Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Cap 6
Caricato da
Roger M. Idrovo0 valutazioniIl 0% ha trovato utile questo documento (0 voti)
12 visualizzazioni21 pagineTitolo originale
cap6
Copyright
© © All Rights Reserved
Formati disponibili
PDF, TXT o leggi online da Scribd
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
© All Rights Reserved
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
0 valutazioniIl 0% ha trovato utile questo documento (0 voti)
12 visualizzazioni21 pagineCap 6
Caricato da
Roger M. IdrovoCopyright:
© All Rights Reserved
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
Sei sulla pagina 1di 21
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
CAPITULO 6
EL PROCESO PRODUCTIVO
6.1 Marco Contextual de la Produccin
Con antecedentes del punto anterior y con el conocimiento grfico del tipo de mquinas y
pequeos conceptos bsicos de los procesos productivos, vamos a partir de los siguientes
principios:
Que en la industria de pernos, tuercas y afines, todos los productos fabricados son
obtenidos a travs de deformaciones por esfuerzos mecnicos y por el calentamiento de
los materiales esto ultimo para la seccin en caliente.
En la empresa motivo del trabajo se pueden apreciar claramente dos lneas de produccin
bien definidas, como son:
PRODUCCION EN FRIO, llamada as porque todos los procesos de deformacin que se
suceden en el material, se realizan a travs de deformaciones mecnicas en fro, de esta
forma se obtiene el producto terminado. Las deformaciones de la materia prima se
realizan a travs de maquinarias, las que con esfuerzos mecnicos vencen la resistencia
del material y los van transformando hasta la obtencin de un perno o una tuerca, es de
suponer que para esto, las mquinas de prensado o conformacin de pernos y tuercas
estn diseadas con potentes motores y con piezas de aceros resistentes al impacto y
deformacin (Aceros de Alta Resistencia) de tal forma que puedan contrarrestar la
reaccin al esfuerzo de deformacin que va presentar la materia prima.
La seccin en fro es una lnea automatizada ya que el maquinista tiene que regular su
mquina, habilitarla con material ya preparado y luego proceder al control de la
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
operacin de la mquina y sus herramientas de la misma ya que de estas herramientas
(matrices) depende la calidad del producto.
Esta seccin ser materia del estudio, el cual va a tener una temtica que contemplar
todos los detalles de los procesos generales y particulares de fabricacin de pernos y
tuercas, adems se describir tambin los procesos de acabado y el control de calidad
total respectivo.
PRODUCCION EN CALIENTE, la produccin en esta seccin consiste bsicamente, en
calentar el material habilitado, al rojo vivo y despus se procede a la deformacin a
travs de prensas excntricas, que trabajan en conjunto con las matrices y herramientas
que permiten la conformacin del producto terminado.
Esta seccin es mas simple ya que el material se habilita, despus se calienta y al final
se deforma, la calidad para esta seccin depende de la destreza que pueda imponer el
operador en el desarrollo de sus labores.
Estos dos tipos de produccin ya sean en fiero o en acero son los que conforma el
sistema productivo de toda la planta.
6.2 Diagrama de Operaciones de Procesos
Para este punto y para ser mas didctico se tomara como referencia dos productos de
las seccin fro en diferentes calidades (fierro 1020 y acero 1045), los cuales encierran
en si todos los procesos bsicos que se pueden dar en la industria encargada de
producir pernos y tuercas, en la parte de abajo podemos apreciar los Diagramas de
Operaciones de Procesos (DOP) de acuerdo a lo siguiente:
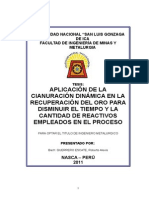
SECCION : PLANTA FRIO
PRODUCTO : Pernos y Tuercas Grado 2 (Fierro SAE 1020)
RESTRICCIONES: Dimetros mximos hasta 7/8 y longitudes hasta 5
En el caso de pernos. Para las Tuercas hasta
Medidas Mtricas las equivalentes.
DIAGRAMA DE OPERACIN PROCESOS PARA PERNOS Y TUERCAS G-2
M.P. ALAMBRON Fe
Tiras de Alambre
1 Habilitar Alambrn
Decapado y Fosfatizado 2
HCL
H
2
O
Solucin de
Fosfato
Polvo de Trefilar
3 Trefilar
A Seccin maquinado
4
Aceites
Matrices y
Herramientas Maquinado y Conformacin de pernos y
tuercas (Despus se hace el laminado o
roscado en pernos y el roscado con arranque
de viruta para las tuercas.
