Potrebbero piacerti anche
- Unit 5 Acceptance Sampling Plans: StructureDocumento18 pagineUnit 5 Acceptance Sampling Plans: Structurevinay100% (2)
- Subcontracting in Textile and Clothing Sector in Bangladesh1Documento5 pagineSubcontracting in Textile and Clothing Sector in Bangladesh1Abrar Ahmed ApuNessuna valutazione finora
- Backflush CostingDocumento48 pagineBackflush CostingShubh ShrivastavaNessuna valutazione finora
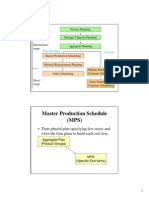
- Master Production Scheduling (MPS) and MRP 1Documento10 pagineMaster Production Scheduling (MPS) and MRP 1Kl OteenNessuna valutazione finora
- Aggregate PlanningDocumento61 pagineAggregate PlanningManisha Jhunjhunwala100% (1)
- Basics of Supply Chain ManagementDocumento34 pagineBasics of Supply Chain ManagementBhuvanes KumarNessuna valutazione finora
- Negotiation in Purchasing MGT (Read-Only)Documento22 pagineNegotiation in Purchasing MGT (Read-Only)Norah NsooliNessuna valutazione finora
- Aggregate Planning and MRPDocumento68 pagineAggregate Planning and MRPJanarthanan Siva KumarNessuna valutazione finora
- WarehouseDocumento15 pagineWarehousesagarika ghosh0% (1)
- Processing Export Finace in A Chemical Export UnitDocumento45 pagineProcessing Export Finace in A Chemical Export UnitBhomik GaurNessuna valutazione finora
- Chap 4 OmDocumento18 pagineChap 4 OmGetie Tiget0% (1)
- Time: 3 Hours Total Marks: 100: Printed Pages: 03 Sub Code: KMB103 Paper Id: 270103 Roll NoDocumento4 pagineTime: 3 Hours Total Marks: 100: Printed Pages: 03 Sub Code: KMB103 Paper Id: 270103 Roll NoAbhishek ChaubeyNessuna valutazione finora
- 08 - Numericals - Process AnalysisDocumento3 pagine08 - Numericals - Process AnalysisRISHA SHETTYNessuna valutazione finora
- Charts Used in Method StudyDocumento13 pagineCharts Used in Method StudyAnonymous 3rajW3TK9Nessuna valutazione finora
- Procedure - GCC - Building Permit PDFDocumento12 pagineProcedure - GCC - Building Permit PDFVijay SaiNessuna valutazione finora
- Implementation of JIT For Achieving The Goal of Customer SatisfactionDocumento5 pagineImplementation of JIT For Achieving The Goal of Customer SatisfactionStefanBelibouNessuna valutazione finora
- Lean Six Sigma (Part A)Documento17 pagineLean Six Sigma (Part A)Punniavel PNessuna valutazione finora
- Material Requirement PlanningDocumento32 pagineMaterial Requirement PlanningNaima RashidNessuna valutazione finora
- Material Requirements PlanningDocumento151 pagineMaterial Requirements PlanningVinod Kumar PatelNessuna valutazione finora
- Operations Mangement 1 - Chapter 16 - Handout 1Documento8 pagineOperations Mangement 1 - Chapter 16 - Handout 1Jessica NgobeniNessuna valutazione finora
- Activity Based CostingDocumento42 pagineActivity Based CostingHaseeb Ali100% (4)
- FCIB Webinar Series: Documentary CollectionsDocumento22 pagineFCIB Webinar Series: Documentary CollectionsYanLi YangNessuna valutazione finora
- WarehousingDocumento16 pagineWarehousingSanil MambullyNessuna valutazione finora
- Inventory ManagementDocumento4 pagineInventory ManagementZain AliNessuna valutazione finora
- Lot Sizing in MRPDocumento5 pagineLot Sizing in MRPMariztine MirandillaNessuna valutazione finora
- 7 TDP Excise DutyDocumento41 pagine7 TDP Excise DutyPranav TubajiNessuna valutazione finora
- QUESTIONNAIREDocumento2 pagineQUESTIONNAIREANJALI A RNessuna valutazione finora
- IFM Chapter 01Documento33 pagineIFM Chapter 01Mahbub TalukderNessuna valutazione finora
- Principles of Material Handling AssignmentDocumento27 paginePrinciples of Material Handling AssignmentMuriithi MichaelsNessuna valutazione finora
- Notes TutorDocumento6 pagineNotes TutorMarie Klaire JNessuna valutazione finora
- Supplier Assesment SCMDocumento22 pagineSupplier Assesment SCMNiranjan ThiruchunapalliNessuna valutazione finora
