Potrebbero piacerti anche
- Scientific American Supplement, No. 303, October 22, 1881Da EverandScientific American Supplement, No. 303, October 22, 1881Nessuna valutazione finora
- Scientific American Supplement, No. 384, May 12, 1883Da EverandScientific American Supplement, No. 384, May 12, 1883Nessuna valutazione finora
- Plate Mill ProcessDocumento2 paginePlate Mill ProcessVinay RajputNessuna valutazione finora
- Types of Reheating FurnacesDocumento4 pagineTypes of Reheating FurnacesziadNessuna valutazione finora
- Types Vgof Reheating FurnacesDocumento5 pagineTypes Vgof Reheating FurnacesNiladri BhattacharyyaNessuna valutazione finora
- University of The East - Manila: Rolling ProcessDocumento13 pagineUniversity of The East - Manila: Rolling ProcessAngelica AndresNessuna valutazione finora
- Boiler Pressure PartsDocumento3 pagineBoiler Pressure PartsBedabyas DehuryNessuna valutazione finora
- Continuous Rolling MillDocumento8 pagineContinuous Rolling Millrazen_inNessuna valutazione finora
- Rashtriya Ispat Nigam Limited Vizag Steel Plant (VSP), VishakapatnamDocumento14 pagineRashtriya Ispat Nigam Limited Vizag Steel Plant (VSP), VishakapatnamSAKETHNessuna valutazione finora
- PDF Public Desc GalvDocumento4 paginePDF Public Desc GalvRoxana LazarNessuna valutazione finora
- Sunvik Steels PVT LTD Pre-Feasibility Report: 2.5.5. Raw MaterialsDocumento11 pagineSunvik Steels PVT LTD Pre-Feasibility Report: 2.5.5. Raw MaterialsKendra TerryNessuna valutazione finora
- BoilerDocumento48 pagineBoilerSubramanian Ravishankar100% (1)
- Boiler Constr DetailsDocumento21 pagineBoiler Constr DetailsAhemadNessuna valutazione finora
- Lime Kiln Principles and OperationsDocumento0 pagineLime Kiln Principles and OperationsDaniel Alexander Osorio MartinezNessuna valutazione finora
- Clinker CoolersDocumento12 pagineClinker CoolersAkhilesh Pratap SinghNessuna valutazione finora
- Rotary Kiln Working PrincipleDocumento4 pagineRotary Kiln Working PrincipletadagidsNessuna valutazione finora
- The Pickling Process: Continuous OperationDocumento2 pagineThe Pickling Process: Continuous Operationm daneshpourNessuna valutazione finora
- Rayalaseema Thermal Power Plant ReportDocumento24 pagineRayalaseema Thermal Power Plant ReportHarish Reddy50% (2)
- 4.1 BoilerDocumento40 pagine4.1 BoilermechgokulNessuna valutazione finora
- SORG Glas - Melting TechnologyDocumento27 pagineSORG Glas - Melting Technologymetalman_m100% (2)
- Heat ExchangerDocumento10 pagineHeat ExchangerTan Vu HoNessuna valutazione finora
- Grate CoolerDocumento10 pagineGrate CoolerAamir HayatNessuna valutazione finora
- Conceptual Diagram of A Plate and Frame Heat Exchanger02Documento9 pagineConceptual Diagram of A Plate and Frame Heat Exchanger02sai thesisNessuna valutazione finora
- Cochran and Babcock & Wilcox BoilersDocumento3 pagineCochran and Babcock & Wilcox BoilersAshish VermaNessuna valutazione finora
- CupolaDocumento19 pagineCupolaFIREREALM66Nessuna valutazione finora
- Rocket Mass Heater Annex6Documento12 pagineRocket Mass Heater Annex6braccobaldo68Nessuna valutazione finora
- 28 01 12 Eges Mini Steel PlantDocumento21 pagine28 01 12 Eges Mini Steel PlantElafanNessuna valutazione finora
- Crucible FurnacesDocumento10 pagineCrucible FurnacesZara SaeedNessuna valutazione finora
- Oschatz Non-Ferrous Metallurgy enDocumento12 pagineOschatz Non-Ferrous Metallurgy enSelene Acosta MauricciNessuna valutazione finora
- 14.12.1000.san He-Ce000215Documento10 pagine14.12.1000.san He-Ce000215Trương Văn CườngNessuna valutazione finora
- Critical Review of Planetary Coolers TechnologyDocumento10 pagineCritical Review of Planetary Coolers TechnologyLucio PereiraNessuna valutazione finora
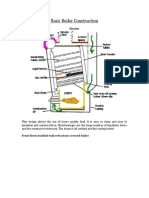
