Potrebbero piacerti anche
- Master File of School Emails Across USADocumento4.126 pagineMaster File of School Emails Across USAShukla Suyash75% (4)
- Brushless MotorsDocumento20 pagineBrushless Motorsbwatkins6Nessuna valutazione finora
- Saudi Arabia Companies Contact DetailsDocumento64 pagineSaudi Arabia Companies Contact DetailsYAGHMOURE ABDALRAHMAN86% (69)
- Environmental Issues Management: C P C BDocumento79 pagineEnvironmental Issues Management: C P C BGanesh N KNessuna valutazione finora
- 747Documento12 pagine747GurdevBaines100% (3)
- Understanding Terrorism and Political Violence PDFDocumento304 pagineUnderstanding Terrorism and Political Violence PDFmihaela buzatuNessuna valutazione finora
- Comparison of Sinter and Pellet Usage in An Integrated Steel PlantDocumento11 pagineComparison of Sinter and Pellet Usage in An Integrated Steel PlantRam Babu RamzzNessuna valutazione finora
- Sintering of Iron Ore PDFDocumento32 pagineSintering of Iron Ore PDFDhiraj KadheNessuna valutazione finora
- Iron Ore Pellets Reduction by Pet CokeDocumento9 pagineIron Ore Pellets Reduction by Pet CokesrinijaganNessuna valutazione finora
- 10 Innovations and Challenges in Msme SectorDocumento5 pagine10 Innovations and Challenges in Msme SectorShukla SuyashNessuna valutazione finora
- Daikin LXE10E-A - Service Manual (TR 01-09B) PDFDocumento238 pagineDaikin LXE10E-A - Service Manual (TR 01-09B) PDFmail4ksnNessuna valutazione finora
- Ironmaking - Process Rotary KilmDocumento154 pagineIronmaking - Process Rotary KilmJaq Plin Plin100% (1)
- Compressive StrengthDocumento14 pagineCompressive StrengthHarry Anggoro RamadhanNessuna valutazione finora
- Operation Manual FurnaceDocumento21 pagineOperation Manual FurnaceAshutosh SinghNessuna valutazione finora
- Waste Management at JSW Steel - An Innovative Approach: DR Amit Ranjan ChakrabortyDocumento25 pagineWaste Management at JSW Steel - An Innovative Approach: DR Amit Ranjan ChakrabortyAnindya RoyNessuna valutazione finora
- Reduction Kinetics of Iron Ore PelletsDocumento43 pagineReduction Kinetics of Iron Ore PelletsDivyesh Parmar100% (1)
- Cold Bonding of Iron Ore Concentrate PelletsDocumento7 pagineCold Bonding of Iron Ore Concentrate PelletsJaq Plin PlinNessuna valutazione finora
- Bollard Pull Calculations For Towing OperationsDocumento8 pagineBollard Pull Calculations For Towing OperationsDiegoNessuna valutazione finora
- Laboratory Procedures For Mining Pelletizing Characterization of Iron Ore ConcentrationDocumento9 pagineLaboratory Procedures For Mining Pelletizing Characterization of Iron Ore ConcentrationgeodasNessuna valutazione finora
- 1.2 MptpappDocumento32 pagine1.2 MptpappsourajpatelNessuna valutazione finora
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocumento21 pagineWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsbrushasana hotaNessuna valutazione finora
- Kobelco Grate - Kiln ProcessDocumento11 pagineKobelco Grate - Kiln ProcessJb Koffi KadjoNessuna valutazione finora
- Bulk Density PDFDocumento2 pagineBulk Density PDFLOPA THANDARNessuna valutazione finora
- Calcination and Reduction of Laterite Nickel OresDocumento10 pagineCalcination and Reduction of Laterite Nickel OresrikocahyopNessuna valutazione finora
- Tilting Rotary FurnaceDocumento8 pagineTilting Rotary FurnaceErnane MagalhãesNessuna valutazione finora
- The Sintering Process of Iron Ore FinesDocumento6 pagineThe Sintering Process of Iron Ore FinesAbdullah Aljabir100% (1)
- Pellest de IronDocumento12 paginePellest de IronOmar CutsNessuna valutazione finora
