Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
1322 751 301
Caricato da
campollano140 valutazioniIl 0% ha trovato utile questo documento (0 voti)
13 visualizzazioni55 pagineTitolo originale
1322_751_301
Copyright
© © All Rights Reserved
Formati disponibili
PDF, TXT o leggi online da Scribd
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
© All Rights Reserved
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
0 valutazioniIl 0% ha trovato utile questo documento (0 voti)
13 visualizzazioni55 pagine1322 751 301
Caricato da
campollano14Copyright:
© All Rights Reserved
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
Sei sulla pagina 1di 55
1322 751 301
Reservado el derecho a introducir modificaciones tcnicas
Copyright by ZF
Reproduccin, tambin parcial, slo con nuestra autorizacin escrita.
Impreso en Alemania
Edicin: 1999-02
1322 751 301
5 S 200 ndice
Pgina
Introduccin ........................................................................................................................................................ 5
Indicaciones relativas a la seguridad ..................................................................................................................... 6
Indicaciones sobre la reparacin .......................................................................................................................... 7
Pares de apriete ..................................................................................................................................................... 9
Material de consumo ............................................................................................................................................ 11
Datos de ajuste ...................................................................................................................................................... 12
Herramientas especiales ....................................................................................................................................... 14
Tabla de muelles ................................................................................................................................................... 18
Trabajos de preparacin ........................................................................................................................................ 1-1
1 Brida de salida .......................................................................................................................................... 1-3
1.1 Desmontaje de la brida de salida ................................................................................................................ 1-3
1.2 Montaje de la brida de salida ...................................................................................................................... 1-3
2 Mando ....................................................................................................................................................... 2-1
2.1 Desmontaje del mando ............................................................................................................................... 2-1
2.2 Despiece de la carcasa del mando .............................................................................................................. 2-2
2.3 Ensamblaje de la carcasa del mando .......................................................................................................... 2-2
2.4 Despiece del eje de seleccin y del eje de mando ...................................................................................... 2-3
2.5 Ensamblaje del eje de seleccin y del eje de mando .................................................................................. 2-3
2.6 Montaje del mando ..................................................................................................................................... 2-4
3 Carcasa I ................................................................................................................................................... 3-1
3.1 Desmontaje de la carcasa I ......................................................................................................................... 3-1
3.2 Despiece de la carcasa I .............................................................................................................................. 3-3
3.3 Ensamblaje de la carcasa I .......................................................................................................................... 3-4
3.4 Montaje de la carcasa I ............................................................................................................................... 3-6
4 Eje de entrada, eje principal y tren fijo (eje intermedio) ...................................................................... 4-1
4.1 Desmontaje del conjunto de ejes ................................................................................................................ 4-1
4.2 Montaje del conjunto de ejes ...................................................................................................................... 4-2
5 Eje principal ............................................................................................................................................. 5-1
5.1 Despiece del eje principal .......................................................................................................................... 5-1
5.2 Ensamblaje del eje principal ...................................................................................................................... 5-4
5.3 Sincronismos .............................................................................................................................................. 5-8
5.3.1 Sincronismo tipo ZF-BK ............................................................................................................................ 5-8
5.3.2 Sincronismo de doble cono tipo ZF-D ....................................................................................................... 5-9
6 Tren fijo (eje intermedio) ......................................................................................................................... 6-1
6.1 Despiece del tren fijo .................................................................................................................................. 6-1
6.2 Ensamblaje del tren fijo .............................................................................................................................. 6-3
7 Ajuste de los cojinetes del tren fijo (eje intermedio) .............................................................................. 7-1
7.1 Determinacin del espesor de la arandela de reglaje .................................................................................. 7-1
ndice 5 S 200
Pgina
8 Carcasa II .................................................................................................................................................. 8-1
8.1 Despiece de la carcasa II ............................................................................................................................ 8-1
8.2 Ensamblaje de carcasa II ............................................................................................................................ 8-2
5 S 200 Introduccin
ZF FRIEDRICHSHAFEN AG
Divisin Transmisiones Vehculos Industriales
y Especiales
Service Werk 2
Tel.: (0 75 41) 77-0
Fax: (0 75 41) 77-5726
La siguiente documentacin se ha desarrollado para per-
sonal especializado, que ha recibido cursillos por parte
de ZF Friedrichshafen AG, referente al mantenimiento y
reparacin de productos ZF.
Se ha documentado un producto ZF de serie y de
acuerdo con el estado del proyecto en la fecha de edi-
cin de este manual.
La reparacin del producto al que nos referimos en este
manual, puede presentar procesos de trabajo, ajuste o
datos de comprobacin diferentes, debido a un desarrol-
lo tcnico del mismo. Por esa razn aconsejamos a Uds.
confiar su producto ZF en manos de un maestro o mec-
nico, cuyo aprendizaje terico y prctico est siendo
actualizado constantemente en nuestro departamento de
capacitacin.
Los talleres de la red de Asistencia Tcnica de la ZF
Friedrichshafen AG le ofrecen:
1. Personal que asiste tcnicos avanzados a cur-
sillos
2. Equipo prescrito, p. ej. herramientas especia-
les
3. Recambios originales ZF, con las ltimas
modificaciones
En estos talleres realizaremos para Vd. los trabajos con
gran esmero y cuidado.
Adems, los trabajos de reparacin, efectuados por
nuestra Red de Talleres Autorizados gozan de la
garanta de ZF, a travs de las condiciones contrac-
tuales vigentes en cada momento.
No estn incluidos en esta responsabilidad contractual,
aquellos daos ni los costos de sus consecuencias, pro-
ducidos por una reparacin incorrecta o imperita efec-
tuada por personal ajeno a ZF.
Igualmente, lo anteriormente dicho tiene validez cuando
no se utilizan recambios originales ZF.
5 Index: 98-01-12
INDICACIONES IMPORTANTES RELATI-
VAS A LA SEGURIDAD
Por principio, la responsabilidad sobre la seguridad en
el trabajo, recae en la propia persona que repara el pro-
ducto ZF.
El respeto a todas las normas sobre seguridad y
otras obligaciones legales, es condicin previa para
evitar daos a personas, y en el propio producto
durante los trabajos de mantenimiento y reparacin.
Las personas que van a reparar deben por tanto, y
antes de iniciar el trabajo, debe familiarizarse con
estas normas.
Una reparacin correcta de los productos-ZF, supone
previamente que el personal especializado est debida-
mente instruido. La obligacin de estar instruido,
incumbe a la persona que va a reparar.
En este Manual se han utilizado las siguientes indica-
ciones relativas a la seguridad:
ATENCION
Sirve como indicacin sobre procesos especiales
de trabajo, mtodos, informaciones, uso de herra-
mientas, etc.
CUIDADO
Se usa cuando por utilizar un mtodo de traba-
jo diferente o no correcto, se pueden producir
daos en el producto.
PELIGRO
Se usa cuando por falta de cuidado, se puedan
originar daos a personas o se pone en peligro
de muerte a las mismas.
OBSERVACIONES GENERALES
Antes de comenzar con los trabajos de comprobacin o
reparacin, leer detenidamente este Manual.
CUIDADO
Las figuras, planos y piezas que se muestran en este
Manual no representan siempre el original, slo
representan el proceso de las diferentes operaciones
de trabajo.
Las figuras, planos y piezas no se representan a
escala real. Por tanto no deben sacarse conclusiones
sobre su tamao y peso.
Los trabajos se realizarn de acuerdo con las
descripciones del texto de este Manual.
Despus de los trabajos de reparacin y comprobacin,
el personal especializado tiene que asegurarse que el
producto vuelve a funcionar correctamente.
PELIGROS PARA EL MEDIO AMBIENTE !
No est permitido verter aceite y productos de limpie-
za ni en la tierra, ni en aguas subterrneas ni en la
propia red de alcantarillado.
Solicitar y respetar de las autoridades compe-
tentes de Sanidad y Medio Ambiente las hojas con
instrucciones relativas a la seguridad para los
respectivos productos.
Recoger el aceite usado o viejo en un recipiente
con suficiente capacidad.
Evacuar los aceites viejos, filtros sucios, productos
lubricantes y de limpieza de acuerdo con
instrucciones de los reglamentos relativos a
proteccin del medio ambiente.
Al manipular productos lubricantes o de limpieza,
respetar las respectivas instrucciones del propio
fabricante.
CUIDADO
NO est permitido suspender la caja de cambios
del eje de entrada (eje primario) ni de la brida de
salida.
!
!
Observaciones importantes 5 S 200
6 Index: 98-01-12
7 Index: 98-01-12
En caso de dudas hay que tomar contacto con los
departamentos especializados de Asistencia Tcnica-
ZF.
En todos los trabajos hay que prestar atencin a la
limpieza y profesionalidad en la forma de realizarlos.
Para el desmontaje y montaje de la caja de cambios,
hay que utilizar los tiles especiales previstos para
tal fin.
Una vez desmontada la caja de cambios del vehculo,
sta se lavar a fondo con un producto apropiado, antes
de abrirla.
Lavar, con un producto apropiado, muy especialmente
las esquinas y ngulos de los crteres y tapas.
Las piezas unidas con Loctite, se aflojan con mayor
facilidad si previamente se las calienta por medio de un
soplador de aire caliente.
LIMPIEZA DE LAS PIEZAS
Retirar con cuidado los restos de juntas antiguas de
todas las superficies de estanqueidad. Rebabas u otro
tipo de irregularidades superficiales se eliminarn con
cuidado por medio de una piedra al aceite.
Comprobar que los taladros y ranuras de engrase estn
sin restos de grasa conservante o cuerpos extraos; hay
que comprobar que presentan un paso libre.
Las cajas desmontadas, se taparn cuidadosamente para
evitar que penetren entre sus piezas cuerpos extraos.
REUTILIZACIN DE PIEZAS
El personal especializado tiene que dictaminar, si aquel-
las piezas como por ejemplo: rodamientos, lminas (dis-
cos), arandelas tope, etc., pueden volver a montarse.
Las piezas daadas o sometidas a desgaste se sustituirn
por otras nuevas.
