Potrebbero piacerti anche
- Soal Bahasa InggrisDocumento7 pagineSoal Bahasa InggrisPelkeh Prianda25% (16)
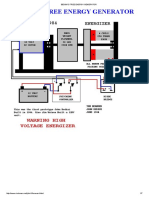
- Bedini's Free Energy Generator PDFDocumento7 pagineBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- Distillation Column EfficiencyDocumento33 pagineDistillation Column EfficiencyAldi StefanusNessuna valutazione finora
- Design and Operation of Fractionating ColumnsDocumento6 pagineDesign and Operation of Fractionating ColumnsJuan Camilo HenaoNessuna valutazione finora
- Class 23 Washing and LeachingDocumento30 pagineClass 23 Washing and LeachingFernando AlvarezNessuna valutazione finora
- Harmonic Oscillator & Rigid Rotor ModelsDocumento14 pagineHarmonic Oscillator & Rigid Rotor ModelsJisu RyuNessuna valutazione finora
- PNA Chemistry Expedite 8900 User's GuideDocumento114 paginePNA Chemistry Expedite 8900 User's GuideJohnNessuna valutazione finora
- Pages From Cinematography-Theory and PracticeDocumento74 paginePages From Cinematography-Theory and PracticeSalazar SliterinNessuna valutazione finora
- What Happens When Warm Air RisesDocumento30 pagineWhat Happens When Warm Air RisesCriselAlamag100% (1)
- System Modelling and SimulationDocumento260 pagineSystem Modelling and SimulationArvind Kumar100% (13)
- Absorption StrippingDocumento25 pagineAbsorption StrippingJonny Yana CruzNessuna valutazione finora
- Chapter 4 - Absorption and StrippingDocumento70 pagineChapter 4 - Absorption and StrippingPhua Hui SinNessuna valutazione finora
- Absorption II. Abstrip-Packed - ColumnsDocumento58 pagineAbsorption II. Abstrip-Packed - ColumnsAnonymous wCDPbgMLJNessuna valutazione finora
- Design of Packed Column 3q Sy2010 11Documento65 pagineDesign of Packed Column 3q Sy2010 11abderrahimnNessuna valutazione finora
- The Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YDocumento10 pagineThe Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YRose Dane Escobedo DiestaNessuna valutazione finora
- Absorption and Stripping of Dilute MixturesDocumento16 pagineAbsorption and Stripping of Dilute MixturesSata AjjamNessuna valutazione finora
- Ideal LeachingDocumento15 pagineIdeal LeachingSata AjjamNessuna valutazione finora
- Plate Contactors & Distillation Tower PresentationDocumento61 paginePlate Contactors & Distillation Tower PresentationAli AmjadNessuna valutazione finora
- Absorption Stripping StagesDocumento61 pagineAbsorption Stripping StagesAzmi Musa100% (1)
- Absorption & Stripping of Dilute Mixtures: Chapter 12 (Wankat)Documento42 pagineAbsorption & Stripping of Dilute Mixtures: Chapter 12 (Wankat)Alejandro Castillo VélezNessuna valutazione finora
- 4 Absorption PDFDocumento36 pagine4 Absorption PDFHoongNessuna valutazione finora
- Mto-1 Unit5 PDFDocumento47 pagineMto-1 Unit5 PDFsrinuNessuna valutazione finora
- McCabe-Thiele Graphical Method Binary RectificationDocumento12 pagineMcCabe-Thiele Graphical Method Binary RectificationSem FilioNessuna valutazione finora
- Chapt4 Part3Documento58 pagineChapt4 Part3ShamsMohdNessuna valutazione finora
- McCabe-Thiele Method for Distillation Column DesignDocumento58 pagineMcCabe-Thiele Method for Distillation Column DesignShamsMohdNessuna valutazione finora
- Stage Operation Material Balances 1. Simple Mass Balance and UnitsDocumento10 pagineStage Operation Material Balances 1. Simple Mass Balance and Unitsaine1028Nessuna valutazione finora
- Absorption and Stripping Process Design LectureDocumento15 pagineAbsorption and Stripping Process Design LectureNihad S ZainNessuna valutazione finora
- 120712ChE128 7 LiqLiq ExtractDocumento39 pagine120712ChE128 7 LiqLiq ExtractPhuong PhamNessuna valutazione finora
- Chapter (12) in Volume (2) : Absorption of Gases ( (Gas - Liquid Separation) )Documento25 pagineChapter (12) in Volume (2) : Absorption of Gases ( (Gas - Liquid Separation) )ئارام ناصح محمد حسێنNessuna valutazione finora
