Potrebbero piacerti anche
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryDa EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNessuna valutazione finora
- Comparison Asme B31.1-B31.3-B31.8Documento7 pagineComparison Asme B31.1-B31.3-B31.8Ramazan Erdinç100% (1)
- Rstreng PDFDocumento5 pagineRstreng PDFwellyNessuna valutazione finora
- API 574pdfDocumento4 pagineAPI 574pdfOlajide Nasir OlayinkaNessuna valutazione finora
- Asme B31.8Documento14 pagineAsme B31.8omar equihua100% (1)
- ASME Section V Article 5 (2019)Documento7 pagineASME Section V Article 5 (2019)Baguz SaputraNessuna valutazione finora
- Ipa 510 Ad 2Documento3 pagineIpa 510 Ad 2Santiago Cordova AlvaNessuna valutazione finora
- Bopp & Reuther CatalogueDocumento60 pagineBopp & Reuther CatalogueIrfan BagwanNessuna valutazione finora
- NBIC Part 2 PDFDocumento12 pagineNBIC Part 2 PDFjhonjimenez87Nessuna valutazione finora
- Table UW-12 Maximum Allowable Joint Efficiencies For Arc and Gas Welded JointsDocumento1 paginaTable UW-12 Maximum Allowable Joint Efficiencies For Arc and Gas Welded Jointsluis armandoNessuna valutazione finora
- Compact Prover Datasheet PDFDocumento12 pagineCompact Prover Datasheet PDFMary Soledad Huarcaya EspinoNessuna valutazione finora
- Spiral Wound Gasket Torque Values - Technical Information - Klinger MzansiDocumento3 pagineSpiral Wound Gasket Torque Values - Technical Information - Klinger MzansiHafizi HZnumismaticNessuna valutazione finora
- Api 574Documento3 pagineApi 574kirubha_karan200050% (2)
- Weld Profile B16.25 - B 16.9Documento2 pagineWeld Profile B16.25 - B 16.9f_riseNessuna valutazione finora
- API 598 Testing Procedure-20130720-032647Documento2 pagineAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- API 570 Examination Formulas ApixamsDocumento2 pagineAPI 570 Examination Formulas ApixamsjasminneeNessuna valutazione finora
- Scanner 2000 Hardware ManualDocumento154 pagineScanner 2000 Hardware ManualErik TapiasNessuna valutazione finora
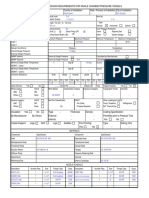
- Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsDocumento3 pagineForm U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsssNessuna valutazione finora
- Retirement ThicknessDocumento7 pagineRetirement ThicknessKamal UddinNessuna valutazione finora
- 12" Steel Model K12: Smith Meter CT Series PD Meter For Crude TransportationDocumento4 pagine12" Steel Model K12: Smith Meter CT Series PD Meter For Crude Transportationjuan carlosNessuna valutazione finora
- Advanced Pressure Vessel ManualDocumento198 pagineAdvanced Pressure Vessel ManualALONSO GOMEZNessuna valutazione finora
- UG 45 RequirementsDocumento2 pagineUG 45 Requirementsshabbir626100% (1)
- TDW Guide To Pigging, Parag. 3.0 Gas / Pig Speed CalculationsDocumento4 pagineTDW Guide To Pigging, Parag. 3.0 Gas / Pig Speed Calculationsricardo75% (4)
- Data Sheet For PSVDocumento9 pagineData Sheet For PSVashams492Nessuna valutazione finora
- Iso 17089-1 - 2010Documento11 pagineIso 17089-1 - 2010mourad titi0% (2)
- Api 576 .Documento4 pagineApi 576 .sheikmoinNessuna valutazione finora
- Ansi B16-104Documento1 paginaAnsi B16-104Daniel Sierra0% (1)
- Small Bore Orifice For Gas Flow PDFDocumento4 pagineSmall Bore Orifice For Gas Flow PDFManufacturer VerifyNessuna valutazione finora
- Pt. Pertamina Ep Asset 3 Field Jatibarang: Calculation SheetDocumento2 paginePt. Pertamina Ep Asset 3 Field Jatibarang: Calculation Sheetrobiansah100% (1)
- Pressure Vessel Inspection ReportDocumento34 paginePressure Vessel Inspection ReportJinlong SuNessuna valutazione finora
- API 586 Meeting Agenda Fall 2016Documento2 pagineAPI 586 Meeting Agenda Fall 2016Gonzalo Tellería100% (1)
