Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Ferramentas Da Qualidade
Caricato da
dark_angel20 valutazioniIl 0% ha trovato utile questo documento (0 voti)
102 visualizzazioni69 pagineCopyright
© © All Rights Reserved
Formati disponibili
PDF, TXT o leggi online da Scribd
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
© All Rights Reserved
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
0 valutazioniIl 0% ha trovato utile questo documento (0 voti)
102 visualizzazioni69 pagineFerramentas Da Qualidade
Caricato da
dark_angel2Copyright:
© All Rights Reserved
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
Sei sulla pagina 1di 69
1
CURSO DE GRADUAO TECNOLGICA
EM GESTO DA QUALIDADE
PROJETO INTERDISCIPLINAR 2 MDULO
GERENCIAMENTO DAS TCNICAS DA QUALIDADE
ANTERO AMRICO DE OLIVEIRA
GILSON ALEXANDRE SAMPAIO
RODRIGO ROGRIO
VALDINE DE CARVALHO VIEIRA
FERRAMENTAS DA QUALIDADE
Itaquaquecetuba
2011
2
ANTERO AMRICO DE OLIVEIRA
GILSON ALEXANDRE SAMPAIO
RODRIGO ROGRIO
VALDINE DE CARVALHO VIEIRA
FERRAMENTAS DA QUALIDADE
Trabalho de projeto interdisciplinar como
concluso do 2 mdulo Gerenciamento das Tcnicas da Qualidade do Curso de
Graduao Tecnolgica em Gesto da Qualidade
rea de concentrao: Tecnologia
Orientador: Prof. Elisete G. Balisa
Itaquaquecetuba
2011
3
Dedicamos este trabalho primeiramente a Deus, pois sem ele, nada seria possvel e
no estaramos aqui reunidos, desfrutando juntos, destes momentos que nos so
to importantes.
Algumas pessoas marcam a nossa vida para sempre, umas porque sempre nos
ajudam na construo, outras porque nos apresentam projetos de sonhos e outras
ainda porque nos desafiam a constru-los.
Quando damos conta, j tarde para lhes agradecer.
4
AGRADECIMENTOS
A vida repleta de escolhas, so escolhas que temos que fazer a cada dia, a cada
momento. Cada escolha nos conduz a um lugar e o somatrio dessas escolhas nos
coloca onde estamos hoje.
Decidir se tornar um profissional bem sucedido no se trata apenas de uma escolha
simples. Isso somente possvel se as bases que construmos em nossas vidas
forem slidas. A objeo aos seus planos por aqueles mais prximos de voc ou a
discordncia familiar de qualquer tipo servem apenas para enfraquec-lo e afast-lo
do caminho escolhido.
Graas a Deus no precisamos lidar com nada disso, por que o amor de nossas
mes sempre foram os alicerces e a fonte de carinho, incentivo e compreenso. Ela
nos orienta quando nossa trajetria se torna confusa. Ela aconselha corretamente as
decises que devemos tomar. Ela torna o nosso lar um lugar de paz e repleto de
amor que compartilhamos com nossos amados filhos, esposo ou esposa que so
nossa maior fonte de inspirao.
Conhec-la significa admir-la e esse sentimento no apenas meu. Ser seu amigo
ter um amigo para a vida toda.
Me dedicamos esse trabalho voc!!
5
A essncia do posicionamento estratgico escolher atividades diferentes daquelas
dos concorrentes.
Michael Porter
6
RESUMO
A prtica da melhoria nas organizaes um estudo para a sobrevivncia e
competitividade das empresas no mercado atual como forma de obter mudanas
rpidas.
Diante desse fato as ferramentas da qualidade surgem como instrumentos
importantes a serem utilizados para o desempenho das empresas, identificando
suas causas bsicas por meio de procedimentos baseados em fatos e dados.
O objetivo deste trabalho propor para a empresa Aunde Brasil S/A uma
sugesto de melhoria para diminuir as no-conformidades atravs de um plano de
ao.
Este plano de ao foi elaborado por meio do estudo e anlise de indicadores
da qualidade, juntamente com o auxilio das ferramentas que nos props encontrar
as principais no-conformidades geradas no processo de costura, o Setor de Capas
da Aunde Brasil S/A
Palavras-chave: ferramentas da qualidade, plano de ao, no-conformidades.
7
LISTA DE ILUSTRAO
Ilustrao 1 : Ciclo PDCA .......................................................................................... 20
Ilustrao 2: Diagrama de Causa e Efeito ................................................................. 21
Grfico 1: Grfico de Controle ................................................................................... 24
Ilustrao 3: Conceito de Probabilidade .................................................................... 25
Ilustrao 4: Curva da banheira ................................................................................ 26
Ilustrao 5: Mapa Aunde Brasil S/A Unidade Po ................................................ 31
Ilustrao 6: Trajetria da Empresa Aunde ............................................................... 34
Ilustrao 7: Organograma Geral da Empresa .......................................................... 35
Ilustrao 8: Tecidos Automotivos Fonte: Site Aunde ............................................... 36
Ilustrao 9: Tecidos no-automotivos ...................................................................... 36
Ilustrao 10: Planta da Empresa de Po ................................................................. 37
Ilustrao 11: Macro Fluxograma da Aunde Brasil S/A ............................................. 38
Ilustrao 12: Mapeamento do Processo .................................................................. 39
Grfico 2: Indicadores da Qualidade PPM Interno .................................................... 44
Grfico 3: Monitoramento da Produtividade .............................................................. 45
Grfico 4: Grfico de defeitos por ano ....................................................................... 47
Grfico 5: Grfico de Pareto Frequncia de defeitos x Porcentagem acumulada .. 49
8
LISTA DE TABELA
Tabela 1: Quantidade de defeitos por ano ................................................................ 47
Tabela 2: Folha de Verificao I para obteno do Grfico de Pareto estratificado .. 48
Tabela 3: Critrios para elaborao da Matriz GUT .................................................. 50
Tabela 4: Matriz GUT ................................................................................................ 50
Tabela 5: Check List do Brainstorming ...................................................................... 52
Tabela 6: Folha de Verificao .................................................................................. 53
Tabela 7: Plano de Ao 5W1H ............................................................................. 55
Tabela 8: Check List para melhoria do CEP.............................................................. 56
9
SUMRIO
1 INTRODUO .................................................................................................... 1
2 DESENVOLVIMENTO ..................................................................................... 14
2.1 Referencial Terico ............................................................................................. 14
2.1.1 Normas da Qualidade....................................................................................... 14
2.1.1.1 Princpios da Qualidade ................................................................................ 14
2.1.1.1.1 Primeiro princpio: planejamento da qualidade ........................................... 14
2.1.1.1.2 Segundo princpio: total satisfao do cliente ............................................ 14
2.1.1.1.3 Terceiro princpio: gesto participativa ....................................................... 14
2.1.1.1.4 Quarto princpio: desenvolvimento dos recursos humanos ........................ 15
2.1.1.1.5 Quinto princpio: constncia de propsitos ................................................. 15
2.1.1.1.6 Sexto princpio: aperfeioamento contnuo ................................................ 15
2.1.1.1.7 Stimo princpio: gerenciamento de processos .......................................... 15
2.1.1.1.8 Oitavo princpio: disseminao das informaes ....................................... 15
2.1.1.1.9 Nono princpio: garantia da qualidade ........................................................ 16
2.1.1.1.10 Dcimo princpio: desempenho zero defeitos ........................................... 16
2.1.1.2 Normatizao ................................................................................................ 16
2.1.2 Ferramentas da Qualidade ............................................................................... 17
2.1.2.1 Programa 5s ................................................................................................. 17
2.1.2.1.1 Os 5 conceitos. ........................................................................................... 17
2.1.2.2 5W1H tcnica dos porqus ........................................................................... 18
2.1.2.3 Ciclo PDCA ................................................................................................... 19
2.1.2.4 Diagrama de Causa e Efeito (Espinha de Peixe) .......................................... 21
2.1.2.5 Brainstorming: Coleta de dados .................................................................... 22
2.1.3 Sistemas da Garantia da Qualidade ................................................................. 23
2.1.4 Controle Estatstico do Processo ..................................................................... 23
2.1.4.1 Grfico de Controle ....................................................................................... 23
2.1.4.2 Sistema de Controle do Processo ................................................................. 24
2.1.4.3 Interpretao de grficos de controle ............................................................ 24
2.1.4.4 Estabilidade do processo - Medio dos processos produtivos. ................... 25
2.1.5 Confiabilidade ................................................................................................... 25
2.1.5.1 Conceito Probabilidade ................................................................................. 25
2.1.5.2 Curva da banheira ......................................................................................... 25
10
2.1.5.3 Taxa de falhas e tempo mdio entre falhas ................................................... 27
2.1.5.4 Manual de Confiabilidade; manutenabilidade acessibilidade ........................ 27
2.1.5.5 FMEA (Failure Mode and Effects Analysis) ................................................... 27
2.1.5.6 APQP (Advanced Product Quality Planning and Control Plan) ..................... 28
2.1.5.7 PPAP (Production Part Approval Process) .................................................... 28
2.1.5.8 Disponibilidade, Confiabilidade de um Processo. .......................................... 28
2.2 Metodologia ....................................................................................................... 28
2.3 Estudo de Caso ................................................................................................. 29
2.3.1 Situao Atual da Empresa .............................................................................. 30
2.3.1.1 - Razo Social ............................................................................................... 30
2.3.1.2 Localizao ................................................................................................... 30
2.3.1.3 Ramo de Atividade ........................................................................................ 31
2.3.1.4 A Histria ....................................................................................................... 31
2.3.1.5 Organograma geral da empresa ................................................................... 35
2.3.1.6 O mercado - As Linhas de Produtos ............................................................. 35
2.3.1.7 Vista Superior da Empresa Planta de Po ................................................. 37
2.3.1.8 Fluxo de Produo Tecidos na planta de Po ............................................ 38
2.3.1.9 Mapeamento do Processo ............................................................................. 39
2.3.1.10 Nvel de Produo e Produtividade ............................................................. 39
2.3.2 Poltica do Sistema de Gesto ......................................................................... 40
2.3.2.1 Segurana ..................................................................................................... 40
2.3.2.2 Viso ............................................................................................................. 40
2.3.2.3 Misso ........................................................................................................... 40
2.3.2.4 Valores .......................................................................................................... 40
2.3.2.1 Poltica da Qualidade .................................................................................... 41
2.3.2.2 Poltica de Sade e Segurana Ocupacional - SSO ..................................... 41
2.3.2.3 Gesto Ambiental .......................................................................................... 41
2.3.2.4 Certificaes .................................................................................................. 41
2.3.2.5 Identificaes dos pontos fortes e fracos na organizao ............................. 42
2.3.2.5.1 - Pontos Fortes ........................................................................................... 42
2.3.2.5.2 Pontos Fracos ............................................................................................ 42
2.3.2.5.3 Verificao da Qualidade do Produto ......................................................... 43
2.3.2.5.4 Monitoramento da Qualidade dos Processos ............................................. 43
2.3.2.5.5 Monitoramento da Produtividade dos Processos ....................................... 44
11
2.3.3 Identificao do problema ................................................................................ 45
2.3.3.1 Desenvolvimento ........................................................................................... 46
2.3.3.2 Elaborao do Grfico de Pareto .................................................................. 48
2.3.3.3 Priorizao das causas: Aplicao da Matriz GUT ........................................ 49
2.3.3.4 Sesso de Brainstorming .............................................................................. 51
2.3.3.5 Plano de Ao - Mtodo 5W1H ................................................................... 55
2.3.4 Situao Proposta ............................................................................................ 55
3 CONCLUSO .................................................................................................... 57
REFERNCIAS .................................................................................................... 58
12
1 INTRODUO
O ramo automobilstico brasileiro se torna cada vez mais competitivo com a
abertura do mercado nacional. Como consequncia novas montadoras instalaram-se
no Pas, com um nvel tecnolgico e de automao muito mais avanado, com
novas tcnicas de administrao, introduo de novas filosofias de produo, altos
nveis de controle e conseguindo produtividade bem acima da mdia das indstrias
aqui instaladas na dcada de 50.
O projeto tem como objetivo analisar os indicadores de processos da empresa,
com foco no PPM (partes por milho), que um indicador de defeitos interno, e
identificar possibilidades de apresentar melhorias, que possam ser introduzida no
processo produtivo da empresa.
O trabalho foi desenvolvido na rea da Qualidade da Empresa Aunde Brasil
S/A, no setor de Capas tendo como objetivo as tratativas com o processo de
produo utilizado hoje na organizao, que se baseia na confeco de capas para
bancos de carros, e com inspeo no produto acabado.
A empresa conta com uma equipe multifuncional a qual consolida as
fundamentaes tericas do gerenciamento da qualidade e a aplicao de suas
ferramentas consideradas adequadas e imprescindveis para a implementao do
processo de inspeo, pois para conquistar os objetivos necessrio e
indispensvel aplicao de conceitos e de ferramentas.
Durante o processo de fabricao do produto importante que se tenha
implementado controle para verificao e validao das atividades exercidas. Este
controle tem como funo no s a checagem dos processos, mas tambm que as
correes, em casos de anomalias, sejam corrigidas. Com base nestas
necessidades importante a escolha do tipo de controle que deve ser adotado, que
permita no s a eficcia, mas tambm a eficincia dos processos.
