Potrebbero piacerti anche
- A Textbook of Engineering Mathematics 9th EditionDocumento468 pagineA Textbook of Engineering Mathematics 9th EditionRelu Chiru100% (4)
- Elektor 2019-11-12 PDFDocumento116 pagineElektor 2019-11-12 PDFNick Maniacup100% (5)
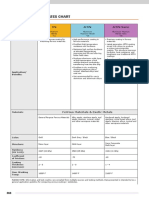
- Inserts Chart CoatingsDocumento2 pagineInserts Chart CoatingsRelu ChiruNessuna valutazione finora
- PowerMILL Blades Blisks ImpellersDocumento1 paginaPowerMILL Blades Blisks ImpellersRelu ChiruNessuna valutazione finora
- Windpower TechnologyDocumento496 pagineWindpower TechnologyRelu Chiru100% (2)
- 5 Axis Milling Using Delcam PowermillDocumento16 pagine5 Axis Milling Using Delcam PowermillVelichko Velikov100% (2)
- Canadian CyclingDocumento68 pagineCanadian CyclingRelu ChiruNessuna valutazione finora
- Bowhunter November December 2019Documento86 pagineBowhunter November December 2019Relu ChiruNessuna valutazione finora
- Bicycling AustraliaDocumento116 pagineBicycling AustraliaRelu ChiruNessuna valutazione finora
- Spoke MagazineDocumento116 pagineSpoke MagazineRelu ChiruNessuna valutazione finora
- Programing Manual EIA ISODocumento416 paginePrograming Manual EIA ISORelu Chiru100% (2)
- User Guide Dell Precision m4800 I2roor4 CeO4xBe ToOEbLnDocumento8 pagineUser Guide Dell Precision m4800 I2roor4 CeO4xBe ToOEbLnRelu ChiruNessuna valutazione finora
- Tutorial PowermillDocumento17 pagineTutorial PowermillMarco Neves100% (1)
- PowerMILL 5 Axis MachiningDocumento2 paginePowerMILL 5 Axis MachiningRelu ChiruNessuna valutazione finora
- Hass AnswersDocumento7 pagineHass AnswersRelu ChiruNessuna valutazione finora
- SQ4R StrategyDocumento2 pagineSQ4R StrategyRelu ChiruNessuna valutazione finora
- FANUC 30i/31i/32i SERIES BOOT SYSTEM APPENDIX C SCREEN AND OPERATION GUIDEDocumento6 pagineFANUC 30i/31i/32i SERIES BOOT SYSTEM APPENDIX C SCREEN AND OPERATION GUIDERelu ChiruNessuna valutazione finora
- Tutorial PowermillDocumento17 pagineTutorial PowermillMarco Neves100% (1)
- Maximizing CNC Utilization: Module Three: Advanced Implications of Basic FeaturesDocumento100 pagineMaximizing CNC Utilization: Module Three: Advanced Implications of Basic FeaturesRelu ChiruNessuna valutazione finora
- NCPlotManual v230 PDFDocumento178 pagineNCPlotManual v230 PDFRelu ChiruNessuna valutazione finora
- Fanuc Seria 30,300,31,310,32,320i - ENGDocumento568 pagineFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roNessuna valutazione finora
- B-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFDocumento452 pagineB-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFRelu Chiru100% (1)
- CNC PresentationDocumento37 pagineCNC PresentationMarvin BelenNessuna valutazione finora
- 66102en 10Documento235 pagine66102en 10Relu Chiru100% (1)
- FANUC Macro Program ProgrammingDocumento16 pagineFANUC Macro Program ProgrammingVinsensius Herdani Agung Nugroho50% (4)
- M32 Operating ManualDocumento322 pagineM32 Operating ManualLuis Enrique Garduño Landazuri100% (9)
- Fanuc Seria 30,300,31,310,32,320i - ENGDocumento568 pagineFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roNessuna valutazione finora
- Computer Numerical Control Programming Basics: DefinitionsDocumento8 pagineComputer Numerical Control Programming Basics: DefinitionsActem PmeNessuna valutazione finora
- CNC Classnotes PDFDocumento28 pagineCNC Classnotes PDFelangandhiNessuna valutazione finora
- H 5226 8307 02 A Productivity Active Editor ProDocumento7 pagineH 5226 8307 02 A Productivity Active Editor ProRelu ChiruNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Space DynamicsDocumento37 pagineSpace Dynamicspurushottam KashyapNessuna valutazione finora