Viruta
A acabado
5
Dar Acabado (Pavonado, Zincado,
Galvanizado, Tropicalizado).
Insumos necesarios para
los diferentes acabados
A Almacn
Despus de las operaciones de conteo,
embolsado y ensacado se almacenan los
productos terminados
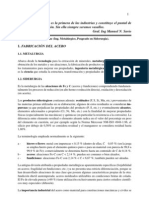
SECCION : PLANTA FRIO
PRODUCTO : Pernos y Tuercas Grado 5 (Fierro SAE 1035)
RESTRICCIONES: Dimetros mximos hasta 7/8 y longitudes hasta 5
En el caso de pernos. Para las Tuercas hasta
Medidas Mtricas las equivalentes.
DIAGRAMA DE OPERACIN PROCESOS PARA PERNOS Y TUERCAS G-5
M.P. ALAMBRON ACERO SAE 1035
Tiras de Alambre
1
Habilitar Alambrn SAE 1035
2 Recocido del Alambrn SAE 1035
Carbn
Trapo Industrial
3
HCL
H
2
O
Solucin de
Fosfato
Decapado y Fosfatizado
Polvo de Trefilar
4 Trefilar
Oxido
*
*
5
A Seccin Maquinado
Aceites
Matrices y
Herramientas
Maquinado y conformacin de pernos y
tuercas (Despus se hace el laminado o
roscado en pernos y el roscado con
arranque de viruta para las tuercas
Viruta
A Tratamiento Trmico
Aceites
Agua
6
Hacer Tratamiento Trmico (Templado,
Revenido, Recocido)
Cenizas
A Seccin Acabado
7
Dar Acabado (Pavonado, Zincado,
Galvanizado, Tropicalizado).
Insumos necesarios
para los diferentes
acabados
A Almacn
Despus de las operaciones de
conteo, embolsado y ensacado se
almacenan los productos terminados
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
El presente trabajo se abocar plenamente a la Seccin en Fro, ya que esta seccin posee
gran variedad de procesos productivos, adems que esta es la seccin donde se aplic
tcnicas de ingeniera y administracin de la produccin debido a la falta de informacin y al
desorden existente.
6.3 Descripcin de los Procesos
Destacan los siguientes:
HABILITADO DE LA MATERIA PRIMA.- El habilitado de la materia prima es el proceso
mediante el cual la materia prima (alambron de fierro o acero) se prepara, utilizando
pedazos de alambre con dimetro de 5 mm. y de aproximadamente 2 m., de tal forma
que los rollos de alambrn se amarran y ajustan, asegurando la contextura del mismo.
Esta accin permite que cuando el rollo de alambrn se manipule con ayuda de estrobos
y el tecle mecnico, para que pueda ser trasladado a diferentes reas de trabajo; no se
desarme ni enrede ya que causa perdida de material y se pierde mucho tiempo para las
maniobras y todos los procesos que posteriormente se le tienen que dar a los rollos de
alambrn.
DECAPADO.- Es el proceso bajo el cual se limpian las superficies del alambron,
bsicamente consiste en retirar las pelculas de oxido y herrumbre que se forman en la
superficie del rollo de alambrn, debido al contacto que tiene este con el medio
ambiente, este proceso consiste en sumergir el rollo del alambron en una tina hecha de
fibra de vidrio de 2.25 x 1.85 x 1.70 m. de alto; con un volumen aproximado de 7,000
litros aproximadamente, la que contiene una sustancia decapante que tiene
aproximadamente las siguientes proporciones: una tonelada de cido clorhdrico de una
pureza al 90% y 2,500 litros de agua. El tiempo aproximado de inmersin del rollo de
Alambrn es de aproximadamente 15 minutos, cuando la solucin decapante se
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
encuentra concentrada, pero a medida que se van limpiando rollos, el tiempo de
decapado va aumentando, esto debido lgicamente a que la solucin decapante va
perdiendo concentracin y se vuelve mas dbil. Esta solucin decapante se cambia
aproximadamente una vez por mes.