Hoje a empresa j trabalha com varias ferramentas implantadas, dentre elas o
CEP - Controle Estatstico do Processo, e com o indicador de Qualidade PPM
interno (partes por milho).
Nosso objetivo atravs das Ferramentas da Qualidade apresentada em sala
de aula, detectar e eliminar o maior nmero de variaes possveis, utilizando o
indicador citado acima como ponto de partida para encontrar os problemas.
13
Para se conseguir os resultados esperados fundamental a elaborao de um
plano de controle para checagem de desempenho dos processos quanto aos
resultados obtidos e realizao das atividades planejadas.
Como a produo trabalha com a essncia da empresa imprescindvel que
sua organizao, suas operaes, seu conjunto de atividades atendam s
especificaes e estejam em conformidade com o planejamento, no uso dos
recursos ou nos resultados atingidos, portanto se faz necessrio que, ao produzir os
produtos, atendam a todas as especificaes, trabalhando com eficincia e eficcia,
atendendo aos prazos e compromissos assumidos.
14
2 DESENVOLVIMENTO
2.1 Referencial Terico
2.1.1 Normas da Qualidade
2.1.1.1 Princpios da Qualidade
Os principais gurus da qualidade, entre eles Deming, Juran, Crosby,
Feigenbaum e Ishikawa, desenvolveram metodologias prprias em relao
implantao de programas da qualidade nas empresas, e cada um deles criou uma
relao de princpios da qualidade, e podem ser agrupados em dez princpios:
2.1.1.1.1 Primeiro princpio: planejamento da qualidade
Nesse principio, preciso identificar quem so os clientes internos e externos
e conhecer quais so suas exigncias, desenvolver o produto ou servio de
acordo com essas exigncias, identificar os processos que tenham impacto
sobre a qualidade, estabelecer metas da qualidade e garantir a capacidade
do processo para atingir essas metas em condies normais de
funcionamento.
2.1.1.1.2 Segundo princpio: total satisfao do cliente
O primeiro passo da qualidade nesse principio conhecer as necessidades
dos clientes e como eles avaliam os produtos e servios que lhes so
prestados. Essa avaliao pode ser feita atravs de indicadores, de modo a
permitir o grau de satisfao dos clientes. Alm disso, a empresa deve buscar
a excelncia no atendimento, diferenciando-se dos concorrentes e
assegurando a satisfao de todos os clientes.
2.1.1.1.3 Terceiro princpio: gesto participativa
Nesse principio preciso que chefias dem oportunidades de seus
subordinados participarem contribuindo com sua ideias para resoluo dos
problemas e para que haja um constante aperfeioamento nas suas
atividades, criando um relacionamento entre chefia e subordinados. O
objetivo principal obter um forte efeito de sinergia, em que o todo maior do
que a soma das partes.
15
2.1.1.1.4 Quarto princpio: desenvolvimento dos recursos humanos
O sentido maior desse princpio buscar a valorizao dos funcionrios,
focarem seu crescimento como peas fundamentais na obteno da
qualidade total, atravs da capacitao e treinamento. Os funcionrios no
podem ter medo de fazer perguntas, apresentar sugestes, testar alteraes,
questionar processos, pois do contrrio jamais mudaro sua forma de
trabalhar, eles precisam sentir-se seguros.
2.1.1.1.5 Quinto princpio: constncia de propsitos
A definio de propsitos atravs de um processo de planejamento
estratgico participativo, integrado e baseado em anlise de dados ntegros e
abrangentes, determina o comprometimento, a confiana, o alinhamento e a
convergncia de aes. O engajamento da alta direo, definindo e
implementando a poltica da qualidade e os seus objetivos, assegurando que
a poltica e seu engajamento sejam entendidos e mantidos em todos os nveis
da organizao, vital.
2.1.1.1.6 Sexto princpio: aperfeioamento contnuo
Nesse principio a empresa deve buscar a inovao dos produtos, servios e
processos, a criatividade e a flexibilidade de atuao, a anlise comparativa
com os concorrentes e a capacidade de incorporar novas tecnologias.
2.1.1.1.7 Stimo princpio: gerenciamento de processos
O conceito bsico que a organizao deve ser entendida como um sistema
aberto, que tem como finalidade atender s necessidades dos seus clientes e
usurios, atravs da produo de bens e servios, gerados a partir de
insumos recebidos de seus fornecedores e manufaturados ou transformados
atravs de seus recursos e tecnologia. O gerenciamento de processos, aliado
ao conceito de cadeia cliente-fornecedor, propicia a queda de barreiras entre
as reas, e obtendo uma maior integrao na organizao.
2.1.1.1.8 Oitavo princpio: disseminao das informaes
A empresa deve manter um canal aberto de comunicao com seus clientes,
levantando expectativas e necessidades, firmando sua imagem com a
16
divulgao de seus principais objetivos, produtos e servios. O processo de
comunicao deve obedecer aos quesitos de agilidade, seletividade e
integridade, devendo propiciar total transparncia da organizao frente aos
seus funcionrios, clientes, fornecedores e sociedade.
2.1.1.1.9 Nono princpio: garantia da qualidade
Esse o princpio mais formal, pois trata do estabelecimento de normas e
procedimentos da organizao que forma um sistema documentado passvel
de certificao pela anlise comparativa com normas internacionais. A
certificao assegura que o fornecedor tem total controle sobre o processo e
pode repetir aquilo que foi feito. A formalizao dos processos deve
assegurar, portanto, a rastreabilidade e a disponibilidade de produtos e
servios. Deve prever tambm o controle de projetos e da documentao, o
uso de tcnicas estatsticas, a formalizao com relao aos fornecedores,
inspees, testes de produtos, controle das no-conformidades, aes
corretivas, manuseio, armazenagem, embalagem, distribuio e auditorias
internas. A formalizao fornece ferramentas para a uniformidade de
procedimentos.
2.1.1.1.10 Dcimo princpio: desempenho zero defeitos
Nesse principio todos os funcionrios devem buscar aperfeioamento em
suas atividades para que seu produto atenda a todos os requisitos e tenha o
nmero de defeitos zero. A empresa deve estabelecer tambm um sistema
atravs do qual os funcionrios possam identificar problemas que impedem
que seu trabalho esteja livre de deficincias, abrindo espao para que os
funcionrios apresentem solues para os problemas atuais bem como
propostas de melhorias contnuas em suas atividades.
2.1.1.2 Normatizao
A srie de normas ISO 9000 um conjunto de normas e diretrizes
internacionais para o Sistema de Gesto da Qualidade. A maioria das normas ISO
especficas para um produto, material ou servio.
17
De acordo com a ISO 9000:2000 (2008, p. 15): [...] tanto a norma ISO 9000,
quanto a norma ISO 14000 so conhecidas como normas genricas de sistemas de
gesto.
Genrico significa que a mesma norma pode ser aplicada a qualquer tipo de
organizao, seja qual for seu produto, [...] sistema de gesto refere-se a tudo o que
a organizao faz para gerenciar seus processos ou atividades
2.1.2 Ferramentas da Qualidade
2.1.2.1 Programa 5s
O Programa 5s surgiu no Japo, nas dcadas de 50 e 60, aps a Segunda
Guerra Mundial, e foi concebido por Kaoru Ishikawa quando o pas vivenciava a
chamada crise de competitividade. Alm disso, havia muita sujeira nas fbricas
japonesas, sendo necessria uma reestruturao e uma limpeza.
O Programa 5s tem aplicabilidade em diversos tipos de empresas e rgos,
inclusive em residncias, pois traz benefcios a todos que convivem no local,
melhora o ambiente, as condies de trabalho, sade, higiene e traz eficincia e
qualidade.
De acordo com experincias de empresas que j implantaram o programa, no
somente a aplicao dos conceitos, mas a mudana cultural de todas as pessoas
envolvidas e a aceitao de que cada um deles importante para melhorar o
ambiente de trabalho, a sade fsica e mental dos trabalhadores e o sistema da
qualidade.
A ordem, a limpeza, o asseio e a autodisciplina so essenciais para a
produtividade. Porm, este programa implantado sozinho, no assegura a eficincia
do Sistema da Qualidade.
De acordo com Daychoum (2010, p. 169) O programa 5s pode ser o
primeiro passo para que reconquistemos mais um "s" - o senso de justia-
atravs do qual atingimos tambm o senso da proporo, o senso da
beleza, o sentido da cidadania, e sem os quais jamais conseguiremos
perceber a necessidade de vivermos numa sociedade equitativa e
democrtica.
2.1.2.1.1 Os 5 conceitos.
Conceito: "separar o til do intil, eliminando o desnecessrio".
SEIRI - Senso de utilizao
18
Conceito: "identificar e arrumar tudo, para que qualquer pessoa possa localizar
facilmente".
SEITON - Senso de arrumao
Conceito: "manter um ambiente sempre limpo, eliminando as causas da sujeira e
aprendendo a no sujar".
SEISO - Senso de limpeza
Conceito: "manter um ambiente de trabalho sempre favorvel a sade e higiene".
SEIKETSU - Senso de sade e higiene
Conceito: "fazer dessas atitudes, ou seja, da metodologia, um hbito, transformando
os 5s num modo de vida".
SHITSUKE - Senso de autodisciplina
importante que todos participem do programa, fazendo a limpeza bsica em
conjunto, compartilhando idias com os colegas, discutindo as alternativas propostas
e valorizando o trabalho de cada um, e o que deve ser verificado e avaliado para
elaborao de um ambiente organizado e cada um deve estar ciente de suas
responsabilidades, terem suas funes definidas e ser treinados para que haja
eficincia na prestao dos servios, segurana no local de trabalho e incentivo
capacidade criativa.
2.1.2.2 5W1H tcnica dos porqus
O plano de ao 5W1H permite considerar todas as tarefas a serem
executadas ou selecionadas de forma cuidadosa e objetiva, assegurando sua
implementao de forma organizada.
Esta tcnica ajuda na investigao do problema e com as informaes obtidas
com as seis perguntas bsicas, oferece uma resposta clara e objetiva e podemos
adapt-la com o processo de abertura de defeitos.
Cada ao deve ser especificada levando-se em considerao os seguintes
itens:
What? O que ser feito?
When? Quando ser feito?
Where? Onde ser feito?
Why? Por que ser feito?
Who? Quem o far?
19
How? Como ser feito?
Segundo Daychoum (2010, p. 87). fundamental importncia, procurar
conhecer os processos, identificando os elementos, as atividades, os produtos e
servios e os padres a eles associados.
Um bom plano de ao deve deixar claro tudo o que dever ser feito e quando.
Se a sua execuo envolve mais de uma pessoa, deve esclarecer quem ser o
responsvel por cada ao. Quando necessrio, para evitar possveis dvidas, deve
ainda esclarecer, os porqus da realizao de cada ao, como devero ser feitas, e
onde sero feitas.
Essa ferramenta pode ser aplicada em vrias reas de conhecimento, servindo
como base de planejamento como:
Planejamento da qualidade
Planejamento das aquisies
Planejamento dos Recursos Humanos
Planejamento de riscos
Outras aplicaes podem surgir dependendo apenas de sua necessidade e sua
criatividade em utilizar a ferramenta. Quanto maior a quantidade de aes e pessoas
envolvidas, mais necessrio e importante ter um plano de ao, e quanto melhor o
plano de ao, maior a garantia de atingir a meta.
2.1.2.3 Ciclo PDCA
O Ciclo PDCA uma ferramenta de qualidade que facilita a tomada de
decises visando garantir o alcance das metas necessrias sobrevivncia dos
estabelecimentos e, embora simples, representa um avano sem limites para o
planejamento eficaz, ou seja O PDCA aplicado para se atingir resultados dentro de
um sistema de gesto e pode ser utilizado em qualquer empresa de forma a garantir
o sucesso nos negcios, independentemente da rea de atuao da empresa.
Conforme Werkema (2006, p. 24): O Ciclo PDCA um mtodo gerencial de
tomada de decises para garantir o alcance das metas necessrias sobrevivncia
de uma organizao.
20
Segundo o INDG (2006. p. 25): O PDCA de controle de processos ou
sistemas, utilizado para atingir as metas necessrias sobrevivncia das
empresas.
Pode-se dizer que o PDCA uma ferramenta de gesto que indica o caminho a
ser seguido para que as metas estabelecidas sejam atingidas sempre com foco na
melhoria contnua.
Abaixo segue o ciclo do PDCA com suas respectivas fases.
Ilustrao 1: Ciclo PDCA
Fonte: http://work-security.blogspot.com/2011/04/metodologia-de-analise-e-solucao-de.html
A 1 fase o P (Plan), nessa fase deve-se analisar todo o processo, e para que
esse processo seja eficaz preciso levantar alguns fatos:
Levantamento de dados
Elaborao do fluxo do processo
Identificao dos itens de controle
Elaborao de uma anlise de causa e efeito
Colocao dos dados sobre os itens de controle
Anlise dos dados
Estabelecimento dos objetivos
Feito isso j possvel iniciar a elaborao de procedimentos que garantiro a
execuo dos processos de forma eficiente e eficaz.
21
Na 2 fase D (Do), coloca-se em prtica o que os procedimentos determinam,
mas para atingir sucesso, necessrio que as pessoas envolvidas sejam
competentes.
