Potrebbero piacerti anche
- Exposiciòn de Proyecto Calumi Frutas de Maria Gomez SantillanDocumento43 pagineExposiciòn de Proyecto Calumi Frutas de Maria Gomez SantillanRamon Cruz MamaniNessuna valutazione finora
- 202 Guía de Educación Ambiental en La Gestión Integral de Residuos Sólidos PDFDocumento133 pagine202 Guía de Educación Ambiental en La Gestión Integral de Residuos Sólidos PDFRamon Cruz MamaniNessuna valutazione finora
- 03 Eia 340 TesisDocumento148 pagine03 Eia 340 TesisJoelVargasMinchanNessuna valutazione finora
- Remuneraciones 091114075204 Phpapp01Documento59 pagineRemuneraciones 091114075204 Phpapp01Ramon Cruz MamaniNessuna valutazione finora
- Tema 4 Operaciones Unitarias 3 PDFDocumento29 pagineTema 4 Operaciones Unitarias 3 PDFRamon Cruz MamaniNessuna valutazione finora
- 04 - Parte CUATRO PDFDocumento134 pagine04 - Parte CUATRO PDFRamon Cruz MamaniNessuna valutazione finora
- Destilacion Simple PDFDocumento23 pagineDestilacion Simple PDFRamon Cruz MamaniNessuna valutazione finora
- Manual de Resistencia de Materiales, 1° ED. - G. S. PisarenkoDocumento698 pagineManual de Resistencia de Materiales, 1° ED. - G. S. Pisarenkocalr207186100% (6)
- BOMBASDocumento52 pagineBOMBASRamon Cruz MamaniNessuna valutazione finora
- Catalogo Bombas Emica PDFDocumento9 pagineCatalogo Bombas Emica PDFRamon Cruz MamaniNessuna valutazione finora
- Diagramas de ParetoDocumento2 pagineDiagramas de ParetoRamon Cruz MamaniNessuna valutazione finora
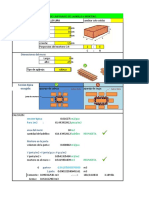
- Planilla Cálculo LadrillosDocumento4 paginePlanilla Cálculo LadrillosJorge CaroNessuna valutazione finora
- Proyecto VidrioDocumento30 pagineProyecto VidrioCarlos Enrique Chavez VergaraNessuna valutazione finora
- Especificaciones de Construccion y Montaje de TuberiasDocumento17 pagineEspecificaciones de Construccion y Montaje de Tuberiasjmvm56100% (1)
- Presupuesto Lote IXDocumento16 paginePresupuesto Lote IXefrenNessuna valutazione finora
- Analisis COSTOS UNITARIOS EN CARRETERASDocumento7 pagineAnalisis COSTOS UNITARIOS EN CARRETERASAbraham SotoNessuna valutazione finora
- Concreto ResistenciaDocumento367 pagineConcreto Resistenciacarolina1217Nessuna valutazione finora
- Protocolo Pruebas Iiss Agua y Desague - San JuanDocumento20 pagineProtocolo Pruebas Iiss Agua y Desague - San JuanPablo Carpio GálvezNessuna valutazione finora
- Acero 9840Documento1 paginaAcero 9840Dany MárquezNessuna valutazione finora
- AglomerantesDocumento14 pagineAglomerantesThalia VegaNessuna valutazione finora
- Catalogo PDFDocumento37 pagineCatalogo PDFantemio hernandezNessuna valutazione finora
- Faf-T8 3Documento9 pagineFaf-T8 3Renzo EchevarriaNessuna valutazione finora
- PRESUPUESTO de Obra 2022Documento29 paginePRESUPUESTO de Obra 2022Alexboy R,GNessuna valutazione finora
- Generalidades Del Tratamiento Termico Del AceroDocumento10 pagineGeneralidades Del Tratamiento Termico Del AceroJulio GutierrezNessuna valutazione finora
- Procesos de MoldeoDocumento56 pagineProcesos de MoldeoJose PachecoNessuna valutazione finora
- Memoria Descriptiva PapeleriaDocumento11 pagineMemoria Descriptiva PapeleriaHelfer DarkNessuna valutazione finora
- Sistema RbsDocumento47 pagineSistema RbsYenelli EscobedoNessuna valutazione finora
- EN 287-2-EXAMEN DE CUALIFICACION DE SOLDADORES-PARTE 2-ALUMINIO Y ALEACIONES DE ALUMINIO Imprimido PDFDocumento42 pagineEN 287-2-EXAMEN DE CUALIFICACION DE SOLDADORES-PARTE 2-ALUMINIO Y ALEACIONES DE ALUMINIO Imprimido PDFmanuel floresNessuna valutazione finora
- 09 NMX C 403 (Norma Del Concreto Hco Estructural)Documento25 pagine09 NMX C 403 (Norma Del Concreto Hco Estructural)JorgeLorenzanaNessuna valutazione finora
- English To Spanish DictionaryDocumento68 pagineEnglish To Spanish Dictionarygmejia2Nessuna valutazione finora
- Catalogo Completo A CironDocumento26 pagineCatalogo Completo A CironReinaldo Javier Ramirez ValienteNessuna valutazione finora
- Trabajo Practico de HerreriaDocumento15 pagineTrabajo Practico de HerreriaIvan YuchechenNessuna valutazione finora
- Qué Elementos Se Disuelven Principalmente en La Ferrita de Los Aceros Al CarbonoDocumento7 pagineQué Elementos Se Disuelven Principalmente en La Ferrita de Los Aceros Al CarbonoRafael GonzalezNessuna valutazione finora
- Catalogo Metal DesplegadoDocumento13 pagineCatalogo Metal DesplegadoJavier VilchesNessuna valutazione finora
- TERZADocumento46 pagineTERZAVillela EPICANessuna valutazione finora
- Clasificación de Los Materiales:: Hierro FundidoDocumento2 pagineClasificación de Los Materiales:: Hierro Fundidomartha alonsoNessuna valutazione finora
- Catálogo Tecnoplac® 2012Documento13 pagineCatálogo Tecnoplac® 2012Guille BunkoNessuna valutazione finora
- Nombre: Ing. Daniel Elias Siguenza Rivera 1.5 Tabla de Descripción de Rubros, Unidades, Cantidades y PreciosDocumento10 pagineNombre: Ing. Daniel Elias Siguenza Rivera 1.5 Tabla de Descripción de Rubros, Unidades, Cantidades y Preciosfarfan_1124Nessuna valutazione finora
- P1 - Densidad de Cementantes y Material PuzolánicoDocumento3 pagineP1 - Densidad de Cementantes y Material PuzolánicoJOAQUIN EMILIANO ESCARENO GUTIERREZNessuna valutazione finora
- Muros de Concreto ArmadoDocumento7 pagineMuros de Concreto ArmadocarlosNessuna valutazione finora
- RDC 4 Completo - R02Documento56 pagineRDC 4 Completo - R02Luis VelascoNessuna valutazione finora