La herrumbre consiste en una mezcla de los xidos FeO, Fe
2
O
3
y Fe
3
O
4
. El examen
metalogrfico de la cascarilla obtenida en probetas de hierro electroltico tratado durante
4 horas a 700C, han demostrado que consta de tres capas: la primera tiene un 85-95%
del espesor total de la capa de xidos, y est compuesta de FeO, la segunda es de
Fe
3
O
4
(10-15%) y la tercera de Fe
2
O
3
(0.5-2%).
FOSFATIZADO .- Despus del decapado se procede a enjuagar el rollo de alambrn en
una tina con las mismas caractersticas de la tina de decapado este enjuague es
netamente con agua; operacin de aproximadamente 1 minuto de duracin.
Una vez enjuagado el alambrn se procede a sumergir este en una tina (con
dimensiones similares a la tina de decapado) que contiene una solucin de fosfato la
cual esta compuesta por agua, cido fosfrico, cido ntrico, xido de zinc, y nitrito de
sodio de tal forma que se forma una solucin que al sumergir el alambron por un tiempo
aproximadamente de 3 horas y luego de retirarlo adquiere propiedades antioxidantes.
Los principales tratamientos por bao para superficies metlicas son los que producen
revestimientos de fosfatos. Estos no aumentan la resistencia a la corrosin del metal
base, pero aportan una excelente base para acabados orgnicos, tales como barnices,
esmaltes, aceites, ceras, etc. Los revestimientos de fosfato se pueden aplicar al acero y
al hierro, al cinc y al aluminio y sus aleaciones y al cadmio. El estao puede asimismo
ser fosfatado, pero el proceso es algo diferente.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
El uso de fosfatos para conservar objetos de hierro era conocido por los romanos del
siglo III de nuestra era. En 1869 se patent en Inglaterra un procedimiento que consista
en calentar al rojo al rojo el objeto metlico y someterlo a la accin del cido fosfrico, se
formaba un revestimiento que aumentaba notablemente la resistencia del hierro contra la
oxidacin. En 1906 T.W. Coslett sac una patente britnica basada en el uso del cido
fosfrico para el hierro y el acero, la cual puede considerarse como precursora del arte
moderno de la fosfatacin. Posteriormente se perfeccion el procedimiento para acelerar
la formacin del fosfato y reducir el tiempo empleado en el proceso. Casi todos los
procesos de fosfatacin estn protegidos por patentes. Lo fundamental de ellos es que
un trozo de acero sumergido en una solucin diluida de cido fosfrico saturada con
fosfato ferroso se reviste de una pelcula de fosfato cristalino.
Otra aplicacin de los revestimientos fosfatados se relaciona con reducir el desgaste.
Los revestimientos aplicados debidamente a las superficies de acero sujetas a roce
constante reducen considerablemente el desgaste del metal. Las pelculas usadas con
ese objeto son principalmente de fosfatos de hierro y manganeso. Estos actan como
miriadas de diminutos depsitos de aceite que evitan el contacto de metal con metal.
Variedad de piezas, tales como forros de cilindros, pistones, anillos, rboles de levas,
etc, son fosfatados para reducir el desgaste.
Otro uso muy importante de los revestidos de fosfatados es como ayuda en el estirado
de metales. Se han empleado varios mtodos para reducir la friccin entre el metal y la
matriz en el estirado o la extrusin del acero. El revestimiento fosfatado y la lubricacin
del acero reducen la friccin y permiten operaciones ms rpidas.
TREFILADO .- Operacin o proceso que se da al rollo de alambrn una vez que este ha
salido de la solucin de fosfato y est completamente seco.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
Este proceso consiste en la reduccin del dimetro del alambrn. Para esto se dispone
de una mquina trefiladora, est maquina tiene como accesorio de trabajo un trompo
sobre el que se coloca el rollo del alambrn. Para la reduccin del dimetro del alambrn
se utilizan matrices de diferentes medidas, de acuerdo a la medida final que se quiera
tener del alambrn, tiene como insumo el polvo de trefilar el cual sirve como lubricante
entre la matriz y el alambrn.
El trefilado es un proceso de conformacin en fro mediante el cual se consigue reducir
el dimetro de un alambrn o de un alambre. Para ello se hace pasar el alambre a travs
de un dado fabricado usualmente de carburo de tungsteno, con la seccin que se
muestra en el esquema.