- Ansi B16-104Documento3 pagineAnsi B16-104Ernesto AriasNessuna valutazione finora
- 23 Tecnimont ChiaruttiniDocumento16 pagine23 Tecnimont ChiaruttiniRsn786Nessuna valutazione finora
- API 510 PV Inspection ChecklistDocumento9 pagineAPI 510 PV Inspection ChecklistSreekumar SNessuna valutazione finora
- Internal Inspection Checklist - Fire Tube Boiler PDFDocumento2 pagineInternal Inspection Checklist - Fire Tube Boiler PDFWaqar Dar100% (1)
- PY SEW Do P T: Pipe Wall Thickness Calculation SheetDocumento1 paginaPY SEW Do P T: Pipe Wall Thickness Calculation Sheetanon_714194540Nessuna valutazione finora
- Steel Pipe Leak Repair ClampDocumento1 paginaSteel Pipe Leak Repair Clampjohn3791Nessuna valutazione finora
- Final Inspection Release NoteDocumento2 pagineFinal Inspection Release NoteMark ThrelfallNessuna valutazione finora
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocumento11 pagineASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77Nessuna valutazione finora
- API 579 Section 5 Level 2 AssessmentDocumento18 pagineAPI 579 Section 5 Level 2 AssessmentcutefrenzyNessuna valutazione finora
- Piping Class - AS20Documento2 paginePiping Class - AS20Дмитрий РыбаковNessuna valutazione finora
- Asme Sec V-2013 3Documento1 paginaAsme Sec V-2013 3dhasdj100% (1)
- Advanced Heat Exchangers: Shell & Tube Marine CondensersDocumento16 pagineAdvanced Heat Exchangers: Shell & Tube Marine CondensersMarco CambeiroaNessuna valutazione finora
- ASME PTC 25 - PRV TestDocumento28 pagineASME PTC 25 - PRV Testchuckhsu124886% (14)
- Ansi Fci 70-2Documento5 pagineAnsi Fci 70-2Rafael100% (1)
- 11 Ok Comparison Leakage Rates API 598 & API 6dDocumento0 pagine11 Ok Comparison Leakage Rates API 598 & API 6dZoebair0% (1)
- Api 598Documento13 pagineApi 598SurachaiAumongkolNessuna valutazione finora
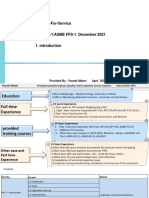
- Fitness-For-Service: Provided By: Yousef Akbari April 2022Documento33 pagineFitness-For-Service: Provided By: Yousef Akbari April 2022soheilkhosh3311Nessuna valutazione finora
- Duplex Welding GuidelinesDocumento13 pagineDuplex Welding GuidelinesadelNessuna valutazione finora
- Asme b31 3 03 PDFDocumento3 pagineAsme b31 3 03 PDFAtallah BoufatahNessuna valutazione finora
- 10.400.413 Unfired Pressure Vessel Inspection ProcedureDocumento17 pagine10.400.413 Unfired Pressure Vessel Inspection ProcedureedwinsazzzNessuna valutazione finora
- Flange Inspection Procedure - Applus (NXPowerLite)Documento6 pagineFlange Inspection Procedure - Applus (NXPowerLite)ndt_inspectorNessuna valutazione finora
- 2552 1965 Method For Measurement and Calibration of Spheres and SperoidsDocumento18 pagine2552 1965 Method For Measurement and Calibration of Spheres and SperoidsIETqatarNessuna valutazione finora
- OrificeMaster Single Chamber Orifice FittingDocumento8 pagineOrificeMaster Single Chamber Orifice FittingPaul Wowor100% (1)
- Agenda Item: 650-2024: Coating Prior To Hydrostatic TestingDocumento4 pagineAgenda Item: 650-2024: Coating Prior To Hydrostatic Testinggigiphi1Nessuna valutazione finora
- Troubleshooting & Maintenance Piston-Type Hydraulic AccumulatorsDocumento4 pagineTroubleshooting & Maintenance Piston-Type Hydraulic AccumulatorsqwureyquweryNessuna valutazione finora
- Swing-Flex Check Valve: Operation, Maintenance and Installation ManualDocumento8 pagineSwing-Flex Check Valve: Operation, Maintenance and Installation ManualAhmed ShawkyNessuna valutazione finora
- Installation Instructions: Durametallic ML-200 SeriesDocumento8 pagineInstallation Instructions: Durametallic ML-200 SerieslubangjarumNessuna valutazione finora
- Troubleshooting of Mechanical SealsDocumento5 pagineTroubleshooting of Mechanical SealsRené Mora-CasalNessuna valutazione finora
