Potrebbero piacerti anche
- Microturbine GeneratorsDocumento126 pagineMicroturbine GeneratorsProphx BliziceNessuna valutazione finora
- Toyota HiluxDocumento4 pagineToyota HiluxNayib Orellano Colina100% (3)
- H-100 Ebrochure 2011Documento8 pagineH-100 Ebrochure 2011AliAlFodehNessuna valutazione finora
- API 570 Piping InspectionDocumento35 pagineAPI 570 Piping InspectionIrvansyah Razadin100% (9)
- Experiment No.:-3 TITLE: Study of Co-Generation Power Plant AIM: Study of Co-Generation Power Plant TheoryDocumento10 pagineExperiment No.:-3 TITLE: Study of Co-Generation Power Plant AIM: Study of Co-Generation Power Plant Theory9527530909100% (1)
- 2719 Student Manual PDFDocumento19 pagine2719 Student Manual PDFdhanysiregarNessuna valutazione finora
- F646 CompleteSampleDocumento36 pagineF646 CompleteSampleJohn SmeethNessuna valutazione finora
- To Improve Thermal Efficiency of 27mw CoDocumento24 pagineTo Improve Thermal Efficiency of 27mw Codixie0630Nessuna valutazione finora
- Summary of Stability Formulae : Appendix IDocumento12 pagineSummary of Stability Formulae : Appendix Ihoaithu883100% (5)
- Comparative Study On Modelling of Gas Turbines in Combined Cycle Power PlantsDocumento7 pagineComparative Study On Modelling of Gas Turbines in Combined Cycle Power PlantsVerruumm AmineNessuna valutazione finora
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsDa EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNessuna valutazione finora
- CCPP Cycling PDFDocumento20 pagineCCPP Cycling PDFStefanos GabalacNessuna valutazione finora
- Cogenerationof Power Utilising Waste Heatin Cement ManufactureDocumento12 pagineCogenerationof Power Utilising Waste Heatin Cement ManufactureRedouane RadwanNessuna valutazione finora
- Use of Foamed Concrete in Construction: Ravindra K. DhirDocumento12 pagineUse of Foamed Concrete in Construction: Ravindra K. DhirzaswanthNessuna valutazione finora
- Aeroderivative Technology PDFDocumento10 pagineAeroderivative Technology PDFabhaymehta67Nessuna valutazione finora
- T S - 3 Efficiency Improvement in Auxiliary EquipementDocumento59 pagineT S - 3 Efficiency Improvement in Auxiliary Equipementmoorthymtps_54120305Nessuna valutazione finora
- Co-Generation Energy EfficicentDocumento8 pagineCo-Generation Energy EfficicentChem.EnggNessuna valutazione finora
- LNG Process Selection Considerations For Future DevelopmentsDocumento9 pagineLNG Process Selection Considerations For Future Developmentsromdhan88Nessuna valutazione finora
- Super Critical Coal-Fired Power PlantDocumento8 pagineSuper Critical Coal-Fired Power Plantpartha das sharma100% (2)
- McDonald (2003) Tor Considerations For Future Higher Eff Micro TurbinesDocumento25 pagineMcDonald (2003) Tor Considerations For Future Higher Eff Micro TurbinesPieter van der MeerNessuna valutazione finora
- Compact Heat Exchangers For Microturbines: R.K. ShahDocumento18 pagineCompact Heat Exchangers For Microturbines: R.K. Shah조기현Nessuna valutazione finora
- Comparative Study On Modeling of Gas Turbines in Combined Cycle Power PlantsDocumento8 pagineComparative Study On Modeling of Gas Turbines in Combined Cycle Power PlantsSanchez EliseoNessuna valutazione finora