Al igual que en la laminacin, cuando el grado de reduccin total es muy grande (mayor
a 25 % ) se deben a aplicar varios pasos de trefilado (varios dados con dimetros de
salida sucesivamente mas pequeos ). Los grados de redaccin y sus secuencias varan
de trefilera en trefilera. Segn estudios, el primer y ultimo paso deben tener
reducciones menores al promedio, el tercer y cuarto deben tener las primeras
reducciones por encima del promedio, y los dems pases deben tener reducciones en el
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
promedio. Segn los estudios, de este modo se distribuye mejor la generacin de la
acritud y se consiguen reducir el numero de roturas.
El proceso de trefilado es un proceso en fro; aunque la deformacin mecnica genera
lgicamente calentamiento del material, este raramente sobrepasa lo 80 o 90C. Los
parmetros de operacin mas importantes son:
Grado de Reduccin y secuencia de reducciones
Lubricante slido usado
Enfriamiento adecuado de los dados
En ese orden de importancia.
Un grado de reduccin promedio bastante razonable es de 20% por paso o dado.
Establecido este criterio la secuencia depender del dimetro inicial y final, lo cual
determinara el numero de pases.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
El lubricante usualmente es un jabn de tipo sdico o potsico pudiendo ser en polvo. Es
importante que el jabn sea de buena calidad, que prenda fcilmente sobre el alambre,
que no forme rpidamente grumos duros los cuales muchas veces rayan el alambre y
ocasionan roturas. Un buen lubricante se pega en forma pareja sobre el alambre dndole
brillo y un color oscuro conforme es trefilado. Los lubricantes ms corrientes suelen
quemarse rpidamente, formando grumos y agarran un color terroso.
Los dados usualmente tienen un sistema de enfriamiento de agua alrededor de ellos (en
el portadado) para evitar el calentamiento excesivo del dado y del alambre.
Adicionalmente muchas trefiladoras colocan ventiladores en los tambores que enrrollan
el alambre trefilado despus de pasar por cada dado, con el fin de contribuir al
enfriamiento del alambre. Esto es importante sobre todo en aceros de alto carbono
(donde la temperatura de transformacin eutectoide es menor), pero en trefiladoras de
alambre de bajo carbono, muchas veces se omiten estos ventiladores. La velocidad de
deformacin expresada en trminos de velocidad de paso del alambre (metros por
minuto) es del orden de unos 30 m/min a la entrada del primer dado. En un ensayo de
traccin, la velocidad de paso del material (velocidad con que la mordaza mvil se
desplaza) es del orden de los 10 a 25 cm/min. Es bastante lento el estiramiento.
Los mayores inconvenientes que surgen en una operacin de trefilado lo constituye las
roturas del alambre entre dados. Estas roturas pueden deberse a mala lubricacin, baja
resistencia del alambre, defectos internos del alambrn, ovalidad del alambrn, ngulo
inadecuado de entrada del alambre en el dado, reduccin excesiva en ese paso, menos
frecuentemente, debido a una alta tensin o torque del motor del tambor; mas o menos
en ese orden de importancia.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
Ya se ha mencionado la importancia de la lubricacin. Cuando la pelcula lubricante se
rompe al pasar por el dado tambin se observa una rotura del alambre. La pelcula
puede romperse por un ngulo inadecuado de penetracin del alambre en el dado.
Cuando el alambrn tiene muy baja resistencia a la traccin va a ser susceptible a fallar
por la traccin generada en el proceso; recordemos que el acero es forzado a pasar
entre los dados mediante estiramiento por tensin, con la fuerza que proporciona el
motor del tambor.
Cuando el alambrn tiene suciedad debido a inclusiones, especialmente las
indeformables o duras como silicatos y xidos, el acero se encuentra disminuido en su
resistencia mecnica al tener menor rea neta de seccin; adicionalmente estos cuerpos
duros no van a deslizarse fcilmente al pasar por el dado, especialmente cuando su
tamao relativo al dimetro del alambre vaya creciendo en importancia. Esto lleva a la
rotura del alambre.