- The Simple PendulumDocumento5 pagineThe Simple PendulumDexter TorringtonNessuna valutazione finora
- A6 2018 D Validation Qualification Appendix6 QAS16 673rev1 22022018Documento12 pagineA6 2018 D Validation Qualification Appendix6 QAS16 673rev1 22022018Oula HatahetNessuna valutazione finora
- Man Instructions PDFDocumento4 pagineMan Instructions PDFAleksandar NikolovskiNessuna valutazione finora
- LKC CS Assignment2Documento18 pagineLKC CS Assignment2Jackie LeongNessuna valutazione finora
- Awakening The MindDocumento21 pagineAwakening The MindhhhumNessuna valutazione finora
- Peptic Ulcer Disease: Causes, Symptoms and TreatmentDocumento24 paginePeptic Ulcer Disease: Causes, Symptoms and TreatmentOktaviana Sari Dewi100% (1)
- Letter of MotivationDocumento4 pagineLetter of Motivationjawad khalidNessuna valutazione finora
- SRS Design Guidelines PDFDocumento46 pagineSRS Design Guidelines PDFLia FernandaNessuna valutazione finora
- Arm BathDocumento18 pagineArm Bathddivyasharma12Nessuna valutazione finora
- Quaternary Protoberberine Alkaloids (Must Read)Documento26 pagineQuaternary Protoberberine Alkaloids (Must Read)Akshay AgnihotriNessuna valutazione finora
- 9600 DocumentDocumento174 pagine9600 Documentthom38% (13)
- CIRC 314-AN 178 INP EN EDENPROD 195309 v1Documento34 pagineCIRC 314-AN 178 INP EN EDENPROD 195309 v1xloriki_100% (1)
- Pitch Manual SpecializedDocumento20 paginePitch Manual SpecializedRoberto Gomez100% (1)
- Transport of OxygenDocumento13 pagineTransport of OxygenSiti Nurkhaulah JamaluddinNessuna valutazione finora
- Who will buy electric vehicles Segmenting the young Indian buyers using cluster analysisDocumento12 pagineWho will buy electric vehicles Segmenting the young Indian buyers using cluster analysisbhasker sharmaNessuna valutazione finora
- Thermal BurnsDocumento50 pagineThermal BurnsPooya WindyNessuna valutazione finora
- Garlic Benefits - Can Garlic Lower Your Cholesterol?Documento4 pagineGarlic Benefits - Can Garlic Lower Your Cholesterol?Jipson VargheseNessuna valutazione finora
- Sibuyan Island ResiliencyDocumento12 pagineSibuyan Island ResiliencyEndangeredSpeciesNessuna valutazione finora
- CAE The Most Comprehensive and Easy-To-Use Ultrasound SimulatorDocumento2 pagineCAE The Most Comprehensive and Easy-To-Use Ultrasound Simulatorjfrías_2Nessuna valutazione finora
- HSC 405 Grant ProposalDocumento23 pagineHSC 405 Grant Proposalapi-355220460100% (2)
- TutorialDocumento324 pagineTutorialLuisAguilarNessuna valutazione finora
- Chapter 10 AP GP PDFDocumento3 pagineChapter 10 AP GP PDFGeorge ChooNessuna valutazione finora
- Young Women's Sexuality in Perrault and CarterDocumento4 pagineYoung Women's Sexuality in Perrault and CarterOuki MilestoneNessuna valutazione finora
- TILE QUOTEDocumento3 pagineTILE QUOTEHarsh SathvaraNessuna valutazione finora
- Project On Stones & TilesDocumento41 pagineProject On Stones & TilesMegha GolaNessuna valutazione finora
- KoyoDocumento4 pagineKoyovichitNessuna valutazione finora
- Smart Grid Standards GuideDocumento11 pagineSmart Grid Standards GuideKeyboardMan19600% (1)
- Placenta Previa Case Study: Adefuin, Jay Rovillos, Noemie MDocumento40 paginePlacenta Previa Case Study: Adefuin, Jay Rovillos, Noemie MMikes CastroNessuna valutazione finora
- Library Dissertation in Community DentistryDocumento9 pagineLibrary Dissertation in Community DentistryPayForPaperCanada100% (1)