JUNTAS, CHAPAS DE SEGURIDAD
Las piezas que por fuerza se hayan que daar forzosa-
mente durante su desmontaje, como por ejemplo juntas
y chapas de seguridad, hay que sustituirlas por otras
nuevas.
RETENES
Los retenes que presenten labios de estanqueidad rugo-
sos, agrietados o endurecidos, sern sustituidos. Las
superficies de contacto de los retenes tienen que estar
absolutamente limpias y sin presentar daos.
RECUPERACIN DE PIEZAS
La recuperacin de superficies de contacto de retenes
slo puede realizarse por medio de un rectificado pene-
trante, nunca con papel de lija. Las superficies recupera-
das no deben presentar huellas de lija ni de rallado en
espiral.
Si fuese preciso realizar trabajos de recuperacin en
arandelas distanciadoras, de reglaje o semejantes, debi-
do a nuevos reglajes, hay que prestar atencin a que la
superficie recuperada no presente excentricidades fron-
tales y que su calidad superficial sea igual a la de la
superficie de salida.
MONTAJE DE LA CAJA DE CAMBIOS
El montaje se realizar en puesto de trabajo limpio.
Las juntas planas se montarn sin pasta de estanqueidad
o grasa. Al medir juntas con capa de silicona, no contar
el espesor de esta capa.
Durante el montaje de la caja de cambios, hay que res-
petar los valores de ajuste y pares de apriete indicados
en el Manual de Reparacin.
5 S 200 Observaciones relativas a la reparacin
8 Index: 98-01-12
COJINETES
Si los cojinetes se montan en caliente, estos se calen-
tarn uniformemente (por ejemplo en un horno).
La temperatura debe ser de 85 C y no debe sobrepasar
los 120 C. Una vez montado, el cojinete debe engrasar-
se con un poco de aceite.
SELLAR
Si para sellar est previsto emplear un producto sellan-
te*, hay que respetar la Instrucciones de Uso del fabri-
cante. El producto sellante se aplicar sobre las superfi-
cies en capas finas y de forma uniforme. Los canales de
aceite o taladros de engrase tienen que quedar exentos
de pasta sellante. En caso de canales o taladros de paso
de aceite de una pieza a otra, aplicar la pasta sobre la
superficie de estanqueidad y alrededor de los taladros de
tal forma que, al comprimir ambas piezas no penetre
pasta sellante en los mencionados taladros de engrase.
RETENES
a) En caso de retenes con cubierta exterior de acero,
aplicar una ligera capa de pasta sellante* sobre la
misma.
b) En caso de retenes con cubierta de caucho o goma,
no aplicar nunca pasta sellante, sino una ligera
capa de Grasa Vaselina 8420 sobre su permetro
exterior, o humedecer con un producto que favorezca
el deslizamiento, por ejemplo un detergente lquido
concentrado y que se disuelva en agua.
c) A los retenes con cubierta exterior de acero y
caucho, su permetro exterior de caucho se tratar
como si fuesen retenes del tipo b).
d) Los retenes tipo-Duo
incorporan 2 labios sellantes.
El labio anti-polvo (X) tiene que
quedar siempre orientado hacia el
exterior.
e) Rellenar el espacio entre los labios de sellantes, en
un 60% con grasa* (por ejemplo: Aralub HL2 de
Aral, Spectron F020, de la empresa DEA).
f) Si es posible, calentar los alojamientos de los retenes
a 40 hasta 50 C (esto simplifica su montaje).
Introducir los retenes a presin con la ayuda de un
empujador o disco plano y situarlo a la profundidad
de montaje correspondiente, prestando atencin a
que quede horizontal.
PRODUCTOS DE SEGURIDAD
Los productos de seguridad*, slo se utilizarn all
donde as lo especifique la lista de piezas.
Al utilizar el producto de seguridad ( p. ej. Loctite), hay
respetar forzosamente las indicaciones o recomenda-
ciones del fabricante.
Durante el montaje hay que respetar todos los valores de
ajuste, cotas de comprobacin y pares de apriete que se
indiquen.
ACEITE PARA LA CAJA DE CAMBIOS
Las cajas de cambios se llenarn con el aceite apropiado
despus de su reparacin. La forma de proceder y los
tipos de aceites autorizados los encontrar Ud. en el cor-
respondiente Manual de Servicio y en la Lista de aceites
TE-ML (ver plaquita de identificacin). Esta docu-
mentacin puede solicitarla a cualquier Servicio Oficial
de Asistencia Tcnica de ZF. Una vez llenada de aceite
la caja de cambios, apretar a sus pares de apriete pre-
scritos los tapones de llenado y de rebose de aceite.
* vase material de consumo
Observaciones relativas a la reparacin 5 S 200
X
5 S 200 Pares de apriete
9 Index: 98-01-12
Pares de apriete para tornillos y tuercas, extracto de
ZFN 148
Esta norma vale para tornillos segn DIN 912,
DIN 931, DIN 933, DIN 960, DIN 961 y para tuercas
segn DIN 934.
La norma presente contiene datos sobre pares de apriete
(MA) para tornillos de la gama de dureza 8.8, 10.9 y
12.9 as como para tuercas de la gama de dureza 8, 10
y 12.
Estado de la superficie de los tornillos: ennegrecida y
engrasada, o galvanizada trmicamente y engrasada o
galvanizada, cromatizada y engrasada.
Los tornillos se aprietan con llave de crujido contrastada
o con llave dinamomtrica de indicacin.
ATENCION
Otros pares de apriete estn indicados en el Manual de
Reparacin en el texto mismo.
Estado: Agosto 1991
Rosca regular Rosca fina
Dimensin Par de apriete Dimensin Par de apriete
MA (Nm) para MA (Nm) para
Tornillo 8.8 10.9 12.9 Tornillo 8.8 10.9 12.9
Tuerca 8 10 12 Tuerca 8 10 12
M 4 2,8 4,1 4,8 M 8 x 1 24 36 43
M 5 5,5 8,1 9,5 M 9 x 1 36 53 62
M 6 9,5 14 16,5 M 10 x 1 52 76 89
M 7 15 23 28 M 10 x 1,25 49 72 84
M 8 23 34 40 M 12 x 1,25 87 125 150
M 10 46 68 79 M 12 x 1,5 83 122 145
M 12 79 115 135 M 14 x 1,5 135 200 235
M 14 125 185 215 M 16 x 1,5 205 300 360
M 16 195 280 330 M 18 x 1,5 310 440 520
M 18 280 390 460 M 18 x 2 290 420 490
M 20 390 560 650 M 20 x 1,5 430 620 720
M 22 530 750 880 M 22 x 1,5 580 820 960
M 24 670 960 1100 M 24 x 1,5 760 1100 1250
M 27 1000 1400 1650 M 24 x 2 730 1050 1200
M 30 1350 1900 2250 M 27 x 1,5 1100 1600 1850
M 27 x 2 1050 1500 1800
M 30 x 1,5 1550 2200 2550
M 30 x 2 1500 2100 2500
Pares de apriete 5 S 200
10 Index: 98-01-12
Tapones roscados DIN 908, 910 y 7604
Los valores para el par de apriete MA se han determina-
do para tapones roscados segn DIN 7604 y para ser
enroscados en acero, fundicin gris o aleaciones de
aluminio. Los mismos deben entenderse como valores
resultantes de la prctica, y que deben servir al mon-
tador como valores orientativos.
Los valores para el par de apriete MA para los tapones
roscados segn DIN 908 y DIN 910 se aplicarn de
forma anloga, ya que las geometras de las roscas son
prcticamente idnticas.
Regla: Tipo de atornillamiento 5, ZFN 148-1
Material del tornillo: acero segn DIN 7604
Estado de la superficie: de produccin (sin pro-
teccin superficial) y ligeramente engrasada
galvanizada, cromatizada y ligeram. engrasada.
Tornillos huevos DIN 7643
Los pares de apriete MA se han determinado para enros-
car en acero, fundicin gris y aleaciones de aluminio.
Los mismos deben entenderse como valores resultantes
de la prctica, y que deben servir al montador como
valores orientativos.
Regla: Tipo de atornillamiento 5, ZFN 148-1
Material : 9SMnPb28K, segn DIN 1651.
Estado de la superficie: de produccin (sin pro-
teccin superficial) y ligeramente engrasada
galvanizada, cromatizada y ligeramente engra-
sada.
Tapones roscados (DIN 908, 910 y 7604)
Dimensiones Par de apriete
M
A
en Nm enroscado en
Acero/Fund.gris Aleac.Aluminio
M 8 x 1 20 10
M 10 x 1 25 / 30* 15 / 20*
M 12 x 1,5 35 25
M 14 x 1,5 35 25
M 16 x 1,5 40 30
M 18 x 1,5 50 35
M 20 x 1,5 55 45
M 22 x 1,5 60 / 80* 50 / 65*
M 24 x 1,5 70 60
M 26 x 1,5 80 / 105* 70 / 90*
M 27 x 2 80 70
M 30 x 1,5 100 / 130* 90 / 130*
M 30 x 2 95 85
M 33 x 2 120 110
M 36 x 1,5 130 115
M 38 x 1,5 140 120
M 42 x 1,5 150 130
M 42 x 2 145 125
M 45 x 1,5 160 140
M 45 x 2 150 130
M 48 x 1,5 170 145
M 48 x 2 160 135
M 52 x 1,5 180 150
M 60 x 2 195 165
M 64 x 2 205 175
* DIN 7604 forma C
Tornillos huecos (DIN7643)
Dimetro Rosca Par de
exterior apriete M
A
del tubo en Nm
4 - 5 M 8 x 1 20 - 25
6 M 10 x 1 25 - 35
8 M 12 x 1,5 30 - 40
10 M 14 x 1,5 35 - 40
12 M 16 x 1,5 45
15 M 18 x 1,5 50
18 M 22 x 1,5 60
22 M 26 x 1,5 90
28 M 30 x 1,5 130
35 M 38 x 1,5 140
Fecha: Octubre 1995
11
ATENCIN: Antes de efectuar el pedido, consultar el tamao o capacidad del envase.