La ovalidad del alambrn, un ngulo inadecuado de entrada del alambre o una reduccin
excesiva o desgaste irregular del dado pueden llevar a condiciones de rotura al
generarse una mayor deformacin en un lado del alambre que en el otro, generando un
calentamiento localizado o una excesiva deformacin, lo que lleva a la aparicin de una
zona fuertemente alterada y poco deformable en el alambre. La rotura en esta zona es
inminente.
En el trefilado el grano se deforma en la direccin del trefilado aumentando su acritud,
con lo cual aumenta su resistencia a la traccin pero disminuye su ductilidad. A mayor
grado de reduccin mayor acritud. Paralelamente, un metal con mas acritud es menos
dctil y menos deformable. Por ello, conforme el grado de reduccin aumenta el metal se
hace ms difcil de trefilar, hasta que la operacin de trefilado en casos extremos genere
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
la rotura del alambre; antes de que esto se produzca debe realizarse un recocido. El
recocido es frecuente en aceros al carbono.
El porcentaje de reduccin se da segn la siguiente frmula:
% Reduccin = [(Area inicial Area Final) / Area inicial ] x 100
Este grado de reduccin depende de la composicin qumica, microestructura inicial y
material. Los aceros de bajo carbono pueden soportar reducciones ms fuertes. Se
encuentran a veces reducciones de hasta 35%.
MAQUINADO.- Esta operacin consiste en dar la forma propiamente dicha del producto,
este proceso es automatizado ya que una vez que el operario ha regulado y preparado
su mquina (graduacin de matrices y pinzas) la mquina comienza el prensado de los
pernos y tuercas, teniendo el operario que controlar y verificar el normal funcionamiento
de la mquina.
LAMINADO O ROSCADO.- Una vez prensado los pernos y tuercas estos pasan por un
proceso de roscado. En el caso de las tuercas las mquinas que producen las mismas
no le dan la rosca por lo que se tiene que complementar necesariamente con unas
mquinas que se encargan de hacer la rosca de la tuerca. A diferencia de los pernos;
hay mquinas de cuatro estaciones que realizan todo el proceso de fabricacin del perno
es decir lo conforman y despus la misma mquina esta adaptada para poder hacerle la
rosca a los pernos. De no ser este el caso tambin existen mquinas llamadas
laminadoras las cuales se encargan del proceso de roscado de los pernos.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
TRATAMIENTO TERMICO.- El tratamiento trmico de los metales involucra varios
procesos de calentamiento y enfriamiento para efectuar cambios estructurales en un
material, los cuales modifican sus propiedades mecnicas.
Se pueden ejecutar operaciones de tratamiento trmico sobre una parte de trabajo
metlica en varios pasos de la secuencia de manufactura. En algunos casos, el
tratamiento se aplica antes del proceso formado, por ejemplo para ablandar el metal y
ayudar a formarlo ms fcilmente mientras se encuentra caliente. En otros se usa el
tratamiento trmico para aliviar los efectos del endurecimiento por deformacin que
ocurre durante el formado y poder destinarla a una deformacin posterior. Y finalmente
el tratamiento trmico puede realizarse durante o casi al finalizar la secuencia de
manufactura para lograr la resistencia y dureza requeridas en el producto terminado. Los
principales tratamientos trmicos son el recocido, el templado y el revenido. Estos
procesos son conocidos y consisten en calentar y enfriar el acero de tal forma que
alcancen propiedades mecnicas que permitan trabajar el material y a la vez tener un
producto terminado con caractersticas y resistencia mecnicas especificadas segn
tablas.
ACABADO.- Es el proceso que consiste en determinar, el proceso superficial y la
presentacin que se quiera dar al producto, presentndose entre los acabados mas
comunes los siguientes:
Pavonado
Zincado en fro (azulado o tropicalizado)
Galvanizado
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
v PAVONADO.- Proceso que consiste en calentar los pernos y tuercas a una
temperatura de 410C durante aproximadamente 15 minutos luego de lo cual se
procede a darle un bao en aceite, presentando luego de esto un color negro. Para
esto se necesita de un horno que consta de una faja transportadora para el traslado
de los pernos y tuercas desde la cmara del horno donde se calientan hasta el bao
de aceite. Este acabado protege al perno y la tuerca de la oxidacin.