- Chemical Engineering - Separations 5 Residue Curve Maps: ξ, suchDocumento4 pagineChemical Engineering - Separations 5 Residue Curve Maps: ξ, suchchikukotwal100% (1)
- Continuous Column DistillationDocumento58 pagineContinuous Column DistillationDavion StewartNessuna valutazione finora
- AbsorptionDocumento11 pagineAbsorptionSiddharth AgarwalNessuna valutazione finora
- Jawaharlal Nehru Technological University Kakinada: III Year B. Tech. Petrochemical Engineering II SemDocumento37 pagineJawaharlal Nehru Technological University Kakinada: III Year B. Tech. Petrochemical Engineering II SemHashmi AshmalNessuna valutazione finora
- Mass Transfer PartDocumento54 pagineMass Transfer Partoctoviancletus100% (3)
- Class Notes - Part III PDFDocumento45 pagineClass Notes - Part III PDFShrishti GhoshNessuna valutazione finora
- Ch5 AbsorptionDocumento56 pagineCh5 AbsorptionGebrekiros ArayaNessuna valutazione finora
- 1.72 Groundwater Hydrology Lecture Packet #4 Flow NetsDocumento13 pagine1.72 Groundwater Hydrology Lecture Packet #4 Flow NetsAvinash VasudeoNessuna valutazione finora
- Mass Transfer Lecture 3-1Documento20 pagineMass Transfer Lecture 3-1EDWIN SIMBARASHE MASUNUNGURENessuna valutazione finora
- 10,11,12-Absorption, Stripping Design ConsiderationsDocumento27 pagine10,11,12-Absorption, Stripping Design ConsiderationsFawadNessuna valutazione finora
- Column Distillation Stage BalancesDocumento39 pagineColumn Distillation Stage BalancesShamsMohdNessuna valutazione finora
- Mass transfer packed towersDocumento44 pagineMass transfer packed towershuyphuca2Nessuna valutazione finora
- CH 6 Differential Analysis of Fluid FlowDocumento30 pagineCH 6 Differential Analysis of Fluid FlowMubashir GulzarNessuna valutazione finora
- McCabe Thiele MethodDocumento58 pagineMcCabe Thiele MethodABPNessuna valutazione finora
- Fractional DistillationDocumento84 pagineFractional DistillationRA MemijeNessuna valutazione finora
- Liquid Liquid ExtractionDocumento55 pagineLiquid Liquid ExtractionMuhd AkmalNessuna valutazione finora
- Packed Column Design GuideDocumento64 paginePacked Column Design GuideChelsea Martinez100% (1)
- Mccabe ThieleDocumento63 pagineMccabe ThieleAshlesh MangrulkarNessuna valutazione finora
- 120712ChE128 4 ColumnDistDocumento58 pagine120712ChE128 4 ColumnDistJunaid AhmadNessuna valutazione finora
- Nonl MechDocumento59 pagineNonl MechDelila Rahmanovic DemirovicNessuna valutazione finora
- Continous Distillation ColumnDocumento58 pagineContinous Distillation ColumnGeorge MarkasNessuna valutazione finora
- Absorption Equipment: DR Xianfeng FanDocumento19 pagineAbsorption Equipment: DR Xianfeng FanMiguel A. GraneroNessuna valutazione finora
- Distillation Tower: 1. ObjectiveDocumento17 pagineDistillation Tower: 1. ObjectiveEtikNessuna valutazione finora
- TRAPHE3 - Gas AbsorptionDocumento32 pagineTRAPHE3 - Gas Absorptionpenchasi50% (2)
- Gas Absorption in Packed Tower (S1 2015) (Note)Documento51 pagineGas Absorption in Packed Tower (S1 2015) (Note)venkieeNessuna valutazione finora
- Mccabe ThieleDocumento15 pagineMccabe ThieleChintan ModiNessuna valutazione finora
- 6-Absorption Stripping Pt1Documento18 pagine6-Absorption Stripping Pt1Naufal FasaNessuna valutazione finora
- Cab2054 L1 Absorption and StrippingDocumento61 pagineCab2054 L1 Absorption and StrippingThe New WorldNessuna valutazione finora
- 2 Absorption QADocumento29 pagine2 Absorption QAkindenew100% (1)
- AbsorptionDocumento54 pagineAbsorptionNguyen Huu HieuNessuna valutazione finora
- Ope¦rateurs maximaux monotones et semi-groupes de contractions dans les espaces de HilbertDa EverandOpe¦rateurs maximaux monotones et semi-groupes de contractions dans les espaces de HilbertNessuna valutazione finora