- Dynamic Simulation of Pellet Induration Process in Straight-Grate SystemDocumento10 pagineDynamic Simulation of Pellet Induration Process in Straight-Grate Systemdavibraga8041100% (1)
- SinteringDocumento5 pagineSinteringdfhhjjjNessuna valutazione finora
- Effect of Addition of Mill Scale On Sintering of IronDocumento13 pagineEffect of Addition of Mill Scale On Sintering of IronDrTrinath TalapaneniNessuna valutazione finora
- Mathematical Model of Magnetite Oxidation in A Rotary Kiln FurnaceDocumento6 pagineMathematical Model of Magnetite Oxidation in A Rotary Kiln Furnacedavibraga8041Nessuna valutazione finora
- Sinter PlantDocumento14 pagineSinter PlantKannan ThangarajuNessuna valutazione finora
- Iron Ore BeneficiationDocumento155 pagineIron Ore BeneficiationMukesh Ranjan BeheraNessuna valutazione finora
- The Sintering Process of Iron Ore FinesDocumento5 pagineThe Sintering Process of Iron Ore FinesRanggaa RamandanaNessuna valutazione finora
- Extractive Metallurgy 3: Processing Operations and RoutesDa EverandExtractive Metallurgy 3: Processing Operations and RoutesNessuna valutazione finora
- Fluxes For MetallurgyDocumento15 pagineFluxes For Metallurgyramau619Nessuna valutazione finora
- Grate KilnDocumento8 pagineGrate KilnAnggiet HerdayantiNessuna valutazione finora
- Basicity of Iron Ore PelleteDocumento6 pagineBasicity of Iron Ore PelleteFarhan AkhterNessuna valutazione finora
- Lime in Iron OreDocumento14 pagineLime in Iron Oreranjeet_nismNessuna valutazione finora
- Low Cement CastablesDocumento53 pagineLow Cement CastablesRahamat ShaikNessuna valutazione finora
- Bee - Hive Metallurgical CokeDocumento4 pagineBee - Hive Metallurgical Coke124swadeshiNessuna valutazione finora
- Bc63kb8a Dy152 - 153 Vendor Drawing n001 Air Compressors SperreDocumento60 pagineBc63kb8a Dy152 - 153 Vendor Drawing n001 Air Compressors SperreSimonaMauna33% (3)
- Tecnored Process - High Potential in Using Different Kinds of Solid FuelsDocumento5 pagineTecnored Process - High Potential in Using Different Kinds of Solid FuelsRogerio CannoniNessuna valutazione finora
- Cimprogetti Kilns & Firing SystemsDocumento20 pagineCimprogetti Kilns & Firing SystemsKalai SelvanNessuna valutazione finora
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasDa EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNessuna valutazione finora
- Iron Ore Pelletizing: Metso Grate-Kiln SystemsDocumento2 pagineIron Ore Pelletizing: Metso Grate-Kiln Systemsmbamarketing54Nessuna valutazione finora
- Iron Ore PelletizationDocumento20 pagineIron Ore Pelletizationxarnix50% (2)
- Sintering Plant at A GlanceDocumento72 pagineSintering Plant at A GlanceShailesh Kumar100% (1)
- Pelletizing ذكيDocumento8 paginePelletizing ذكييوسف عادل حسانينNessuna valutazione finora
- OTE Outotec Sintering Technologies Eng WebDocumento8 pagineOTE Outotec Sintering Technologies Eng WebSunil Kumar DwivediNessuna valutazione finora
- Laboratory Study of An Organic Binder For Palletization of A Magnetite ConcentrateDocumento8 pagineLaboratory Study of An Organic Binder For Palletization of A Magnetite ConcentrateMaya CiamikNessuna valutazione finora
- Honeyands 2012 Calculating The Value of Iron Ores in Ironmaking and SteelmakingDocumento6 pagineHoneyands 2012 Calculating The Value of Iron Ores in Ironmaking and SteelmakingCh V S RajuNessuna valutazione finora
- Presentation PDFDocumento25 paginePresentation PDFAmit PattanayakNessuna valutazione finora
- Sinter Plant JSPL, RaigarhDocumento14 pagineSinter Plant JSPL, RaigarhJatin BangaliNessuna valutazione finora
- Sintering PlantDocumento24 pagineSintering PlantB R Manikyala Rao100% (1)
- Low Sulphur and Low Si in Hot Metal PDFDocumento13 pagineLow Sulphur and Low Si in Hot Metal PDFB V S KumarNessuna valutazione finora