5 S 200 Material de consumo
Index: 98-01-12
Denominacin Nombre Cantidad Aplicacin Observaciones
Referencia-ZF aprox.
Grasa por ejemplo: 5 gramos Retn del lado de la salida
0750 199 001 Spectron FO20 1 gramo Retn del lado del accionamiento
5 gramos Por cada retn en carcasa mando
1 gramo Cerrojo tope
1 gramo Buln de bloqueo
2 gramos Cojinete en la punta eje principal
Grasa Vaselina 8420 Aplicar sobre las cubiertas vulca-
0671 190 016 nizadas de los retenes.
Pasta de sellar Loctite n 262 0,5 gramos Pasador roscado M12x1 Mando
0666 690 022
Pasta de sellar Loctite n 242 0,5 gramos Por cada tornillo avellanado
0666 690 038
Pasta de sellar Loctite n 574 2 gramos Superf. sellado carcasa I / carcasa II
0666 790 033
1 gramo Superf. sellado en cada carcasa
del mando
2 gramos Superficie de sellado tapa de
la toma de fuerza
Designacin Datos Instrumentos de medida Observaciones
Precarga axial del tren fijo
(eje intermedio)
Juego axial de los anillos de
seguridad en tren fijo y en eje
principal
Cota de montaje del retn a la
salida
Cota de montaje del retn en
la entrada
Cota de montaje del retn en
la carcasa del mando
Pin helicoidal de 5 vel. y
pin hel. de toma constante
en tren fijo
Tornillo M6x16 en los
segmentos
Tornillo allen M8x55 en el
buln de marcha atrs
Tornillo hexagonal
M12x1,5x60 en la brida
de salida
Pieza intermedia
Interruptor
Respiradero
Pasador roscado M12x1
Tapn roscado M22x1,5
en buln de retencin
0 hasta
0,05 mm
0 hasta
0,05 mm
4,5
+0,5
mm
3
+1
mm
2
+1
mm
Diferencia de tempera-
tura, tren fijo pin
helicoidal 140 C
9,5 Nm
23 Nm
120 Nm
40 Nm
40 Nm
10 Nm
60 Nm
32 Nm
Reloj comparador
Galga de espesores
Calibre de profundidad
Calibre de profundidad
Calibre de profundidad
Sonda de temperatura
Llave
dinamomtrica
Llave
dinamomtrica
Llave
dinamomtrica
Llave
dinamomtrica
Llave
dinamomtrica
Llave
dinamomtrica
Llave
dinamomtrica
Llave
dinamomtrica
El ajuste se realiza por
medio arandela de reglaje,
sobre el anillo exterior del
cojinete.
Emplear el anillo
de seguridad
correspondiente.
Calentar los piones
helicoidales a un mximo
de 170 C.
Asegurar con
Loctite n 242.
Con anillo tipo Usit.
Con arandela.
Asegurar con
Loctite n 262.
Con anillo junta.
12
5 S 200 Datos de ajuste
Designacin Datos Instrumentos de medida Observaciones
Tuerca hexagonal M8 en
palanca selectora y palanca
de mando
34 Nm Llave
dinamomtrica
13
Datos de ajuste 5 S 200
5 S 200 Herramientas especiales
Fig. Utillaje Nmero de Utilizacin Can- Observaciones
N pedido tidad
1X56 137 450
Caballete de montaje para caja
de cambios
en combinacin con el adaptador
1X56 138 156
1
1
1X56 138 156
Adaptador
en combinacin con caballete de
montaje 1X56 137 450
1
2
1X56 122 294
Husillo hidrulico
en combinacin con extractor
1X56 138 161
y contra-arandela
1X56 138 175
1
3
1X56 138 161
Extractor
para carcasa I en combinacin
con husillo hidrulico
1X56 122 294
1
4
1X56 138 175
Contra - arandela
en combinacin con el soporte de
montaje 1X56 138 154
Desmontar eje principal del cojinete
de salida
1 Se necesita,
cuando no se
utiliza el
adaptador
1X56 138 156
5
14
Herramientas especiales 5 S 200
Fig. Utillaje Nmero de Utilizacin Can- Observaciones
N pedido tidad
1X56 138 154
Soporte de montaje
para el conjunto de ejes en
combinacin con los alojamientos
1X56 138 173 y 1X56 138 174
1
6
1X56 138 162
til de elevacin
para el conjunto de ejes
1
7
1X56 138 166
Empujador
para retn (18x31x8)
en la carcasa del mando
Cota de montaje: 2
+1
mm
1 Mando
8
010167
1X56 136 713
Cabezal de extraccin
para cojinetes de rodillos cnicos
del tren fijo (eje intermedio)
1 Tren fijo (eje
intermedio)
9
1X56 122 304
til bsico M65x2
para cabezal de extraccin
1X56 136 713
1
10
15
5 S 200 Herramientas especiales
Fig. Utillaje Nmero de Utilizacin Can- Observaciones
N pedido tidad
1X56 138 165
Empujador
para el retn (40x52x9) a la salida.
Cota de montaje: 4,50
+0,5
mm
1 Carcasa II
11
1X56 138 164
Empujador
para el retn (35x64x9) a la
entrada (accionamiento).
Cota de montaje: 3
+1
mm
1 Carcasa I
12
1X56 138 173
Alojamiento
para tren fijo (eje intermedio)
en combinacin con el soporte de
montaje 1X56 138 154
1
13
1X56 138 174
Alojamiento
para eje principal (eje de salida)
en combinacin con el soporte de
montaje 1X56 138 154
1
14
1X56 138 178
Apoyo
en combinacin con el soporte de
montaje 1X56 138 154
1 Slo se
necesita,
cuando no se
utiliza, el
adaptador
1X56 138 156
15
16
Herramientas especiales 5 S 200
Fig. Utillaje Nmero de Utilizacin Can- Observaciones
N pedido tidad
1X56 138 179
Soporte
en combinacin con el soporte de
montaje 1X56 138 154
2 Slo se
necesita,
cuando no se
utiliza, el
adaptador
1X56 138 156
16
1X56 138 180
Llave de retencin
Para ajustar el bloqueo del mando
1
17
1X56 136 254
Empujador
para casquillo de agujas 18x24x16
y casquillo de bolas 18x24x26
1
18
17
Referencia Lugar de montaje Nmero Dimetro del Dimetro del Longitud sin
de espiras alambre (mm) muelle (mm) carga (mm)
0732 042 728
0770 060 863
0770 060 840
0770 060 791
0732 041 947
Sincronismos
Buln marcapasos
Buln de retencin
Buln de retencin
Chapa de tope
12,6
32,3
33,3
35,7
35,5
4,2
7,3
15,1
9,6
9
0,7
1
2,5
1,6
1
9,5
17,5
7,7
12
15,5
18
5 S 200 Tabla de muelles
012 663
012 885
Trabajos de preparacin
1 Sujetar al caballete de montaje 1X56 137 450,
el adaptador 1X56 138 156.
2 Fijar la caja de cambios 5 S 200 por medio de
4 tornillos al adaptador 1X56 138 156.
ATENCIN
En vez del caballete de montaje, tambin se
puede emplear como alternativa el soporte de
montaje 1X56 138 154 en combinacin
con los alojamientos
1X56 138 173 y 1X56 138 174,
y los apoyos
1X56 138 178 y 1X56 138 179
para el montaje y desmontaje de la 5 S 200.
1-1
5 S 200 Trabajos de preparacin
1
2
3
4
013 045
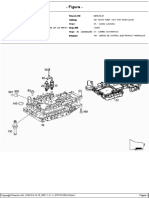
1 Brida de salida
1.1 Desmontaje de la brida de salida
1 Asegurar la brida de salida para que no se gire.
2 Desmontar el tornillo hexagonal (1) y retirar la
arandela (2).
3 Colocar una pieza intermedia o de apoyo sobre el
eje principal, y extraer la brida de salida (3) con
un extractor de 2 3 patas.
4 Desmontar el transmisor de impulsos (4).
1.2 Montaje de la brida de salida
PELIGRO
Agarrar la brida de salida mientras est caliente, slo
con guantes protectores.
1 Calentar la brida de salida (3) a aprox. 60 C
y calarla sobre el estriado del eje principal.
ATENCIN
No golpear en ningn caso la brida de salida.
2 Apoyar la arandela (2) con su cara con bisel
orientada hacia el exterior, sobre la brida de
salida (3) y atornillar el tornillo hexagonal (1).
3 Bloquear la brida de salida con un soporte
convencional, y apretar el tornillo hexagonal (1)
M12 a 120 Nm.
4 Apretar el transmisor de impulsos (4) a 50 Nm.
!
1-3
5 S 200 Brida de salida
2-1
2 Mando
2.1 Desmontaje del mando
ATENCIN
Si se desea desmontar el mando completo, llevar
a cabo slo las operaciones 3 hasta 5.
1 Desmontar de la palanca selectora (2), el tornillo
y tuerca (1).
2 Desmontar la tuerca (11) y la palanca de mando
(12).
3 Desmontar 8 tornillos hexagonales (10) de la
carcasa del mando (9).
4 Retirar la carcasa del mando (9) de la carcasa de
la caja de cambios
5 Limpiar de restos juntas, las superficies de
estanqueidad de la carcasa de la caja de cambios
y de la carcasa del mando.
6 Identificar la posicin de montaje de la palanca
selectora y extraer la palanca selectora (2) del eje
de seleccin (6).
ATENCIN
Si es necesario, emplear un extractor convencional
de 2 patas.
7 Retirar la caperuza de proteccin (3) del eje de
seleccin.
8 Identificar la posicin de montaje de la palanca
de mando y extraer la palanca de mando (12) del
eje de seleccin (16).
ATENCIN
Si es necesario, emplear un extractor convencional
de 2 patas.
9 Desmontar el respiradero o vlvula de ventilacin
(20) y la caperuza protectora (13).
10 Desmontar de la carcasa del mando (9), el eje de
mando (16) y el eje de seleccin (6).
1
2
3
20
11
12
10
16
9
13
6
013 046
5 S 200 Mando
2-2
2.2 Despiece de la carcasa del mando
1 Atornillar en el tornillo de banco, la carcasa
del mando (9).