A partir de ento se chega na 3 fase que o C (Check). nesta fase que
verifica se os procedimentos foram claramente entendidos, se esto sendo
corretamente executados. Esta verificao deve ser contnua e pode ser efetuada
tanto atravs de sua observao, quanto atravs do monitoramento dos ndices de
qualidade e produtividade.
Por fim chega-se a 4 fase que o A (Action). Se durante a checagem ou
verificao for encontrada alguma anomalia, este o momento de agir
corretivamente, atacando as causas que impediro que o procedimento seja
executado conforme planejado. Caso seja encontrada alguma anomalia preciso
propor uma ao que ir evitar que o erro ocorra novamente.
2.1.2.4 Diagrama de Causa e Efeito (Espinha de Peixe)
Segundo Werkema (2006, p. 95): [...] o diagrama de causa e efeito uma
ferramenta utilizada para apresentar a relao existente entre um resultado de
processo (efeito) e os fatores (causas) do processo que por razes tcnicas, possam
afetar o resultado considerado.
Ilustrao 2: Diagrama de Causa e Efeito
Fonte: Banas Qualidade (Edio - CD ROM)
22
O objetivo do Diagrama de Causa e Efeito identificar as possveis causas que
impactam no problema.
O diagrama espinha de peixe, devido a sua forma, pode ser elaborado de
acordo com os seguintes passos:
Determinar o problema a ser estudado (identificao do efeito).
Relatar sobre as possveis causas e registr-las no diagrama.
Construir o diagrama agrupando as causas em 4m (mo de obra, mquina,
mtodo e matria-prima). Pode ser considerado como 6m, incluindo medida e
meio ambiente.
Analisar o diagrama, a fim de identificar as causas verdadeiras.
Correo do problema.
O resultado do diagrama fruto de um Brainstorming, sendo o diagrama o
elemento de registro e representao de dados e informaes.
Hoje em dia o Diagrama de Causa e Efeito aplicado no mundo inteiro, no
apenas para equacionar problemas de qualidade, mas mostrou ser til em vrias
outras aplicaes de outros campos.
Segundo pesquisas realizadas, no fcil construir com preciso o diagrama,
mas pode-se afirmar que sua resoluo significa sucesso garantido na soluo de
problemas. Se bem aplicada essa ferramenta ajuda a identificar as possveis causas
e onde essas causas esto sendo geradas no processo.
2.1.2.5 Brainstorming: Coleta de dados
O propsito de uma sesso de Brainstorming o trabalho em grupo na
identificao de um problema, e encontrar atravs de uma interveno participativa,
a melhor deciso para um plano de ao.
Werkema (2005, p. 153) diz que: "Uma sesso bem-sucedida de
Brainstorming encoraja os participantes a expressarem todas as suas idias
sobre o tema em pauta, sob a liderana de um facilitador, em um ambiente
que favorece a apresentao de sugestes construtivas e criativas em
detrimento de uma atmosfera de crticas ou discusses"
O Brainstorming feito para coletar e organizar ideias de todos os participantes
de um grupo de trabalho, sem critica ou julgamento, a aplicao dessa ferramenta
23
ajuda a identificar as possveis causas utilizando uma grande parte do conhecimento
dos participantes.
2.1.3 Sistemas da Garantia da Qualidade
2.1.3.1 A viso dos gurus da qualidade
Para Juran (apud Miguel, 2006): A qualidade consiste nas caractersticas do
produto que vo ao encontro das necessidades dos clientes e, dessa forma,
proporcionam a satisfao em relao aos produtos.
Deming (apud Miguel, 2006): afirma que: A qualidade a perseguio s
necessidades dos clientes e homogeneidade dos resultados do processo. A
qualidade deve visar s necessidades do usurio, presentes e futuras.
Crosby, (apud Miguel, 2006), afirma que: Qualidade quer dizer, conformidade
com as exigncias, ou seja, cumprimentos dos requisitos.
J para Feigenbaum (apud Miguel, 2006): Qualidade a combinao das
caractersticas de produtos e servios, referentes a marketing, engenharia,
fabricao e manuteno, atravs das quais o produto ou servio em uso,
correspondero s expectativas do cliente.
H especialistas que separam qualidade em dois aspectos: qualidade tcnica e
qualidade humana. Afirma que a qualidade tcnica est em satisfazer exigncias e
expectativas concretas, tais como tempo, finanas, taxa de defeitos,
funcionabilidade, durabilidade, segurana e garantia. A qualidade humana diz
respeito satisfao de expectativas e desejos emocionais, tais como atitude,
comprometimento, ateno, credibilidade, consistncia e lealdade. Alm disso,
trabalha-se com cinco tipos de qualidade: a pessoal, a departamental, a de produtos,
a de servio da empresa. Em todas elas deve-se verificar qualidade tcnica e
humana.
2.1.4 Controle Estatstico do Processo
2.1.4.1 Grfico de Controle
O grfico de Controle permite avaliar se o comportamento de um processo, em
termos de variao, ou no previsvel.
Dois produtos ou caractersticas nunca so exatamente iguais, porque qualquer
processo contm muitas fontes de variabilidade. A variabilidade entre produtos
24
podem ser grandes ou podem ser imensamente pequenas, mas elas esto sempre
presentes.
(CEP - Manual de Referncia p.13, 2005)
2.1.4.2 Sistema de Controle do Processo
Um sistema de controle do processo pode ser descrito como um sistema de
feedback. O CEP um tipo de sistema de feedback.
(Idem)
2.1.4.3 Interpretao de grficos de controle
Segundo Diniz (2006 p. 16): [...] grfico de controle obedecem a um esquema
geral e se baseiam na distribuio normal e constituem um instrumento para o
controle estatstico de processo.
Segundo Slack et al. (2009 p. 575): [...] pontos de um grfico que saem fora do
limite de controle so uma razo bvia para se acreditar que o processo pode estar
fora de controle.
Grfico 1: Grfico de Controle
Fonte: http://qualymsa.fateback.com/qualidade/controle.JPG
O emprego de grficos de controle permite a rpida visualizao das variaes
dirias, semanais e mensais. Eles so confeccionados baseados nos Limites de
Controle de cada mtodo.
25
2.1.4.4 Estabilidade do processo - Medio dos processos produtivos.
Segundo Slack et al. (2009 p. 575): [...] no possvel eliminar as causas da
variao sem entender melhor o funcionamento do processo.
Segundo Diniz (2006 p. 29): [...] para se controlar um produto necessrio e
importante que exista um critrio bem definido.
Todo processo apresenta variabilidade de resultados, essa variabilidade pode
existir em funo de causas comuns ou causas especiais.
E cada vez mais o controle de processo produtivo visto no apenas como um
mtodo conveniente para manter o processo controlado, mas tambm como uma
atividade que fundamental para ganhar vantagem competitiva.
2.1.5 Confiabilidade
2.1.5.1 Conceito Probabilidade
Probabilidade um conceito matemtico, que se refere possibilidade de
ocorrncia de resultados, por exemplo, se jogarmos uma moeda para o alto, qual a
chance de dar cara ou coroa?
Ilustrao 3: Conceito de Probabilidade
Fonte: Editada pelo autor
Ento se temos dois ou mais resultados e no sabemos qual acontecer,
recorremos probabilidade, e saberemos quais as chances de cada um acontecer.
2.1.5.2 Curva da banheira
Segundo Lafraia (2008, p. 15) A curva da banheira apresenta de maneira
geral, as fases da vida de um componente.
usada na confiabilidade para descrever as provveis falhas de peas ou
componentes no perodo de vida til, tambm conhecida pela representao grfica
que relaciona a Taxa de Falhas de um item ou equipamento com o seu tempo de
operao.
dividida em trs fases, mortalidade infantil, perodo de vida til e
envelhecimento
26
Ilustrao 4: Curva da banheira
Fonte: http://www.peteel.ufsc.br/~tiago/Arquivos/Gestaodamanutencao.pdf
O formato de banheira mostra desde a instalao do equipamento, seus
ajustes para a operao at o final de sua vida til. Aps esse perodo inicial, a
curva mostra uma diminuio significativa em paradas por problemas de
manuteno. Com o "envelhecimento" do equipamento, a curva comea a subir,
mostrando o fim da vida til do equipamento.
A Curva da Banheira o comportamento da falha de um equipamento por um
perodo. Todo equipamento pode falhar no perodo inicial onde as falhas ocorrem
por erros no processo de fabricao ou manuteno, e no perodo final onde a taxa
de falhas crescente conhecido como perodo de desgaste. Nesta fase, as falhas
ocorrem por fadiga do componente, envelhecimento, desgaste, corroso, e a
manuteno eficiente a preditiva, que vai sinalizar uma falha antes que ela ocorra.
O perodo onde a taxa de falhas constante o perodo de vida til do
equipamento. Nesta fase, as falhas so de origem aleatria e podem ser provocada
por operaes inadequadas, sobrecarga, abusos humanos. Para diminuir as causas
das falhas, deve haver boas prticas de operao junto com as manutenes
preventivas e preditivas, que visam diagnosticar a presena de um problema.
27
2.1.5.3 Taxa de falhas e tempo mdio entre falhas
Segundo Lafraia (2008, p. 45) O objetivo da anlise estatstica de falhas
determinar a taxa de falhas e tempo mdio entre falhas de equipamentos e
produtos.
Taxa de falhas a freqncia com qual um sistema ou um componente projeta
falha, por exemplo, falhas por hora. indicada a frequncia pela letra grega
(lambda).
2.1.5.4 Manual de Confiabilidade; manutenabilidade acessibilidade
Segundo Lafraia (2008, p. 2): Confiabilidade est ligada diretamente a
confiana que temos a um determinado produto.
Lafraia (2008, p. 161) afirma ainda que: Manutenabilidade uma caracterstica
do projeto que define a facilidade de manuteno incluindo tempo de manuteno
custo e as funes que o item executa.
2.1.5.5 FMEA (Failure Mode and Effects Analysis)
Conforme Miguel (2006, p. 205): FEMEA um mtodo analtico para identificar e
documentar de forma sistemtica falhas em potencial, de maneira a elimin-las ou
reduzir sua ocorrncia, [...] pode ser aplicado no estgio ou durante o
desenvolvimento de um produto.
Segundo Palady (2007, p. 5): [...] FMEA anlise dos Modos de Falha e seus
Efeitos, uma tcnica que oferece trs funes distintas:
O FMEA uma ferramenta para diagnstico de problemas.
O FMEA o procedimento para desenvolvimento e execuo de projetos,
processos ou servios, novos ou revisados.
O FMEA o dirio do projeto, processo ou servio.
O FMEA uma das tcnicas de baixo risco mais eficientes para preveno de
problemas e identificao das solues mais eficazes em termos de custos, a
fim de prevenir esses problemas.
Quando o FMEA feito em equipe a chance de melhor identificao e
preveno dos modos de falhas potenciais muito maior do que quando feito
individualmente.
O FMEA um processo utilizado para analisar modos de falhas de um
produto e determinar o impacto que cada falha teria, e desta forma melhorar o
28
desenho do produto. O FMEA de um produto ou processo uma das ferramentas
que garante maior confiabilidade garantida eficincia e a eficcia no processo e
desenvolvimento de baixo custo.
2.1.5.6 APQP (Advanced Product Quality Planning and Control Plan)
uma srie de procedimentos e tcnicas usadas para gerenciar a qualidade
produtiva.
Estes procedimentos foram desenvolvidos e padronizados pela AIAG
(Automotive Industry Action Group), formado pela empresas do ramo
automotivo General Motors, Ford, Chrysler e seus fornecedores. Hoje, o APQP
utilizado em empresas de diversos portes, especialmente no ramo automotivo, a fim
de assegurar a qualidade dos produtos e processos desenvolvidos em sua planta, e
regido pelo manual do APQP, traduzido no Brasil pelo IQA Instituto de Qualidade
Automotiva.
2.1.5.7 PPAP (Production Part Approval Process)
O PPAP (Processo de Aprovao da Pea de Produo) um conjunto de
documentos que se formam a partir do estudo dos processos e peas em uma linha
de produo. utilizado na indstria automotiva para estabelecer um padro
de produo e qualidade entre os fornecedores, visando diminuio de falhas e
consequentemente desperdcios e recalls.
O PPAP submetido aos cliente em nveis diferentes, sendo que os estudos
submetidos vo variar de acordo com o exigido e o tipo de produto fornecido,
garantindo assim, que o fornecedor capaz de produzir o produto estabelecido.
2.1.5.8 Disponibilidade, Confiabilidade de um Processo.
Lafraia (2008, p. 197): diz que: A disponibilidade D(t) a probabilidade de que
um sistema esteja em condio operacional no instante t (disponibilidade
instantnea).
2.2 Metodologia
O Projeto foi desenvolvido sob a forma de um estudo de caso aplicado ao setor
de Capas de revestimentos de bancos automotivos da empresa Aunde Brasil S/A e
29
utilizou-se como procedimentos metodolgicos: o estudo bibliogrfico, a coleta de
dados documentais e a aplicao de entrevista alguns colaboradores da empresa,
Buscando aliar teoria e prtica, inicialmente efetuou-se pesquisa bibliogrfica
com levantamento de conceitos relevantes para a aplicao prtica na empresa
Aunde Brasil S/A.
