Potrebbero piacerti anche
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Da EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Nessuna valutazione finora
- Plan de Gestion de La Calidad PDFDocumento4 paginePlan de Gestion de La Calidad PDFJuan Ramón Hernández Morales100% (2)
- Curso Mastercam X4Documento43 pagineCurso Mastercam X4Tomas Santiago100% (2)
- Sistema de Lubricacion Del Torno ColchesterDocumento36 pagineSistema de Lubricacion Del Torno Colchestertiti876876164% (11)
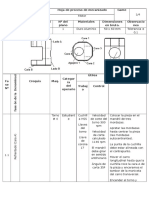
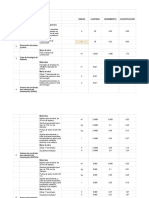
- Hoja de ProcesosDocumento4 pagineHoja de ProcesosCristian LudeñaNessuna valutazione finora
- Codigos para El Torno CNC DYNAMITEDocumento6 pagineCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Mecanizado (Torno)Documento51 pagineMecanizado (Torno)Gerardo Barrantes100% (3)
- Aprendizaje Flujo Trabajo Diseno MoldesDocumento33 pagineAprendizaje Flujo Trabajo Diseno MoldesJuan Gomez GutierrezNessuna valutazione finora
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Da EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Nessuna valutazione finora
- SSCNC Manual de Simulador en WordDocumento219 pagineSSCNC Manual de Simulador en WordVictor Hernandez GaliciaNessuna valutazione finora
- Mapa Conceptual Normas ISO 9001 2015Documento1 paginaMapa Conceptual Normas ISO 9001 2015Angel HerreraNessuna valutazione finora
- Tema 2.2 Introducción CNC PDFDocumento38 pagineTema 2.2 Introducción CNC PDFFernando100% (1)
- Programación ParamétricaDocumento24 pagineProgramación Paramétricajc7024Nessuna valutazione finora
- Resumen de Ciclos de FANUCDocumento4 pagineResumen de Ciclos de FANUCDavid ObrienNessuna valutazione finora
- Manual Programacion CNC TornoDocumento110 pagineManual Programacion CNC Tornojona_140100% (3)
- Manual Usuario Torno CNC Fagor 8025Documento312 pagineManual Usuario Torno CNC Fagor 8025sinasdfgz100% (1)
- Planeacion y Control de CalidadDocumento103 paginePlaneacion y Control de CalidadBacilio MartinezNessuna valutazione finora
- Manual de Programacion CNC v2r2Documento224 pagineManual de Programacion CNC v2r2JOSUE MANUEL MANZANARES CASTRONessuna valutazione finora
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209Da EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Nessuna valutazione finora
- Apuntes Generales Torno Fagor 8050Documento47 pagineApuntes Generales Torno Fagor 8050Mireille Aline0% (1)
- Manufactura Avanzada Programacion de Tor PDFDocumento33 pagineManufactura Avanzada Programacion de Tor PDFleobardo chichinoNessuna valutazione finora
- Planos Matrices++Documento41 paginePlanos Matrices++Suli ZgzNessuna valutazione finora
- DatumsDocumento8 pagineDatumsFidel AlejandroNessuna valutazione finora
- 4 Progresivos PDFDocumento49 pagine4 Progresivos PDFgiovannihurtadoNessuna valutazione finora
- Apuntes Torno CNCDocumento24 pagineApuntes Torno CNCSuli ZgzNessuna valutazione finora
- (Muy Bueno) FI Manual Torno CNC Ual 2012 2013Documento42 pagine(Muy Bueno) FI Manual Torno CNC Ual 2012 2013Linux ManNessuna valutazione finora
- Lathe Programming Workbook TraducidoDocumento153 pagineLathe Programming Workbook TraducidoIsaac ChávezNessuna valutazione finora
- Memorias Torno AvanzadoDocumento99 pagineMemorias Torno Avanzadomfmejiab100% (2)
- Materiales y Geometría para Herramientas de MecanizadoDocumento9 pagineMateriales y Geometría para Herramientas de MecanizadoJosé MorenoNessuna valutazione finora
- Cuadernillo de Practicas de C.N.C.Documento134 pagineCuadernillo de Practicas de C.N.C.Missa PérezNessuna valutazione finora
- EONSI Programacion CNC PDFDocumento6 pagineEONSI Programacion CNC PDFEduardo Luis LicetNessuna valutazione finora