ATENCIN
Emplear en el tornillo de banco, mordazas
protectoras.
2 Desmontar los retenes (4 y 14) con una
herramienta apropiada.
3 Desmontar los casquillos de agujas (5 y 15) con
un extractor de presa interior convencional.
2.3 Ensamblaje de la carcasa de mando
1 Montar en la carcasa del mando (9), los casquillos
de agujas (5 y 15) con la ayuda del empujador
1X56 136 254 la cara de los casquillos de agujas
con leyenda, queda orientada hacia el empujador.
2 Humedecer el permetro exterior de los retenes
(4 y 14) con vaselina o concentrado de detergente
lquido soluble en agua (p. ej. Pril).
3 Montar en la carcasa del mando los retenes
(4 y 14) con el empujador 1X56 138 166 a la cota
A. El labio de estanqueidad con anillo elstico
queda orientado hacia el casquillo de agujas.
Cota A = 2
+1
mm
4 Llenar el espacio hueco (25) entre retn y cas-
quillo de agujas con grasa, ref. ZF 0750 199 001.
012 660
Mando 5 S 200
A
25
14
9
14
15
9
4
5
012 659
2-3
2.4 Despiece del eje de seleccin y del eje de mando
1 Sacar del arrastrador (8) el pasador de ajuste (7)
y desmontar el eje de seleccin (6a).
2 Sacar del arrastrador (19) y del eje de mando
(16a), los pasadores de ajuste (17 y 18) y des-
montar el eje de mando (16a).
2.5 Ensamblaje del eje de seleccin y del eje de
mando
ATENCIN
Prestar atencin a la posicin de montaje de los
pasadores de ajuste. Montar los pasadores de
ajuste de tal forma que su cara ranurada quede
orientada hacia las 3 9 horas.
1 Posicionar el arrastrador (8) sobre el eje de
seleccin (6a) y encajar el pasador de ajuste (7).
2 Posicionar el arrastrador (19) sobre el eje de
mando (16a). Encajar los pasadores de ajuste
(18 y 17).
ATENCIN
Montar el pasador de ajuste (17) decalado en 180
con respecto al pasador de ajuste (18).
013 558
5 S 200 Mando
16a
18
19
17
7
8
6a
012 661
2-4
2.6 Montaje del mando
1 Introducir en la carcasa del mando (9), el eje de
mando (16) y el eje de seleccin (6).
2 Colocar las caperuzas protectoras (3 y 13) sobre
el eje de seleccin o eje de mando (6).
3 Colocar la palanca de seleccin (2) sobre el eje
de seleccin (6) y la palanca de mando (12) sobre
el eje de mando (16) en la posicin identificada
durante el desmontaje. Las caperuzas (3 y 13)
tienen que quedar fijas sobre el eje de mando y
de seleccin. Montar la palanca de seleccin (2)
y la demando (12), si fuera preciso con la ayuda
de una prensa manual.
4 Introducir el tornillo hexagonal (1 y 11) y apretar
la tuerca hexagonal M8 a un par de 34 Nm.
5 Limpiar las superficies de estanqueidad de la
carcasa de la caja de cambios y de la carcasa del
mando. No daar las superficies de estanqueidad.
ATENCIN
Las superficies de estanqueidad tienen que quedar
exentas de aceite y grasa,
6 Aplicar Loctite n 574 sobre la superficie de
estanqueidad de la carcasa de la caja de cambios.
(Respetar las instrucciones del fabricante).
ATENCIN
Para facilitar el montaje, atornillar 2 bulones
de gua M8 normales en la carcasa de la caja de
cambios.
7 Colocar la carcasa del mando (9) sobre la carcasa
de la caja de cambios y hacer que las piezas de
arrastre engranen.
Apretar 8 tornillos hexagonales M8 con arandelas
(10) a un par de 23 Nm.
8 Apretar el respiradero (20) a un par de 10 Nm.
1
2
3
20
11
12
10
16
9
13
6
013 046
Mando 5 S 200
3-1
3 Carcasa I
3.1 Desmontaje de la carcasa I
1 Desmontar 3 tornillos hexagonales (1).
2 Retirar el tubo-gua (2) de la carcasa de la caja
de cambios.
3 Desmontar el retn (3) del interior de la carcasa I
con una herramienta apropiada. No daar la
carcasa Y.
El retn tiene para su desmontaje, 2 orificios
de extraccin de 4 mm de dimetro.
4 Desmontar el anillo de seguridad (4).
5 Colocar el mando en posicin de punto muerto.
(No debe estar engranada ninguna marcha).
6 Desmontar la chapa de tope (5) con muelle de
presin (6) de la carcasa I.
7 Desmontar el tapn roscado (16) y sacar los
muelles de presin (14 y 15) y el buln de
retencin (13).
8 Desmontar el interruptor (12), cerrojo (11) y la
pieza intermedia (10).
9 Desmontar con cuidado las tapitas de cierre (7),
sacar luego los muelles de presin (8) y los
bulones de bloqueo (9).
10 Desmontar el tapn roscado (18a) o bien el inter-
ruptor (18b).
11 Desmontar los tornillos allen (17).
12 Desmontar 15 tornillos hexagonales (20) y
2 pasadores cilndricos (19).
9
6
19
5
8
7
9
8
7 18a* 18b*
9
10
13
17
1 2 3 4
14 15
20
16
11 12
8
7
013047
013 047
5 S 200 Carcasa I
*se monta segn la versin de la lista de piezas
3-2
13 Fijar el extractor 1X56 138 161 a la carcasa I por
medio de 3 tornillos M8.
Extraer la carcasa I por medio del extractor y el
husillo hidrulico 1X56 122 294.
CUIDADO
Despus de cada desmontaje, sustituir el cojinete de
bolas (23).
(Ver captulo 3.2, pos. 23).
Carcasa I 5 S 200
013 294
3-3
3.2 Despiece de la carcasa I
1 Desmontar 2 tornillos (21) de cada uno de los
2 segmentos (22). Los tornillos van montados
con Loctite, si fuera preciso calentarlos (a aprox.
100 C).
2 Desmontar el cojinete de bolas (23) de la carcasa I
(37).
3 Desmontar 6 tornillos (29) y la tapa lateral (30).
4 Desmontar el anillo exterior de cojinete (40) con
un extractor convencional y sacar la arandela de
reglaje (41). Ver captulo 7.
5 Desmontar los tornillos (25 y 27) (2 de cada), y
retirar las chapas-soporte (24 y 26).
6 Desmontar con la ayuda de un extractor presa
interior convencional, el casquillo de bolas (39)
y el casquillo de agujas (38).
7 Desmontar el tapn-imn (28) y los tapones
roscados (34).
8 En caso de cambio de carcasa, desmontar el
casquillo (31), los pasadores cilndricos (35 y 36),
los remaches (32) y la placa de identificacin de
la caja de cambios (33).
41
25
26 28
27
40
22
21 21 22 39 38 36 35
37 34
33
31 30
23
29
32*
24
013 048
5 S 200 Carcasa I
*se monta segn la versin de la lista de piezas
3-4
3.3 Ensamblaje de la carcasa I
1 Fijar la plaquita de identificacin (33) por medio
de 4 remaches (32). Introducir en la carcasa (37)
los pasadores cilndricos (35, 36) y el casquillo
(31) hasta que haga tope axial.
2 Apretar el tapn roscado (34) y el tapn-imn (28)
a un par de 50 Nm.
3 Fijar cada chapa-soporte (24 y 26) en posicin
correcta, por medio de 2 tornillos (25 y 27).
Par de apriete M8 = 23 Nm
4 Introducir el casquillo de agujas (38) y el
casquillo de bolas (39) con el empujador
1X56 136 254 en la carcasa. (La cara de los
casquillos con leyenda debe quedar orientada
hacia el empujador).
ATENCIN
Montar la tapa lateral (30) una vez que se haya
determinado el espesor de la arandela de reglaje
(41). Ver captulo 7.
5 Limpiar las superficies de sellado de la carcasa I
y de la tapa (30). No daar las superficies de
sellado.
ATENCIN
Las superficies de sellado tienen que estar limpias
y exentas de aceite y grasa.
6 Aplicar Loctite n 574 sobre la superficie de
sellado de la tapa (30). (Respetar las instrucciones
del fabricante).
7 Fijar la tapa (30) por medio de 6 tornillos nuevos
(29) M10.
Par de apriete M10 = 46 Nm
ATENCIN
Las 6 roscas en la carcasa tienen que estar
limpias y exentas aceite y grasa, ya que los
tornillos (29) llevan un recubrimiento para
asegurar la estanqueidad.
41
25
26 28
27
40
22
21 21 22 39 38 36 35
37 34
33
31 30
23
29
32*
24
013 048
Carcasa I 5 S 200
*se monta segn la versin de la lista de piezas
3-5
8 Calentar el alojamiento del cojinete de bolas (23)
en la carcasa I a un mximo de 100 C por medio
de un calentador por aire caliente.
9 Introducir el nuevo cojinete de bolas (23) en
la carcasa I (37) y asegurarlo por medio de
segmentos (22).
ATENCIN
Aplicar sobre la rosca de los 4 tornillos (21),
Loctite n 242. Respetar las instrucciones del
fabricante.
10 Fijar cada uno de los 2 segmentos (22), por medio
de 2 tornillos M6 (21).
Par de apriete M6 = 9,5 Nm
11 Calentar el alojamiento del anillo exterior del
cojinete (40) en la carcasa I a mx. 100 C por
medio de un calentador por aire caliente.
Montar la arandela de reglaje determinada (41)
(ver captulo 7) y montar el anillo exterior del
cojinete (40) hasta que llegue a su tope axial.
5 S 200 Carcasa I
3-6
3.4 Montaje de la carcasa I
1 Limpiar las superficies de estanqueidad de la
carcasa I y de la carcasa II. No daar las super-
ficies de estanqueidad.
ATENCIN
Las superficies de estanqueidad tienen que estar
limpias y exentas de aceite y grasa.
