Potrebbero piacerti anche
- Panicorp Desarrollo OrganizacionalDocumento6 paginePanicorp Desarrollo OrganizacionalJesus Ibarra ReynosoNessuna valutazione finora
- IN147 Ingenieria de Metodos 201501Documento5 pagineIN147 Ingenieria de Metodos 201501Jesus Ibarra ReynosoNessuna valutazione finora
- Stock de SeguridadDocumento2 pagineStock de SeguridadJesus Ibarra Reynoso100% (1)
- Conclusiones y Recomendaciones Modelo ProbabilisticoDocumento5 pagineConclusiones y Recomendaciones Modelo ProbabilisticoJesus Ibarra ReynosoNessuna valutazione finora
- Completo Introduccion A La TopologiaDocumento2 pagineCompleto Introduccion A La TopologiaJesus Ibarra ReynosoNessuna valutazione finora
- LEAMEDocumento1 paginaLEAMEJesus Ibarra ReynosoNessuna valutazione finora
- Usil Mi S02Documento60 pagineUsil Mi S02jnichomNessuna valutazione finora
- Banco y Ajuste Semana 5Documento15 pagineBanco y Ajuste Semana 5Ibrahin silverio Tucto pucuhuaylaNessuna valutazione finora
- Taller 3 Fresado y TaladradoDocumento3 pagineTaller 3 Fresado y TaladradoAndres IsaacsNessuna valutazione finora
- Lista WAKO Multimarca MAY 23Documento14 pagineLista WAKO Multimarca MAY 23Fer DehNessuna valutazione finora
- Dap CorregDocumento2 pagineDap CorregCristian Jorge DelgadoNessuna valutazione finora
- Calculo de Accesorios de PerforacionDocumento8 pagineCalculo de Accesorios de PerforacionJesus Aragon TejadaNessuna valutazione finora
- Cnc-Proyeccion SocialDocumento11 pagineCnc-Proyeccion SocialJ Cristopher GamarraNessuna valutazione finora
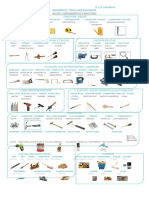
- Equipment, Tools and MachinesDocumento1 paginaEquipment, Tools and MachinesNea RomeroNessuna valutazione finora
- Cuestionario de Repaso Unidad UNO PMIIDocumento4 pagineCuestionario de Repaso Unidad UNO PMIIMarcopolo BarrerasNessuna valutazione finora
- Puesta A Punto Fresadora CNC Ref Xk7132Documento3 paginePuesta A Punto Fresadora CNC Ref Xk7132george blancoNessuna valutazione finora
- Ensayo ProcesosDocumento11 pagineEnsayo ProcesosMaria Alejandra AcevedoNessuna valutazione finora
- Informe 4Documento11 pagineInforme 4Carlos SanteNessuna valutazione finora
- S3 ARI ContenidoDocumento19 pagineS3 ARI ContenidoNicole OssandonNessuna valutazione finora
- Informe Técnico de Mecanizado TornoCNC CigüeñalDocumento37 pagineInforme Técnico de Mecanizado TornoCNC CigüeñalAñazco DavidNessuna valutazione finora
- Manual MadrinadoraDocumento31 pagineManual MadrinadoraFrancisco VillaNessuna valutazione finora
- Planos PDF de EscuadraDocumento7 paginePlanos PDF de EscuadrajonatanNessuna valutazione finora
- Tornos y Fresadoras Procesos ManufacturasDocumento16 pagineTornos y Fresadoras Procesos ManufacturasjimmyNessuna valutazione finora
- Informe 7 - Torno CNCDocumento10 pagineInforme 7 - Torno CNCErnesto QuispeNessuna valutazione finora
- Ing Métodos 1 Semana 3 Unidad 2Documento32 pagineIng Métodos 1 Semana 3 Unidad 2Santiago IvanNessuna valutazione finora
- Roscas ManufacturaDocumento25 pagineRoscas ManufacturaPaulo Cesar Cabrera Taza100% (1)
- Hoja de Ruta o de Procesos de MecanizadoDocumento12 pagineHoja de Ruta o de Procesos de MecanizadoenriqueNessuna valutazione finora
- Mecanizado Por Arranque de VirutaDocumento10 pagineMecanizado Por Arranque de VirutaJhonatan BernoNessuna valutazione finora
- Silabo de Máquinas Convencionales IiDocumento12 pagineSilabo de Máquinas Convencionales IimizaelNessuna valutazione finora
- Ejercicios Pie de MetroDocumento48 pagineEjercicios Pie de MetroCarlos rengifo100% (1)
- Hoja de Procesos Pieza 7Documento1 paginaHoja de Procesos Pieza 7nelsonNessuna valutazione finora
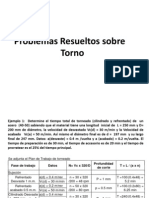
- Problemas Resueltos TornosDocumento7 pagineProblemas Resueltos TornosJose Vasquez Fernandez40% (5)
- Presentación Fresadora1Documento14 paginePresentación Fresadora1Kathenia Sanchez pinedaNessuna valutazione finora
- Procesos PiezaDocumento18 pagineProcesos PiezaDamian gameplaysNessuna valutazione finora
- Arquitectura General de Un Torno CNCDocumento16 pagineArquitectura General de Un Torno CNCmasterpassword1Nessuna valutazione finora
- Plano Ensamble Esmeril PDFDocumento1 paginaPlano Ensamble Esmeril PDFJulian Camilo Rojas VillamilNessuna valutazione finora