Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
I 036
Caricato da
alli14Titolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
I 036
Caricato da
alli14Copyright:
Formati disponibili
1
O impacto da implementao do gerenciamento baseado no ndice
OEE (eficincia global dos equipamentos) em uma linha de
produo no automatizada
Felipe Henrique Alves (UNIFEG) felipe_halves@hotmail.com
Washington Luis Moreira Braga (UNIFEG) bragawl@ig.com.br
Resumo: de conhecimento geral que o cenrio atual para a maioria das empresas de
extrema competitividade e dinamismo. Neste contexto a tomada de decises no cho de
fbrica deve ser baseada em informaes confiveis e que englobem indicadores estratgicos
do setor produtivo. O presente estudo demonstra qual a importncia dos gestores se
apoiarem em indicadores confiveis e que abranjam pontos estratgicos da produo para
tomarem decises que direcionem aos resultados esperados. Para possibilitar o trabalho foi
utilizado como objeto de estudo o indicador OEE (Eficincia global dos equipamentos)
adaptado a uma linha de produo no automatizada. Para tanto foi realizado um estudo de
caso em uma linha de produo de solda de uma empresa que atua no setor metal-mecnico,
como fabricante de cabines, toldos, plataformas e acessrios para mquinas agrcolas,
indstrias de minerao, florestais e de preparao de solo. Desta maneira este trabalho
demonstra qual o impacto do gerenciamento da produo ser baseado no ndice de OEE em
uma linha de produo no automatizada.
Palavras-chave: Gerenciamento da produo; OEE; Tomada de deciso.
1. Introduo
De acordo com Paranhos Filho (2007) a gesto de pessoas executantes de uma tarefa
realizada pela liderana do departamento, que deve aperfeioar a utilizao dos recursos
materiais e humanos a fim de atingir os objetivos do setor. No basta para um gerente de
operaes identificar e priorizar os objetivos de desempenho. necessrio estabelecer os
padres a serem alcanados e planejar as aes necessrias para atingi-los. Ao se colocar em
prtica as aes planejadas imprescindvel realizar um controle peridico para verificar se o
desempenho est alcanando o padro planejado. Este controle ou monitoramento de
desempenho realizado atravs das medies. Neste contexto indispensvel a utilizao de
indicadores que podem ser definidos como representaes visuais ou numricas que
expressam a situao de uma determinada atividade. So fundamentais para uma organizao
que pretende atingir a eficcia de suas operaes e promover a melhoria contnua nos
processos (Costa Junior, 2005). Segundo Slack (2002), medida de desempenho pode ser
definida como sendo o processo de quantificar a ao, no qual medida significa o processo de
quantificao, e o desempenho da produo presumido como derivado de aes tomadas por
sua administrao.
2
A adoo de um sistema de medio correto e o gerenciamento de parmetros-chave
contribui para o aumento da produtividade tanto das reas multifuncionais quanto da planta
(Hansen, 2006). Com relao ao modelo Toyota de gesto Liker (2005) salienta que os
indicadores mais importantes so aqueles que fundamentam as solues de problemas e
sustentam a orientao para o processo. Deste modo existe a necessidade de utilizao de um
indicador que represente aspectos importantes do processo produtivo e neste contexto a
Eficincia Global dos Equipamentos (OEE) representa uma ferramenta que facilita a anlise
profunda do processo produtivo avaliado.
O principal objetivo visado com a utilizao desta mtrica encontrar o problema raiz
para cada situao de perda, para ento se definir a melhor ao corretiva. De acordo com
Tubino (2007), quanto mais eficientes forem as aes do acompanhamento e controle da
produo, menores sero os desvios a serem corrigidos, menor o tempo e as despesas com
aes corretivas.
Portanto este trabalho prope a utilizao do indicador OEE em uma linha de
produo no automatizada com o objetivo de monitorar os ndices de disponibilidade,
performance e qualidade do processo produtivo evidenciando suas perdas a fim de propor as
melhorias cabveis.
2. Reviso Terica
O OEE (Overall Equipment Effectiveness) foi criado por Seiichi Nakagima. uma
ferramenta utilizada para quantificar o desempenho dos equipamentos e servir de referncia
para a melhoria contnua de equipamentos e processos. uma ferramenta originria do TPM
(Total Productive Maintenance) que por sua vez parte integrante do TPS (Toyota Production
System). Segundo Santos e Santos (2007), OEE utilizado para mensurar as melhorias
implantadas pela metodologia TPM. A utilizao do indicador OEE permite que as empresas
analisem as reais condies da utilizao de seus ativos.