2 Aplicar Loctite n 574 sobre la superficie de
estanqueidad de la carcasa II. Respetar las
instrucciones del fabricante.
3 Calentar a aprox. 120 C, el anillo interior del
cojinete de bolas en la carcasa I por medio de un
mandril para calentar piezas.
ATENCIN
No emplear un calentador por aire caliente.
4 Colocar la carcasa I sobre la carcasa II y de
inmediato tirar del eje de entrada (eje primario)
hacia arriba y montar el anillo de seguridad (4).
5 Montar 2 pasadores cilndricos (19).
CUIDADO
Efectuar el montaje de los pasadores y la colocacin
de la carcasa I de forma correcta. Peligro de rotura
de la carcasa.
6 Atornillar 15 tornillos hexagonales M8 (20) con
sus arandelas.
Par de apriete M8 = 23 Nm
7 Introducir el tornillo allen (17) con anillo Usit a
travs de la carcasa I y atornillarlo en el buln del
pin de marcha atrs.
Par de apriete M8 = 22 Nm
9
6
19
5
8
7
9
8
7 18a* 18b*
9
10
13
17
1 2 3 4
14 15
20
16
11 12
8
7
013047
013 047
Carcasa I 5 S 200
* se monta segn la versin de la lista de piezas
3-7
8 Atornillar en la carcasa I, la pieza intermedia (10)
con su anillo-junta. Introducir el cerrojo (11) en la
pieza intermedia. Atornillar el interruptor (12) con
su anillo-junta en la pieza intermedia.
Pares de apriete:
Pieza intermedia = 40 Nm
Interruptor = 40 Nm
9 Atornillar el tapn roscado (18a) con anillo junta
o bien el interruptor (18b) con su anillo junta.
Pares de apriete:
Tapn roscado = 35 Nm
Interruptor = 40 Nm
10 Colocar el mando en punto muerto. No debe estar
engranada ninguna marcha.
11 Introducir el buln de retencin (13) con muelles
de presin (14 y 15). Apretar el tapn roscado (16)
con su anillo junta y apretarlo a 32 Nm.
12 Introducir en cada una de los 3 taladros, un buln
marcapasos (9) con muelle de presin (8).
13 Aplicar pasta de estanqueidad sobre el contorno
de cada una de las tapitas de cierre (7).
14 Introducir las tapitas de cierre (7) con la ayuda de
una herramienta apropiada hasta su tope axial.
15 Aplicar sobre el contorno exterior del retn (3),
vaselina o concentrado de detergente soluble en
agua (p. ej. Pril).
16 Rellenar el espacio libre entre retn (3) y anillo de
seguridad (4) con grasa ZF, ref. 0750 199 001.
17 Introducir el retn (3) en la carcasa I, con la ayuda
del empujador 1X56 138 164.
ATENCIN
El labio de sellado con anillo elstico orientado
hacia el interior de la caja de cambios.
La cota de montaje de 3
+1
mmviene dada si se
emplea el empujador 1X56 138 164.
18 Fijar el tubo-gua (2) por medio de 3 tornillos M8
(1).
Par de apriete M8 = 23 Nm
19 Introducir la chapa-tope (5) con muelle de presin
(6) sobre los pasadores cilndricos (35 y 36) en el
interior de la carcasa I (37).
5 S 200 Carcasa I
4-1
4 Eje de entrada, eje principal y tren fijo
(eje intermedio)
Desmontar la carcasa I, ver captulo 3.
4.1 Desmontaje del conjunto de ejes
1 Desmontar el tornillo allen (1).
2 Sacar de la carcasa II (6) el buln (3).
3 Sacar el eje de mando (9).
Introducir en el alojamiento del eje de mando, la
llave de retencin 1X56 138 180 y desbloquear el
bloqueo del cambio (11) (ver figura 013 050,
pgina 4-2).
4 Introducir en las bielas de mando los 3 casquillos
de gua (17/1) del til de elevacin. Fijar el til
de elevacin 1X56 138 162 al eje de entrada (eje
primario) y enganchar el til de elevacin a la
gra.
5 Por medio de un extractor convencional de 2
patas, sacar el conjunto de ejes de la carcasa II,
sin daar las superficies de estanqueidad de la
carcasa. Como proteccin se pueden emplear
mordazas de aluminio.
CUIDADO
El conjunto de eje puede ladearse, levantarlo con
cuidado.
6 Levantar el conjunto de ejes por medio de la gra.
7 Desplazar hacia arriba los casquillos-gua, y
retirar las bielas de mando (10, 8 y 7).
8 Colocar el conjunto de ejes sobre el soporte de
montaje (16) 1X56 138 154. Retirar el til de
elevacin (17) 1X56 138 162.
9 Sacar de la carcasa II, el pin intermedio de m.a.
(4) y su cojinete de agujas (5).
10 Separar el eje de entrada (eje primario) (15) del
eje principal (eje de salida).
6
5
3
4
1
013 483, 013 049
012 654
013 296
5 S 200 Conjunto de ejes
17
7
10
8
15
16
18
17/1
4-2
4.2 Montaje del conjunto de ejes
1 Colocar el eje de entrada sobre el eje principal.
2 Calentar con la ayuda de un mandril para calentar
piezas, el anillo interior del cojinete de bolas (ver
flecha) de la carcasa II a aprox. 120 C.
ATENCIN
No emplear ningn calentador por aire caliente.
Emplear un cojinete de bolas nuevo. Al extraer el
cojinete montado este podra daarse.
3 Guiar la llave de retencin 1X56 138 180 a travs
del casquillo de agujas (12).
Posicionar el bloqueo del cambio (11) con la
ayuda de la llave de retencin 1X56 138 180
de tal forma que los taladros de las bielas de
mando no queden bloqueadas.
4 Sujetar el paquete de ejes en el til de elevacin
1X56 138 162 por medio de 3 tornillos.
Par de apriete = 23 Nm
013 295
013 296
7
8
11
10 9
013 050
Conjunto de ejes 5 S 200
Pos. Leyenda
7 Biela de mando 3/4 velocidad
8 Biela de mando de 1/2 velocidad
9 Eje de mando
10 Biela de mando 5 vel./m.a.
11 Bloqueo de cambio
11
12
4-3
5 Montar en su sitio del conjunto de ejes, las bielas
de mando de 1/2 vel. (8), 5 vel./m.a. (10) y la
de 3/4 vel. (7). Asegurar las bielas de mando por
medio de los casquillos-gua (17/1).
6 Retirar el mandril para calentar piezas.
7 Introducir el conjunto de ejes en la carcasa II (6)
con la ayuda del til de elevacin 1X56 138 162.
Ajustar, si fuera preciso, el bloqueo del cambio
con la llave de retencin (18).
ATENCIN
El eje principal (eje de salida) tiene que estar
haciendo tope axial en el anillo interior del
cojinete de bolas.
8 Retirar el til de elevacin (17).
9 Montar la corona de agujas (5) y el buln (3) en
el pin intermedio de la marcha atrs (4).
10 Centrar mutuamente el taladro del buln (3) con
el de la carcasa II (6) y atornillar el tornillo allen
con anillo-Usit (12) y apretarlo a 22 Nm.
11 Introducir el eje de mando (9).
Volver a montar la carcasa I segn el
captulo 3.4.
013 485
013 483
6
5
3
4
1
013 049
5 S 200 Conjunto de ejes
10
7
8
17
18
6
5-1
5 Eje principal
5.1 Despiece del eje principal
1 Retirar el eje principal del soporte de montaje.
2 Agarrar el eje principal en un tornillo de banco
por el lado de la salida (lado trasero). Utilizar
mordazas de proteccin.
3 Desmontar la jaula de agujas (1).
4 Desmontar el anillo de seguridad (2).
5 Retirar el anillo de sincronizacin (3).
6 Extraer el manguito desplazable (4).
PELIGRO
3 cerrojos cada uno de ellos con su muelle de presin
y bola podran salir despedidos. Tapar las piezas con
un trapo.
7 Retirar del cuerpo de sincronizacin de 3/4
velocidad, 3 cerrojos (6), muelles de presin (7)
y bolas (5).
8 Colocar una pieza intermedia o de apoyo sobre el
eje principal (30). Agarrar el pin helicoidal de
2 velocidad (14) con un extractor de 3 patas.
9 Extraer todo el conjunto de piezas (pos. 8 hasta
pos. 14).
ATENCIN
Atar con una alambre o cuerda todas las piezas de
un mismo sincronismo para su posterior montaje.
10 Retirar la corona de agujas (15).
!
38
37
33
32
31
30
29 28
11
12
13
14
15
16
17
18
19
24
23
22
21
20
25 26 27
10
1
2
3
4
8
39
40
41
42
6
9
7
5
36
35
34
013 051
5 S 200 Eje principal
5-2
11 Extraer el manguito desplazable de 1/2 vel. (20).
PELIGRO
3 cerrojos cada uno de ellos con su muelle de presin
y bola podran salir despedidos. Tapar las piezas con
un trapo.
12 Retirar del manguito desplazable (20), el anillo
interior (17), anillo intermedio (18) y anillo
exterior (19).
13 Retirar del cuerpo de sincronizacin de 1/2
velocidad, 3 cerrojos (21), cada uno de ellos con
muelle de presin (20) y bola (22).
14 Colocar una pieza intermedia (como proteccin)
sobre el eje principal. Agarrar con un extractor de
2 3 patas, el pin helicoidal (28) de 1 veloci-
dad.
15 Extraer del eje principal, el pin helicoidal (28)
con anillo interior (27), anillo intermedio (26)
y anillo exterior (25), as como el cuerpo de
sincronizacin (24).
ATENCIN
Unir con una cuerda o alambre todas las piezas del
mismo sincronismo, para su posterior montaje.
16 Retirar la corona de agujas (29) del eje principal
(30).
17 Dar la vuelta al eje principal, y agarrar el mismo
por su lado de la entrada (lado delantero)
en el tornillo de banco. Emplear mordazas de
proteccin.
18 Colocar sobre el eje principal (30) una pieza inter-
media como proteccin.