- Valve Maintenance1Documento11 pagineValve Maintenance1mister pogiNessuna valutazione finora
- Engineers Australia Code of Ethics 2010Documento3 pagineEngineers Australia Code of Ethics 2010matthew1ferreiraNessuna valutazione finora
- 1.vendor List - Rev.6Documento174 pagine1.vendor List - Rev.6arianaseri100% (1)
- Ati 316 316l 317 317l Tds En2 v1Documento15 pagineAti 316 316l 317 317l Tds En2 v1arianaseriNessuna valutazione finora
- ProNest Programming Guide PDFDocumento48 pagineProNest Programming Guide PDFBurhan ÇamNessuna valutazione finora
- Brochure Air Cooled CondenserDocumento8 pagineBrochure Air Cooled CondenserFathur Rahman Handoko100% (1)
- Data Sheet - UMEB - IP55Documento2 pagineData Sheet - UMEB - IP55arianaseriNessuna valutazione finora
- Ni-Base Superalloy 718 (VIM+VAR) : Z Equivalent SpecificationDocumento2 pagineNi-Base Superalloy 718 (VIM+VAR) : Z Equivalent SpecificationpvdangNessuna valutazione finora
- Ati Corrosion Resistant Titanium Alloys Tds En4 v1Documento5 pagineAti Corrosion Resistant Titanium Alloys Tds En4 v1HMMSPNessuna valutazione finora
- VistiDocumento3 pagineVistiarianaseriNessuna valutazione finora
- 30-05-09 Proposal Caribbean Emergency Legislation Project Activity 201 2Documento19 pagine30-05-09 Proposal Caribbean Emergency Legislation Project Activity 201 2Amit OzaNessuna valutazione finora
- Neway International Group Head Office: CNC Equipment (Suzhou) Co.,LtdDocumento18 pagineNeway International Group Head Office: CNC Equipment (Suzhou) Co.,LtdarianaseriNessuna valutazione finora
- Cameron Back Pressure ValveDocumento1 paginaCameron Back Pressure Valvekaveh-bahiraeeNessuna valutazione finora
- Joint VentureDocumento12 pagineJoint VentureJeree Jerry AzreeNessuna valutazione finora
- WKM Pow R Seal Gate Valves BrochureDocumento28 pagineWKM Pow R Seal Gate Valves BrochureKhai Huynh100% (1)
- Reference DataDocumento20 pagineReference DataarianaseriNessuna valutazione finora
- 6 Polley Compabloc FDocumento5 pagine6 Polley Compabloc FarianaseriNessuna valutazione finora
- Thyssenkrupp Materials International: Material Data SheetDocumento4 pagineThyssenkrupp Materials International: Material Data SheetGopal RamalingamNessuna valutazione finora
- لکش 1 یهد ششوپ کیتامش شیامن CVD و PVDDocumento5 pagineلکش 1 یهد ششوپ کیتامش شیامن CVD و PVDarianaseriNessuna valutazione finora
- Grooved Kempchen PDFDocumento11 pagineGrooved Kempchen PDFAnonymous Iev5ggSRNessuna valutazione finora
- 04 035 042 Corrugated GasketsDocumento8 pagine04 035 042 Corrugated Gasketsdane05Nessuna valutazione finora
- James Walker o Ring GuideDocumento32 pagineJames Walker o Ring Guidecvishwas1159Nessuna valutazione finora
- Manual BPV UkDocumento12 pagineManual BPV UkarianaseriNessuna valutazione finora
- High Perf Metals Brochure v1Documento5 pagineHigh Perf Metals Brochure v1arianaseriNessuna valutazione finora
- 5S Checklist ReaderDocumento1 pagina5S Checklist ReaderarianaseriNessuna valutazione finora
- OG Brochure - Alloys InsertDocumento2 pagineOG Brochure - Alloys InsertarianaseriNessuna valutazione finora
- Smo 254 Uns S31254Documento8 pagineSmo 254 Uns S31254sateesh chandNessuna valutazione finora
- 2015 Membership ApplicationDocumento4 pagine2015 Membership ApplicationarianaseriNessuna valutazione finora
- Fouling in Plate Heat Exchangers Some Practical ExperienceDocumento18 pagineFouling in Plate Heat Exchangers Some Practical ExperienceKarina Yesenia Salinas100% (1)
- Sales Proposal Sales Proposal Template 1.doctemplate 1Documento5 pagineSales Proposal Sales Proposal Template 1.doctemplate 1arianaseriNessuna valutazione finora