Consiste num indicador que avalia a eficcia de determinada operao de manufatura,
que tanto ajuda a encontrar com preciso as reas problemticas do processo e seus sintomas,
como relata as respostas s melhorias aplicadas. obtido a partir da estratificao das seis
grandes perdas e calculado atravs do produto dos ndices de Disponibilidade, Performance e
Qualidade (Nakajima, 1989). O ndice de disponibilidade responsvel pela questo da
mquina estar funcionando ou parada. O ndice de performance onde se analisa se a
mquina est operando com o seu mximo rendimento, ou seja, na sua mxima capacidade. O
terceiro ndice que compe o OEE analisa se a mquina est produzindo com as
especificaes corretas, ou seja, peas com qualidade. Deste modo temos o conceito
conhecido como Mquina Perfeita, ou seja, Eficincia Global de 100%. Para atingir este valor
em um determinado perodo de tempo a mquina deve estar sempre apta a produzir em sua
velocidade mxima e sem nenhum defeito.
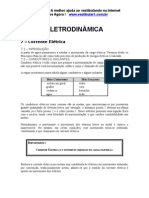
Figura 1 - Fatores que impactam no resultado do indicador. Fonte: Adaptado de SETEC, 2008.
OEE
DISPONIBILIDADE
QUEBRA SETUP PERDAS
PERFORMANCE
PARADAS VELOCIDADE
QUALIDADE
REFUGO RETRABALHO
3
Com a difuso dos conceitos do TPS pelo mundo, o OEE tornou-se um referencial
global utilizado como benckmark entre indstrias, isto possvel porque esta mtrica permite
a comparao dos resultados entre empresas, inclusive as que atuam em segmentos diferentes.
O OEE pode ser utilizado como benchmark, permitindo quantificar as melhorias
desenvolvidas nos equipamentos, clulas ou linhas de produo ao longo do tempo (Jonsson e
Lesshmmar, 1999).
2.1 Conceituao de clculo do OEE
Bariani & DelArco Jnior (2006) definem os trs componentes do indicador OEE da
seguinte forma:
Disponibilidade: a quantidade de tempo em que um equipamento esteve disponvel para
trabalhar comparado com a quantidade de tempo em que foi programado para trabalhar.
Performance: o quanto o equipamento trabalha prximo do tempo de ciclo ideal para
produzir uma pea.
Qualidade: o nmero total de peas boas produzidas comparadas com o nmero total de
peas produzidas.
Figura 2 - Impacto das perdas na eficincia global. Fonte: oeefoundation.org
O OEE faz a medio do desempenho de uma maneira tridimensional, uma vez que
considera quanto tempo til a mquina tem para produzir, a eficincia que demonstra durante
a produo e a qualidade que obtida no produto aps o procedimento do equipamento
(Amorim, 2009). Atravs dos dados registrados para obteno do indicador o gerente da
produo responde a trs questes de extrema importncia para resultados positivos do setor,
so elas: Com que frequncia a linha de produo fica indisponvel para operar e quais os
fatores de maior influncia? O quo rpido estou produzindo e quais so os fatores de maior
impacto neste indicador? Quantos produtos foram liberados sem ocorrncia de problemas de
qualidade e quais so os problemas mais frequentes?
3. Estudo de caso
4
A fim de verificar qual o impacto da implementao do gerenciamento baseado no
ndice OEE em uma linha de produo no automatizada, ser utilizada como objeto de
estudo uma linha de produo de solda de cabines para mquinas agrcolas, indstrias de
minerao, florestais e de preparao de solo de uma empresa multinacional localizada no sul
de minas. A empresa faz parte de um grupo multinacional que atua no ramo de equipamentos
para construo, movimentao de terras, infraestrutura, reciclagem, demolio, minerao e
mercado de energia, possuindo 15 unidades fabris localizadas nos Estados Unidos, Alemanha
e Brasil.
3.1 Coleta e registro de dados
A empresa onde o estudo foi realizado tem seu processo produtivo dividido em 4
setores distintos, sendo eles: Preparao, Solda, Pintura e Montagem Final. O setor de solda,
onde este estudo foi realizado, dentre os processos produtivos apresentados o responsvel
por agregar o maior valor ao produto final e a especialidade da empresa.
Antes da utilizao do OEE o gerenciamento da linha de produo de solda era
embasado nos resultados do indicador de eficincia da linha. Este indicador obtido
dividindo-se o total de tempo de mo de obra disponvel pelo tempo padro total dos itens
produzidos. Deste modo as aes de melhoria eram sempre direcionadas aos fatores que
prejudicavam o resultado deste indicador como, por exemplo, paradas de produo por falta
de matria prima, manuteno de mquinas de solda, quedas de energia e etc. Antes da
implementao do OEE os resultados de eficincia da linha giravam em torno de 86%, valor
este considerado satisfatrio pelos padres da empresa que programa suas linhas de produo
buscando 90% de eficincia. Porm este indicador, mesmo sendo relevante, no abrange
outros pontos estratgicos do setor produtivo como qualidade e performance de atendimento
do cliente. O que se observa antes do estudo ser realizado que as aes de melhoria estavam
estagnadas devido a utilizao do indicador mencionado. Deste modo com utilizao do OEE
busca-se evidenciar a situao real de eficcia do processo produtivo sem que haja riscos de
avaliaes superficiais ou incompletas possibilitando a proposta de melhorias direcionas aos
aspectos observados com a utilizao do OEE.