19 Extraer con un extractor de 3 patas, el manguito
desplazable (37) de 5 / marcha atrs.
Retirar el anillo de sincronizacin (38), pin
helicoidal (41) de 5 vel. y la arandela (42).
PELIGRO
3 cerrojos cada uno de ellos con su muelle de presin
y bola podran salir despedidos. Tapar las piezas con
un trapo.
!
!
38
37
33
32
31
30
29 28
11
12
13
14
15
16
17
18
19
24
23
22
21
20
25 26 27
10
1
2
3
4
8
39
40
41
42
6
9
7
5
36
35
34
013 051
Eje principal 5 S 200
5-3
20 Retirar del cuerpo de sincronizacin de 5 vel. /
marcha atrs (33), 3 cerrojos (35), cada uno de
ellos con muelle de presin (36) y bola (34).
21 Retirar la corona de agujas (40) del eje principal
(30).
22 Desmontar el anillo de seguridad (39).
23 Colocar sobre el eje principal una pieza inter-
media como proteccin. Agarrar con un extractor
convencional de 3 patas, el pin helicoidal (32)
de marcha atrs.
24 Extraer el pin helicoidal (32) junto con el
cuerpo de sincronizacin (33) del eje principal
(30).
25 Retirar del eje principal la corona de agujas (31).
5 S 200 Eje principal
5-4
5.2 Ensamblaje del eje principal
PELIGRO
Agarrar las piezas calientes, slo con guantes de
proteccin.
1 Agarrar el eje principal (30) en un tornillo de
banco por su lado del accionamiento (lado
delantero). Emplear mordazas de proteccin.
2 Engrasar ligeramente la corona de agujas (31)
y calarla sobre el eje principal.
3 Calar sobre el eje principal el pin helicoidal
de marcha atrs (32), de tal forma que el dentado
de arrastre del disco de acoplamiento quede
orientado hacia el lado de la salida.
4 Controlar el desgaste de las piezas del
sincronismo (ver captulo 5.3).
5 Calentar el cuerpo de sincronizacin (33) a aprox.
120 C y montarlo en el dentado del eje principal
hasta que haga tope axial.
PELIGRO
Agarrar las piezas calientes, slo con guantes de
proteccin.
Si fuera preciso, llevar el cuerpo de sincronizacin
hasta su tope axial con la ayuda de un tubo.
6 Montar el anillo de seguridad (39).
ATENCIN
El anillo de seguridad tiene que quedar alojado
en el fondo de la ranura del eje principal.
El juego axial del anillo de seguridad tiene que
ser 0 hasta 0,1 mm. Tratar que sea 0,0 mm.
7 Montar el manguito desplazable (37) sobre el
cuerpo de sincronizacin (33).
Los fresados del manguito desplazable (cara
interior) tienen que coincidir con los fresados
del cuerpo de sincronizacin.
! !
38
37
33
32
31
30
29 28
11
12
13
14
15
16
17
18
19
24
23
22
21
20
25 26 27
10
1
2
3
4
8
39
40
41
42
6
9
7
5
36
35
34
013 051
Eje principal 5 S 200
5-5
8 Introducir en el cuerpo de sincronizacin, los
cerrojos (35) con muelles de presin (36) y bolas
(34) con la ayuda de una herramienta apropiada
y luego encajar el manguito desplazable.
9 Montar encima el anillo de sincronizacin (38).
Los topes o salientes del anillo de sincronizacin
tienen que quedar situados en los fresados o
ranuras del cuerpo sincronizacin.
10 Engrasar la corona de agujas (40) y montarla
sobre el eje principal (30).
11 Montar el pin helicoidal de 5 velocidad (41)
sobre la corona de agujas. El cono de sincroni-
zacin del pin helicoidal tiene que quedar
engranado con el anillo de sincronizacin (38).
12 Presionar contra el pin helicoidal de 5 veloci-
dad (41) y colocar el manguito desplazable en
posicin neutral.
Se oir claramente el ruido de enclavamiento de
los cerrojos.
PELIGRO
Agarrar las piezas calientes, slo con guantes de
proteccin.
13 Calentar a aprox. 120 C la arandela (42) y calarla
sobre el eje principal hasta su tope axial si fuera
preciso llevarlos hasta su tope axial con la ayuda
de un tubo apropiado para tal fin.
14 Girar el eje principal y agarrarlo por su lado de la
salida (lado trasero) en el tornillo de banco.
Emplear mordazas de proteccin.
15 Engrasar la corona de agujas (29) y calarla sobre
el eje principal.
16 Calar el pin helicoidal de 1 vel. (28) sobre la
jaula de agujas el cono de sincronizacin queda
orientado hacia el lado del accionamiento (lado
delantero).
17 Controlar el desgaste de las piezas del sincronis-
mo (ver captulo 5.3).
18 Colocar el anillo interior (27) sobre el disco de
acoplamiento del pin helicoidal (28). Los sali-
entes deben quedar orientados hacia el lado del
accionamiento.
19 Montar el anillo intermedio (26) de tal forma que
los salientes queden alojados en los fresados o
ranuras del cono de sincronizacin del pin
helicoidal (28).
20 Montar encima el anillo exterior (25).
21 Posicionar los salientes del anillo interior (27)
y del anillo exterior (25) de tal forma que estos
queden alojados posteriormente en los fresados
del cuerpo de sincronizacin (24).
22 Calentar el cuerpo de sincronizacin (24) a aprox.
120 C y montarlo en el estriado del eje principal
hasta que haga tope axial.
PELIGRO
Agarrar las piezas calientes, slo con guantes de
proteccin.
Los salientes del anillo interior (27) tienen que
quedar alojados en los fresados o ranuras del
cuerpo de sincronizacin. Si fuera preciso, llevar
el cuerpo de sincronizacin hasta su tope axial
con la ayuda de un tubo apropiado para tal fin.
23 Calentar el anillo interior (16) a aprox. 120 C
y montarlo en el eje principal hasta que haga tope
axial. Si fuera preciso, llevar el anillo interior
hasta su tope axial con la ayuda de un tubo.
24 Calar el manguito desplazable (20) sobre el
cuerpo de sincronizacin (24) y apoyarlo sobre
el disco de acoplamiento.
25 Introducir en el cuerpo de sincronizacin (24)
3 muelles de presin nuevos (23), los cerrojos
existentes (22) y las bolas (21).
ATENCIN
Sincronismo de doble cono; introducir en el
cuerpo de sincronizacin los cerrojos en posicin
correcta lado estrecho axial .
26 Introducir en el manguito desplazable y cuerpo de
sincronizacin, los cerrojos y bolas con la ayuda
de una herramienta apropiada.
27 Colocar encima el anillo exterior (19). Los
salientes del anillo exterior tienen que quedar
alojados en los fresados o ranuras del cuerpo de
sincronizacin.
!
!
5 S 200 Eje principal
5-6
28 Montar el anillo intermedio (18). Los salientes
tienen que quedar orientados hacia el lado del
accionamiento (lado delantero).
Montar el anillo interior (17), los salientes deben
quedar alojados en las ranuras o fresados del
cuerpo de sincronizacin (24).
29 Engrasar ligeramente la corona de agujas (15) y
montarla sobre el anillo interior (16).
30 Montar el pin helicoidal de 2 vel. (14) sobre el
eje principal. Los salientes del anillo intermedio
(18) tienen que quedar alojados en las ranuras del
disco de acoplamiento del pin helicoidal de
2 vel. (14).
PELIGRO
Agarrar las piezas calientes, slo con guantes de
proteccin.
31 Calentar a aprox. 120 C la arandela (13) y el
anillo interior (12) y calarlos sobre el eje principal
hasta su tope axial, si fuera preciso ayudarse con
un tubo previsto para tal fin.
32 Engrasar la corona de agujas (11) y calarla sobre
el eje principal.
33 Colocar sobre el eje principal. el pin helicoidal
de 3 vel. (10) su cono de sincronizacin
orientado hacia el lado del accionamiento .
34 Colocar sobre el cono, el anillo de sincronizacin
(9). Comprobar el desgaste de las piezas del
sincronismo (ver captulo 5.3).
PELIGRO
Agarrar las piezas calientes, slo con guantes de
proteccin.
35 Calentar el cuerpo de sincronizacin (8) a aprox.
120 C y montarlo en el estriado del eje principal
hasta que haga tope axial. Los salientes del anillo
de sincronizacin tienen que quedar alojados en
los fresados o ranuras del cuerpo de sincroni-
zacin.
Si fuera preciso, llevar el cuerpo de sincronizacin
hasta su tope axial con la ayuda de un tubo
apropiado para tal fin.
!
!
38
37
33
32
31
30
29 28
11
12
13
14
15
16
17
18
19
24
23
22
21
20
25 26 27
10
1
2
3
4
8
39
40
41
42
6
9
7
5
36
35
34
013 051
Eje principal 5 S 200
5-7
36 Montar el anillo de seguridad (2).
ATENCIN
El anillo de seguridad tiene que quedar alojado
en el fondo de la ranura del eje principal.
El juego axial del anillo de seguridad tiene que
ser 0 hasta 0,05 mm. Tratar que sea 0,0 mm.
37 Colocar encima el manguito desplazable (4).
ATENCIN
Los fresados del manguito desplazable (cara
interior) tienen que coincidir con los fresados del
cuerpo de sincronizacin.
38 Introducir en los fresados del cuerpo de sincroni-
zacin, 3 muelles de presin nuevos (7), los
cerrojos existentes (6) en posicin correcta lado
estrecho axial y las bolas (5) y encajarlos en el
manguito desplazable.
39 Montar encima el anillo de sincronizacin (3).
ATENCIN
Los topes o salientes del anillo de sincronizacin
tienen que quedar situados sobre los cerrojos del
cuerpo de sincronizacin.
40 Presionar el anillo de sincronizacin (3) contra
el cuerpo de sincronizacin y llevar el manguito
desplazable (4) hasta su posicin neutral. Se tiene
que or como los cerrojos se enclavan en sus
alojamientos.
41 Montar la corona de agujas (1) sobre la punta o
extremo del eje principal y llevarla hasta su tope
axial.