- Herrami ConosDocumento8 pagineHerrami ConosMecanizado SenaNessuna valutazione finora
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Documento9 pagineRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaNessuna valutazione finora
- TORNO CNC ContinentalDocumento89 pagineTORNO CNC ContinentalAnonymous XIxI9YugNhNessuna valutazione finora
- Utilaje de Matriceria PDFDocumento102 pagineUtilaje de Matriceria PDFguino mamaniNessuna valutazione finora
- Manual de Operacion CNCDocumento14 pagineManual de Operacion CNCJosue Castaño ArriagaNessuna valutazione finora
- Manual Fresadora CNC Final PDFDocumento33 pagineManual Fresadora CNC Final PDFulisesNessuna valutazione finora
- Ejercicio Clase Subprogramas 2Documento8 pagineEjercicio Clase Subprogramas 2JULIAN DAVID BALANTA CASTRONessuna valutazione finora
- Elaboración de Manual de OperaciónDocumento5 pagineElaboración de Manual de OperaciónRodrgo cubasNessuna valutazione finora
- Manual Programacià N de Fresadora CONTROL HNC - 1Documento85 pagineManual Programacià N de Fresadora CONTROL HNC - 1CamiloDiazNessuna valutazione finora
- Programacion de Torno CONTROL HNCDocumento159 pagineProgramacion de Torno CONTROL HNCIVÁN ANDRÉS RÍOS GUIRALESNessuna valutazione finora
- Plan de Trabajo Mecanizado Torno PapaleloDocumento6 paginePlan de Trabajo Mecanizado Torno Papalelodubal suarezNessuna valutazione finora
- RoscadoDocumento48 pagineRoscadoJose Luis RomeroNessuna valutazione finora
- G76 - Rosca Paralela PDFDocumento1 paginaG76 - Rosca Paralela PDFAlucard SanzNessuna valutazione finora
- Maquinados CNC (Fabricación de Dispositivo CONECTOR) PDFDocumento79 pagineMaquinados CNC (Fabricación de Dispositivo CONECTOR) PDFAdolfo Velázquez MacíasNessuna valutazione finora
- Catalogo PerfilesDocumento42 pagineCatalogo Perfilesmarkosdistefano100% (2)
- Torno Codigos G-MDocumento2 pagineTorno Codigos G-MJean Paul Giraldo SpatolaNessuna valutazione finora
- Cofigos Fresadora CNCDocumento2 pagineCofigos Fresadora CNCDeivy Mona PerezNessuna valutazione finora
- Man 8025M Oem PDFDocumento285 pagineMan 8025M Oem PDFMario ParodiNessuna valutazione finora
- 2 - Guía de Aprendizaje CNC 299184Documento9 pagine2 - Guía de Aprendizaje CNC 299184Jefferson Pinto LopesierraNessuna valutazione finora
- Fabricacion de Engranes PDFDocumento6 pagineFabricacion de Engranes PDFRObert Hernandez SanchezNessuna valutazione finora
- Prácticas CNCDocumento14 paginePrácticas CNCEleazar DominguezNessuna valutazione finora
- MECANIZADODocumento17 pagineMECANIZADOJean CharlesNessuna valutazione finora
- Ejercicio CAD CAM Operaciones en Mastercam x5Documento10 pagineEjercicio CAD CAM Operaciones en Mastercam x5JoseLuisAlanoca100% (1)
- Curso Basico de Programacion y Operacion de Centro de MaquinadoDocumento82 pagineCurso Basico de Programacion y Operacion de Centro de MaquinadoMario SandovalNessuna valutazione finora
- Especificaciones Torno UratsaDocumento2 pagineEspecificaciones Torno UratsaMauri RangelNessuna valutazione finora
- Eval3 NxTutorial TornoCNC EnriqueAñazcoDocumento11 pagineEval3 NxTutorial TornoCNC EnriqueAñazcoAñazco DavidNessuna valutazione finora
- Ciclos Cajeado PDFDocumento11 pagineCiclos Cajeado PDFCarlos Tablet100% (1)
- 02 CNC Torno r4Documento69 pagine02 CNC Torno r4Mecanizado SenaNessuna valutazione finora
- Tutoria Ltp-02 e PC12Documento27 pagineTutoria Ltp-02 e PC12lhpenteadoNessuna valutazione finora
- CNC Reporte O0038Documento14 pagineCNC Reporte O0038Aldo AlvarezNessuna valutazione finora
- Gcodetools Help ESDocumento17 pagineGcodetools Help ESJon Morales100% (1)
- Apunte CNC Eet6Documento67 pagineApunte CNC Eet6Guillermo RamirezNessuna valutazione finora
- 96-8750 Spanish LatheDocumento364 pagine96-8750 Spanish LatheGuillermo RamirezNessuna valutazione finora