Essencialmente o indicador utilizado para verificar se determinada mquina contnua
trabalhando na velocidade e qualidade especificadas no seu projeto e tambm para apontar as
perdas originadas do sistema produtivo como um todo (The Productivity Development Team,
1999), porm para o estudo de caso o OEE foi adaptado a uma linha de produo no
automatizada onde o principal fator transformador da matria prima a mo de obra. Desta
forma o ndice de Disponibilidade (D) foi obtido da seguinte forma:
Obteno do ndice de Performance (P):
Entende-se por produo programada a quantidade que atende a necessidade do cliente
com base no takt time.
A diferena entre a performance terica e real deve-se s perdas relacionadas s
pequenas paradas e queda de performance da mquina (Nakajima, 1989).
5
Obteno do ndice de Qualidade (Q):
Os trs ndices obtidos so multiplicados resultando no ndice OEE do processo.
OEE
Qualquer desvio das condies normais de operao uma anomalia e exige uma ao
corretiva (Campos, 2004). Ainda segundo Campos (2004), a funo do operador cumprir
procedimentos operacionais padro, para sua prpria segurana e bem-estar, para a satisfao
dos seus clientes e para a garantia da sobrevivncia da empresa. Caso ocorra algum
imprevisto o operador deve relat-lo aos supervisores.
Para registro dos dados de ocorrncias na clula de produo foi desenvolvido um
quadro de indicadores que foi alocado na clula produtiva. Neste quadro as informaes
referentes Performance e Disponibilidade so anotados por um lder de produo designado
para esta funo. O colaborador registra a quantidade de itens produzidos em seu turno
possibilitando o clculo da performance, e quando existem perdas de produo o mesmo
registra no quadro um cdigo de perda que indica qual o motivo do no atendimento da meta.
No mesmo quadro so registradas as paradas no programadas da linha de produo.
O operador registra o horrio da parada da linha, o horrio do retorno, a quantidade de
operadores parados e o cdigo de parada de linha. Estes cdigos foram pr-definidos e se
referem a problemas como falta de peas, falta de energia, retrabalhos, dentre outros.
Os dados registrados no quadro de indicadores da clula de produo so lanados
diariamente em uma planilha programada para realizar o clculo do OEE.
Figura 3 - Quadro de gesto alocado na linha de solda. Fonte: Empresa onde foi realizado o estudo.
6
O indicador de qualidade registrado no Gate de liberao de solda onde os produtos
so inspecionados. Estas informaes so registradas pelo setor de qualidade e so repassadas
automaticamente para a planilha de clculo de OEE. Os dados registrados na planilha so a
quantidade de cabines liberadas na primeira inspeo e os principais problemas de qualidade
encontrados.
Desta forma o indicador, mesmo no sendo gerado automaticamente, est sempre
atualizado e pode ter sua evoluo avaliada diariamente.
3.2 Anlise dos dados e propostas de melhoria
Com relao s anomalias registradas pelos operadores na linha de produo aos
supervisores cabem trs papis: verificar o cumprimento dos procedimentos operacionais
padro e treinar seus operadores, conduzir o tratamento de anomalias e ajustar e resolver os
problemas da gerncia (Campos, 2004). A fim de avaliar os resultados peridicos do
indicador os dados obtidos so apresentados e avaliados em reunies semanais das quais
participam os representantes das reas de engenharia de processo, qualidade, logstica,
compras e produo.
As anlises so voltadas aos componentes do indicador OEE que tiveram maior
influncia negativa no resultado. Desta forma a situao atual do processo descrita com base
no resultado do OEE do perodo, a situao alvo estabelecida atravs das anlises em
conjunto dos setores e os planos de ao so formulados com base na situao alvo. Para
garantir que os planos de ao formulados sejam executados os mesmos ficam expostos na
sala de reunies para que sua evoluo seja acompanhada e o mesmo s retirado do quadro
quando for devidamente concludo.
4 Avaliao dos resultados
Como foi descrito anteriormente o indicador foi avaliado semanalmente, deste modo,
para facilitar a apresentao dos resultados das discusses os mesmos sero descritos tendo
por base a reunio realizada uma semana aps o inicio das medies. As tabelas com os
resultados das medies esto dispostas neste tpico do trabalho de acordo com a evoluo
das semanas. Nestas tabelas so apresentados os resultados dos componentes do indicador
bem como as suas perdas, possibilitando um controle visual do impacto causado por estas
elas.
Semana 1:
Tabela 1 - Resultado das medies na primeira semana.