Para o estudo de caso houve visita tcnica na empresa, supervisionada pela
Inspetora da Qualidade Juliana Pereira, que nos forneceu informaes a respeito do
setor. Efetuou-se entrevista com o Supervisor da Produo, Sr Milson Arujo e com
o Gerente do Setor de Capas de revestimento de bancos automotivos, Sr Antnio
Almeida. A Valdine integrante do grupo atua no setor estudado da empresa como
Facilitadora de Produo e agregou informaes com a sua experincia profissional.
Como processo de investigao para a estruturao do Projeto utilizou-se das
seguintes atividades:
Anlise documental e visita a empresa;
Estudo bibliogrfico sobre temas abordados no decorrer do semestre;
Pesquisa sobre a situao atual da empresa;
Estudo e anlise de relatrios como indicadores de PPM interno (partes
por milho), bem como outros indicadores da Qualidade;
Conversas informais com colaboradores;
Discusso com a orientadora e a facilitadora sobre o andamento e
contedo do Projeto Interdiciplinar;
Reunio para discusso e desenvolvimento com o grupo responsvel
pelo Projeto;
O objetivo principal foi elaborar Plano de aes para melhoria e promover a
qualidade no processo, reduzindo o nmero de produtos defeituosos.
2.3 Estudo de Caso
O Estudo de Caso foi dividido em algumas etapas que sero apresentadas a
seguir:
Na primeira etapa, formou-se um grupo de trabalho que se responsabilizou
pela implementao dos procedimentos metodolgicos propostos. Antes de iniciar a
execuo das atividades, este grupo recebeu esclarecimentos tericos da
orientadora e da facilitadora do Projeto Interdiciplinar.
30
A segunda etapa consistiu na escolha de um tema para o desenvolvimento do
Projeto Interdiciplinar. O grupo escolheu o tema Ferramentas da Qualidade para que
fosse feito o estudo, bem como a empresa e o local onde seriam aplicadas as
ferramentas.
A terceira etapa foi identificao dos defeitos que ocorrem no processo
produtivo. Para isso, realizou-se um mapeamento e o entendimento das atividades
executadas no local escolhido. Alm disso, nesta etapa elaborou-se um grfico para
melhor visualizao dos defeitos.
Na quarta etapa, a equipe estabeleceu critrios para a mensurao e
priorizao dos defeitos observados. Ento, foram realizados clculos de
quantificao e, em seguida, elaborou-se uma tabela para representar os valores
dos defeitos encontrados no processo.
As atividades realizadas na quarta etapa foram lanadas no Grfico de Pareto
para melhor visualizao do problema e criado uma Matriz para determinar a
priorizao dos defeitos ocorridos. Em seguida foi feito uma sesso de
Brainstorming para identificar os fatores que estariam gerando os defeitos que foram
priorizados.
A quinta etapa, teve como objetivo a elaborao de um planejamento de
implementao das aes, que sero enviadas para a empresa, para que a mesma
estude a hiptese de implement-las.
2.3.1 Situao Atual da Empresa
2.3.1.1 - Razo Social
AUNDE Brasil S/A
CNPJ 48.131.296/001-06
Inscrio Estadual 546.014.764.113
2.3.1.2 Localizao
Rua Itpolis n. 85 Vila Ibar Po So Paulo Brasil
CEP 08559- 450
31
Ilustrao 5: Mapa Aunde Brasil S/A Unidade Po
Fonte: Site Aunde
2.3.1.3 Ramo de Atividade
Txtil, Tecidos Automotivos (revestimentos internos para veculos), tecidos no
automotivos (calados, mveis, vesturio).
2.3.1.4 A Histria
A AUNDE Brasil S/A est entrelaada histria do desenvolvimento da
indstria automobilstica no Brasil. Com sua viso empreendedora, produtos e
profissionais cada vez mais qualificados, a empresa tem orgulho de ser lder no
segmento em que atua. Achter & Ebels, nome de origem da AUNDE, comeou a
construir sua histria no segmento txtil em 1899, produzindo inicialmente tecidos
para vesturio.
32
Na dcada de 20, iniciou a fabricao de tecidos para o interior de automveis
se tornando uma grande fornecedora para o mercado automobilstico.
A globalizao chegou cedo para a AUNDE Brasil. Sempre seguindo as
necessidades de seus clientes, a empresa inaugurou em 1982 sua primeira unidade
fora da Alemanha, na Espanha, regio de Barcelona, dando incio s suas atividades
internacionais.
A AUNDE com tecidos e capas, est presente na Alemanha, Luxemburgo,
Espanha, Portugal, Inglaterra, Mxico, Brasil, frica do Sul, Itlia, Turquia, ndia,
Austrlia, Polnia, Hungria, China e nos Estados Unidos com um escritrio de
desenvolvimento e vendas. reconhecido pelo mercado como um dos melhores
fornecedores de materiais txteis do mundo nas especialidades em que opera
principalmente no setor automotivo.
A AUNDE Brasil S/A iniciou suas operaes em 1977 com a razo social
denominada Coplatex Ind. Com S/A, fundada por Vital Moreira na cidade de
Diadema regio do Grande ABC Paulista.
Em 1982 a empresa j possua seis plantas industriais neste pas.
Em 1986 a empresa mudou-se para nova e moderna planta de produo
industrial de tecidos automobilsticos na cidade de Po, regio da Grande So
Paulo.
Em 1990
a empresa procurando atender as necessidades do mercado
automobilstico na Amrica do Sul, inaugurou sua primeira unidade fabril na cidade
de Buenos Aires na Argentina e foi tambm a partir desta data que deram incio a
novas mudanas.
Em 1992 buscando suprir as necessidades e exigncias das indstrias
automobilsticas devido a uma deficincia do mercado em produo de espumas
especiais para uso no acoplamento de tecidos, a Coplatex Ind. Com S/A
implementou sua planta industrial na cidade de Po com processos modernos e
totalmente automatizados e destinados produo de espuma.
Em 1995 buscando atender mais uma necessidade da montadora, inaugurou
na cidade de Itaquaquecetuba na regio da Grande So Paulo uma planta industrial
ousada e moderna para produo de revestimento de bancos para automveis.
Em funo da globalizao a Coplatex Ind. Com S/A buscando atingir o
mercado mundial com seus produtos realizou em 1996 agreement com o grupo
33
AUNDE, empresa alem com 71 plantas industriais em 19 pases, e em 1998
realizou um Joint Venture formando ento a AUNDE Coplatex do Brasil S/A.
Em 2000, a AUNDE Coplatex do Brasil S.A. buscando atender s
necessidades e expectativas do mercado e uma maior integrao com a regio Sul
do Brasil, instalou uma nova planta de produo industrial de revestimentos para
bancos de nibus na cidade Caxias do Sul no Estado do Rio Grande do Sul.
Em 2001, a AUNDE Coplatex do Brasil S/A lana a marca Avantis tornando a
empresa ainda mais competitiva no mercado com a migrao para produtos no
automotivos, investindo e crescendo no mercado moveleiro, caladista e vesturio.
Em 2003 a empresa a AUNDE Coplatex do Brasil S/A troca sua razo social
para AUNDE Brasil S/A ficando assim padronizada ainda mais com as empresas do
Grupo AUNDE que esto situadas em 19 pases e com um total de 71 plantas
industriais.
Em 2007 para encarar os novos desafios do mercado foi necessrio
reestruturar os processos administrativos e operacionais da fbrica de capas, que
em junho deste ano foi transferida de Itaquaquecetuba para nova planta industrial na
cidade de Po. Onde algumas mudanas foram implementadas para melhorar a
qualidade do produto, eficincia e produtividade.
O Grupo AUNDE detentor de trs marcas mundiais: AUNDE, ISRI e
ESTEBAN.
34
2003 - Alterao da razo
social da empresa para
AUNDE Brasil S.A.
2000 - Nasce a Diviso de
Tecidos Industriais para atender
o mercado no automotivo
1998 - Joint Venture com
AUNDE Achter & Ebels;
alterando a razo social
da empresa para
AUNDE Coplatex do Brasil S.A
1996 - Celebrado acordo
de cooperao
tecnolgica com o
grupo alemo AUNDE
Achter & Ebels
1996 - Transferncia
da Fbrica de Confeccionados
de Diadema
para Itaquaquecetuba SP
1976 - Fundao da
Coplatex em Diadema SP
1986 - Inaugurada a
nova sede da Coplatex
em Po SP
1991 - Criada a Diviso
de Espumas da
Coplatex em Po SP
2006 Transferncia da Fbrica
de Confeccionados de
Itaquaquecetuba para
Po, agora em sede prpria.
Ilustrao 6: Trajetria da Empresa Aunde
Fonte: Editada pelo autor
Apesar de a AUNDE Brasil S/A possuir diversas unidades, a anlise do sistema
da qualidade ser realizada somente na unidade de Po onde so analisados os
tecidos automotivos, os confeccionados e os tecidos industriais.
35
2.3.1.5 Organograma geral da empresa
Ilustrao 7: Organograma Geral da Empresa
Fonte: Editada pelo autor
2.3.1.6 O mercado - As Linhas de Produtos
A AUNDE Brasil S/A uma empresa produtora de tecidos automotivos e no
automotivos.
Tecidos Automotivos so fornecidos atualmente para todas as montadoras de
nibus, automveis e caminhes da Amrica Latina, Mxico e Estados Unidos
conforme nos mostra a figura 8.
Tecidos No Automotivos so para linha caladista, de vesturio e a linha
moveleiro apresentadas na figura 9.
A verticalizao, que um projeto urbano, faz com que a empresa tenha o
mais absoluto controle sobre os seus produtos, inovando e oferecendo a seus
clientes produtos sofisticados, modernos e com a maior qualidade. Devido
empresa estar situada em um ponto caracterstico da cidade, ela e a Ibar (Indstrias
Brasileiras de Artigos Refratrios) juntas, ocupam quase metade da rea de Calmon
36
Viana, bairro situado em Po, e esse projeto urbano auxilia na organizao da
cidade.
Ilustrao 8: Tecidos Automotivos
Fonte: Site Aunde
Ilustrao 9: Tecidos no-automotivos
Fontes: Site Aunde
37
2.3.1.7 Vista Superior da Empresa Planta de Po
Ilustrao 10: Planta da Empresa de Po
Fonte: Site Aunde
38
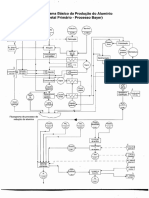
2.3.1.8 Fluxo de Produo Tecidos na planta de Po
Ilustrao 11: Macro Fluxograma da Aunde Brasil S/A
Fonte: Fornecido pela Empresa
39
2.3.1.9 Mapeamento do Processo
O mapeamento de processo do Setor de Capas da Aunde Brasil S/A serve
para fornecer uma viso mais completa e transparente do processo.
Atravs da anlise possvel propor um gerenciamento, no sentido de oferecer
melhorias, mediante um prvio mapeamento
INFRA ESTRUTURA
Mquina de costura
Mesa de Reviso
Banquetas
Tesoura
Escala
Gabaritos
RECURSOS HUMANOS
Supervisor
Auxiliares
Costureiras
Lider
Auxiliares
Costureiras
Ajudantes
COSTURA
Capa costurada
Auto-controle /
Reviso
2 Reviso /
Embalagem
Capa padro
Chapelona
Aviamentos
MEDIO E MONITORAMENTO
Indicador de Eficincia
Indicador de Produtividade
Indicador de Devoluo
Indicador de Operador / Defeito
PROCEDIMENTOS
Procedimento
Plano de controle por produto
Manual de operao
Folha de processo
Liberao do
primeiro carro / kit
Ordem de
Produo
Blanks cortados
MAPEAMENTO DE PROCESSO
Ilustrao 12: Mapeamento do Processo Setor de Capas
Fonte: Fornecido pela Aunde e editado pelos autores do Projeto
2.3.1.10 Nvel de Produo e Produtividade
A produo mdia atual na planta de Po de 1.200,000 metros de tecido por
ms, e atende toda a Amrica Latina. Para isso, a empresa conta com um
sofisticado Laboratrio Central e de processo que dispe de todos os equipamentos
40
exigidos pelas montadoras para a conferncia da qualidade, respeitando as
rigorosas normas impostas pela indstria automobilstica.
A AUNDE Brasil S/A monitora seus processos atravs de indicadores de
produtividades, que so fixados no quadro de Gesto a Vista mensalmente em todas
as reas envolvidas, os quais analisam o desempenho do processo.
2.3.2 Poltica do Sistema de Gesto
2.3.2.1 Segurana
A AUNDE Brasil S/A est comprometida com a segurana dos colaboradores
no local de trabalho. A empresa busca atingir este objetivo por meio de um eficiente
sistema de Segurana e Sade, devendo cada colaborador observar todas as
normas de segurana no sentido de evitar acidentes.
2.3.2.2 Viso
Ser uma empresa lder no seu segmento, com presena global e reconhecida
como melhor opo em revestimentos para o mercado automotivo, de calados,
vesturio e decorao
2.3.2.3 Misso
Fornecer materiais txteis, plsticos ou naturais, de excelncia, para
revestimento interno de veculos automotores, de calados, vesturio e decorao;
integrando nossos talentos humanos, tecnologia e sistemas, garantindo a
conservao do meio ambiente e a segurana e sade ocupacional, mantendo o
crescimento de nossa organizao e o entusiasmo de nossos clientes, fornecedores
e acionistas
2.3.2.4 Valores
Integridade de nossos colaboradores
tica em nossos negcios
Comprometimento com nossos objetivos
Respeito individual e trabalho em equipe
Inovao nos novos produtos e agilidade no atendimento de nossos clientes.
