SurveyDocumento56 pagine2010 Global ERM SurveyPradeep ChintadaNessuna valutazione finora
- AssignmentTopics Course506 StudentwiseDocumento10 pagineAssignmentTopics Course506 StudentwisePradeep ChintadaNessuna valutazione finora
- Protection of Traditional Knowledge - The Indian PerspectiveDocumento13 pagineProtection of Traditional Knowledge - The Indian PerspectivePradeep ChintadaNessuna valutazione finora
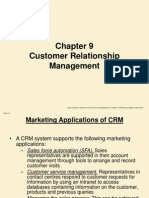
- CRMDocumento15 pagineCRMPradeep ChintadaNessuna valutazione finora
- 9 Unit IV Strategic Lead Time ManagementDocumento20 pagine9 Unit IV Strategic Lead Time ManagementPradeep ChintadaNessuna valutazione finora
- ICM Case For Group ADocumento12 pagineICM Case For Group APradeep ChintadaNessuna valutazione finora
- SK VermaDocumento45 pagineSK VermaPradeep Chintada0% (1)
- Bibliography of Doctoral Theses in Library and Lnformation Science LndiaDocumento20 pagineBibliography of Doctoral Theses in Library and Lnformation Science LndiaPradeep ChintadaNessuna valutazione finora
- Domestic and International LogisticsDocumento12 pagineDomestic and International LogisticsPradeep ChintadaNessuna valutazione finora
- 1.introduction To Intellectual Property Rights-1Documento85 pagine1.introduction To Intellectual Property Rights-1Pradeep ChintadaNessuna valutazione finora
- Iprs and Advertisments - Dr. P. Sree SudhaDocumento37 pagineIprs and Advertisments - Dr. P. Sree SudhaPradeep ChintadaNessuna valutazione finora
- Responsibility Centers: Revenue & Expenses AND Profit CentersDocumento7 pagineResponsibility Centers: Revenue & Expenses AND Profit CentersPradeep ChintadaNessuna valutazione finora
- Distribution StrategiesDocumento7 pagineDistribution StrategiesPradeep ChintadaNessuna valutazione finora
- Trademark Infringement & Imitation of Labels-Enforcing Your Ip RightsDocumento26 pagineTrademark Infringement & Imitation of Labels-Enforcing Your Ip RightsPradeep ChintadaNessuna valutazione finora
- Unit III Creating Customer Value ContinuedDocumento11 pagineUnit III Creating Customer Value ContinuedPradeep ChintadaNessuna valutazione finora
- Seemandhra - TelanganaDocumento42 pagineSeemandhra - TelanganaPradeep ChintadaNessuna valutazione finora
- Isbe Sa-2Documento19 pagineIsbe Sa-2Pradeep ChintadaNessuna valutazione finora
- Large Rhombicosidodecahedron PDFDocumento11 pagineLarge Rhombicosidodecahedron PDFMIGUEL ANGEL ARDILA GOMEZNessuna valutazione finora
- Choosing A TypefaceDocumento10 pagineChoosing A Typefacesteve leeNessuna valutazione finora
- Digital Textile Design, Publishing (2012) PDFDocumento193 pagineDigital Textile Design, Publishing (2012) PDFGisele Kanda94% (16)
- Toshiba Obsolete+Supported Models List PDFDocumento7 pagineToshiba Obsolete+Supported Models List PDFJaime RiosNessuna valutazione finora
- Oxford University Thesis MarginsDocumento7 pagineOxford University Thesis Marginsgja8e2sv100% (2)
- UPM Finesse - HSWO Printing Guide - 2010Documento22 pagineUPM Finesse - HSWO Printing Guide - 2010JommasNessuna valutazione finora
- Fancy Typewriter FontsDocumento1 paginaFancy Typewriter FontsOlivia Rayne TamaritNessuna valutazione finora
- Ralte Printing PressDocumento19 pagineRalte Printing PressCongthu JosephNessuna valutazione finora
- Typography TimelineDocumento2 pagineTypography TimelineMegan Colwell100% (1)
- LaTeX - Fontspec Package PDFDocumento187 pagineLaTeX - Fontspec Package PDFLaKiseNessuna valutazione finora
- Manual de Usuario Analizador de Química Semiautomático Clindiag SA 10, SA20 Series (Inglés)Documento31 pagineManual de Usuario Analizador de Química Semiautomático Clindiag SA 10, SA20 Series (Inglés)JorgeLuis Anaya Núñez75% (4)
- Textile Printing (Methods of Printing) : Lecture# 4-6Documento35 pagineTextile Printing (Methods of Printing) : Lecture# 4-6Mujahid MehdiNessuna valutazione finora
- Chicago Style TemplateDocumento13 pagineChicago Style TemplateZander RobertNessuna valutazione finora
- Notes The Print Culture (Class X History)Documento12 pagineNotes The Print Culture (Class X History)RIDDHI SAININessuna valutazione finora
- Helsinki Metronome (TrueType)Documento1 paginaHelsinki Metronome (TrueType)dgw0512Nessuna valutazione finora
- GrapeNET - Active Exporter ListDocumento14 pagineGrapeNET - Active Exporter ListRammeshwar D GuptaNessuna valutazione finora
- Ministry of FinanceDocumento10 pagineMinistry of FinanceHussain ShaikhNessuna valutazione finora
- Department of Applied Physics University of KarachiDocumento1 paginaDepartment of Applied Physics University of Karachiali aliNessuna valutazione finora
- Kodak PatentDocumento46 pagineKodak PatentCharles GrossNessuna valutazione finora
- Konica 7020 Error Codes: Code DescriptionDocumento3 pagineKonica 7020 Error Codes: Code Descriptionsaito36Nessuna valutazione finora
- Study On Malayalam Script PDFDocumento68 pagineStudy On Malayalam Script PDFSAIBINNessuna valutazione finora
- New Text DocumentDocumento131 pagineNew Text DocumentCaibar AlexiaNessuna valutazione finora
- Literary Agents & ManagersDocumento28 pagineLiterary Agents & ManagersAna Talos100% (1)
- DPC Ads Efi Xerox - Igen5 - SdiDocumento4 pagineDPC Ads Efi Xerox - Igen5 - SdiRon cookNessuna valutazione finora
- Apollo / Saturn V: Scale 1:48 © Greelt A. Peterusma F1 Engine Part 1 Print On 160 - 180 Grams PaperDocumento20 pagineApollo / Saturn V: Scale 1:48 © Greelt A. Peterusma F1 Engine Part 1 Print On 160 - 180 Grams PaperThar LattNessuna valutazione finora
- 2022 Aecon Condensed Brand GuidelinesDocumento1 pagina2022 Aecon Condensed Brand GuidelinesjoyNessuna valutazione finora
- Offset Printing SOPDocumento1 paginaOffset Printing SOPMunem Shahriar100% (2)
- Betty and Billy Boo-Boo: A Receptive Language Activity For Pre-K and KDocumento7 pagineBetty and Billy Boo-Boo: A Receptive Language Activity For Pre-K and KGabriela Muñoz NúñezNessuna valutazione finora
- Ink World Magzine - Vol.19, No.2 - 2013-03Documento68 pagineInk World Magzine - Vol.19, No.2 - 2013-03Eugene Pai100% (1)
- Diy Fox HeadDocumento6 pagineDiy Fox HeadCamila Castellanos UribeNessuna valutazione finora