- Micro Pellet Sintering Method-CIE 20150414Documento10 pagineMicro Pellet Sintering Method-CIE 20150414honeygupta121Nessuna valutazione finora
- Optimized Sponge Iron Making ProcessDocumento10 pagineOptimized Sponge Iron Making Processawneet_semc100% (1)
- Iron Making2Documento54 pagineIron Making2richa_msmeNessuna valutazione finora
- Present Professional ExperienceDocumento3 paginePresent Professional Experiencerahul srivastavaNessuna valutazione finora
- Oxidation of Iron?Ore PelletsDocumento4 pagineOxidation of Iron?Ore PelletsKrol PrietoNessuna valutazione finora
- My Final ThesisDocumento98 pagineMy Final Thesissujit_sekharNessuna valutazione finora
- Presentation On Accretion Removal in BF2 at JSW SalemDocumento33 paginePresentation On Accretion Removal in BF2 at JSW SalemNishant BandaruNessuna valutazione finora
- OTE Outotec Pallet Cars For Sintering and PelletizDocumento4 pagineOTE Outotec Pallet Cars For Sintering and PelletizShukla SuyashNessuna valutazione finora
- Pellet Plant Over ViewDocumento7 paginePellet Plant Over ViewBipin MishraNessuna valutazione finora
- Pelletisation ProcessDocumento2 paginePelletisation Processaftab_jamalNessuna valutazione finora
- Coke Properties at Tuyere Level in Blast FurnaceDocumento7 pagineCoke Properties at Tuyere Level in Blast Furnacesinghbasant12100% (1)
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- About Upgrad: Link HereDocumento1 paginaAbout Upgrad: Link HereShukla SuyashNessuna valutazione finora
- Chowgule Group Strategy - Job DescriptionDocumento3 pagineChowgule Group Strategy - Job DescriptionShukla SuyashNessuna valutazione finora
- M1 DataDocumento306 pagineM1 DataShukla SuyashNessuna valutazione finora
- 4e1adcf3-0ec0-4c57-9d5e-0ca5c0a80121Documento117 pagine4e1adcf3-0ec0-4c57-9d5e-0ca5c0a80121Shukla SuyashNessuna valutazione finora
- Survey Primary Teachers Attitudes Towards STEM EducationDocumento27 pagineSurvey Primary Teachers Attitudes Towards STEM EducationShukla SuyashNessuna valutazione finora
- BBL WBBL 2020 DataDocumento201 pagineBBL WBBL 2020 DataShukla SuyashNessuna valutazione finora
- 5837 LM PAD P01 M20 Behavioural Approach LMDocumento2 pagine5837 LM PAD P01 M20 Behavioural Approach LMShukla SuyashNessuna valutazione finora
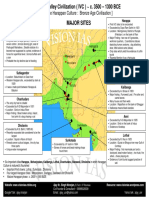
- Indus Valley Civilisation Major Sites PDFDocumento1 paginaIndus Valley Civilisation Major Sites PDFShukla SuyashNessuna valutazione finora
- Jindal Steel & Power Limited: P.B.No.86.Barbil-Joda Highway, Barbil-758035 (Orissa)Documento1 paginaJindal Steel & Power Limited: P.B.No.86.Barbil-Joda Highway, Barbil-758035 (Orissa)Shukla SuyashNessuna valutazione finora
- What Is Vibration ?: Imperfections in The Machine: Design Assembly Manufacture Operation Installation MaintenanceDocumento2 pagineWhat Is Vibration ?: Imperfections in The Machine: Design Assembly Manufacture Operation Installation MaintenanceShukla SuyashNessuna valutazione finora
- PUB AD (9 A) - Chapter - 9 - Importance of HRD, Recruitment, Training PDFDocumento8 paginePUB AD (9 A) - Chapter - 9 - Importance of HRD, Recruitment, Training PDFShukla SuyashNessuna valutazione finora
- Referencesandfurtherreading: WWW - Demnetgov.Ruc - DKDocumento2 pagineReferencesandfurtherreading: WWW - Demnetgov.Ruc - DKShukla SuyashNessuna valutazione finora
- Low Heat Input SMAW Welding ElectrodesDocumento62 pagineLow Heat Input SMAW Welding ElectrodesShukla SuyashNessuna valutazione finora
- Agile Manufacturing: A Taxonomy of Strategic and Technological ImperativesDocumento30 pagineAgile Manufacturing: A Taxonomy of Strategic and Technological ImperativesShukla SuyashNessuna valutazione finora