42 Engrasar la corona de agujas (1) con aprox.
2 gramos de grasa.
5 S 200 Eje principal
5-8
5.3 Sincronismos
5.3.1 Sincronismo tipo ZF-BK
Comprobar el desgaste de los anillos y conos de
sincronizacin que se puedan volver a utilizar,
antes de proceder a su montaje.
ATENCIN
No mezclar las piezas de un mismo sincronismo.
Comprobacin del lmite de desgaste
1 Colocar el anillo de sincronizacin (1)
centrndolo sobre su correspondiente cono
de sincronizacin (2). Girando radialmente los
conos, hacerlos entrar en contacto uniforme y
paralelo.
El lmite de desgaste de los anillos de sincroni-
zacin de 3/4 velocidad y de 5/6 vel. es
0,8 mm.
2 Medir la distancia (X) entre cono y anillo de
sincronizacin con las galga de espesores en
2 puntos opuestos. Si la distancia medida es
menor de 0,8 mm, cambiar el anillo de sincroni-
zacin y/o el cono de sincronizacin por otro
nuevo.
3 Controlar adems visualmente el estado de las
piezas del sincronismo. Si presentan superficies
onduladas, sustituirlas. Mantener emparejadas las
piezas para no mezclarlas durante el montaje
(identificarlas).
Sincronismos 5 S 200
x
001 999
1
2
5-9
5.3.2 Sincronismo de doble cono, tipo ZF-D
Comprobacin del lmite de desgaste
1 Colocar y centrar sobre el disco de acoplamiento
(1), el anillo interior (8), anillo intermedio (7) y
el exterior (2) del sincronismo de 1/2 vel. Girar
el anillo exterior para que se centren los conos.
Presionar por igual el anillo exterior con una
fuerza de F = 50 N.
2 Medir con la galga de espesores, al mismo tiempo
y en 2 lugares opuestos la distancia (S) entre disco
de acoplamiento y anillo exterior. El lmite del
desgaste admisible 1,5 mm. Si la cota medida es
menor al lmite del desgaste admisible, montar un
anillo intermedio y/o anillo exterior e interior.
5 S 200 Sincronismos
009 853
S
F = 50N
1 2 3 4 2 7 8 1
6-1
6 Tren fijo (eje intermedio)
6.1 Despiece del tren fijo
1 Retirar el tren fijo del soporte de montaje.
2 Colocar una pieza intermedia o de apoyo sobre el
lado de la entrada (lado delantero) del tren fijo (4).
3 Agarrar el anillo interior del cojinete de rodillos
cnicos del lado del accionamiento (5) con el
extractor 1X56 136 713.
4 Atornillar el til bsico 1X56 122 304 en el
extractor y extraer el anillo interior del cojinete de
rodillos cnicos.
5 Sacar del interior del extractor, el anillo interior
del cojinete de rodillos cnicos (5).
6 Desmontar el anillo de seguridad (1).
7 Colocar un apoyo apropiado en el lado de la salida
(trasero) del tren fijo.
8 Agarrar el anillo interior (2) del cojinete de
rodillos cnicos del tren fijo (lado de la salida)
con el extractor 1X56 136 713.
9 Atornillar el til bsico 1X56 122 304 en el
extractor y extraer el anillo interior del cojinete
de rodillos cnicos.
10 Sacar del interior del extractor, el anillo interior
del cojinete de rodillos cnicos (2).
CUIDADO
Si fuese necesario, sustituir los cojinetes de rodillos
cnicos (2 y 5), ya que los rodillos pueden daarse
durante su desmontaje.
11 Desmontar a presin el pin helicoidal (3) en una
prensa hidrulica. La fuerza de extraccin puede
ser de hasta 50 kN.
ATENCIN
Para evitar daos en los dentados, colocar debajo
de la prensa hidrulica algn material blando
(maderas).
El anillo interior del cojinete de rodillos cnicos
(2) tambin puede extraerse junto con el pin
helicoidal (3).
3
4
5
2 1
013052
013 052
5 S 200 Tren fijo
6-2
6.2 Ensamblaje del tren fijo
PELIGRO
Agarrar las piezas calientes slo con guantes de
proteccin.
1 El orificio del pin helicoidal (3), as como su
asiento sobre el tren fijo, tiene que estar exento de
aceite, grasa y polvo.
2 Calentar el pin helicoidal (3) a un mx. de
170 C.
La diferencia de temperatura entre el pin
helicoidal (3) y el tren fijo (4) tiene que ser por
lo menos de 140 C.
3 Colocar sobre el tren fijo (4), el pin helicoidal
de 5 velocidad (3). El pin helicoidal de 5 vel.
(3) tiene que estar haciendo tope axial. Si fuera
preciso emplear para ello una prensa hidrulica.
4 Calentar los anillos interiores de los cojinetes de
rodillos cnicos (2 y 5) a un mximo de 120 C y
montarlos en el tren fijo. Prestar atencin a que
estn haciendo tope axial, si es preciso ayudarse
para ello con un mandril de material blando.
5 Montar el anillo de seguridad (1).
ATENCIN
El anillo de seguridad tiene que quedar alojado
en el fondo de la ranura del tren fijo.
El juego axial del anillo de seguridad tiene que
ser 0 hasta 0,05 mm. Tratar que sea 0,0 mm.
!
3
4
5
2 1
013052
013 052
Tren fijo 5 S 200
7-1
7 Ajuste de los cojinetes del tren fijo
Un nuevo ajuste (medicin) de los cojinetes slo
es necesario, cuando se han sustituido los propios
cojinetes de rodillos, o piezas del tren fijo, o las
carcasas I y II.
7.1 Determinacin del espesor D de la arandela
de reglaje (2)
1 Para la medicin, introducir en la carcasa I,
siempre una arandela de reglaje (2) de espesor
C = 2,00 mm. Montar encima el anillo exterior
del cojinete (1) haciendo tope axial con la
arandela de reglaje (2).
2 Introducir el tren fijo en la carcasa II.
3 Colocar la carcasa I sobre la carcasa II.
Atornillar y apretar 8 tornillos hexagonales dejar
un espacio libre cada entre tornillo y tornillo .
Apretar los tornillos a un par de 23 Nm.
4 Fijar el soporte de reloj comparador en la abertura
de la toma de fuerza.
5 Girar varias veces el tren fijo, hacia un lado y
hacia el otro.
6 Colocar la punta del reloj comparador sobre el
pin helicoidal de 3 velocidad y ajustarlo a 0.
7 Con la ayuda de un desmontable, agarrar por
detrs el pin helicoidal de 4 velocidad y
presionar el tren fijo contra el cojinete de rodillos
cnicos del lado del accionamiento hasta que se
note que est haciendo tope axial.
8 Anotar el juego axial A observado en el reloj
comparador y anotarlo (p. ej. 0,18).
2
1
013 293
012 888
5 S 200 Ajuste de los cojinetes del tren fijo
7-2
9 Para alcanzar la cota de ajuste prescrita
B = 0 hasta 0,05 mm de precarga, determinar
el espesor de la arandela de reglaje como se indica
a continuacin:
C + A B = D
Ejemplo:
C = arandela de 2,00 mm de espesor
A = juego axial ledo en el reloj comparador, p. ej. 0,18 mm
B = juego prescrito 0 hasta 0,05 mm (p. ej. 0,03 mm)
D = espesor de la arandela que hay que montar
C + A B = D
2,00 + 0,18 0,03 = 2,15 mm
El espesor D de la arandela de reglaje es
= 2,15 mm.
10 Desmontar el reloj comparador y su soporte.
11 Desmontar nuevamente la carcasa I. Retirar al
anillo exterior del cojinete (1) de la carcasa I.
12 Retirar la arandela de reglaje (2) del espesor C
de la carcasa I y montar una nueva arandela de
reglaje (2) del espesor D.
13 Volver a montar el anillo exterior de cojinete (1)
y llevarlo hasta su tope axial con la arandela de
reglaje (2).
012 887
2
1
013 293
Ajuste de los cojinetes del tren fijo 5 S 200
8-1
8 Carcasa II
8.1 Despiece de la carcasa II
1 Desmontar los 4 tornillos (1) y retirar ambos
segmentos (2). Los tornillos van montados con
Loctite, si fuera preciso calentarlos (aprox.
100 C).
2 Sacar de la carcasa II (6), el cojinete de bolas (3)
con ayuda de un mandril de material blando.
El cojinete de bolas (3) ya no se puede volver a
utilizar.
3 Desmontar el retn (8) con un til apropiado.
No daar la superficie de estanqueidad de la
carcasa II.
4 Desmontar la arandela emisora de impulsos (9).
5 Desmontar el anillo exterior del cojinete (4) del
tren fijo con la ayuda de un extractor convencional
de presa interior, del interior de la carcasa II.
6 Si estuviese defectuoso, extraer de la carcasa de
la caja de cambios el casquillo de bolas (12) con
la ayuda de un extractor convencional de presa
interior y contrapoyo.
7 Desmontar la tapa de cierre (7).
7 6
12
3
4
2
9 8
2
1
1
013 298
5 S 200 Carcasa II
8-2
8.2 Ensamblaje de la carcasa II
1 Montar con la ayuda del empujador, el casquillo
de bolas (12) su cara con el contorno reforzado
queda orientado hacia el empujador 1X56 136
254.
2 Calentar los alojamientos de los cojinetes del tren
fijo y del eje principal de la carcasa II (6) con
calentador por aire caliente a una temperatura de
mx. 100 C.
PELIGRO
Agarrar las piezas calientes, slo con guantes de
proteccin.
3 Introducir el anillo exterior de cojinete (4) del tren
fijo en la carcasa II y llevarlo hasta su tope axial.
Si fuera preciso, ayudarse con un mandril o
empujador de material blando.
4 Montar el nuevo cojinete de bolas (3) y llevarlo
hasta su tope axial. En caso de necesidad ayudarse
con un mandril o empujador de material blando.
5 Aplicar Loctite n 242 sobre las roscas de los
4 tornillos (1). Respetar las instrucciones del
fabricante.