v ZINCADO EN FRIO.- El recubrimiento electroltico de zinc sobre superficies frricas,
gracias al empleo del proceso de zinc cido, podemos ofrecer un tratamiento que
responde tanto a las exigencias del zincado tcnico como a la de los acabados
decorativos por su extraordinario brillo. Tiene entres sus principales caractersticas la
gran resistencia anticorrosiva, alto brillo, excelente acabado, pasivados de color azul
y amarillo entre otros. El zincado electroltico debido a su excelente relacin
prestaciones/precio es utilizado como protector anticorrosivo en infinidad de
aplicaciones (automotores, construcciones mecnicas, electrnica entre otros).
v GALVANIZADO.- Proceso consistente en recubrir la superficie del perno y de la
tuerca a travs de una inmersin en una solucin fundida de zinc. El espesor de la
capa de zinc en el galvanizado es mayor que la capa del zincado en fro. Tiene
ventajas varias como la de menor costo de mantenimiento, la durabilidad de los
productos galvanizados es directamente proporcional al espesor del revestimiento de
zinc e inversamente, a la agresividad del medio ambiente, puede resistir 10 aos en
atmsferas industriales, 20 aos en atmsfera martima y frecuentemente ms de 25
aos en reas rurales. El proceso de galvanizado es simple, directo, y totalmente
controlado, lo cual permite una inspeccin fcil, la naturaleza del proceso es tal que,
si el revestimiento parece continuo y perfecto, realmente lo es.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
6.4 Distribucin de Planta
En la planta se pueden apreciar diferentes secciones cada una con procesos especficos,
entre las secciones mas principales destacan las siguientes:
MATRICERIA.- Seccin encargada de proveer la matricera y herramientas para las
secciones productivas en fro y caliente.
DECAPADO, FOSFATIZADO Y TREFILADO.- Seccin con la actividad especfica de
habilitar la materia prima (alambrn) dejndola apta para que se puedan maquinar
(prensado).
AREA DE PRENSADO, CONFORMADO Y ROSCADO.- Esta seccin agrupa la mayor
cantidad de maquinarias teniendo la finalidad principal de prensar, conformar y hacer la
rosca de los pernos y tuercas, para que posteriormente pasen a la seccin de acabado.
SECCION CALIENTE.- Seccin de la empresa que conforma pernos, tuercas y afines a
travs del forjado, el cual consiste en calentar el material y a travs de matrices darle la
forma a la materia prima habilitada.
ZONA DE TRATAMIENTO TERMICO.- Seccin en la cual se realizan los procesos de
recocido, templado y revenido para establecer caractersticas peculiares tanto a la
materia prima como a los productos terminados.
SECCION ACABADO.- En esta seccin de la empresa se realiza el pavonado, zincado
azulado o amarillo y el galvanizado.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
v PAVONADO.- Proceso que consiste en calentar los pernos y tuercas a una
temperatura de 410C durante aproximadamente 15 minutos luego de lo cual se
procede a darle un bao en aceite, presentando luego de esto un color negro. Para
esto se necesita de un horno que consta de una faja transportadora para el traslado
de los pernos y tuercas desde la cmara del horno donde se calientan hasta el bao
de aceite. Este acabado protege al perno y la tuerca de la oxidacin.
v ZINCADO EN FRIO.- El recubrimiento electroltico de zinc sobre superficies frricas,
gracias al empleo del proceso de zinc cido, podemos ofrecer un tratamiento que
responde tanto a las exigencias del zincado tcnico como a la de los acabados
decorativos por su extraordinario brillo. Tiene entres sus principales caractersticas la
gran resistencia anticorrosiva, alto brillo, excelente acabado, pasivados de color azul
y amarillo entre otros. El zincado electroltico debido a su excelente relacin
prestaciones/precio es utilizado como protector anticorrosivo en infinidad de
aplicaciones (automotores, construcciones mecnicas, electrnica entre otros).
v GALVANIZADO.- Proceso consistente en recubrir la superficie del perno y de la
tuerca a travs de una inmersin en una solucin fundida de zinc. El espesor de la
capa de zinc en el galvanizado es mayor que la capa del zincado en fro. Tiene
ventajas varias como la de menor costo de mantenimiento, la durabilidad de los
productos galvanizados es directamente proporcional al espesor del revestimiento de
zinc e inversamente, a la agresividad del medio ambiente, puede resistir 10 aos en
atmsferas industriales, 20 aos en atmsfera martima y frecuentemente ms de 25
aos en reas rurales. El proceso de galvanizado es simple, directo, y totalmente
controlado, lo cual permite una inspeccin fcil, la naturaleza del proceso es tal que,
si el revestimiento parece continuo y perfecto, realmente lo es.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
6.4 Distribucin de Planta
En la planta se pueden apreciar diferentes secciones cada una con procesos especficos,
entre las secciones mas principales destacan las siguientes:
MATRICERIA.- Seccin encargada de proveer la matricera y herramientas para las
secciones productivas en fro y caliente.