- 2 ND Selection BedDocumento12 pagine2 ND Selection BedShukla SuyashNessuna valutazione finora
- Researchpaper Application of Lean in A Small and Medium Enterprise SME SegmentDocumento8 pagineResearchpaper Application of Lean in A Small and Medium Enterprise SME SegmentShukla SuyashNessuna valutazione finora
- OTE Outotec Pallet Cars For Sintering and PelletizDocumento4 pagineOTE Outotec Pallet Cars For Sintering and PelletizShukla SuyashNessuna valutazione finora
- SeptalkanDocumento5 pagineSeptalkanReniNessuna valutazione finora
- Winsome Hin-Shin LEE CV (Feb 2017)Documento5 pagineWinsome Hin-Shin LEE CV (Feb 2017)Winsome LeeNessuna valutazione finora
- Ipcrf Core Values 2019 - FinalDocumento23 pagineIpcrf Core Values 2019 - FinalFrendelyn p. Gador100% (4)
- The Child and Adolescent Learners and Learning PrinciplesDocumento8 pagineThe Child and Adolescent Learners and Learning PrinciplesAragon KhailNessuna valutazione finora
- List Katalog Fire Hydrant (Box)Documento3 pagineList Katalog Fire Hydrant (Box)Sales1 mpicaNessuna valutazione finora
- Overcoming Obstacles To Ethical BehaviourDocumento4 pagineOvercoming Obstacles To Ethical BehaviourSimran SinghNessuna valutazione finora
- CSE 473 Pattern Recognition: Instructor: Dr. Md. Monirul IslamDocumento57 pagineCSE 473 Pattern Recognition: Instructor: Dr. Md. Monirul IslamNadia Anjum100% (1)
- AOC TFT-LCD Color Monitor 931Fwz Service ManualDocumento54 pagineAOC TFT-LCD Color Monitor 931Fwz Service ManualtecnosomNessuna valutazione finora
- 1663-43691010-Me-Dwg-7380-00-Cu-Cl2-Bdu-Fru-Assy-1 (R1)Documento1 pagina1663-43691010-Me-Dwg-7380-00-Cu-Cl2-Bdu-Fru-Assy-1 (R1)raacontreras21Nessuna valutazione finora
- Hydrogen Sulfide and Mercaptan Sulfur in Liquid Hydrocarbons by Potentiometric TitrationDocumento8 pagineHydrogen Sulfide and Mercaptan Sulfur in Liquid Hydrocarbons by Potentiometric TitrationINOPETRO DO BRASILNessuna valutazione finora
- Post Covid StrategyDocumento12 paginePost Covid Strategyadei667062Nessuna valutazione finora
- Bistable Relays RXMVB 2, RXMVB 4: FeaturesDocumento4 pagineBistable Relays RXMVB 2, RXMVB 4: FeaturesGabriel Maxo PapagalloNessuna valutazione finora
- Spectral Analysis of The ECG SignalDocumento2 pagineSpectral Analysis of The ECG SignalCamilo BenitezNessuna valutazione finora
- Chapter Vii. Damascius and Hyperignorance: Epublications@BondDocumento10 pagineChapter Vii. Damascius and Hyperignorance: Epublications@BondRami TouqanNessuna valutazione finora
- BFC+43103. 1213 SEM1pdfDocumento19 pagineBFC+43103. 1213 SEM1pdfAdibah Azimat100% (1)
- Daftar Isian 3 Number Plate, Danger Plate, Anti Climbing DeviceDocumento2 pagineDaftar Isian 3 Number Plate, Danger Plate, Anti Climbing DeviceMochammad Fauzian RafsyanzaniNessuna valutazione finora
- Exercicios de PhonicsDocumento51 pagineExercicios de Phonicsms. TeixeiraNessuna valutazione finora
- So You Want To Have Your Own Cosmetics BrandDocumento3 pagineSo You Want To Have Your Own Cosmetics BrandCarlosNessuna valutazione finora
- Ai R16 - Unit-6Documento36 pagineAi R16 - Unit-6RakeshNessuna valutazione finora
- Chapter Two Sector Analysis: (MBAM)Documento23 pagineChapter Two Sector Analysis: (MBAM)Ferlyn PelayoNessuna valutazione finora
- Slot 22-23-24 Real Time CommunicationDocumento50 pagineSlot 22-23-24 Real Time CommunicationLinh BuiNessuna valutazione finora
- Final Report 2Documento110 pagineFinal Report 2Aftab AliNessuna valutazione finora
- Flotech Corporate FlyerDocumento6 pagineFlotech Corporate FlyerPrasetyo PNPNessuna valutazione finora