41
2.3.2.1 Poltica da Qualidade
Conseguir a satisfao de nossos clientes com os produtos e servios de
excelente nvel de qualidade, atravs de compromisso de nossa equipe na melhoria
continua de nossos processos.
2.3.2.2 Poltica de Sade e Segurana Ocupacional - SSO
Preservar o meio ambiente, segurana e sade ocupacional por meio da
integrao e comprometimento de colaboradores, fornecedores e contratados,
desenvolvendo e melhorando continuamente nossos processos com o objetivo de
prevenir a poluio, leses e doenas ocupacionais, reduzir emisso de resduos
slidos e incidentes, atenderem a legislao aplicvel e requisitos subscritos pela
organizao
2.3.2.3 Gesto Ambiental
Preservao do Meio Ambiente, pela integrao e comprometimento de nossos
colaboradores, fornecedores e contratados, desenvolvendo e melhorando
continuamente os processos de fabricao com o objetivo de evitar a poluio,
reduzir a emisso de resduos slidos atendendo as legislaes e as Normas
Tcnicas Ambientais vigentes.
2.3.2.4 Certificaes
Fornecedora de tecidos para o revestimento interno de veculos, em 1996
conquistou a ISO 9001. Dois anos depois se adequou norma QS 9000, especfica
do setor automotivo norte-americano. Desde 2001 certificada pela norma ISO/TS
16949 que unifica e padroniza os requisitos das montadoras americanas e
europias, atendendo especificaes que do estabilidade nos processos e
oferecem segurana ao cliente.
A AUNDE Brasil S/A obedece todos os requisitos da indstria automobilstica,
um dos setores mais exigente e criterioso quanto qualidade, respeitando as
rigorosas normas tcnicas impostas pela indstria automobilstica.
Para isso a empresa se submeteu em 1996 a avaliaes formais do seu
sistema da qualidade, sendo totalmente certificada ainda no ano de 1996 conforme a
norma NBR ISO 9001/1994.
42
Em 1998, certificou-se pela norma QS 9000, no ano de 2000, certificou-se pela
norma NBR ISO 14001 (Gerenciamento Ambiental) ANEXO A, no ano de 2001,
certificou-se pela norma ISO GUIDE 25 (Credenciamento de Laboratrio), no ano
ainda de 2001, certificou-se pela norma ISO TS 16949/1999 (Sistema de unificao
das normas da qualidade automobilsticas internacionais), no ano de 2002,
certificou-se pela norma ISO IEC 17025 (Acreditao do Laboratrio) ANEXO C, e
no ano de 2004, certificou-se pela norma ISO TS 16949/2002 ANEXO B, alcanando
assim o padro de excelncia nas normas do setor automobilstico.
2.3.2.5 Identificaes dos pontos fortes e fracos na organizao
2.3.2.5.1 - Pontos Fortes
O SGQ / SGA (Sistema de Gesto da Qualidade e Ambiental) da AUNDE Brasil
S/A um sistema bem aplicado, a empresa est certificada com as normas da
qualidade mais atualizada ISO-TS 16.949:2002 possuem tambm a certificao do
sistema Ambientais ISO 14.001/2004 e tambm tem o Laboratrio credenciado pela
ISO/IEC 17.025/2001.
A AUNDE Brasil S/A acredita nos seus colaboradores atravs de suas
competncias e criatividades inovadoras e adquiriu ao longo do tempo um grande
Know How que reconhecida internacionalmente e com grande capacidade de
lanar produtos de altssima qualidade e nos mais diversificados mercados como
automotivo, caladista, moveleiro, vesturios e aplicaes especficas como, por
exemplo, filtro para mineradoras.
2.3.2.5.2 Pontos Fracos
Falta de incentivo aos funcionrios;
Falta de oportunidades de crescimento dentro da empresa;
Falta de espao para armazenagem de produtos;
Espao fsico inadequado para a produo devido ao pouco espao para
armazenamento dos produtos;
43
2.3.2.5.3 Verificao da Qualidade do Produto
Na AUNDE Brasil S/A alm do monitoramento pelos prprios operadores
atravs do programa Empowerment (operador com autonomia de parar o processo
caso julgue necessrio), tambm monitorada pelo CEP (Controle Estatstico do
Processo) ferramenta esta que possibilita a correo das anomalias dentro do seu
processo, conta tambm com dois laboratrios sendo, um Laboratrio Central que
certificado pela ISO GUIDE 17025 (credenciado pelo INMETRO) para realizaes de
teste fsicas e ensaios laboratoriais que tem a funo de avaliar se o produto est
em conformidade com os padres requeridos e um Laboratrio de Processos que
responsvel pelo controle das liberaes de cores e gramaturas, alm desses
laboratrios a AUNDE Brasil S/A conta com um setor de Inspeo, Corte e
Embalagem que supervisionado por um profissional altamente qualificado e este
setor responsveis pela reviso, inspeo de 100% dos tecidos fornecidos pela a
AUNDE Brasil S/A as seus clientes, onde so verificados os materiais contra o
padro de aparncia e retirado os defeitos garantindo uma excelente qualidade ao
cliente.
2.3.2.5.4 Monitoramento da Qualidade dos Processos
A AUNDE Brasil S/A monitora seus processos atravs de indicadores da
qualidade, que so distribudos mensalmente em todas as reas envolvidas, os
quais analisam as perdas e retrabalhos de acordo com o grfico 2.
44
Grfico 2: Indicadores da Qualidade PPM Interno
Fonte: Fornecido pela empresa
2.3.2.5.5 Monitoramento da Produtividade dos Processos
A AUNDE Brasil S/A monitora seus processos atravs de indicadores de
produtividades, que so distribudos mensalmente em todas as reas envolvidas, os
quais analisam as perdas de tempo no processo, conforme o grfico 3.
45
PRODUTIVIDADE
2010
OBJETIVO 90%
ACABAMENTO
93
92
89
90
96
92
90 90
73
75
68
80
86
0
10
20
30
40
50
60
70
80
90
100
Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov Dez Anual
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Sri e1
Sri e2
Grfico 3: Monitoramento da Produtividade
Fonte: Fornecido pela empresa Aunde
A empresa tem um objetivo mensal de ultrapassar 90% de produo mensal.
Ao analisar o grfico percebe-se que, em alguns meses a empresa no atingiu o
objetivo, isso mostra a diferena de 4 % abaixo no objetivo da mdia anual.
2.3.3 Identificao do problema
Identificou-se os trs maiores defeitos atravs do diagnstico feito pelos
indicadores da Qualidade, PPM interno (partes por milho). O clculo do PPM feito
da seguinte forma: n de produtos defeituosos / n de peas produzidas * 1.000.000.
Ao serem identificadas, as causas responsveis pelo desvio na qualidade do
produto, se fez priorizao das mesmas em uma matriz GUT levando em
considerao a gravidade, urgncia e tendncias dos problemas.
46
Os problemas priorizados foram:
1 Juno deslocada;
2 Identificao errada;
3 Borda fora do especificado;
Com o objetivo de solucionar os problemas e ajustar o processo, ser realizado
um trabalho de melhoria utilizando o mtodo 5W1H. Essa ferramenta visa melhorar
e padronizar os processos, fazendo com que os nmeros de defeitos sejam
diminudos no processo.
A etapa de anlise teve participao do grupo de Desenvolvimento do Projeto
Interdiciplinar, em especial de uma colaboradora da empresa, que tambm faz parte
do grupo facilitando no conhecimento do processo. Utilizando a ferramenta de
Brainstorming foram identificadas as causas mais provveis dos itens bloqueados no
processo que poderiam ser enviados aos clientes se no houvesse uma inspeo
bem aplicada. Essas causas foram organizadas em uma tabela formando grupo de
assuntos relacionados, criando uma matriz de priorizao.
2.3.3.1 Desenvolvimento
O projeto mostra informaes sobre o problema utilizando ferramentas bsicas
para anlise do processo, partindo da identificao dos defeitos coletados pelos
indicadores da Qualidade.
A meta da empresa no ano de 2010 foi de 1.000 PPM/ms (partes por milho),
e apesar dos defeitos no ms de Junho serem elevados, por motivos que sero
estudados nesse projeto, a mdia anual foi de 832 PPM/ms (partes por milho).
Com o alcance desse valor o objetivo da empresa no passar de 800 PPM/ms
(partes por milho) neste ano de 2011.
Atravs do grfico sequencial (grfico 4), verifica-se o nmero de no
conformidades ao longo do ano de 2010 e percebe-se a grande quantidade de
defeitos ocorridos no ms de Junho.
47
7
8
2
6
2
0
6
8
6
6
2
5
7
1
5
6
0
2
6
3
6
2
5
0
8
1
1
6
5
3
1
8
8
5
4
6
4
5
6
5
8
2
7
8
8
3
2
1
0
500
1000
1500
2000
2500
j
a
n
f
e
v
m
a
r
a
b
r
m
a
i
j
u
n
j
u
l
a
g
o
s
e
t
o
u
t
n
o
v
d
e
z
Ano 2011
Ano 2010
Linear (Objetivo)
Grfico 4: Grfico de defeitos por ano
Fonte: Criado pelo grupo do Projeto
M
e
s
e
s
jan fev mar abr mai jun jul Ago set out nov dez Anual
2
0
1
1
782 620 710 685
2
0
1
0
686 625 715 602 636 2508 890 318 854 645 658 278 832
O
b
j
e
t
i
v
o
800 800 800 800 800 800 800 800 800 800 800 800
Tabela 1: Quantidade de defeitos por ano
Fonte: Fornecido pela Gestora da Aunde
Partindo do ms que ocorreu o maior nmero de no-conformidades (tabela 1),
aprofundou-se nos defeitos ocorridos nesse ms.
Os defeitos foram tabulados com base nos dados coletados internamente pela
Inspetora da Qualidade da empresa, depois preparou-se uma tabela estratificando
os defeitos e suas frequncias (nmero de ocorrncias) para tentar identificar a
origem do problema.
48
Folha de Verificao I
Tabela 2: Folha de Verificao I para obteno do Grfico de Pareto estratificado
Fonte: Identificado pelo grupo do Projeto
2.3.3.2 Elaborao do Grfico de Pareto
Feito a tabela, elaborou-se um grfico para melhor visualizao dos dados.
O grfico mostra quais so as principais no conformidades que gerou o maior
nmero de defeitos, e a prioridade foi definida atravs dos defeitos que houve o
maior nmero de ocorrncias (frequncia).
Componente: Revestimento de bancos automotivos
Clula: Costura
Processo de trabalho: Costura
Data da produo: Jun/2010
Quantidade produzida: 15.200 peas
Inspetora: Juliana Pereira
Tipo de defeito Frequncia
Frequncia
Classe
% %
do item individual acumulada
Juno deslocada
////////////////////////////////////
///////////////////////////////// 69 1 23% 23%
Identificao errada ///////////////////////////////// 33 2 11% 34%
Borda fora do especificado ////////////////////////////// 30 3 10% 44%
Costura desalinhada ///////////////////////// 25 4 8% 52%
Prega //////////////////////// 24 5 8% 60%
Falta de arremate //////////////////////// 24 6 8% 68%
Aviamento deslocado ////////////////// 18 7 6% 74%
Falta de etiqueta /////////////// 15 8 5% 79%
Rugas //////////// 12 9 4% 83%
Emenda fora do especificado ///////// 9 10 3% 85%
Ponto falho ////// 6 11 2% 87%
Defeito fsico ////// 6 12 2% 89%
Costura aparente ////// 6 13 2% 91%
Furo de agulha ////// 6 14 2% 93%
Ponto solto ////// 6 15 2% 95%
Falta de costura ////// 3 16 1% 96%
Excesso de arremate /// 3 17 1% 97%
Aviamento invertido /// 3 18 1% 98%
Aviamento trocado /// 3 19 1% 99%
Falta de acessrios // 2 20 1% 100%
303 100%
49
69
33
30
25
24 24
18
15
12
9
6 6 6 6 6
3 3 3 3
2
0%
20%
40%
60%
80%
100%
120%
0
10
20
30
40
50
60
70
80
Srie1
Srie2
Grfico 5: Grfico de Pareto Frequncia de defeitos x Porcentagem acumulada
Fonte: Elaborado pelo autor
Com base no grfico de Pareto (grfico 5), pode-se constatar que os problemas
que geraram maior nmero de no-conformidades so: Juno deslocada,
identificao errada e borda fora do especificado. Para saber qual prioridade ao
solucionar esses problemas, utilizou-se da ferramenta Matriz GUT, a fim de
apresentar a gravidade permitindo visualizar o problema a ser atacado na melhoria
do processo.
De acordo com os critrios utilizados para elaborao da matriz (tabela 3), foi
realizada uma anlise, que em consenso chegou ordem de priorizao (tabela 4).
