Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- High-Rise Buildings enDocumento88 pagineHigh-Rise Buildings entecnidibujosNessuna valutazione finora
- Corrosion Protection: Arcelormittal Europe - Long Products Sections and Merchant BarsDocumento48 pagineCorrosion Protection: Arcelormittal Europe - Long Products Sections and Merchant BarstecnidibujosNessuna valutazione finora
- C E C T Steel Penstocks PDFDocumento80 pagineC E C T Steel Penstocks PDFtecnidibujosNessuna valutazione finora
- Relax, Spirax Sarco Is in ControlDocumento2 pagineRelax, Spirax Sarco Is in ControltecnidibujosNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Genral Final With New QuestionsDocumento83 pagineGenral Final With New QuestionsUttam Maurya100% (1)
- Training Report On Manufacturing of SugarDocumento33 pagineTraining Report On Manufacturing of SugarShivam Mittal50% (6)
- LP 30 Self Monitoring Level ProbeDocumento2 pagineLP 30 Self Monitoring Level ProbeCardoso MalacaoNessuna valutazione finora
- AES Thermal Power Plant, Lalpir, District Muzaffargarh: Prepared byDocumento25 pagineAES Thermal Power Plant, Lalpir, District Muzaffargarh: Prepared byIrfan UllahNessuna valutazione finora
- Main Af Form 1458 Daily Steam Plant Operating LogDocumento2 pagineMain Af Form 1458 Daily Steam Plant Operating LogRitche Lim BragaisNessuna valutazione finora
- Design Aspects of Steam GeneratorsDocumento12 pagineDesign Aspects of Steam GeneratorsMadhan Raj100% (1)
- Analysis of Tube Failure-Boiler Copper DepositDocumento11 pagineAnalysis of Tube Failure-Boiler Copper Depositjeanpaul CAYTANNessuna valutazione finora
- Occupational Safety and Health Standards-Rule 1160 On BroilerDocumento17 pagineOccupational Safety and Health Standards-Rule 1160 On BroilerRosa GamaroNessuna valutazione finora
- Efficiency Analysis of Fire Tube Boiler Type at Refinery Utility Unit Center For Oil and Gas Human Resources Development (PPSDM Migas) CepuDocumento10 pagineEfficiency Analysis of Fire Tube Boiler Type at Refinery Utility Unit Center For Oil and Gas Human Resources Development (PPSDM Migas) CepuMuhammad Gufran Nurendrawan BangsaNessuna valutazione finora
- Thermal Power PlantDocumento34 pagineThermal Power PlantRama Krishna KariNessuna valutazione finora
- Building Regs Part LDocumento59 pagineBuilding Regs Part Ldropkick94Nessuna valutazione finora
- TD-XT-D004-003 V2.00 20131204 XG1.UCD-135M185M300M Operation Manual PDFDocumento47 pagineTD-XT-D004-003 V2.00 20131204 XG1.UCD-135M185M300M Operation Manual PDFStan TC100% (1)
- BoilerDocumento11 pagineBoilerAjeesh SivadasanNessuna valutazione finora
- Load Frequency Control of Hydro-Thermal System With Fuzzy Logic Controller Considering Boiler DynamicsDocumento5 pagineLoad Frequency Control of Hydro-Thermal System With Fuzzy Logic Controller Considering Boiler DynamicsSudhir KumarNessuna valutazione finora
- Rules For Pipes P1Documento10 pagineRules For Pipes P1asif712Nessuna valutazione finora
- Astm F 1495 - 99Documento5 pagineAstm F 1495 - 99Francisco GuerraNessuna valutazione finora
- Mechanical Engineering v-VI SemDocumento35 pagineMechanical Engineering v-VI Semsantvan jagtapNessuna valutazione finora
- Brochure Calderas Cleaver-Brooks CBLEDocumento8 pagineBrochure Calderas Cleaver-Brooks CBLEFrancisco Javier Bastidas M.Nessuna valutazione finora
- Final Revision: Aux. Boiler - Line ListDocumento3 pagineFinal Revision: Aux. Boiler - Line ListĐể MaiNessuna valutazione finora
- Welder Training EssentialsDocumento3 pagineWelder Training EssentialscordobaluisfNessuna valutazione finora
- GREENSTAR 24i Junior/28i Junior: Installation, Commissioning and Servicing InstructionsDocumento64 pagineGREENSTAR 24i Junior/28i Junior: Installation, Commissioning and Servicing InstructionszomikulaNessuna valutazione finora
- CV - Project ManagerDocumento2 pagineCV - Project ManagerDARA SINGHNessuna valutazione finora
- Library PDF Br-1658Documento9 pagineLibrary PDF Br-1658arun_mar19067Nessuna valutazione finora
- Bopp & ReutherDocumento44 pagineBopp & Reutherviveros_caos100% (1)
- Air BlowDocumento2 pagineAir BlowHussein Adnan FneishNessuna valutazione finora
- Scope: TIP Category: Data and CalculationsDocumento11 pagineScope: TIP Category: Data and CalculationsManikandan Sigamani100% (2)
- Optimisation of Combined Heat and Power For District Heating - HYSYS ModellingDocumento79 pagineOptimisation of Combined Heat and Power For District Heating - HYSYS ModellingPaulNessuna valutazione finora
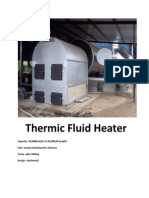
- Thermic Fluid Heater ManufacturerDocumento3 pagineThermic Fluid Heater ManufacturerutechprojectsNessuna valutazione finora
- Chapter 1 Steam GenerationDocumento18 pagineChapter 1 Steam GenerationfaranimohamedNessuna valutazione finora
- Professional Planning, Calculation and EquipmentDocumento80 pagineProfessional Planning, Calculation and EquipmentHai PhanNessuna valutazione finora