- Difference Equations in Normed Spaces: Stability and OscillationsDa EverandDifference Equations in Normed Spaces: Stability and OscillationsNessuna valutazione finora
- Variational Methods for Boundary Value Problems for Systems of Elliptic EquationsDa EverandVariational Methods for Boundary Value Problems for Systems of Elliptic EquationsNessuna valutazione finora
- Operational Calculus in Two Variables and Its ApplicationsDa EverandOperational Calculus in Two Variables and Its ApplicationsNessuna valutazione finora
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99Da EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99Nessuna valutazione finora
- Lectures on the Arithmetic Riemann-Roch Theorem. (AM-127), Volume 127Da EverandLectures on the Arithmetic Riemann-Roch Theorem. (AM-127), Volume 127Nessuna valutazione finora
- C*-Algebra Extensions and K-Homology. (AM-95), Volume 95Da EverandC*-Algebra Extensions and K-Homology. (AM-95), Volume 95Nessuna valutazione finora
- Childhood Dream Job - AstronautDocumento1 paginaChildhood Dream Job - AstronautJuan Camilo HenaoNessuna valutazione finora
- Nitrogen BlanketingDocumento7 pagineNitrogen Blanketing3bandhuNessuna valutazione finora
- Dow Filmtec BW30XFR 400 34iDocumento2 pagineDow Filmtec BW30XFR 400 34iJuan Camilo HenaoNessuna valutazione finora
- Parker Tank Blanketing White Paper PDFDocumento4 pagineParker Tank Blanketing White Paper PDFshashi kant kumarNessuna valutazione finora
- Algebra Angel Cap9Documento66 pagineAlgebra Angel Cap9Ariel GomezNessuna valutazione finora
- Batista 2013Documento13 pagineBatista 2013Juan Camilo HenaoNessuna valutazione finora
- Purge With NitrogenDocumento5 paginePurge With Nitrogendeion29100% (1)
- Uniteolstates Patent Office: "133.2535.lftii?iiii'tfiiiw 7 'Documento2 pagineUniteolstates Patent Office: "133.2535.lftii?iiii'tfiiiw 7 'Juan Camilo HenaoNessuna valutazione finora
- Dow Filmtec BW30XFR 400 34iDocumento2 pagineDow Filmtec BW30XFR 400 34iJuan Camilo HenaoNessuna valutazione finora
- Learn English Podcasts Elementary 01 01 Support Pack TranscriptDocumento22 pagineLearn English Podcasts Elementary 01 01 Support Pack Transcriptpramithbuddika100% (1)
- Creative Science & Research - Screen Printing Press (2004)Documento21 pagineCreative Science & Research - Screen Printing Press (2004)amrandconan100% (2)
- Extreme Independence - All Combinations of 4 LimbsDocumento3 pagineExtreme Independence - All Combinations of 4 LimbsJuan Camilo HenaoNessuna valutazione finora
- Papper Co2Documento15 paginePapper Co2Juan Camilo HenaoNessuna valutazione finora
- IT H Unit IGDocumento19 pagineIT H Unit IGJuan Camilo HenaoNessuna valutazione finora
- 1 PBDocumento11 pagine1 PBJuan Camilo HenaoNessuna valutazione finora
- CLASS 300 Welding Neck & Slip-On Flanges: ASTM A-105 & A181-CLASS 60Documento3 pagineCLASS 300 Welding Neck & Slip-On Flanges: ASTM A-105 & A181-CLASS 60Juan Camilo HenaoNessuna valutazione finora
- Created by Trial Version: HE-3 HE-4Documento1 paginaCreated by Trial Version: HE-3 HE-4Juan Camilo HenaoNessuna valutazione finora
- 02bfe50dacb1fe39e0000000 PDFDocumento50 pagine02bfe50dacb1fe39e0000000 PDFJuan Camilo HenaoNessuna valutazione finora
- Aspen HYSYS DynamicsDocumento3 pagineAspen HYSYS DynamicsJuan Camilo HenaoNessuna valutazione finora
- Benzoguanamine: Product Specification SheetDocumento1 paginaBenzoguanamine: Product Specification SheetJuan Camilo HenaoNessuna valutazione finora
- Zirconia-Supported Vanadium Oxide Catalysts For Ammoxidation and Oxidation of Toluene: A Characterization and Activity StudyDocumento22 pagineZirconia-Supported Vanadium Oxide Catalysts For Ammoxidation and Oxidation of Toluene: A Characterization and Activity StudyJuan Camilo HenaoNessuna valutazione finora