2.3.3.3 Priorizao das causas: Aplicao da Matriz GUT
Atravs da Matriz GUT, foi estabelecido a priorizao dos problemas para
depois propor as aes e responsabilidades para as melhorias nos processos de
costura do setor de Capas da empresa Aunde. Levou-se em conta a gravidade, a
urgncia e a tendncia de cada problema.
Gravidade: impacto do problema sobre coisas, pessoas, resultados,
processos ou organizaes e efeitos que surgiro a longo prazo, caso o
problema no seja resolvido.
Urgncia: relao com o tempo disponvel ou necessrio para resolver o
problema.
50
Tendncia: potencial de crescimento do problema, avaliao da tendncia de
crescimento, reduo ou desaparecimento do problema.
Critrios para elaborar a Matriz GUT
Critrios Gravidade
G
Urgncia
U
Tendncia
T Notas
5
Extremamente
grave
Extremamente
urgente
Se no for
resolvido, piora
imediatamente
4 Muito grave Muito urgente
Vai piorar a curto
prazo
3 Grave Urgente
Vai piorar a mdio
prazo
2 Pouco Grave Pouco urgente
Vai piorar a longo
prazo
1 Sem gravidade Sem urgncia
Sem tendncia de
piorar
Tabela 3: Critrios para elaborao da Matriz GUT
Fonte: Elaborada pelo grupo do Projeto
Depois de atribuda a pontuao, multiplicou-se GxUxT para achar o resultado,
e definir a prioridade de acordo com os pontos obtidos em ordem decrescente
conforme a tabela abaixo.
Matriz GUT
Elaborado por: Gilson Setor: Capas Data: 24/04/2011 Processo:
Inspeo
DEFEITOS G U T
Total
GxUxT
Priorizao
Juno deslocada 5 5 4 100 1
Borda fora do
especificado
4 5 3 60 2
Identificao
errada
4 4 3 27 3
Tabela 4: Matriz GUT
Fonte: Elaborada pelo grupo do Projeto
51
Com a aplicao da Matriz GUT priorizou-se as causas dos problemas
encontrados no setor de Capas, e o defeito juno deslocada obteve maior
pontuao.
O seguimento do trabalho foi dado com a realizao de uma sesso de
Brainstorming sobre o problema priorizado.
2.3.3.4 Sesso de Brainstorming
O grupo realizou uma sesso de Brainstorming (Tabela 5) para identificar quais
as causas que geraram o tipo de problema. Essa sesso de Brainstorming foi do tipo
no estruturado onde os participantes se manifestavam em funo da quantidade de
idias conforme elas surgiam. As idias foram registradas em um quadro, onde
todos os participantes pudessem ler. Os dados so os seguintes:
Problema: Juno deslocada - Produto fora da especificao prejudicando a
confiabilidade do produto final.
Objetivo: Identificar quais as causas que estariam levando a ocorrncia desse
problema.
52
Tabela 5: Check List do Brainstorming
Fonte: Elaborado pelo grupo do Projeto Interdisciplinar
O objetivo coletar idias sem estabelecer a ordem na qual elas deveriam ser
expostas, e em seguida criar uma Folha de Verificao, estratificando os fatores e
suas frequncias, como mostra a tabela 6.
Ckeck List do Brainstorming
Ordem Descrio dos possveis causas
1 Encontro de costura
2 Cruzamento de costura
3 Temperatura/calor/umidade
4 Diminuio da velocidade da mquina na passagem da juno
5 Variao de presso nos calcadores
6 Manuseio do operador
7 Operador mais experiente
8 Falta de treinamento
9 Desnivelamento da unio de tecidos
10 Borda fora do especificado
11 Material sem elasticidade
12 Material ressecado
13 Funcionrios no conhecem procedimentos
14 Funcionrios desmotivados
15 No existncia de um fluxo de processos
16 Treinamento no supera as expectativas dos funcionrios
17 Funcionrio novo sem treinamento
18 Falta de lubrificao na mquina
53
Tabela 6: Folha de Verificao II
Fonte: Elaborado pelo grupo do Projeto Interdisciplinar
Folha de Verificao II
Produto: Capas de bancos Automotivas Data: Maro/2011
Estgio de fabricao: Inspeo final Setor: Costura
Tipo de defeito: Juno Deslocada Inspetora: Paula
Total inspecionado: 15.200/ms Lote: 10.090 10210
Observaes: Todos os itens inspecionados
CAUSAS QUE GERAM A JUNO
DESLOCADA
FREQUNCIA TOTAL
Deficincia na iluminao /////// 7
Colaborador displicente e desmotivado ////// 7
Manuseio incorreto do material ///// 5
Material sem elasticidade e ressecado ///// 5
Manuseio do operador //// 4
Deficincia nos treinamento //// 4
Diminuio da velocidade da mquina na
passagem da juno
//// 4
Encontro e cruzamento de costura //// 4
Borda fora do especificado /// 3
Material com rebarba /// 3
Variao e ajuste de presso dos calcadores /// 3
Variaes ambientais // 2
Desnivelamento da unio de tecidos // 2
Total de Frequncias
///////////////////////////
///////////////////////////
53
54
Foram analisados diversos fatores os quais geraram os nmeros apontados na
Folha de Verificao.
Conclui-se que as informaes obtidas na coleta dos dados, foram claras e
objetivas, direcionando o foco em cima das quatro principais causas com maior
nmero de frequncia.
A partir da definio das causas provveis para o problema em estudo, deu-se
inicio elaborao do Plano de Ao atravs da ferramenta 5W1H.
Confirmado as causas mais provveis elaborou-se um plano de ao para o
bloqueio das mesmas que composto basicamente de aes que visam realizar a
padronizao dos processos e assegurar a qualidade dos produtos. Este plano de
ao foi elaborado atravs da ferramenta 5W1H que os traduz de forma clara e
completa para o papel conforme a tabela 7.
.
55
2.3.3.5 Plano de Ao - Mtodo 5W1H
Tabela 7: Plano de Ao 5W1H
Fonte: Elaborado pelo Grupo do Projeto
Plano de ao 5W1H
Problema: Juno deslocada
Objetivo: Zero defeito
Fatores Causas
O que ser feitor?
What
Quem far?
Who
Quando ser
feito?
When
Onde ser feito?
Where
Por que ser feito?
Why
Como ser feito?
How
Colaborador
displicente e
desmotivado
Problemas
emocionais e
psicolgicos
Encaminhar o
colaborador ao
departamento
mdico
Liderana /
Departamento
mdico
Junho/2011
No setor de
produo
Colaborador no
realiza os
procedimentos
determinados
Aps a avaliao
psicolgica afast-lo
temporariamente de
suas funes
Manuseio
incorreto do
material
No h
procedimentos
padronizados
Elaborar um
procedimento de
manuseio de
materiais
Gestora da
Qualidade/
Colaboradores
Julho/2011
No setor de costura
Para padronizar os
procedimentos
Atravs de
documentos
(Instruo de
trabalho)
Material sem
elasticidade
e ressecado
Material irregular
enviado pelo
fornecedor
Notificar o
fornecedor
Analista da
qualidade
Junho/2011
No setor de
produo
Para se adequar
dentro das
especificaes
Atravs de relatrio
de inspeo e anlise
Deficincia
na
iluminao
Falha na
comunicao
Instalao de
refletores
potenciais
Lder da
manuteno
Junho/2011
No setor de costura
Por que esta
gerando no-
conformidade no
produto final
Acionar a
manuteno
55
2.3.4 Situao Proposta
De acordo com o estudo realizado, verificou-se as necessidades da empresa
Aunde Brasil S/A no Setor de Capas.
Com a necessidade de se obter um melhor padro de qualidade, prope-se a
utilizao das Ferramentas da Qualidade como forma de melhoria em seus
processos. Essas ferramentas quando corretamente utilizadas indicam como deve-
se agir no processo em busca da causa raiz e resoluo de problemas de modo que
se eleve o grau de competividade da empresa.
Ao analisar os dados coletados na planilha CEP fornecida pela empresa,
constatou-se que no houve dados que indicassem incapacidade no processo,
porm indica-se que os registros sejam tabulados de forma precisa e anotados na
planilha para que no haja erros.
Sugere-se tambm a implantao de uma planilha (Check List) diria na qual o
responsvel registre todas as possveis causas ocorridas diariamente (tabela 8).
Essa planilha deve constar no verso da planilha CEP que a empresa j possui.
56
Dia Turma Check List Dirio
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
Tabela 8: Check List para melhoria do CEP
Fonte: Fornecida pelo Professor de Controle Estatstico do Processo
57
3 CONCLUSO
Pode-se constatar que para avaliar, verificar ou confirmar uma atividade
relacionada com qualidade, uma boa inspeo que seja bem conduzida traz pontos
construtivos e ajuda evitar problemas numa empresa, que geralmente surgem por
ineficincia ou atividades inadequadas.
Para que se obtenham os resultados esperados fundamental a elaborao de
um plano de ao para checagem do desempenho dos processos, quanto aos seus
resultados em todas as suas fases e realizaes das atividades planejadas para
verificao e validao do processo como tambm para ser utilizado como fonte de
informao na tomada de deciso.
Conclui-se que para a empresa Aunde Brasil S/A, agregar maior qualidade em
seus processos, alm de buscar as melhorias necessrias na prestao dos
servios, garantir maior satisfao aos clientes, aceitando as sugestes do grupo
responsvel pelo Projeto Interdisciplinar, em busca das melhorias nos processos e
garantia da qualidade no produto.
Utilizou-se de algumas ferramentas da qualidade para anlise e estudo de caso
elaborando um Plano de Ao que ser apresentado empresa para aplicao no
processo produtivo.
O objetivo do Plano de Ao trazer melhorias para o setor, garantindo maior
confiabilidade no produto final, e eliminando o nmero de no-conformidades.
58
REFERNCIAS
AGUIAR, Silvio. Integrao das Ferramentas da Qualidade ao PDCA e ao
Programa Seis Sigmas. Minas Gerais: INDG, 2002.
AUNDE BRASIL. Disponvel em <http://www.aunde.com.br>. Acesso em 20 fev.
2011.
BANAS QUALIDADE. As ferramentas da Qualidade. So Paulo, 2010. CD-ROM.
CAMPOS, Marcos S. Seis Sigmas: presente e futuro. Disponvel em:
<http://www.seissigma.com.br/frame.htm>. Acesso em: 12 mar. 2011.
CAUCHICK, Miguel, Paulo A. Qualidade: enfoques e ferramentas. So Paulo:
Artiber, 2006.
CEP- Manual de Referncia. Controle Estatstico do Processo. 2. Ed. IQA, 2005.
DAYCHOUM, Merhi. 40+4 ferramentas e tcnicas de gerenciamento. 3. ed. Rio
de Janeiro, RJ: Brasport, 2010.
DINIS, Marcelo G. Desmitificando o Controle Estatstico de Processo; 1 ed.
Artliber: 2006.
GOOGLE. So Paulo, Brasil; 2011. [capturado 05 abril 2011] Disponvel em:
<http://www.google.com.br/images?hl=pt-
br&source=hp&biw=1114&bih=441&q=Graficos+de+controle&btnG=>
LAFRAIA, Joo R. B., Manual de Confiabilidade, Mantentabilidade e
Disponibilidade; 1 ed. Qualitymark: 2008.
MELLO, Carlos Henrique Pereira et al. ISO 9001:2000 Sistema de Gesto da
Qualidade para Operaes de Produo e Servios. So Paulo: Atlas, 2008.
PALADY, Paul. FMEA: Anlise dos modos de falha e efeitos: prevendo e
prevenindo falhas antes que ocorram. IMAM. 2007.
SLACK, Nigel et al. Administrao da Produo; 2 ed. Atlas, 2009.
WERKEMA, Maria C. C. Anlise de regresso: como entender o relacionamento
entre as variveis de um processo. Belo Horizonte: Werkema, 2006.
WERKEMA, Maria C. C. Design For Six Sigma: Seis sigmas. Belo Horizonte:
Werkema, 2005 p.270.
Sites das Figuras consultadas
Ilustrao 1: Ciclo PDCA
Site: Blog Work Security
59
<http://work-security.blogspot.com/2011/04/metodologia-de-analise-e-solucao-
de.html/> Acesso em: 18 de abr.2011
Grfico 1 : Grfico de Controle
Site: Qualymsa
<http://qualymsa.fateback.com/> Acesso em: 18 de abr. 2011
Ilustrao 4: Curva da banheira
Site: Peteel - Programa de Educao Tutorial da Engenharia Eltrica
<http://www.peteel.ufsc.br/> Acesso em: 21 de mar. 2011
Ilustrao 5:
Site: Aunde Brasil
<http://www.aunde.com.br/> Acesso em: 03 de abr. 2011
Ilustrao 8: Tecidos Automotivos
Site: Aunde Brasil
<http://www.aunde.com.br/> Acesso em: 03 de mar. 2011
Ilustrao 9: Tecidos no-Automotivos
Site: Aunde Brasil
<http://www.aunde.com.br/> Acesso em: 03 de abr. 2011
Ilustrao 13: Planta da Empresa de Po
Site: Aunde Brasil
<http://www.aunde.com.br/> Acesso em 03 de abr. 2011
ANEXOS
ANEXO A: Certificao ISO 14001:2004 .................................................................. 60
ANEXO B: Certificao ISO/TS 16949/2002 ............................................................. 61
ANEXO C: Certificao de Acreditao de Laboratrio ............................................ 62
ANEXO D: Cronograma ............................................................................................ 63
ANEXO E: Autorizao para desenvolvimento do Projeto ........................................ 64
ANEXO F: Banner ..................................................................................................... 65
ANEXO G: Carta de Solicitao para o Desenvolvimento do Projeto ....................... 66
ANEXO H: Formulrio de Avaliao do Projeto Integrador ....................................... 68
60
ANEXO A: Certificao ISO 14001:2004
61
ANEXO B: Certificao ISO/TS 16949/2002
62
ANEXO C: Certificao de Acreditao de Laboratrio
63
ANEXO D: Cronograma
Sem
MS
01/2011
MS
02/2011
MS
03/2011
MS
04/2011
MS
05/2011
MS
06/2011
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
Leitura do
Manual
Plan
Exec
Documentao
Plan
Exec
Pesquisa
Bibliogrfica
Plan
Exec
Pesquisa de
Campo
Plan
Exec
Elaborao
Plan
Exec
Reviso
Plan
Exec
Edio Final
Plan
Exec
Apresentao
Plan
Exec
Entrega Final
do Projeto
Plan
Exec
64
ANEXO E: Carta de Solicitao para Desenvolvimento do Projeto
Itaquaquecetuba, 24 de Fevereiro de 2.011
Empresa Aunde Brasil S/A
Ref. Desenvolvimento de trabalho acadmico.