- Basic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerDocumento12 pagineBasic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerAnand JinoNessuna valutazione finora
- Crucible FurnacesDocumento10 pagineCrucible FurnacesZara Saeed0% (1)
- 210 MW Boiler Construction 1Documento11 pagine210 MW Boiler Construction 1Vipul Dabre100% (2)
- Billets ProcessDocumento5 pagineBillets ProcessWewey NuestroNessuna valutazione finora
- Boiler Construction and Detail 210 MW: Nashik Generation Training Center, NashikDocumento22 pagineBoiler Construction and Detail 210 MW: Nashik Generation Training Center, NashikAhemadNessuna valutazione finora
- Boiler Steam Generation Distribution 1712008851Documento37 pagineBoiler Steam Generation Distribution 1712008851sukhvinderNessuna valutazione finora
- Plate Heat Ex ChangersDocumento5 paginePlate Heat Ex Changersmuftah faragNessuna valutazione finora
- Working of Blast FurnaceDocumento3 pagineWorking of Blast Furnacehk168Nessuna valutazione finora
- Marking and Cutting Department: Shearing and Punching MachinesDocumento4 pagineMarking and Cutting Department: Shearing and Punching MachineskhanNessuna valutazione finora
- Metallurgical Industrial Furnaces 3Documento6 pagineMetallurgical Industrial Furnaces 3Mining ReviewNessuna valutazione finora
- Tsubaki Steel Mill ChainsDocumento10 pagineTsubaki Steel Mill ChainsSandip GhoshNessuna valutazione finora
- BoilerDocumento48 pagineBoilerhorascanman100% (1)
- Heat ExchnagerDocumento12 pagineHeat ExchnagerMadmaxNessuna valutazione finora
- HE 04 Oct 21Documento11 pagineHE 04 Oct 21Abir RahmanNessuna valutazione finora
- Internship Presentation: DG Khan Cement Company - Khairpur PlantDocumento13 pagineInternship Presentation: DG Khan Cement Company - Khairpur Planthamza abbasNessuna valutazione finora
- Continuous Dryers, Ovens, and Furnaces For 760 CDocumento3 pagineContinuous Dryers, Ovens, and Furnaces For 760 Cwakanda foreverNessuna valutazione finora
- Basic Boiler ConstructionDocumento8 pagineBasic Boiler ConstructionLuthfi Yulian FikriNessuna valutazione finora
- Friction Stir Welding: Figure 1 WheelsDocumento16 pagineFriction Stir Welding: Figure 1 WheelsMashooq JainNessuna valutazione finora
- Basic Boiler ConstructionDocumento7 pagineBasic Boiler ConstructionMeghanath AdkonkarNessuna valutazione finora
- Tube Still HeaterDocumento7 pagineTube Still HeaterStalinNarayanasamyNessuna valutazione finora
- Tech Paper - Super Critical Boiler With Low Mass Flux, Vertical Wall DesignDocumento6 pagineTech Paper - Super Critical Boiler With Low Mass Flux, Vertical Wall Designsbala_810Nessuna valutazione finora
- Heat ExchangerDocumento5 pagineHeat ExchangerMurtaza NaeemNessuna valutazione finora
- General Marine EngineeringDocumento67 pagineGeneral Marine EngineeringSailorprof100% (3)
- The Aircraft EngineerDocumento1 paginaThe Aircraft Engineerseafire47Nessuna valutazione finora
- Iron Making Unit 2Documento72 pagineIron Making Unit 2Prashant NNessuna valutazione finora
- AFPT Lecture 12Documento12 pagineAFPT Lecture 12nikmananNessuna valutazione finora
- Basic Boiler ConstructionDocumento37 pagineBasic Boiler ConstructionSudarmarine SudharNessuna valutazione finora
- Scientific American Supplement, No. 384, May 12, 1883Da EverandScientific American Supplement, No. 384, May 12, 1883Nessuna valutazione finora
- Scientific American Supplement, No. 312, December 24, 1881Da EverandScientific American Supplement, No. 312, December 24, 1881Nessuna valutazione finora
- SLR English Exe - SummaryDocumento31 pagineSLR English Exe - SummarybalaasenthilNessuna valutazione finora
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Documento2 pagineHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261Nessuna valutazione finora