- Bhel JournalDocumento68 pagineBhel JournalChaitanya Raghav SharmaNessuna valutazione finora
- Micro Gas TurbineDocumento8 pagineMicro Gas TurbineRamachandran VenkateshNessuna valutazione finora
- Micro Engine 97Documento4 pagineMicro Engine 97Vaibhav ChaudharyNessuna valutazione finora
- Ahmadi Munib - Indonesia - Gas Turbine Used As Future Propulsion SystemDocumento9 pagineAhmadi Munib - Indonesia - Gas Turbine Used As Future Propulsion SystemAhmadi MunibNessuna valutazione finora
- Combustors For Micro Gas Tubine EnginesDocumento9 pagineCombustors For Micro Gas Tubine Enginesمحسن حيدريNessuna valutazione finora
- Research Paper On Gas TurbineDocumento8 pagineResearch Paper On Gas Turbinegz8jpg31100% (1)
- Performance Study of A 1 MW Gas Turbine: Paper CIT04-0089Documento9 paginePerformance Study of A 1 MW Gas Turbine: Paper CIT04-0089Abbas MohajerNessuna valutazione finora
- International Journal of ThermofluidsDocumento20 pagineInternational Journal of Thermofluidsaccess0813Nessuna valutazione finora
- Gas Turbines - Design and Operating ConsiderationsDocumento5 pagineGas Turbines - Design and Operating ConsiderationsaliNessuna valutazione finora
- 13 BNDocumento24 pagine13 BNVulebg VukoicNessuna valutazione finora
- Supercritical Coal-Fired P..Documento7 pagineSupercritical Coal-Fired P..samrahmanNessuna valutazione finora
- Design and Aerodynamic Analysis of 50 KW Combine Cooling, Heating and Power (CCHP) Micro-Gas Turbine Plant and Its Vaneless Centrifugal CompressorDocumento6 pagineDesign and Aerodynamic Analysis of 50 KW Combine Cooling, Heating and Power (CCHP) Micro-Gas Turbine Plant and Its Vaneless Centrifugal CompressorAdil MalikNessuna valutazione finora
- Design and Off-Design Operation and Performance Analysis of A Gas TurbineDocumento4 pagineDesign and Off-Design Operation and Performance Analysis of A Gas TurbinewaleligneNessuna valutazione finora
- Advances in Design of Modern Thermal Power Plants-A ReviewDocumento11 pagineAdvances in Design of Modern Thermal Power Plants-A ReviewmohanNessuna valutazione finora
- Processes 06 00114 PDFDocumento19 pagineProcesses 06 00114 PDFIssa Mae ObogNessuna valutazione finora
- High-Speed PMSMDocumento16 pagineHigh-Speed PMSMpixelo09Nessuna valutazione finora
- Micro-Or Small - Gas Turbines: IGTC2003Tokyo KS-1Documento15 pagineMicro-Or Small - Gas Turbines: IGTC2003Tokyo KS-1Ãn ÍsNessuna valutazione finora
- Case Study Alternatives CCDocumento10 pagineCase Study Alternatives CCEvertVeNessuna valutazione finora
- What Is A MicroturbineDocumento1 paginaWhat Is A Microturbinecharanbagh6402Nessuna valutazione finora
- A Review of Recent Patents On Micro-Combustion and ApplicationsDocumento16 pagineA Review of Recent Patents On Micro-Combustion and ApplicationsErick Vàzquez OrduñaNessuna valutazione finora
- Biomass Fuelled Power PlantDocumento7 pagineBiomass Fuelled Power PlantpradeepdeceNessuna valutazione finora
- Development of Models For Analyzing The Load-Following Performance of Microturbines and Fuel CellsDocumento11 pagineDevelopment of Models For Analyzing The Load-Following Performance of Microturbines and Fuel CellsPiyush SharmaNessuna valutazione finora