DECAPADO, FOSFATIZADO Y TREFILADO.- Seccin con la actividad especfica de
habilitar la materia prima (alambrn) dejndola apta para que se puedan maquinar
(prensado).
AREA DE PRENSADO, CONFORMADO Y ROSCADO.- Esta seccin agrupa la mayor
cantidad de maquinarias teniendo la finalidad principal de prensar, conformar y hacer la
rosca de los pernos y tuercas, para que posteriormente pasen a la seccin de acabado.
SECCION CALIENTE.- Seccin de la empresa que conforma pernos, tuercas y afines a
travs del forjado, el cual consiste en calentar el material y a travs de matrices darle la
forma a la materia prima habilitada.
ZONA DE TRATAMIENTO TERMICO.- Seccin en la cual se realizan los procesos de
recocido, templado y revenido para establecer caractersticas peculiares tanto a la
materia prima como a los productos terminados.
SECCION ACABADO.- En esta seccin de la empresa se realiza el pavonado, zincado
azulado o amarillo y el galvanizado.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
ALMACEN.- Area comn a toda empresa, aqu se realiza el conteo y se preparan los
productos terminado de acuerdo a la presentacin como se van a vender.
Las instalaciones de la empresa presentan un arreglo fsico por procedimientos ya que el
reagrupamiento de las mquinas y los equipos est en este caso en funcin de sus
caractersticas tcnicas. El producto se desplaza de una seccin a otra segn las etapas del
proceso de fabricacin (ver distribucin de planta que se presenta mas adelante).
Todas estas secciones de la empresa trabajan interrelacionadas, con una funcionalidad
estrecha adems que un producto terminado utiliza casi todos los procesos comunes
diferencindose los pernos y tuercas, bsicamente por el material que se utiliza para
producirlos (fiero o acero) y por el tipo de acabado. Porque por lo dems todos pasan por
similares procesos de produccin, es por esto que todas las secciones tienen un porcentaje
de utilizacin bastante similar.
Ingenieria en Planta para el Control de Procesos Industriales en la
fabricacion de Pernos, Tuercas y Afines. Morales Galvez, Antonio
Fernando.
Elaboracin y diseo en formato PDF, por la Oficina General del Sistema de Bibliotecas y Biblioteca
Central UNMSM
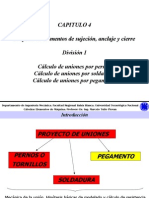
ESQUEMA DE RELACION DE LAS DIFERENTES SECCIONES
Como podemos visualizar en el diagrama, todas las secciones estn vinculadas y se
complementan unas a otras de tal forma que en cada una de ellas se dan procesos
particulares trayendo como finalidad el producto terminado.