- Poços de CaldasDocumento8 paginePoços de CaldasAnninha FlavioNessuna valutazione finora
- Ie00064a001 PDFDocumento9 pagineIe00064a001 PDFJuan Camilo HenaoNessuna valutazione finora
- Benzoguanamine: Product Specification SheetDocumento1 paginaBenzoguanamine: Product Specification SheetJuan Camilo HenaoNessuna valutazione finora
- United States' Patent Office: Patented July 20, 1948Documento5 pagineUnited States' Patent Office: Patented July 20, 1948Juan Camilo HenaoNessuna valutazione finora
- Flash ConceptsDocumento2 pagineFlash ConceptsJuan Camilo HenaoNessuna valutazione finora
- Dowtherm A PropertiesDocumento2 pagineDowtherm A Propertiesflashiitm100% (1)
- PEGN 419 / GPGN 419 Spring 2017: Manika Prasad Mansur Ermila Expert Resource: Robert LieberDocumento30 paginePEGN 419 / GPGN 419 Spring 2017: Manika Prasad Mansur Ermila Expert Resource: Robert LiebertahermohNessuna valutazione finora
- Astronomy Unit Resources SchoolpointeDocumento17 pagineAstronomy Unit Resources SchoolpointeShekel DeninoNessuna valutazione finora
- Development of Biomass-Based Plastic Resins From Natural Algal PolysaccharidesDocumento72 pagineDevelopment of Biomass-Based Plastic Resins From Natural Algal Polysaccharidesjustin_domingo_2100% (2)
- Bleeding of ConcreteDocumento3 pagineBleeding of ConcreteANessuna valutazione finora
- Maxwell Stress Tensor ExplainedDocumento6 pagineMaxwell Stress Tensor ExplainedSyeda Tehreem IqbalNessuna valutazione finora
- Pure Substances Mixtures and SolutionsDocumento18 paginePure Substances Mixtures and SolutionsJoanna Angela LeeNessuna valutazione finora
- Chemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentsDocumento10 pagineChemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentslvrevathiNessuna valutazione finora
- EssayDocumento5 pagineEssayRobert MariasiNessuna valutazione finora
- A+A Diagnostics: Chemray 420Documento2 pagineA+A Diagnostics: Chemray 420Saleh HamadanyNessuna valutazione finora
- Performance-Based Plastic Design and Energy-Based Evaluation of Seismic Resistant RC Moment FrameDocumento7 paginePerformance-Based Plastic Design and Energy-Based Evaluation of Seismic Resistant RC Moment FrameARJafariNessuna valutazione finora
- How To Build With CobDocumento33 pagineHow To Build With CobmandritsopoulosNessuna valutazione finora
- Fluent 6.0 Staff Training Combustion and DPMDocumento30 pagineFluent 6.0 Staff Training Combustion and DPMZakManNessuna valutazione finora
- Parameter Estimation of Single Diode PV Module Based On GWO AlgorithmDocumento12 pagineParameter Estimation of Single Diode PV Module Based On GWO AlgorithmFelicia Itusaca CcariNessuna valutazione finora
- Bearings ShaftsDocumento74 pagineBearings ShaftsCik MinnNessuna valutazione finora
- Unit 6 WS3Documento2 pagineUnit 6 WS3Kaitlyn TranNessuna valutazione finora
- API 510 Pressure Vessel Inspector Certification Preparation CourseDocumento4 pagineAPI 510 Pressure Vessel Inspector Certification Preparation CoursejbsantoNessuna valutazione finora
- Interactions and Incompatibilities of Pharmaceutical ExcipientsDocumento24 pagineInteractions and Incompatibilities of Pharmaceutical ExcipientsEmmanuel Vachon LachanceNessuna valutazione finora
- Controls Exit OTDocumento13 pagineControls Exit OTJeffrey Wenzen AgbuyaNessuna valutazione finora
- CH20005-Chemical Reaction Engineering:) C C CRDocumento2 pagineCH20005-Chemical Reaction Engineering:) C C CRSunny KashyapNessuna valutazione finora
- Stainless Steel PropertiesDocumento3 pagineStainless Steel Propertieskiwanis_lamNessuna valutazione finora
- Curtain Wall System From Technal - Geode-BrochureDocumento38 pagineCurtain Wall System From Technal - Geode-BrochurebatteekhNessuna valutazione finora
- SRS 413Documento158 pagineSRS 413edderguiNessuna valutazione finora