Prezado Senhor,
A Universidade Guarulhos, possui em seu currculo acadmico, atividades externas
denominadas Projetos Interdisciplinares.
Essas atividades so caracterizadas por um trabalho em grupo, desenvolvido pelos
alunos de graduao tecnolgica, em empresas de destaque, em suas respectivas reas de
atuao.
Esses trabalhos se caracterizam por um levantamento de possveis oportunidades
de melhoria e proposta de solues, que por ventura a empresa possa a ter.
Dessa forma, solicitamos a sua anuncia para que os nossos alunos possam
desenvolver essa atividade acadmica nessa conceituada empresa.
Cabe ressaltar que o grau de confidencialidade das informaes, prioritrio e ser
mantida em todas as fases do desenvolvimento das atividades.
Antecipadamente, agradecemos a sua cooperao e nos colocamos a disposio
para eventuais esclarecimentos, se for o caso.
Atenciosamente,
Graduao Tecnolgica em
Gesto da Qualidade Aunde Brasil S/A
Telefone: 4634-7100
Prof. Orientador do Projeto
Interdisciplinar
Celio da Cruz Tom Diretor da Empresa:
_________________________ _____________________________
Assinatura Assinatura
65
ANEXO F: Banner
GRADUAO TECNOLGICA EM GESTO DA QUALIDADE
Mdulo: 2
Unidade Curricular: Linha de Pesquisa que ir nortear o projeto integrador.
1 Semestre de 2011
Alunos:
Antero Amrico 2010.111693
Gilson Alexandre Sampaio 2010.099855
Rodrigo Rogrio 2010.111898
Valdine de Carvalho 2010.092710
Orientador: Prof.Eliste G. Balisa
Introduo
A realizao deste projeto nos impulsionar
como profissionais de Gestores da Qualidade,
e de forma conjuntos fomentaro o
desenvolvimento do aprendizado na
Universidade.
O presente projeto integrador possibilitar
uma viso plena da articulao terica e
prtica que so indissociveis.
Pesquisa de Campo
Pretende-se realizar na empresa Aunde Brasil
S/A, visitas previamente agendadas para
levantamento de dados do Objetivo, atravs de
entrevistas utilizando questionrios especficos
e adaptados para o Objetivo conforme a
necessidade da organizao.
Objetivo
O objetivo deste projeto ampliar e colocar
em pratica os conhecimentos adquiridos em
curso. de graduao tecnolgica em Gesto
da Qualidade e para a empresa Aunde Brasil
montar Aquilo que e o grupo estar
identificando de necessidade dentro das
disciplinas do 1 semestre de 2011 para a
viabilizao do processo.
Caractersticas da Empresa: Comrcio
Razo Social da empresa: Aunde Brasil S/A
Endereo: Rua Itpolis n. 85 Vila Ibar Po
So Paulo Brasil
CEP 08559- 450
Segmento: Txtil Tecidos Automotivos
Atividade:
Se possvel:
Quantidade de Funcionrios: +- 1.000
Faturamento Mdio:
Justificativa
A elaborao deste projeto visa trazer na
prtica conhecimento para a equipe envolvida.
E para a empresa Aunde Brasil S/A o
alinhamento no mercado utilizando o a
Disciplina da linha de pesquisa, dando o
domnio das atividades dentro dos setores
pelos gestores, e demonstrando que o
instrumento Objetivo tornar-se facilitador para
a implantao.
Expectativa de Resultado
Espera-se da empresa Aunde Brasil S/A,
juntamente com a equipe, para aceitao
deste projeto de Disciplinada linha de pesquisa
desta forma contribuir para o desenvolvimento
da organizao.
Metodologia
Procedimentos: Levantamento Bibliogrfico,
Pesquisa qualitativa de campo com estudo de
caso, questionrios, entrevistas, analise de
dados. Procedimentos de tabulao de dados
qualitativos Como ser o desenvolvimento
do trabalho e seu diagnstico e apresentando
os resultados para a empresa.
.
66
ANEXO G: Autorizao pra desenvolvimento do Projeto
Itaquaquecetuba, 24 de Fevereiro de 2011
Empresa
Aunde Brasil S/A
-----------------------------------------------------
Departamento de Capas
Att. Sr. (a) Juliana Pereira
AUTORIZAO PARA REALIZAO DE TRABALHO ACADMICO
Conforme correspondncia anterior, relacionamos a seguir os alunos que
desenvolvero as atividades acadmicas, pertencentes ao Projeto Interdisciplinar.
Destacamos que essas atividades, desenvolvidas pelos alunos, tem finalidade
acadmica, no caracterizando assim, qualquer vnculo empregatcio com a empresa, bem
como, o grau de confidencialidade das informaes, que ser mantida em todas as fases do
desenvolvimento das atividades do projeto.
As atividades desenvolvidas pelos alunos sero supervisionadas por um professor
orientador
(abaixo assinado), que acompanhar o desenvolvimento do Projeto.
Pgina 1/2
RA Aluno Telefone E.mail Assinatura
2010.111693 Antero A. de Oliveira 8615-1872
antero-@hotmail.com
2010.088233
Jos Antonio M.
Moreira
9669-1781
toni.marcela@hotmail.com
2010.099855 Gilson A. Sampaio 8326-5637
gill.alexandre@msn.com
2010.111898 Rodrigo Rogrio 9937-3057
rodrigo_rogerio2@hotmail.com
2010.092710 Valdine de C. Vieira 8825-8551 valdine_aunde@yahoo.com.br
67
Empresa que autoriza a pesquisa de campo
Empresa CNPJ
Aunde Brasil S/A 48.131.296/0001-06
Departamento: Contato:
Diretoria Executiva Sr (a)
Telefone E.mail:
De acordo:
EMPRESA
Aunde Brasil S/A
UNG Curso Tecnolgico em
Gesto da Qualidade
Executivo Assinatura Professor Orientador Assinatura
Elisete G. Balisa
Coordenao dos Cursos de Graduao Tecnolgica da Universidade Guarulhos
Tel: (11) 2464-2727
Pagina 2 / 2
68
ANEXO H: Formulrio de Avaliao do Projeto Integrador
FORMULRIO DE AVALIAO DO PROJETO
INTEGRADOR
Aunde Brasil S/A
1 Caractersticas do projeto
Campus:
Itaquaquecetuba
Curso: Gesto da Qualidade Mdulo:
2
Sala: 012
Professor Orientador: Elisete G. Balisa
Linha de Pesquisa: Gerenciamento das Tcnicas da Qualidade
2 Mtodos de Avaliao do Projeto Integrador
Apresentao Oral
20 minutos
Incio Trmino
Data da Apresentao: 18 / 05 / 2011
Relao de Alunos
Do
Grupo
SISTEMA DE AVALIAO
Trabalho escrito - 8,0 Trabalho oral 2,0
10,0
1,0 2,0+1,0 1,0 3,0 0,5 0,5 0,5 0,5
P
r
e
s
e
n
a
n
a
s
o
r
i
e
n
t
a
e
s
M
e
t
o
d
o
l
o
g
i
a
+
B
a
n
n
e
r
e
C
D
R
e
f
.
t
e
r
i
c
o
G
e
r
e
n
c
i
a
m
e
n
t
o
d
a
s
T
c
n
i
c
a
s
d
a
Q
u
a
l
i
d
a
d
e
E
s
t
u
d
o
d
e
c
a
s
o
C
o
n
f
i
g
u
r
a
o
d
o
P
o
w
e
r
P
o
i
n
t
O
b
j
e
t
i
v
i
d
a
d
e
T
e
m
p
o
d
e
A
p
r
e
s
e
n
t
a
o
F
l
u
n
c
i
a
T
o
t
a
l
1. Antero Amrico
2. Gilson Alexandre
3. Rodrigo Rogrio
4. Valdine de Carvalho
5.
6.
7.
8.
3 Observaes
Potrebbero piacerti anche
- Trabalho NestleDocumento7 pagineTrabalho NestleCatarina Katia100% (1)
- Projeto Integrado de Gestão Da Qualidade IIDocumento22 pagineProjeto Integrado de Gestão Da Qualidade IIromanattiNessuna valutazione finora
- ProgMat1 MarketingDocumento3 pagineProgMat1 Marketingtosa2267Nessuna valutazione finora
- Teste WasiDocumento43 pagineTeste WasiMrGledsonbf100% (2)
- Portfólio 3º Semestre Gestão de Cooperativas 2022.2 - "Elo Soja" (Caso Hipotético)Documento11 paginePortfólio 3º Semestre Gestão de Cooperativas 2022.2 - "Elo Soja" (Caso Hipotético)Alex NascimentoNessuna valutazione finora
- Portfólio Logistica 2 e 3 Temos A Pronta Entrega Whatsapp 91988309316Documento23 paginePortfólio Logistica 2 e 3 Temos A Pronta Entrega Whatsapp 91988309316arlenoNessuna valutazione finora
- Atividade SenaiDocumento3 pagineAtividade SenaiFabyana Vieira50% (2)
- Sistema Uniforme de Contabilidade Analítica de Gestão HoteleiraDocumento114 pagineSistema Uniforme de Contabilidade Analítica de Gestão HoteleiraJosé Pereira LamelasNessuna valutazione finora
- Tipos de ProduçãoDocumento4 pagineTipos de ProduçãoAdilson GomesNessuna valutazione finora
- Todas As 458 Funções Do ExcelDocumento28 pagineTodas As 458 Funções Do ExcelDaviamorimdbNessuna valutazione finora
- Sumario Executivo - Plano de NegócioDocumento22 pagineSumario Executivo - Plano de Negócioclei2017Nessuna valutazione finora
- Plano Integrado de Comunicação EmpresarialDocumento2 paginePlano Integrado de Comunicação EmpresarialRégia Cristina100% (1)
- Como Desenvolver A Matriz Swot Ou FofaDocumento5 pagineComo Desenvolver A Matriz Swot Ou FofaJoyce PereiraNessuna valutazione finora
- 33059-Texto Do Artigo-173547-1-10-20210621Documento15 pagine33059-Texto Do Artigo-173547-1-10-20210621Edwaldo luiz de OliveiraNessuna valutazione finora
- Manual Prático para Construcao de ChocadeiraDocumento23 pagineManual Prático para Construcao de Chocadeiraronaldo_alves_10Nessuna valutazione finora
- Loyalty Canvas PreenchimentoDocumento1 paginaLoyalty Canvas Preenchimentoericsson6cc5883Nessuna valutazione finora
- Apostila Probabilidade 17-06-2016Documento81 pagineApostila Probabilidade 17-06-2016Matheus Henrique Dos Santos Moreira100% (1)
- Trabalho Contabilidade BásicaDocumento15 pagineTrabalho Contabilidade BásicaOsmar Henrique Barbosa GomesNessuna valutazione finora
- Modelo - Desafio Profissional - 2º Bim - Prof. Emerson Gaino.Documento13 pagineModelo - Desafio Profissional - 2º Bim - Prof. Emerson Gaino.Dam Carlos CostaNessuna valutazione finora
- Relatório Microbiologia - Fermentação LáticaDocumento7 pagineRelatório Microbiologia - Fermentação LáticaMaria ValentinNessuna valutazione finora
- Produção de Tomate Seco PDFDocumento4 pagineProdução de Tomate Seco PDFFranciane Vieira100% (1)
- Manual Vensim PDFDocumento91 pagineManual Vensim PDFgogododo10Nessuna valutazione finora
- 5W2HDocumento16 pagine5W2HVinicius Araújo Pereira100% (1)
- Ante ProjectoDocumento11 pagineAnte ProjectoMatondo Kuntwala Bernardo100% (1)
- Manual Projeto Ambiente EmpresarialDocumento11 pagineManual Projeto Ambiente EmpresarialJardel Fernandes de MoraesNessuna valutazione finora
- Peixe Na Merenda Escolar - Educar e Formar Novos ConsumidoreDocumento130 paginePeixe Na Merenda Escolar - Educar e Formar Novos ConsumidoreAlysson AzevedoNessuna valutazione finora
- Resumo Livro O Sabor Da QualidadeDocumento2 pagineResumo Livro O Sabor Da QualidadeSilas SouzaNessuna valutazione finora
- Trabalho 5 PTOS - Planejamento EstratégicoDocumento16 pagineTrabalho 5 PTOS - Planejamento EstratégicoLaura Andrade Costa100% (1)
- 1026 - Sig Aplicado Ao Gerenciamento FlorestalDocumento13 pagine1026 - Sig Aplicado Ao Gerenciamento Florestalrave.daniel4675Nessuna valutazione finora
- Modelo de Plano de Negocio IneagroDocumento16 pagineModelo de Plano de Negocio IneagroRHF Talentos - Isa MartinsNessuna valutazione finora