- Thermodynamic Evaluation of The Performance of A Combined Cycle Power PlantDocumento11 pagineThermodynamic Evaluation of The Performance of A Combined Cycle Power PlanthansleyNessuna valutazione finora
- E3sconf Icpeme2018 02008Documento4 pagineE3sconf Icpeme2018 02008Nova BitesNessuna valutazione finora
- Energies 13 05703 v2Documento23 pagineEnergies 13 05703 v2Jung Kyung WooNessuna valutazione finora
- Micro TurbineDocumento24 pagineMicro Turbinesabale_007Nessuna valutazione finora
- Overview of Solar Thermal TechnologiesDocumento5 pagineOverview of Solar Thermal Technologiesali_irvNessuna valutazione finora
- Gas Turbine ApplicationDocumento15 pagineGas Turbine ApplicationsecahegazyNessuna valutazione finora
- Sdarticle 14Documento1 paginaSdarticle 14api-3697505Nessuna valutazione finora
- Fuel Processing Technology: Ibrahim I. Enagi, K.A. Al-Attab, Z.A. ZainalDocumento11 pagineFuel Processing Technology: Ibrahim I. Enagi, K.A. Al-Attab, Z.A. ZainaljayakrishnatejaNessuna valutazione finora
- Supercritical and Ultra-Supercritical Power Plants - SEA's Vision or Reality?Documento23 pagineSupercritical and Ultra-Supercritical Power Plants - SEA's Vision or Reality?anupam789Nessuna valutazione finora
- Application of The Latest Aeroderivative Gas Turbine TechnologyDocumento10 pagineApplication of The Latest Aeroderivative Gas Turbine TechnologyDario100% (1)
- Microgrid: A Conceptual Solution: Lasseter@engr - Wisc.eduDocumento6 pagineMicrogrid: A Conceptual Solution: Lasseter@engr - Wisc.eduShiva KiranNessuna valutazione finora
- Microgrid: A Conceptual Solution: Lasseter@engr - Wisc.eduDocumento6 pagineMicrogrid: A Conceptual Solution: Lasseter@engr - Wisc.eduArijit Das AvroNessuna valutazione finora
- Advancement in Thermal Power PlantDocumento31 pagineAdvancement in Thermal Power PlantFake Lover'sNessuna valutazione finora
- N-Gas Compressor Stations Heat Recovery Analysis HedmanDocumento30 pagineN-Gas Compressor Stations Heat Recovery Analysis Hedmanioan1946Nessuna valutazione finora
- Reliable Systems and Combined Heat and Power: BstractDocumento6 pagineReliable Systems and Combined Heat and Power: BstractLuis Felipe ZuñigaNessuna valutazione finora
- MicroturbinesDocumento45 pagineMicroturbinesshareena tajNessuna valutazione finora
- My Published Paper 3Documento6 pagineMy Published Paper 3Badadmasi MaiwdaNessuna valutazione finora
- Ibrahim 2012 IOP Conf. Ser. Mater. Sci. Eng. 36 012024Documento14 pagineIbrahim 2012 IOP Conf. Ser. Mater. Sci. Eng. 36 012024bensouiciNessuna valutazione finora
- Seminar On Gas Turbine: Avinash KumarDocumento27 pagineSeminar On Gas Turbine: Avinash KumarRavi Ranjan JhaNessuna valutazione finora
- Preliminary Analysis of A New Power Train Concept For A City Hybrid VehicleDocumento14 paginePreliminary Analysis of A New Power Train Concept For A City Hybrid Vehiclelucero falcon camayoNessuna valutazione finora
- Energy and Thermal Management, Air-Conditioning, and Waste Heat Utilization: 2nd ETA Conference, November 22-23, 2018, Berlin, GermanyDa EverandEnergy and Thermal Management, Air-Conditioning, and Waste Heat Utilization: 2nd ETA Conference, November 22-23, 2018, Berlin, GermanyChristine JuniorNessuna valutazione finora