INDICADOR
DIA
P
E
R
F
O
R
M
A
N
C
E
PERDAS DE
PERFORMANCE
D
I
S
P
O
N
I
B
I
L
I
A
D
E
PERDAS DE
DISPONIBILIDADE
Q
U
A
L
I
D
A
D
E
PERDAS DE
QUALIDADE
O
E
E
B
A
L
A
N
C
E
A
M
E
N
T
O
D
E
L
I
N
H
A
P
E
A
S
I
N
T
E
R
N
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
N
O
C
O
N
F
O
R
M
I
D
A
D
E
D
E
P
E
A
S
P
E
A
S
I
N
T
E
R
N
A
S
R
E
S
P
I
N
G
O
M
A
R
C
A
D
E
L
I
X
A
C
O
M
P
O
N
E
N
T
E
S
O
L
D
A
D
O
D
E
S
L
O
C
A
D
O
1
2 0,20 0,80 0,00 0,00 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 20%
3 1,00 0,00 0,00 0,00 0,99 0,00 0,00 0,01 0,20 0,60 0,20 0,00 20%
7
4 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,20 0,60 0,00 0,20 20%
5
6
7 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 100%
8 0,80 0,00 0,20 0,00 0,79 0,00 0,00 0,21 0,25 0,50 0,25 0,00 16%
9 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 100%
10 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,80 0,20 0,00 0,00 80%
11 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 100%
12
Fonte: Elaborado pelos autores.
Os primeiros resultados obtidos com o indicador foram extremamente baixos
chegando a 16% devido ao baixo ndice de qualidade verificado no perodo. Devido
complexidade do produto fabricado o ndice de qualidade o que mais dificulta a melhoria do
OEE. Na primeira semana o que se observa na Tabela 1 que os problemas de qualidade
foram ocasionados pelo excesso de respingos de solda sendo que em dois dias 60% dos
produtos foram rejeitados pelo excesso de respingos. Consequentemente os valores obtidos
com o ndice de qualidade, em mdia 68% no perodo, foram os que tiveram o maior impacto
negativo no OEE. Deste modo as principais aes de melhoria foram direcionadas a esta
causa sendo que a principal ao foi a ida do inspetor de solda linha, a fim de identificar
junto aos soldadores os pontos crticos de ocorrncia do problema no produto. No dia 2 o
indicador de performance foi de 20% devido a perda para balanceamento da linha. Isto ocorre
quando existe a necessidade de que determinados postos da linha de produo fiquem ociosos
a fim de balancear o processo produtivo, portanto esta perda se faz necessria. No dia 8,
devido a falta de uma pea produzida internamente, o indicador de performance foi afetado
em 20% e o de disponibilidade em 20,9%. Esta perda foi momentaneamente desconsiderada
por ser pontual. No intervalo entre o dia 2 e o dia 8 os indicadores de performance e
disponibilidade no foram afetados.
Semana 2:
Tabela 2 - Resultado das medies na segunda semana.
INDICADOR
DIA
P
E
R
F
O
R
M
A
N
C
E
PERDAS DE
PERFORMANCE
D
I
S
P
O
N
I
B
I
L
I
A
D
E
PERDAS DE
DISPONIBILIDADE
Q
U
A
L
I
D
A
D
E
PERDAS DE
QUALIDADE
O
E
E
B
A
L
A
N
C
E
A
M
E
N
T
O
D
E
L
I
N
H
A
P
E
A
S
I
N
T
E
R
N
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
N
O
C
O
N
F
O
R
M
I
D
A
D
E
D
E
P
E
A
S
P
E
A
S
I
N
T
E
R
N
A
S
R
E
S
P
I
N
G
O
M
A
R
C
A
D
E
L
I
X
A
C
O
M
P
O
N
E
N
T
E
S
O
L
D
A
D
O
D
E
S
L
O
C
A
D
O
13
14 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 100%
15 0,80 0,00 0,20 0,00 0,91 0,00 0,09 0,00 0,60 0,20 0,00 0,20 44%
16 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,60 0,20 0,20 0,00 60%
17 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,60 0,20 0,20 0,00 60%
18 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,20 0,20 0,40 0,20 20%
19
8
Fonte: Elaborado pelos autores.
Na segunda semana as medidas de conteno tomadas para diminuir os problemas de
qualidade resultantes de respingos de solda surtiram efeito, diminuindo a incidncia do
problema que se estabilizou em 20%, porm a medida tomada envolvia melhor acabamento
superficial do produto o que influenciou o aumento de marcas de lixa no mesmo, chegando a
gerar 40% de rejeio no dia 18. Novamente foi solicitado que o inspetor de liberao de
solda orientasse os colaboradores, mo entanto, desta vez sobre a utilizao correta das lixas.
No dia 15 observou-se novamente a perda do indicador de performance devido a falta de um
componente produzido internamente, como era a segunda vez que tal problema afetava o
indicador foi proposto um plano de ao para sanar o problema.
Semana 3:
Tabela 3 - Resultado das medies na terceira semana.