- 7 WastesDocumento2 pagine7 WastesHemant ChaudharyNessuna valutazione finora
- FM CS - Bom - ExplosionDocumento2 pagineFM CS - Bom - Explosionrahul shendageNessuna valutazione finora
- Process CostingDocumento27 pagineProcess CostingAashika ShahNessuna valutazione finora
- Evaluation of The Role of Inventory Management inDocumento11 pagineEvaluation of The Role of Inventory Management inSumaNessuna valutazione finora
- 402a - Corporate Accounting - I PDFDocumento21 pagine402a - Corporate Accounting - I PDFAnuranjani DhivyaNessuna valutazione finora
- Sop in Enterprise and in Supply Chain - Case Study: Michał Adamczak, Marcin CędrowskiDocumento12 pagineSop in Enterprise and in Supply Chain - Case Study: Michał Adamczak, Marcin CędrowskiNOORUDDINNessuna valutazione finora
- International Purchasing Environment Doc2Documento5 pagineInternational Purchasing Environment Doc2Eric Kipkemoi33% (3)
- 5.0 Order-Winners and Qualifiers 2019 - 2020 PDFDocumento72 pagine5.0 Order-Winners and Qualifiers 2019 - 2020 PDFAizul FaizNessuna valutazione finora
- Material and Capacity Requirements Planning (MRP and CRP) Part - 2Documento14 pagineMaterial and Capacity Requirements Planning (MRP and CRP) Part - 2Dr. Mahmoud Abbas Mahmoud Al-NaimiNessuna valutazione finora
- Detailed Steps For Creating Planning BookDocumento6 pagineDetailed Steps For Creating Planning BookShivaram KumarNessuna valutazione finora
- MM WM NotesDocumento37 pagineMM WM NotesRakesh Kumar BeheraNessuna valutazione finora
- Lot SizingDocumento9 pagineLot SizingZerlynda Ganesha IskandarNessuna valutazione finora
- Cost Sheet Project - Hindustan Petroleum Corporation LTDDocumento20 pagineCost Sheet Project - Hindustan Petroleum Corporation LTDkuldeep100% (1)
- Master Production ScheduleDocumento9 pagineMaster Production ScheduleglamboyzNessuna valutazione finora
- Module 3.1 - Inventory ManagementDocumento12 pagineModule 3.1 - Inventory Managementmaheshbendigeri5945Nessuna valutazione finora
- SDRM CaseDocumento3 pagineSDRM Casejawid tabeshNessuna valutazione finora
- Segmentation TablesDocumento3 pagineSegmentation TablessayeeNessuna valutazione finora
- JIT - Case StudyDocumento4 pagineJIT - Case StudyAsif Iqbal 2016289090Nessuna valutazione finora
- Queuing TheoryDocumento10 pagineQueuing TheoryIBHAVRINessuna valutazione finora
- AP - FI-MM Intigration - Complete DocumentDocumento151 pagineAP - FI-MM Intigration - Complete Documentzabiullah1243Nessuna valutazione finora
- Demand ForcastingDocumento24 pagineDemand Forcastingnitish07singhNessuna valutazione finora
- Items and Inventory:: Serial Numbers and BatchesDocumento12 pagineItems and Inventory:: Serial Numbers and BatchesabdeltifNessuna valutazione finora
- A Stakeholder Approach and Business EthicsDocumento16 pagineA Stakeholder Approach and Business EthicsLiora Claire AngelicaNessuna valutazione finora
- AGP-AMDe Ethiopia Warehouse Receipt System A Case For Expansion ReportDocumento35 pagineAGP-AMDe Ethiopia Warehouse Receipt System A Case For Expansion ReportpoorfarmerNessuna valutazione finora
- Global SourcingDocumento22 pagineGlobal SourcingBishnu S. MukherjeeNessuna valutazione finora
- Afm MCQDocumento10 pagineAfm MCQJibu MathewNessuna valutazione finora
- MRP PresentationDocumento22 pagineMRP PresentationJheomari Yumul100% (1)
- PP Material Master ViewsDocumento26 paginePP Material Master ViewsanjitachinkiNessuna valutazione finora
- Oil Seed and Puls ProcessingDocumento55 pagineOil Seed and Puls ProcessingTesfaye Azanie1100% (1)
- Alan Freeman - Ernest - Mandels - Contribution - To - Economic PDFDocumento34 pagineAlan Freeman - Ernest - Mandels - Contribution - To - Economic PDFhajimenozakiNessuna valutazione finora
- Recognition AND AmbivalenceDocumento350 pagineRecognition AND AmbivalenceFrederic ValNessuna valutazione finora