MATRICERIA
SECCION FRIO
SECCION CALIENTE
TREFILADO
TRATAMIENTO
TERMICO
ZINCADO
PAVONADO
GALVANIZADO
ALMACEN DE PRODUCTOS TERMINADOS
DISTRIBUCION GRAFICA DE LA PLANTA PRIMER PISO
ALMACEN ALAMBRON ALMACEN TEMPORAL
MATRICERIA
ALMACEN
PAVONADO
ZONA DE
ESTACIO-
NAMIENTO
VEHICULAR
SECCION FRIO
SECCION CALIENTE
Potrebbero piacerti anche
- Practica N 03 Dosificacion de ReactivoDocumento4 paginePractica N 03 Dosificacion de ReactivoMiguel ArguzNessuna valutazione finora
- Aplicación de La Cianuración Dinámica en La Recuperación Del Oro para Disminuir El Tiempo y La Cantidad de Reactivos Empleados en El ProcesoDocumento113 pagineAplicación de La Cianuración Dinámica en La Recuperación Del Oro para Disminuir El Tiempo y La Cantidad de Reactivos Empleados en El ProcesogermanpongoNessuna valutazione finora
- Flotacion: Teoria y Balance MetalúrgicoDocumento16 pagineFlotacion: Teoria y Balance MetalúrgicoRichardSaavedra100% (12)
- El Coque MetalurgicoDocumento9 pagineEl Coque MetalurgicoMiguel ArguzNessuna valutazione finora
- Copia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESDocumento6 pagineCopia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESMiguel ArguzNessuna valutazione finora
- Manual de FlotaciónDocumento10 pagineManual de Flotaciónwarrenrr100% (7)
- A 08 V 14 N 26Documento20 pagineA 08 V 14 N 26josecaciqxeNessuna valutazione finora
- Apunte SiderurgiaDocumento45 pagineApunte SiderurgiaOmar AmaroNessuna valutazione finora
- Formato de Lix de CobreDocumento27 pagineFormato de Lix de CobreMiguel ArguzNessuna valutazione finora
- AvimetricaDocumento107 pagineAvimetricaEdith Rios100% (1)
- EquiposDocumento5 pagineEquiposMiguel ArguzNessuna valutazione finora
- Metalurgia Secundaria y ColadaDocumento26 pagineMetalurgia Secundaria y ColadaMiguel ArguzNessuna valutazione finora
- Copia de Minerales A Tajo AbiertoDocumento22 pagineCopia de Minerales A Tajo AbiertoMiguel ArguzNessuna valutazione finora
- Copia de METODO CHIDDY100 %Documento7 pagineCopia de METODO CHIDDY100 %Miguel ArguzNessuna valutazione finora
- Copia de PRUEBA EN BOTELLA FINALDocumento18 pagineCopia de PRUEBA EN BOTELLA FINALMiguel ArguzNessuna valutazione finora
- Ejercicios 2Documento3 pagineEjercicios 2Miguel Arguz0% (1)
- Copia de Minerales A Tajo AbiertoDocumento22 pagineCopia de Minerales A Tajo AbiertoMiguel ArguzNessuna valutazione finora
- Copia de Fire Assay - Segunda SemanaDocumento29 pagineCopia de Fire Assay - Segunda SemanaMiguel ArguzNessuna valutazione finora
- A 08 V 14 N 26Documento20 pagineA 08 V 14 N 26josecaciqxeNessuna valutazione finora
- Copia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESDocumento6 pagineCopia de Montes BALANCE DE PRUEBA EN BOTELLA GRUPO JUEVESMiguel ArguzNessuna valutazione finora
- Copia de Fire Assay - Segunda SemanaDocumento29 pagineCopia de Fire Assay - Segunda SemanaMiguel ArguzNessuna valutazione finora
- Copia de PRUEBA EN BOTELLA FINALDocumento18 pagineCopia de PRUEBA EN BOTELLA FINALMiguel ArguzNessuna valutazione finora
- Copia de METODO CHIDDY100 %Documento7 pagineCopia de METODO CHIDDY100 %Miguel ArguzNessuna valutazione finora
- Flotacion Cu, PB, ZNPPTDocumento7 pagineFlotacion Cu, PB, ZNPPTMiguel ArguzNessuna valutazione finora
- Universidad Nacional Del Centro Del Perú: Facultad de Ingeniería Metalúrgica Y de MaterialesDocumento146 pagineUniversidad Nacional Del Centro Del Perú: Facultad de Ingeniería Metalúrgica Y de MaterialespoolavilezlimascaNessuna valutazione finora
- Tema 5 Soldabilidad de Los Aceros Al C MN PDFDocumento39 pagineTema 5 Soldabilidad de Los Aceros Al C MN PDFMiguel ArguzNessuna valutazione finora
- A 08 V 14 N 26Documento20 pagineA 08 V 14 N 26josecaciqxeNessuna valutazione finora
- Tema 3 Fisica de La Soldadura PDFDocumento25 pagineTema 3 Fisica de La Soldadura PDFMiguel ArguzNessuna valutazione finora
- Terminologia en SoldaduraDocumento3 pagineTerminologia en SoldaduraMiguel ArguzNessuna valutazione finora
- UnionesDocumento49 pagineUnionesJavier Muñoz ReascosNessuna valutazione finora