INDICADOR
DIA
P
E
R
F
O
R
M
A
N
C
E
PERDAS DE
PERFORMANCE
D
I
S
P
O
N
I
B
I
L
I
A
D
E
PERDAS DE
DISPONIBILIDADE
Q
U
A
L
I
D
A
D
E
PERDAS DE
QUALIDADE
O
E
E
B
A
L
A
N
C
E
A
M
E
N
T
O
D
E
L
I
N
H
A
P
E
A
S
I
N
T
E
R
N
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
N
O
C
O
N
F
O
R
M
I
D
A
D
E
D
E
P
E
A
S
P
E
A
S
I
N
T
E
R
N
A
S
R
E
S
P
I
N
G
O
M
A
R
C
A
D
E
L
I
X
A
C
O
M
P
O
N
E
N
T
E
S
O
L
D
A
D
O
D
E
S
L
O
C
A
D
O
20
21 1,00 0,00 0,00 0,00 0,86 0,10 0,00 0,04 1,00 0,00 0,00 0,00 86%
22 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,80 0,20 0,00 0,00 80%
23 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,20 0,60 0,20 0,00 20%
24 0,40 0,00 0,00 0,60 0,41 0,59 0,00 0,00 0,50 0,50 0,00 0,00 8%
25 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,25 0,50 0,25 0,00 25%
26
Fonte: Elaborado pelos autores.
Na terceira semana novamente foram identificados problemas de qualidade resultantes
de respingos de solda que chegaram a ocasionar a rejeio de 60% dos produtos, fator este
que teve maior influncia negativa no OEE. Para minimizar estes problemas foi definido que
todos os operadores da linha passariam por um processo de treinamento em rodzio onde
seriam identificados os principais pontos de problemas de qualidade de solda. Como a linha
de produo trabalha com 10 operadores o treinamento foi realizado em cinco dias com dois
operadores por dia tendo sido iniciado no dia 28 e concludo no dia 01. Os colaboradores em
treinamento foram substitudos por mo de obra de outras linhas de produo. Tambm foi
observado que no dia 24 a falta de um componente comprado afetou os indicadores de
disponibilidade e performance. A fim de evitar a reincidncia do problema foi solicitado que o
fornecedor responsvel elaborasse um plano de ao e o encaminhasse para avaliao e
acompanhamento da equipe.
Semana 4:
9
Tabela 4 - Resultado das medies na quarta semana.
INDICADOR
DIA
P
E
R
F
O
R
M
A
N
C
E
PERDAS DE
PERFORMANCE
D
I
S
P
O
N
I
B
I
L
I
A
D
E
PERDAS DE
DISPONIBILIDADE
Q
U
A
L
I
D
A
D
E
PERDAS DE
QUALIDADE
O
E
E
B
A
L
A
N
C
E
A
M
E
N
T
O
D
E
L
I
N
H
A
P
E
A
S
I
N
T
E
R
N
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
N
O
C
O
N
F
O
R
M
I
D
A
D
E
D
E
P
E
A
S
P
E
A
S
I
N
T
E
R
N
A
S
R
E
S
P
I
N
G
O
M
A
R
C
A
D
E
L
I
X
A
C
O
M
P
O
N
E
N
T
E
S
O
L
D
A
D
O
D
E
S
L
O
C
A
D
O
27
28 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,33 0,33 0,17 0,17 33%
29 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,00 0,60 0,40 0,00 0%
30 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,25 0,50 0,25 0,00 25%
31 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,17 0,50 0,17 0,17 17%
1 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,20 0,40 0,20 0,20 20%
RESULTADO
DO MS
0,92 0,05 0,01 0,03 0,95 0,03 0,00 0,01 0,53 0,29 0,13 0,05 46%
Fonte: Elaborado pelos autores.
A quarta semana foi o perodo de pior resultado do indicador chegando a 0% e
fechando o perodo em 19%, fato este influenciado pelo resultado de 19,5% de qualidade.
Este resultado era esperado visto que os operadores da linha estavam em treinamento e suas
funes foram executadas por operadores de outras linhas que at o momento no tinham
conhecimento prtico do processo de solda do produto. Deste modo no couberam aes para
este problema. Os indicadores de performance e disponibilidade no foram afetados.
Semana 5:
Tabela 5 - Resultado das medies na quinta semana.
INDICADOR
DIA
P
E
R
F
O
R
M
A
N
C
E
PERDAS DE
PERFORMANCE
D
I
S
P
O
N
I
B
I
L
I
A
D
E
PERDAS DE
DISPONIBILIDADE
Q
U
A
L
I
D
A
D
E
PERDAS DE
QUALIDADE
O
E
E
B
A
L
A
N
C
E
A
M
E
N
T
O
D
E
L
I
N
H
A
P
E
A
S
I
N
T
E
R
N
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
N
O
C
O
N
F
O
R
M
I
D
A
D
E
D
E
P
E
A
S
P
E
A
S
I
N
T
E
R
N
A
S
R
E
S
P
I
N
G
O
M
A
R
C
A
D
E
L
I
X
A
C
O
M
P
O
N
E
N
T
E
S
O
L
D
A
D
O
D
E
S
L
O
C
A
D
O
2
3
4 1,00 0,00 0,00 0,00 0,69 0,31 0,00 0,00 0,75 0,25 0,00 0,00 51,4%
5 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,50 0,50 0,00 0,00 50,0%
6 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,80 0,00 0,20 0,00 80,0%
7 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,75 0,25 0,00 0,00 75,0%
8 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 100,0%
9
10
Fonte: Elaborado pelos autores.