- Caderno 5 Gestão de Convênios ForgepDocumento58 pagineCaderno 5 Gestão de Convênios ForgepHenrique MacetãoNessuna valutazione finora
- PORTFÓLIO PRONTO 7º E 8º PERÍODO ADMINISTRAÇÃO - Como Alinhar Sua Empresa Com o Ritmo de Crescimento Do MercadoDocumento8 paginePORTFÓLIO PRONTO 7º E 8º PERÍODO ADMINISTRAÇÃO - Como Alinhar Sua Empresa Com o Ritmo de Crescimento Do MercadoMonitor VeteranoNessuna valutazione finora
- Procter & Gamble - Caso EstudoDocumento8 pagineProcter & Gamble - Caso EstudoEmanuel PereiraNessuna valutazione finora
- Soluções Contabilidade Gerencial GarrinsonDocumento701 pagineSoluções Contabilidade Gerencial GarrinsonGuilherme AvelarNessuna valutazione finora
- Mapa Do Sistema Brasileiro de InovaçãoDocumento27 pagineMapa Do Sistema Brasileiro de InovaçãoAdm Nilva CesfNessuna valutazione finora
- Algoritmo Por FluxogramaDocumento24 pagineAlgoritmo Por Fluxogramanegro1000gralNessuna valutazione finora
- Distrito Federal Jan Jun 2021Documento1 paginaDistrito Federal Jan Jun 2021MetropolesNessuna valutazione finora
- Manual EviewsDocumento17 pagineManual EviewsLuiz PereiraNessuna valutazione finora
- BORNIA Analise Gerencial Custos PpsDocumento23 pagineBORNIA Analise Gerencial Custos PpsGuilherme Centenaro100% (1)
- Apostila Basica IntelliCAD (InteliCAD) CADian 2008iDocumento90 pagineApostila Basica IntelliCAD (InteliCAD) CADian 2008iintellicadianNessuna valutazione finora
- Introdução Modelo osi-ISODocumento5 pagineIntrodução Modelo osi-ISOAnderson Marques NetoNessuna valutazione finora
- Gestão ComercialDocumento18 pagineGestão ComercialAna Paula Oliveira da Silva100% (1)
- Maus-Tratos Aos Animais e Violência Contra As PessoasDocumento8 pagineMaus-Tratos Aos Animais e Violência Contra As PessoasDaniel KindNessuna valutazione finora
- Atendimento Bancario PDFDocumento14 pagineAtendimento Bancario PDFRose FurtadoNessuna valutazione finora
- República de Angol6Documento3 pagineRepública de Angol6Duplo BomNessuna valutazione finora
- Degustacao MontanhaDocumento15 pagineDegustacao MontanhaTJTNessuna valutazione finora
- POP - TManta AquecedoraDocumento2 paginePOP - TManta AquecedoraEDUARDA APARECIDA SANTOSNessuna valutazione finora
- A Revlon É Uma Empresa deDocumento6 pagineA Revlon É Uma Empresa dedharmith100% (1)
- Ebook OMAT Parte 2Documento4 pagineEbook OMAT Parte 2Miquelle CardosoNessuna valutazione finora
- Estudo de Caso - PerdigãoDocumento2 pagineEstudo de Caso - PerdigãoGilberto SilvaNessuna valutazione finora
- Afinal de Contas o Que É MarketingDocumento3 pagineAfinal de Contas o Que É MarketingIanaraTeixeiraNessuna valutazione finora
- Amarelinho da cana-de-açúcar: Uma síndrome e não uma doençaDa EverandAmarelinho da cana-de-açúcar: Uma síndrome e não uma doençaValutazione: 5 su 5 stelle5/5 (1)
- Gerenciando Projetos:Da EverandGerenciando Projetos:Nessuna valutazione finora
- A "Guerra das Cápsulas de Café":: Um Estudo sobre Aprisionamento Tecnológico e Uso da Propriedade Industrial em Mercados SecundáriosDa EverandA "Guerra das Cápsulas de Café":: Um Estudo sobre Aprisionamento Tecnológico e Uso da Propriedade Industrial em Mercados SecundáriosNessuna valutazione finora
- Sambaiatuba, Urbanização de Assentamento Precário: Acertos e Desacertos, Legislação e Reflexões para Melhores PráticasDa EverandSambaiatuba, Urbanização de Assentamento Precário: Acertos e Desacertos, Legislação e Reflexões para Melhores PráticasNessuna valutazione finora
- Inovação na Raiz: Uma jornada empreendedora a partir da universidade brasileiraDa EverandInovação na Raiz: Uma jornada empreendedora a partir da universidade brasileiraNessuna valutazione finora
- Texto Fato SocialDocumento6 pagineTexto Fato Socialdark_angel2Nessuna valutazione finora
- Watanabe Lucas Rodrigues T CCDocumento70 pagineWatanabe Lucas Rodrigues T CCdark_angel2Nessuna valutazione finora
- Fluxograma Alumínio PrimárioDocumento1 paginaFluxograma Alumínio Primáriodark_angel2Nessuna valutazione finora
- EletricidadeDocumento12 pagineEletricidadeJonathan SullivanNessuna valutazione finora
- Desgaste e Vida Da FerramentaDocumento23 pagineDesgaste e Vida Da Ferramentadark_angel2Nessuna valutazione finora
- Capítulo BonusDocumento20 pagineCapítulo Bonusdark_angel2Nessuna valutazione finora
- Aristo Tele SDocumento263 pagineAristo Tele Sdark_angel2Nessuna valutazione finora
- Ia 12 Papel Do Administrador-Robert KatzDocumento23 pagineIa 12 Papel Do Administrador-Robert KatzMarie HerenioNessuna valutazione finora
- Exp11-O Divisor de Tensao-2005Documento8 pagineExp11-O Divisor de Tensao-2005dark_angel2Nessuna valutazione finora
- IsaacDocumento4 pagineIsaacdark_angel2Nessuna valutazione finora
- KantDocumento2 pagineKantdark_angel2Nessuna valutazione finora
- 90 Dicas VBDocumento52 pagine90 Dicas VBEvandro Guimarães Demuth100% (3)
- Aristo Tele SDocumento263 pagineAristo Tele Sdark_angel2Nessuna valutazione finora
- Coleta e Preparação de Plantas MedicinaisDocumento25 pagineColeta e Preparação de Plantas MedicinaisetyseNessuna valutazione finora
- Garbage CollectorDocumento2 pagineGarbage Collectordark_angel2Nessuna valutazione finora
- Mate Matic ADocumento151 pagineMate Matic Amecia_25Nessuna valutazione finora
- Pesquisa Lançamento ObliquoDocumento9 paginePesquisa Lançamento Obliquodark_angel2Nessuna valutazione finora
- Pesquisa EsmalteDocumento14 paginePesquisa Esmaltedark_angel2Nessuna valutazione finora
- Receita - Trufa de MorangoDocumento3 pagineReceita - Trufa de Morangodark_angel2Nessuna valutazione finora
- 13 Porcentagem e JurosDocumento23 pagine13 Porcentagem e JurosHudson Gonçalves SiqueiraNessuna valutazione finora
- ReadmeDocumento1 paginaReadmeRíminni LavieriNessuna valutazione finora
- Garbage CollectorDocumento2 pagineGarbage Collectordark_angel2Nessuna valutazione finora
- ReadmeDocumento1 paginaReadmeRíminni LavieriNessuna valutazione finora
- Pesquisa EsmalteDocumento14 paginePesquisa Esmaltedark_angel2Nessuna valutazione finora
- Dif Coord Topog UTM Seer 12230Documento5 pagineDif Coord Topog UTM Seer 12230Marcelo CaetanoNessuna valutazione finora
- Curso para Pregadores LeigosDocumento20 pagineCurso para Pregadores LeigosThais IllianoNessuna valutazione finora
- Catálogo de PeçasDocumento6 pagineCatálogo de PeçasMarcosNessuna valutazione finora
- Brugmansia Arborea, Datura StramoniumDocumento6 pagineBrugmansia Arborea, Datura StramoniumminhapicaNessuna valutazione finora
- ESTEVES, Alan Da Silva. Gerenciamento de Riscos de Processo em Plantas de Petroquímicos Básicos-Uma Proposta de Metodologia Estruturada. Mestrado em Sistema de Gestão) - Universida PDFDocumento403 pagineESTEVES, Alan Da Silva. Gerenciamento de Riscos de Processo em Plantas de Petroquímicos Básicos-Uma Proposta de Metodologia Estruturada. Mestrado em Sistema de Gestão) - Universida PDFAender FerreiraNessuna valutazione finora
- Encerramento Catequese 2012 2013Documento4 pagineEncerramento Catequese 2012 2013Catequese de Rendufinho67% (3)
- BiopreenchedoresDocumento41 pagineBiopreenchedoresJaine Padilla100% (1)
- Brigitte Thierion - Olhares Sobre A Terra e o Homem Da AmazôniaDocumento23 pagineBrigitte Thierion - Olhares Sobre A Terra e o Homem Da Amazôniaandressa_marNessuna valutazione finora
- Doenças CrônicasDocumento23 pagineDoenças CrônicasBruno GontijoNessuna valutazione finora
- Intercorrencias No Tratamento Dialitico (HD-TRAB GRUPO)Documento11 pagineIntercorrencias No Tratamento Dialitico (HD-TRAB GRUPO)FatianeSantosNessuna valutazione finora
- Acervo PFCGDocumento575 pagineAcervo PFCGtziporahbatyohananNessuna valutazione finora
- Gabarito IME 2015 Comentado 1º FaseDocumento40 pagineGabarito IME 2015 Comentado 1º FaseRamon Da MattaNessuna valutazione finora
- Coeficiente Global de Transferencia de CalorDocumento31 pagineCoeficiente Global de Transferencia de Calorjoao nunesNessuna valutazione finora
- Indicados Unidade 2Documento10 pagineIndicados Unidade 2rodrigofacearNessuna valutazione finora
- GinásticaDocumento9 pagineGinásticaLuïdïnö Flävïo MätüssëNessuna valutazione finora
- Unidade 2 - Níveis de EstoqueDocumento33 pagineUnidade 2 - Níveis de EstoqueBruno EduardoNessuna valutazione finora
- O Crente ÁguiaDocumento9 pagineO Crente ÁguiaGilmar AnjosNessuna valutazione finora
- Filosofia Da Educação ModernaDocumento12 pagineFilosofia Da Educação Modernarsgon81Nessuna valutazione finora
- Avaliação de Maquinas Modelo PDFDocumento11 pagineAvaliação de Maquinas Modelo PDFleandroNessuna valutazione finora
- Altura Do Joelho Com Medida ConfiavelDocumento10 pagineAltura Do Joelho Com Medida ConfiavelJizah Rios RiosNessuna valutazione finora
- Bomba D'água Injetora Mbi-1 I1-15 1.0 CV Schneider Mono - Parcelamento Sem JurosDocumento4 pagineBomba D'água Injetora Mbi-1 I1-15 1.0 CV Schneider Mono - Parcelamento Sem JurosAugusto Carlos MiamboNessuna valutazione finora
- 3º Caderno de Atividades Do 4º AnoDocumento19 pagine3º Caderno de Atividades Do 4º AnoGéssica SilvaNessuna valutazione finora
- Plano de Aula DiferençasDocumento4 paginePlano de Aula Diferençasfabiofiuza31Nessuna valutazione finora
- Relatório Aee (1) 2020Documento5 pagineRelatório Aee (1) 2020Antonio José AlvesNessuna valutazione finora
- Posicionamento de Réplicas em Redes de Distribuição de ConteúdosDocumento12 paginePosicionamento de Réplicas em Redes de Distribuição de Conteúdosubiratam123Nessuna valutazione finora
- 4 - Relatorio - Ensaio de CompressãoDocumento14 pagine4 - Relatorio - Ensaio de CompressãoNicollas AlvesNessuna valutazione finora
- CAETANO Andreza - Hero e Leandro-Uma Lenda e Uma Arte Que Ultrapassam o Tempo - RónaiDocumento17 pagineCAETANO Andreza - Hero e Leandro-Uma Lenda e Uma Arte Que Ultrapassam o Tempo - RónaiAndreza CaetanoNessuna valutazione finora
- Cenário AudumblaDocumento31 pagineCenário Audumblapedro atilioNessuna valutazione finora
- Apostila Tortas Geladas Gourmet Confeitaria Creative 2Documento38 pagineApostila Tortas Geladas Gourmet Confeitaria Creative 2IaraMartins100% (4)