- 567 Bus Times PDFDocumento2 pagine567 Bus Times PDFJames HudsonNessuna valutazione finora
- Faisalabad Peri-Urban Structure Plan: Final ReportDocumento272 pagineFaisalabad Peri-Urban Structure Plan: Final ReportWaqarNessuna valutazione finora
- Project 5 Sem Final ReportDocumento41 pagineProject 5 Sem Final Reportvijay shindeNessuna valutazione finora
- Electronic Slot Booking SlipDocumento2 pagineElectronic Slot Booking SlipVishwanathSrinivasNessuna valutazione finora
- Ef ComDocumento15 pagineEf ComCARLOS MANUEL SANCHEZ LUNANessuna valutazione finora
- Notices To Mariners UK 14wknm15 - Week14 - 2015Documento168 pagineNotices To Mariners UK 14wknm15 - Week14 - 2015routemansNessuna valutazione finora
- International LawDocumento4 pagineInternational Lawaa teohNessuna valutazione finora
- C20793-15843CN SMV 15-1200B Machine CardDocumento2 pagineC20793-15843CN SMV 15-1200B Machine CardAbas AbasariNessuna valutazione finora
- Msd80/81 Dme Flash Instructions: Please Read The Following NotesDocumento10 pagineMsd80/81 Dme Flash Instructions: Please Read The Following NotesBolinha's Wash ClubNessuna valutazione finora
- YTL Corporation Berhad - Annual Report 2013Documento239 pagineYTL Corporation Berhad - Annual Report 2013ETDWNessuna valutazione finora
- Aerodynamics 2Documento30 pagineAerodynamics 21105456Nessuna valutazione finora
- Design Analysis of Rotary Car Parking System: M.Raghupathi, C.Velmurugan, K.Elavarasan, Dr.A.PremkumarDocumento6 pagineDesign Analysis of Rotary Car Parking System: M.Raghupathi, C.Velmurugan, K.Elavarasan, Dr.A.PremkumarJuan SantiagoNessuna valutazione finora
- Failure of Jet AirwaysDocumento8 pagineFailure of Jet AirwaysGayatri PoojaryNessuna valutazione finora
- MMVDocumento42 pagineMMVHardik PatelNessuna valutazione finora
- Forwarder: Light Machines For Low-Impact ForwardingDocumento2 pagineForwarder: Light Machines For Low-Impact ForwardingPicek30Nessuna valutazione finora
- W6 8306/18 JUL/LMP-FCO: - Not For Real World NavigationDocumento39 pagineW6 8306/18 JUL/LMP-FCO: - Not For Real World NavigationDejw AmbroNessuna valutazione finora
- Airworthiness Directive: ATR ATR 42-500 AircraftDocumento1 paginaAirworthiness Directive: ATR ATR 42-500 AircraftlakshmimurugesanNessuna valutazione finora
- Final Project Report 3Documento86 pagineFinal Project Report 3Muhammad Talha Khan100% (1)
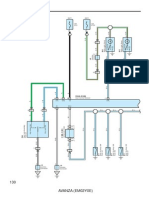
- Theft Deterrent: 130 Avanza (Em02Y0E)Documento4 pagineTheft Deterrent: 130 Avanza (Em02Y0E)DanielNessuna valutazione finora
- Engine Core Arr GPDocumento3 pagineEngine Core Arr GPERIC ERICNessuna valutazione finora
- EIAC-RQ-IB-002 I1 Rev 2 1aWaExODocumento15 pagineEIAC-RQ-IB-002 I1 Rev 2 1aWaExOMidhun BabyNessuna valutazione finora
- Construction Opportunities - February 2018Documento152 pagineConstruction Opportunities - February 2018Adriano BelucoNessuna valutazione finora
- Pricelist LuzonDocumento7 paginePricelist LuzonKattie ValerioNessuna valutazione finora
- NORSOK Standard C-400 Helicopter Deck On Offshore InstallationsDocumento2 pagineNORSOK Standard C-400 Helicopter Deck On Offshore InstallationsMo BlackNessuna valutazione finora