Na quinta semana todos os operadores j haviam concludo o treinamento e retornado
a linha de produo. O que se observa no indicador de qualidade que o mesmo manteve um
10
padro de no conformidades com relao a respingos de solda que se mostrou estvel
durante todo o ms. No dia 4 ocorreu perda do indicador de disponibilidade gerado
novamente por falta de componente comprado, como o fornecedor j havia sido advertido
desta vez optou-se por uma penalizao. O indicador de performance no foi afetado.
Semana 6,7 e 8:
Tabela 6 - Resultado das medies na sexta, stima e oitava semana.
INDICADOR
DIA
P
E
R
F
O
R
M
A
N
C
E
PERDAS DE
PERFORMANCE
D
I
S
P
O
N
I
B
I
L
I
A
D
E
PERDAS DE
DISPONIBILIDADE
Q
U
A
L
I
D
A
D
E
PERDAS DE
QUALIDADE
O
E
E
B
A
L
A
N
C
E
A
M
E
N
T
O
D
E
L
I
N
H
A
P
E
A
S
I
N
T
E
R
N
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
P
E
A
S
C
O
M
P
R
A
D
A
S
N
O
C
O
N
F
O
R
M
I
D
A
D
E
D
E
P
E
A
S
P
E
A
S
I
N
T
E
R
N
A
S
R
E
S
P
I
N
G
O
M
A
R
C
A
D
E
L
I
X
A
C
O
M
P
O
N
E
N
T
E
S
O
L
D
A
D
O
D
E
S
L
O
C
A
D
O
11
12 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,50 0,25 0,00 0,25 50,0%
13 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,75 0,00 0,25 0,00 75,0%
14 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,75 0,25 0,00 0,00 75,0%
15 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,75 0,25 0,00 0,00 75,0%
16
17
18 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,75 0,25 0,00 0,00 75,0%
19 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 100,0%
20
21
22 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 100,0%
23
24
25 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,75 0,00 0,00 0,25 75,0%
26 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,50 0,25 0,00 0,25 50,0%
27 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,60 0,20 0,20 0,00 60,0%
28 1,00 0,00 0,00 0,00 1,00 0,00 0,00 0,00 0,75 0,25 0,00 0,00 75,0%
29
30
RESULTADO
DO MS
1,00 0,00 0,00 0,00 0,98 0,02 0,00 0,00 0,68 0,18 0,06 0,08 66,7%
Fonte: Elaborado pelos autores.
Nas reunies das semanas 6,7 e 8 foi observada uma melhora significativa no
indicador de qualidade resultado das aes realizadas anteriormente, principalmente pelo
treinamento dos colaboradores. Como foi descrito, os problemas com respingo se mantiveram
estveis, abaixo de 20% aps o treinamento. Tambm se notou a diminuio dos problemas
de marca de lixa. Isto ocorreu porque a quantidade deste problema diretamente proporcional
quantidade de respingos existentes. Inicialmente as aes tomadas para diminuir os
problemas de respingo afetaram negativamente o indicador porque foram gerados problemas
com marcas de lixa. Sabendo-se disso o treinamento foi focado em diminuir a incidncia de
respingos e no em sua retirada utilizando as lixas.
11
A medida proposta para viabilizar o aumento do ndice de qualidade para o prximo
ms a melhoria da iluminao na linha, a fim de facilitar a visualizao dos defeitos.
O impacto com respingos de solda no ndice de qualidade caram de 30% para 17% no
segundo ms, simultaneamente o resultado do indicador de qualidade passou de 52 % no
primeiro ms para 68% no ms seguinte, impulsionado pelas aes direcionadas,
possibilitadas pelo indicador. No segundo ms, o indicador de disponibilidade foi afetado em
2,2% devido falta de um item comprado, fechando o ms com 97,8% de tempo de linha
disponvel para a produo. O indicador de performance no foi afetado em nenhum
momento, finalizando o segundo ms com ndice de 100% de atendimento da demanda do
cliente.
Como foi mencionado anteriormente, o gerenciamento desta linha antes da
implantao o OEE era realizado tendo por base sua eficincia, este indicador obtido
dividindo-se o total de tempo de mo de obra disponvel pelo tempo padro total dos itens
produzidos. Em comparao com a forma de clculo adotada para obteno do OEE a
eficincia se assemelha ao ndice de performance, de modo que os indicadores se distinguem
pelo fato de que o primeiro obtido utilizando a capacidade de produo da linha atravs da
mo de obra disponvel e o outro se baseia na necessidade do cliente e no takt time. Deste
modo, avaliando os resultados da linha de produo apenas pelo resultado da eficincia, o
gestor entenderia que a situao extremamente positiva. Porm a eficincia no demonstra
se o processo produtivo est atendendo a necessidade do cliente, como por exemplo, em um
dia que ocorra a falta de 50% da mo de obra da linha e a mesma produza sua mxima
capacidade com a mo de obra real disponvel, isto resultaria em uma eficincia de 100%
mesmo com o risco de no atendimento da demanda do cliente. Na mesma situao o OEE
baseado em takt time indicaria que neste dia a disponibilidade da linha foi de 100%, porm a
performance foi de 50% evidenciando o problema para o gestor.