- Ma30 WDocumento2 pagineMa30 WarianaseriNessuna valutazione finora
- Chemical Engineering CommunicationsDocumento16 pagineChemical Engineering CommunicationsMichelle Quilaqueo NovoaNessuna valutazione finora
- CPP & Cqa PDFDocumento71 pagineCPP & Cqa PDFanon_695264516100% (1)
- CellcommworksheetDocumento1 paginaCellcommworksheetYolpy AvukovuNessuna valutazione finora
- 3330703Documento2 pagine3330703Syed Aaqib Farhan AhmedNessuna valutazione finora
- Elements and Compounds PowerPointDocumento19 pagineElements and Compounds PowerPointRelayer 66Nessuna valutazione finora
- The Morse PotentialDocumento1 paginaThe Morse PotentialPooja SharmaNessuna valutazione finora
- Shrimp: In: Use of Sodium Metabisulfite, AlternativesDocumento3 pagineShrimp: In: Use of Sodium Metabisulfite, Alternativesvalerie rosalind angkawidjajaNessuna valutazione finora
- LPL 322Documento2 pagineLPL 322Quality Control BiochemNessuna valutazione finora
- Bamboo+Alumina CompositeDocumento5 pagineBamboo+Alumina CompositeAmmineni Syam PrasadNessuna valutazione finora
- Bilal ThesisDocumento63 pagineBilal ThesisKashif Ur RehmanNessuna valutazione finora
- Food Che. W1-4Documento177 pagineFood Che. W1-4mihael jhnsNessuna valutazione finora
- Epri Chemical Cleaning PDFDocumento50 pagineEpri Chemical Cleaning PDFARSALAN GOPALNessuna valutazione finora
- Shell Gadus S3 Wirerope: Performance, Features & Benefits Main ApplicationsDocumento2 pagineShell Gadus S3 Wirerope: Performance, Features & Benefits Main ApplicationsptscmscNessuna valutazione finora
- Conductivity of Ionic SolutionsDocumento3 pagineConductivity of Ionic SolutionsCristina AreolaNessuna valutazione finora
- COMEDK Important Topics and Revised SyllabusDocumento49 pagineCOMEDK Important Topics and Revised SyllabusVishal VermaNessuna valutazione finora
- Fire Shield LFST - 42E: Premium Performance Industry Applications Product AvailabilityDocumento1 paginaFire Shield LFST - 42E: Premium Performance Industry Applications Product Availabilityray9699Nessuna valutazione finora
- N2o SynDocumento2 pagineN2o SynethjteajNessuna valutazione finora
- 3330604Documento3 pagine3330604dhwaniNessuna valutazione finora
- NIST-JANAF Thermochemical TablesDocumento39 pagineNIST-JANAF Thermochemical TablesVelzaeroNessuna valutazione finora
- Consolidation Theories of Soils: By: Alemayehu Teferra (Prof., Dr.-Ing.)Documento33 pagineConsolidation Theories of Soils: By: Alemayehu Teferra (Prof., Dr.-Ing.)ASAMENEWNessuna valutazione finora
- Gas Laws Worksheet #2 Boyles Charles and CombinedDocumento3 pagineGas Laws Worksheet #2 Boyles Charles and CombinedJeromeNessuna valutazione finora
- Introduction To Turbulence1Documento28 pagineIntroduction To Turbulence1Mustafa YılmazNessuna valutazione finora
- Epoxy 2kDocumento3 pagineEpoxy 2kMitra YuningsihNessuna valutazione finora
- Bahareh Tavakoli - A Review of Preparation Methods For Supported Metal CatalystsDocumento37 pagineBahareh Tavakoli - A Review of Preparation Methods For Supported Metal CatalystsAarón NavarreteNessuna valutazione finora
- Fiitjee: Solutions To JEE (Main) - 2020Documento36 pagineFiitjee: Solutions To JEE (Main) - 2020srijan jhaNessuna valutazione finora
- Nippon Muki Catalogue (Seperator Type, J-Model)Documento20 pagineNippon Muki Catalogue (Seperator Type, J-Model)Hou HonNessuna valutazione finora
- Datasheet For Vent ScrubberDocumento5 pagineDatasheet For Vent ScrubbercliffrajjoelNessuna valutazione finora
- Petronas Samur PL PDFDocumento38 paginePetronas Samur PL PDFJessica Ward100% (1)
- Carbohydrates WorksheetDocumento4 pagineCarbohydrates WorksheetNatalie Pemberton86% (7)
- KIMO HQ210 BrochureDocumento4 pagineKIMO HQ210 BrochurebolsjhevikNessuna valutazione finora