- UIS PDF CrackDocumento196 pagineUIS PDF CrackAlfonso Nieto'sNessuna valutazione finora
- BM Autonl A2sDocumento25 pagineBM Autonl A2sGuillermo RamirezNessuna valutazione finora
- Material Clase 1 2 y 3Documento70 pagineMaterial Clase 1 2 y 3Alex Fabrizio Torres VegaNessuna valutazione finora
- Modelos Basicos de InventariosDocumento11 pagineModelos Basicos de InventariosArturoVazquezAyalaNessuna valutazione finora
- Capacidad y Ejercicio de % de No ConformesDocumento4 pagineCapacidad y Ejercicio de % de No ConformesElia Ana Villafañe HoyosNessuna valutazione finora
- Autodiagnostico A ISO 9001 2015Documento46 pagineAutodiagnostico A ISO 9001 2015Victor Manuel Guzman MendozaNessuna valutazione finora
- DF2GZDocumento5 pagineDF2GZYoul SilvaNessuna valutazione finora
- Lab 1Documento3 pagineLab 1adriana campos bautistaNessuna valutazione finora
- Informe Administracion Grupo 18Documento13 pagineInforme Administracion Grupo 18Joseph StrangeNessuna valutazione finora
- Actividad 1. Casos Sobre Productividad y RendimientoDocumento6 pagineActividad 1. Casos Sobre Productividad y RendimientoAngie AlonzoNessuna valutazione finora
- Ejer Sem 13 RemotoDocumento7 pagineEjer Sem 13 RemotoAngelo RlpNessuna valutazione finora
- Caracterización MunicipalLLLLLLLLLLDocumento44 pagineCaracterización MunicipalLLLLLLLLLLJavier CNNessuna valutazione finora
- I. F. - Trabajo Final - Des. SolidosDocumento8 pagineI. F. - Trabajo Final - Des. SolidosBryan Thom BarrioshNessuna valutazione finora
- Columnas Prefabricadas PDFDocumento140 pagineColumnas Prefabricadas PDFBouchasie SimmoneNessuna valutazione finora
- 1930-Etapa de La Administración de La ProducciónDocumento2 pagine1930-Etapa de La Administración de La ProducciónCarolina Cotrina FloresNessuna valutazione finora
- U1 Introduccion A La Manufactura AvanzadaDocumento56 pagineU1 Introduccion A La Manufactura AvanzadaJesus Eduardo Barraza Barraza100% (2)
- Tema 3-Los CostesDocumento47 pagineTema 3-Los CostesLlarry YTNessuna valutazione finora
- Hoja de Rendimiento - Hoja 1Documento4 pagineHoja de Rendimiento - Hoja 1Wesrt XkiroXNessuna valutazione finora
- NominaDocumento110 pagineNominaErland HQNessuna valutazione finora
- Ensayo La Maquina Que Cambio Al MundoDocumento4 pagineEnsayo La Maquina Que Cambio Al MundoUlises Garcia SantanaNessuna valutazione finora
- Paso 3 - Desarrollar Problema y Desarrollar SimuladorDocumento9 paginePaso 3 - Desarrollar Problema y Desarrollar Simuladorcamila aguilera garzonNessuna valutazione finora
- Ejemplos ResueltosDocumento19 pagineEjemplos ResueltosLuis Zafra100% (1)
- La Función Del Costo Marginal de Una Empresa Está Dada PorDocumento2 pagineLa Función Del Costo Marginal de Una Empresa Está Dada PorLuis Franco Velasquez GarciaNessuna valutazione finora
- Vega Harold Tarea 6 Cálculo y Disminución de CostosDocumento5 pagineVega Harold Tarea 6 Cálculo y Disminución de Costosharold vega loepzNessuna valutazione finora
- Modificacion A La Antologia de La Asignatura de Control NumericoDocumento400 pagineModificacion A La Antologia de La Asignatura de Control NumericoYomaliDelAngelNessuna valutazione finora
- Producción Corto PlazoDocumento2 pagineProducción Corto PlazoAndres GalanNessuna valutazione finora
- El Efecto Nivel Del Capital Humano en El Crecimiento Económico y RegionalDocumento20 pagineEl Efecto Nivel Del Capital Humano en El Crecimiento Económico y RegionalJONATHAN FRANCISCO RENGIFO CASTRONessuna valutazione finora
- Shigeo Shingo Calidad ExposiciónDocumento12 pagineShigeo Shingo Calidad ExposiciónJorge Luis HerreraNessuna valutazione finora
- Log I - S13Documento14 pagineLog I - S13Daniel Mendoza IncaNessuna valutazione finora