- 1Documento14 pagine1Cecille GuillermoNessuna valutazione finora
- Test 1801 New Holland TS100 DieselDocumento5 pagineTest 1801 New Holland TS100 DieselAPENTOMOTIKI WEST GREECENessuna valutazione finora
- Description About Moon: Earth SatelliteDocumento6 pagineDescription About Moon: Earth SatellitePurva KhatriNessuna valutazione finora
- AJ IntroductionDocumento31 pagineAJ IntroductiontrollergamehuydkNessuna valutazione finora
- Evidence Based Practice in Nursing Healthcare A Guide To Best Practice 3rd Edition Ebook PDFDocumento62 pagineEvidence Based Practice in Nursing Healthcare A Guide To Best Practice 3rd Edition Ebook PDFwilliam.tavares69198% (50)
- C7.5 Lecture 18: The Schwarzschild Solution 5: Black Holes, White Holes, WormholesDocumento13 pagineC7.5 Lecture 18: The Schwarzschild Solution 5: Black Holes, White Holes, WormholesBhat SaqibNessuna valutazione finora
- Catalog de Aparatura Si Instrumentar Veterinar Eikemeyer-GermaniaDocumento336 pagineCatalog de Aparatura Si Instrumentar Veterinar Eikemeyer-GermaniaDr. Dragos CobzariuNessuna valutazione finora
- Fractional Differential Equations: Bangti JinDocumento377 pagineFractional Differential Equations: Bangti JinOmar GuzmanNessuna valutazione finora
- Major Stakeholders in Health Care SystemDocumento5 pagineMajor Stakeholders in Health Care SystemANITTA S100% (1)
- JLPT Application Form Method-December 2023Documento3 pagineJLPT Application Form Method-December 2023Sajiri KamatNessuna valutazione finora
- Tourism and GastronomyDocumento245 pagineTourism and GastronomySakurel ZenzeiNessuna valutazione finora
- Dehydration AssessmentDocumento2 pagineDehydration AssessmentzaheerbdsNessuna valutazione finora
- Mastering American EnglishDocumento120 pagineMastering American Englishmarharnwe80% (10)
- Yuzu InstallerDocumento3 pagineYuzu InstallerJohnnel PrietosNessuna valutazione finora
- Week 1-2 Module 1 Chapter 1 Action RseearchDocumento18 pagineWeek 1-2 Module 1 Chapter 1 Action RseearchJustine Kyle BasilanNessuna valutazione finora
- Prosocial Behaviour: Hans W. BierhoffDocumento20 pagineProsocial Behaviour: Hans W. BierhoffSahil Mushaf100% (1)
- How To Build Yam Chips Production PlantDocumento11 pagineHow To Build Yam Chips Production PlantVu Thieu TuanNessuna valutazione finora
- Using MonteCarlo Simulation To Mitigate The Risk of Project Cost OverrunsDocumento8 pagineUsing MonteCarlo Simulation To Mitigate The Risk of Project Cost OverrunsJancarlo Mendoza MartínezNessuna valutazione finora
- Isaiah Chapter 6Documento32 pagineIsaiah Chapter 6pastorbbNessuna valutazione finora
- Rfis On Formliners, Cover, and EmbedmentsDocumento36 pagineRfis On Formliners, Cover, and Embedmentsali tahaNessuna valutazione finora
- As I Lay Writing How To Write Law Review ArticleDocumento23 pagineAs I Lay Writing How To Write Law Review ArticleWalter Perez NiñoNessuna valutazione finora
- 7 Ways To Support Your Babys Learning Today Monti KidsDocumento19 pagine7 Ways To Support Your Babys Learning Today Monti KidsMareim A HachiNessuna valutazione finora
- Protected PCM USB Memory Sticks For Pa3X.Documento1 paginaProtected PCM USB Memory Sticks For Pa3X.mariuspantera100% (2)
- Datasheet of STS 6000K H1 GCADocumento1 paginaDatasheet of STS 6000K H1 GCAHome AutomatingNessuna valutazione finora
- Nodal Analysis Collection 2Documento21 pagineNodal Analysis Collection 2Manoj ManmathanNessuna valutazione finora
- 42ld340h Commercial Mode Setup Guide PDFDocumento59 pagine42ld340h Commercial Mode Setup Guide PDFGanesh BabuNessuna valutazione finora
- A List of 142 Adjectives To Learn For Success in The TOEFLDocumento4 pagineA List of 142 Adjectives To Learn For Success in The TOEFLchintyaNessuna valutazione finora
- Interceptor Specifications FinalDocumento7 pagineInterceptor Specifications FinalAchint VermaNessuna valutazione finora