- Steel Coding SystemDocumento5 pagineSteel Coding SystemWell LojuminNessuna valutazione finora
- Cargo Operations Manual CHAPTER 4 Track and Trace: ContentDocumento16 pagineCargo Operations Manual CHAPTER 4 Track and Trace: ContentPankaj TiwariNessuna valutazione finora
- Hazardous Waste MOEFDocumento12 pagineHazardous Waste MOEFPravin KumarNessuna valutazione finora
- 3 Sec-III-Hardware Fittings & AccessoriesDocumento49 pagine3 Sec-III-Hardware Fittings & AccessoriesTravis WoodNessuna valutazione finora
- Wolfgang Dienemann - Research and Technological Development in The Cement and Concrete IndustryDocumento26 pagineWolfgang Dienemann - Research and Technological Development in The Cement and Concrete Industryaleena_bcNessuna valutazione finora
- Insulation ClassDocumento2 pagineInsulation Classamitbslpawar100% (1)
- Hot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaDocumento4 pagineHot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaraajmrkNessuna valutazione finora
- OAUG Intercompany Rixin (Transfer Pricing)Documento28 pagineOAUG Intercompany Rixin (Transfer Pricing)Rakesh RadhakrishnanNessuna valutazione finora
- Wellhead Equipment and Control SystemDocumento4 pagineWellhead Equipment and Control SystemoghaleNessuna valutazione finora
- 5 - Aluminium Alloys 2010-2011Documento52 pagine5 - Aluminium Alloys 2010-2011Busta137Nessuna valutazione finora
- Chapter 11 (Foundry Modernization and Mechanization) 2003Documento10 pagineChapter 11 (Foundry Modernization and Mechanization) 2003gere33% (3)
- Cement - Waste Heat Recovery ManualDocumento62 pagineCement - Waste Heat Recovery ManualKiran Ananth100% (1)
- Spinebmsflowchartppt 160613065207Documento17 pagineSpinebmsflowchartppt 160613065207Rahul ShuklaNessuna valutazione finora
- Steel Making Prof. Deepak Mazumdar Prof. S. C. Koria Department of Materials Science and Engineering Indian Institute of Technology, KanpurDocumento16 pagineSteel Making Prof. Deepak Mazumdar Prof. S. C. Koria Department of Materials Science and Engineering Indian Institute of Technology, KanpurSyed HasniNessuna valutazione finora
- Chontaca AcocroDocumento207 pagineChontaca AcocroGlodomier Argamonte VilchezNessuna valutazione finora
- K NelsonDocumento22 pagineK NelsonSaussure Fer CcoriNessuna valutazione finora
- Internal-Business-Process PerspectiveDocumento6 pagineInternal-Business-Process PerspectiveMUTIA ADELIA MURKINessuna valutazione finora
- Reference List 1996-2009Documento37 pagineReference List 1996-2009Đi Để ĐếnNessuna valutazione finora
- Diagram Fasa Fe-CDocumento12 pagineDiagram Fasa Fe-CRudi HirarkiNessuna valutazione finora
- Comparative Study of Aluminium Alloy Pistons ManufacturedDocumento3 pagineComparative Study of Aluminium Alloy Pistons ManufacturedMuhamad MachrusNessuna valutazione finora
- Lean Vs Six SigmaDocumento23 pagineLean Vs Six SigmaTrichy MaheshNessuna valutazione finora
- Neoporte BrochureDocumento32 pagineNeoporte Brochurejanaaab5068Nessuna valutazione finora
- Principles of Accounting Chapter 18Documento36 paginePrinciples of Accounting Chapter 18myrentistoodamnhighNessuna valutazione finora
- Supply Chin ManagementDocumento11 pagineSupply Chin ManagementSandeep PatilNessuna valutazione finora
- Cim New Lesson PlanDocumento6 pagineCim New Lesson Planjamunaa83Nessuna valutazione finora
- CTS FitterDocumento14 pagineCTS FitterSahitya SaxenaNessuna valutazione finora
- Drum Container SystemsDocumento32 pagineDrum Container SystemsMayra de CarvajalNessuna valutazione finora
- Broc en Textile YBIOB 160718 WebDocumento12 pagineBroc en Textile YBIOB 160718 WebMd. Humayun KabirNessuna valutazione finora