6 Montar los segmentos (2) en posicin correcta
y atornillar cada uno de ellos por medio de
2 tornillos (1).
Par de apriete M6 = 9,5 Nm
7 Montar el conjunto de ejes segn el captulo 4.2
y montar luego la carcasa I segn el captulo 3.4.
8 Encajar la tapa de cierre (7) con una herramienta
apropiada.
9 Montar la arandela emisora de impulsos (9) sobre
el eje principal, hasta su tope axial con el cojinete
de bolas.
!
7 6
12
3
4
2
9 8
2
1
1
013 298
Carcasa II 5 S 200
8-3
10 Aplicar sobre el contorno exterior del retn (8)
un poco de vaselina o concentrado de detergente
soluble en agua (p. ej. Pril).
11 Engrasar ligeramente el labio de estanqueidad del
retn.
12 Montar el retn (8) en la carcasa II (6), con la
ayuda del empujador 1X56 138 165. Su labio de
estanqueidad o sellado con el anillo elstico,
orientados hacia el interior de la caja de cambios.
13 La cota del montaje A de 4,5
+0,5
mm, viene
dada si se utiliza el empujador 1X56 138 165.
Montar la brida de salida segn el
captulo 1.2.
4
+ 0,5 mm
6
8
013 297
5 S 200 Carcasa II
A
Potrebbero piacerti anche
- 9S 75 Mercedes - 1308050189 - EsDocumento39 pagine9S 75 Mercedes - 1308050189 - Escampollano14100% (3)
- Journey 2015 PDFDocumento391 pagineJourney 2015 PDFDaniel OchoaNessuna valutazione finora
- Servicio para Cajas de Cambio de Camiones Tomo IiiDocumento200 pagineServicio para Cajas de Cambio de Camiones Tomo Iiicampollano14Nessuna valutazione finora
- EMAS Vehiculo FANDocumento100 pagineEMAS Vehiculo FANcampollano14100% (1)
- 14 MechatronicDocumento1 pagina14 Mechatroniccampollano14Nessuna valutazione finora
- Motor+de+14+litros+funcionamiento 01-04-01 Es PDFDocumento23 pagineMotor+de+14+litros+funcionamiento 01-04-01 Es PDFMarina Moreno Bodí100% (2)
- Cambio Scania GR801 PDFDocumento2 pagineCambio Scania GR801 PDFcampollano1467% (3)
- Bora05 Cambio Manual Automatizado 02E 6 MarchasDocumento118 pagineBora05 Cambio Manual Automatizado 02E 6 MarchasJordi Muñoz Velasco100% (3)
- 9S 75 Mercedes - 1308050189 - EsDocumento39 pagine9S 75 Mercedes - 1308050189 - Escampollano14100% (3)
- Luk 0028 de EsDocumento1 paginaLuk 0028 de Escampollano14Nessuna valutazione finora
- Iveco Stralis Motor Super PDFDocumento261 pagineIveco Stralis Motor Super PDFVicenteCatala100% (2)
- MF-6499 Parte6Documento44 pagineMF-6499 Parte6gianmarco100% (1)
- 2010 Paace BookletDocumento60 pagine2010 Paace BookletFabi Fabian H C100% (10)
- Direccion Hidraulica ManualDocumento0 pagineDireccion Hidraulica Manualgeorgeus2967% (3)
- MANUAL IVECO EuroCargo PDFDocumento1.038 pagineMANUAL IVECO EuroCargo PDFalmuyruben86% (87)
- Manual Taller Serie Nef - EspañolDocumento130 pagineManual Taller Serie Nef - EspañolEDUARDOLOPEZMONTES100% (11)
- Direccion Hidraulica ManualDocumento0 pagineDireccion Hidraulica Manualgeorgeus2967% (3)
- Eje Intermedio 6 S 1000 TO / 6 S 800 TDDocumento14 pagineEje Intermedio 6 S 1000 TO / 6 S 800 TDcampollano14Nessuna valutazione finora
- Daf in Action Magazine 01 2013 Es 63760Documento28 pagineDaf in Action Magazine 01 2013 Es 63760campollano14Nessuna valutazione finora
- Eje PrincipalDocumento38 pagineEje Principalcampollano14Nessuna valutazione finora
- ZF-Ecofluid aceite caja cambiosDocumento2 pagineZF-Ecofluid aceite caja cambioscampollano14Nessuna valutazione finora
- 23EDocumento116 pagine23Ecampollano14100% (1)
- 6 S 850 Plantilla Tecnica 1290 - 757 - 304dDocumento2 pagine6 S 850 Plantilla Tecnica 1290 - 757 - 304dcampollano14100% (1)
- VT 2514Documento34 pagineVT 2514campollano14100% (4)
- 4WG 200)Documento70 pagine4WG 200)campollano1492% (12)
- 6HP26XDocumento45 pagine6HP26Xcampollano14100% (1)
- DW 13243404Documento310 pagineDW 13243404campollano1489% (9)
- Manual PerkinsDocumento56 pagineManual Perkinsreigg902750% (2)
- Trasmisision Automatica Optima Carens 2 y Carnival FL (Sedona)Documento68 pagineTrasmisision Automatica Optima Carens 2 y Carnival FL (Sedona)Ahamed Delmon Ramos Vanegas100% (1)
- Practica N°01-Componentes Principales de Un MCIDocumento3 paginePractica N°01-Componentes Principales de Un MCICristhian Rodríguez VegaNessuna valutazione finora
- Laboratorio Desgaste Máquina de Los AngelesDocumento11 pagineLaboratorio Desgaste Máquina de Los AngelesDUBERNEY RAMOS MONTEALEGRENessuna valutazione finora
- Redacción AvanzadaDocumento5 pagineRedacción AvanzadaalazraqNessuna valutazione finora
- DS N°40 de 2012 MMA RSEIA PDFDocumento105 pagineDS N°40 de 2012 MMA RSEIA PDFjavdelapenaNessuna valutazione finora
- CHATDocumento1 paginaCHATEduardo HernándezNessuna valutazione finora
- Ejercicios Variable Compleja CGFDocumento81 pagineEjercicios Variable Compleja CGFRosas Piña Julio AlejandroNessuna valutazione finora
- 604720t0028e (Capitulo 3) R1-Eett Pci Detalle Tecnico Exigido para Pci e HidranteDocumento30 pagine604720t0028e (Capitulo 3) R1-Eett Pci Detalle Tecnico Exigido para Pci e HidranteFabian Ramirez InsfranNessuna valutazione finora
- Autonics Bup Esp ManualDocumento1 paginaAutonics Bup Esp ManualfchumpitazNessuna valutazione finora
- Proyecto Integrador Técnicas de Administración de PersonalDocumento7 pagineProyecto Integrador Técnicas de Administración de Personalestefany rodriguezNessuna valutazione finora
- 20 Pruzzo - .La Práctica de Los Profesores. Mediadores Didácticos para La InnovaciónDocumento3 pagine20 Pruzzo - .La Práctica de Los Profesores. Mediadores Didácticos para La Innovaciónmgperg7601Nessuna valutazione finora
- Desarrollo Guía N°3Documento5 pagineDesarrollo Guía N°3gerley quirozNessuna valutazione finora
- Balsas LipidicasDocumento5 pagineBalsas LipidicasJuan Jesus Barrios CapuchinoNessuna valutazione finora
- Autosocorro Tecnicas Verticales PDFDocumento61 pagineAutosocorro Tecnicas Verticales PDFcentroelfoNessuna valutazione finora
- Formulas Enterales y MasDocumento14 pagineFormulas Enterales y MasTessy Cueva QuevedoNessuna valutazione finora
- DS 1939 - 20140319 - Reglamenta La Ley 448 - Componentes Del Programa Nacional de Frutas, Hortalizas, RUMIANTES MENORES y PescaDocumento7 pagineDS 1939 - 20140319 - Reglamenta La Ley 448 - Componentes Del Programa Nacional de Frutas, Hortalizas, RUMIANTES MENORES y PescaJuan MontalvoNessuna valutazione finora
- Practica 4 - Ind 3216Documento3 paginePractica 4 - Ind 3216PedroEstebanQuisbertNessuna valutazione finora
- DESGLOSSAMENTDocumento3 pagineDESGLOSSAMENTLucía López PeralNessuna valutazione finora
- Warpola - Badaud Electónico. Antología de Poesía KomandrovianaDocumento29 pagineWarpola - Badaud Electónico. Antología de Poesía KomandrovianaEmilioNessuna valutazione finora
- Auditoria de Cumplimiento A La MPHZ - 2019Documento118 pagineAuditoria de Cumplimiento A La MPHZ - 2019Ricky RickNessuna valutazione finora
- MúsicaDocumento96 pagineMúsicaJose Antonio HernanNessuna valutazione finora
- Manual de Uso: True-Rms Remote Display Digital MultimeterDocumento54 pagineManual de Uso: True-Rms Remote Display Digital MultimeterManuel FuentesNessuna valutazione finora
- Cuestionario 4Documento1 paginaCuestionario 4Jose VargasNessuna valutazione finora
- MercúrioDocumento4 pagineMercúrioJu Angélica LuzNessuna valutazione finora
- 5 MAgua Anexo2 Triptico 2021 2022Documento2 pagine5 MAgua Anexo2 Triptico 2021 2022Sonia ZhunaulaNessuna valutazione finora
- Conservación Del SueloDocumento6 pagineConservación Del SuelogeraldineNessuna valutazione finora
- Examen Final Dinamica 2021-2Documento7 pagineExamen Final Dinamica 2021-2Sergio Fernandez quispeNessuna valutazione finora
- Manual en Español HSMWorksDocumento33 pagineManual en Español HSMWorksFabian Gomez Alvarez0% (1)
- Preescritura nivel prekinderDocumento49 paginePreescritura nivel prekinderjessica vilches gonzalezNessuna valutazione finora
- Ejercicios de EstadísticaDocumento34 pagineEjercicios de EstadísticaFernanda GarmendezNessuna valutazione finora
- Universidad de Costa Rica EspecialidadesDocumento29 pagineUniversidad de Costa Rica EspecialidadesElishua JotamNessuna valutazione finora