Outro ponto importante que a avaliao do desempenho utilizando o indicador OEE
demonstrou que a linha possui srios problemas de qualidade que no seriam visualizados
atravs do mtodo de medio de desempenho anterior. Observa-se tambm que o uso do
OEE relata visualmente o resultado das melhorias aplicadas, este fator facilita as aes do
gestor de produo, pois quando o mesmo acompanha o indicador no dia-a-dia tem a noo
real do desempenho atual da linha de produo.
5 Consideraes finais
A utilizao da mtrica OEE a fim de avaliar a eficincia da linha de produo
possibilitou aos gestores do processo produtivo identificar e direcionar as aes de melhoria
aos aspectos negativos de maior impacto no indicador como respingos de solda, marcas de
lixa, falta de componentes dentre outros. Atravs das aes de melhoria aplicadas, os
resultados positivos foram observados em apenas dois meses de utilizao da metodologia,
fato evidenciado pelo resultado do indicador que passou de 46% no primeiro ms para 66,7%
no seguinte. Em comparao com o indicador de eficincia utilizado anteriormente, conclui-se
que os avanos alcanados no seriam possibilitados pela mtrica anterior, visto que a mesma
no abrange as grandezas estratgicas e de extrema importncia para a empresa como as
utilizadas pelo OEE.
Tambm foi observado que o mapeamento dos problemas de qualidade possibilitados
pela utilizao do indicador e as aes tomadas para a reduo dos mesmos diminuram o
12
ndice de retrabalho, o que por sua vez possibilitou mais tempo para os operadores realizarem
suas funes, de modo a elevar o ndice de qualidade e ainda evitar perdas de performance.
Este aspecto evidenciado pelo resultado do componente performance do OEE, que no
segundo ms no foi afetado em nenhum momento.
Portanto o presente trabalho props a utilizao do indicador OEE em uma linha de
produo no automatizada, com o objetivo de monitorar os ndices de disponibilidade,
performance e qualidade do processo produtivo evidenciando suas perdas, a fim de propor as
melhorias cabveis, possibilitando a melhoria contnua do processo avaliado. Os resultados
obtidos com o trabalho foram satisfatrios, pois os objetivos esperados com a utilizao da
metodologia foram atingidos, sendo que este estudo servir de base para que o indicador seja
implantado nas outras 23 linhas de solda existentes na empresa.
6 Referncias Bibliogrficas
AMORIM, J.P. OEE A Forma de Medir a Eficincia dos Equipamentos. Disponvel em <
http://pt.scribd.com/doc/15122575/OEE-A-FORMA-DE-MEDIR-A-EFICACIA-DOS-EQUIPAMENTOS>.
Acesso em 25 de janeiro de 2013.
BARIANI, L. & DELARCO JNIOR, A.P. Utilizao da tecnologia da informao por grupos integrados de
manufatura para o controle de indicadores de produo enxuta. Revista de Cincias Humanas, Taubat, v.12, n.1,
p. 67-79, jan./jun, 2006.
CAMPOS, V.F. Gerenciamento da rotina do trabalho do dia-a-dia. Nova Lima: INDG Tecnologia e Servios
Ltda.,2004
COSTA JUNIOR, Eudes Luiz. Gesto de Processos Produtivos Curitiba: Ibpex, 2008.
HANSEN, R.C. Eficincia global dos equipamentos: uma poderosa ferramenta de produo/manuteno para o
aumento dos lucros. Porto Alegre: Bookman. 2006.
JONSSON, P. & LESSHAMMAR, M. Evaluation and improvement of manufacturing performance
measurement systems The role of OEE. Internacional Jounal of operation & Production management.
LIKER, Jeffrey K. O modelo Toyota: 14 princpios de gesto do maior fabricante do mundo / Jeffrey K. Liker;
trad. Lene Belon Ribeiro. Porto Alegre: Bookman, 2005.
NAKAJIMA, S. Introduo ao TPM Total Productive Maintenance. So Paulo: IMC Internacional Sistemas
Educativos Ltda., 1989.
OEE FOUNDATION. OEE Calculation. Disponvel em <http://oeeindustrystandard.oeefoundation.org/oee-
calculation/>. Acesso em 18 Jan. 2013.
PARANHOS FILHO, Moacyr. Gesto da Produo Industrial Curitiba: Ibpex, 2007.
SANTOS, A. C. O. & SANTOS, M. J. Utilizao do Indicador de Eficcia Global de Equipamentos (OEE) na
Gesto de Melhoria Contnua do Sistema de Manufatura. 2007. 10 f. UNIFEI.
SETEC CONSULTING GROUP. Apostila Setec Consulting Group Treinamento Seis Sigma Green Belt
Melhoria DMAIC, reviso 5, 2008.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administrao da produo. 2. Ed. So Paulo:
Atlas, 2002. 747p.
THE PRODUCTIVITY DEVELOPMENT TEAM. OEE for operators; Shopfloor Series; 1999.
TUBINO, Dalvio Ferrari. Planejamento e controle da produo: Teoria e prtica So Paulo: Atlas, 2007.
Potrebbero piacerti anche
- MAES-3DMF: Mapeamento Estrutural de Um Modelo Analógico Do Espaço Sideral 3D em Meio Fluido para o Ensino de Ciências.Documento23 pagineMAES-3DMF: Mapeamento Estrutural de Um Modelo Analógico Do Espaço Sideral 3D em Meio Fluido para o Ensino de Ciências.Delcio AlmeidaNessuna valutazione finora
- Caracterização de LipídiosDocumento11 pagineCaracterização de LipídiosRenan Oliveira100% (2)
- John Ruskin e As Ruínas de São Miguel Das MissõesDocumento8 pagineJohn Ruskin e As Ruínas de São Miguel Das MissõesAgmara SouzaNessuna valutazione finora
- Marfak mp2Documento5 pagineMarfak mp2Luciano Diniz CamargoNessuna valutazione finora
- Datasheet Polipropileno PP NitDocumento20 pagineDatasheet Polipropileno PP NitcarlinhataiNessuna valutazione finora
- Dimensionamento Do Boiler para Acumulação de Água QuenteDocumento3 pagineDimensionamento Do Boiler para Acumulação de Água QuenteDarcio Antonio Della MonicaNessuna valutazione finora
- Definição de Aço CarbonoDocumento3 pagineDefinição de Aço CarbonoGuilherme Campos de OliveiraNessuna valutazione finora
- Relatorios de GnosiaDocumento109 pagineRelatorios de GnosiaTaiana NepomucenoNessuna valutazione finora
- Fator de Escala em Apenas Um Eixo No AutoCADDocumento2 pagineFator de Escala em Apenas Um Eixo No AutoCADJAS-DesignerNessuna valutazione finora
- TCC - Luis Tischer 2015Documento76 pagineTCC - Luis Tischer 2015Matheus SalesNessuna valutazione finora
- Diagonalizacao 0708Documento4 pagineDiagonalizacao 0708Gonçalo LoboNessuna valutazione finora
- Resumo GiddensDocumento9 pagineResumo GiddensBruno LeiteNessuna valutazione finora
- EletrodinamicaDocumento6 pagineEletrodinamicaPaulo Faustini JrNessuna valutazione finora
- Parametros Da Libras PDFDocumento36 pagineParametros Da Libras PDFMauricio Damasceno Souza100% (2)
- Apostila de Quimica Analitica QualitativaDocumento83 pagineApostila de Quimica Analitica Qualitativasebianco0% (1)
- FundiçãoDocumento16 pagineFundiçãoAndressa RochaNessuna valutazione finora
- 11F Nov2018 (Teste2 CriteriosCorrecao)Documento2 pagine11F Nov2018 (Teste2 CriteriosCorrecao)Rui SantosNessuna valutazione finora
- O Símbolo PerdidoDocumento7 pagineO Símbolo Perdidosereno.ferreiraNessuna valutazione finora
- Ponto de Fulgor Pensky PDFDocumento10 paginePonto de Fulgor Pensky PDFpetrodidaticaNessuna valutazione finora
- Slide 1 - Aula de Elementos FinitosDocumento21 pagineSlide 1 - Aula de Elementos FinitosluisNessuna valutazione finora
- Sistemas de Equacoes1Documento28 pagineSistemas de Equacoes1Bryan JonathanNessuna valutazione finora
- Minicurso - Formulações de Compostos de Borracha - Elastomeros FlexsysDocumento140 pagineMinicurso - Formulações de Compostos de Borracha - Elastomeros FlexsysGilson VieiraNessuna valutazione finora
- OEC021Documento3 pagineOEC021scardoso-1Nessuna valutazione finora
- Fotografe Melhor #244Documento227 pagineFotografe Melhor #244VandCosta100% (1)
- Poluição Sonora DDSDocumento7 paginePoluição Sonora DDSpriiskafNessuna valutazione finora
- Thinner EspecialDocumento7 pagineThinner EspecialJuliano André PetryNessuna valutazione finora
- Instrumentação IndustrialDocumento4 pagineInstrumentação IndustrialCeciliaLopezNessuna valutazione finora
- Jean Piaget e A PedagogiaDocumento2 pagineJean Piaget e A PedagogiaGilmar KaufmannNessuna valutazione finora
- Prova Resolvida Tecnico Integrado 2017 1 FinalDocumento27 pagineProva Resolvida Tecnico Integrado 2017 1 FinalclabsaqueNessuna valutazione finora