Potrebbero piacerti anche
- What Is A MicrostructureDocumento9 pagineWhat Is A MicrostructureVishaldatt KohirNessuna valutazione finora
- What Is A MicrostructureDocumento9 pagineWhat Is A MicrostructureVishaldatt KohirNessuna valutazione finora
- 2015-Ten Action Points For IQACDocumento1 pagina2015-Ten Action Points For IQACVishaldatt KohirNessuna valutazione finora
- Quizlaptop MbaDocumento80 pagineQuizlaptop MbaVishaldatt KohirNessuna valutazione finora
- Phase DiagramDocumento33 paginePhase DiagramVishaldatt KohirNessuna valutazione finora
- Phase DiagramDocumento33 paginePhase DiagramVishaldatt KohirNessuna valutazione finora
- Mech 76Documento6 pagineMech 76Vishaldatt KohirNessuna valutazione finora
- Phase DiagramDocumento13 paginePhase DiagramVishaldatt KohirNessuna valutazione finora
- StreamDocumento1 paginaStreamVishaldatt KohirNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Engine Oil ViscosityDocumento2 pagineEngine Oil Viscosityjhnbrry21803Nessuna valutazione finora
- Commercial N40 250 E 169 KWDocumento2 pagineCommercial N40 250 E 169 KWEnzo SovittiNessuna valutazione finora
- Hydraulic Cylinder For Use WTH:-HVL, HPS, HLS, HSS, Has, HHS, HHR, Hda & HgsDocumento8 pagineHydraulic Cylinder For Use WTH:-HVL, HPS, HLS, HSS, Has, HHS, HHR, Hda & HgsKundan Kumar MishraNessuna valutazione finora
- ST 2020Documento1 paginaST 2020samuelNessuna valutazione finora
- SBS-417 Bunker PlanDocumento2 pagineSBS-417 Bunker PlanalberioNessuna valutazione finora
- AISC Seismic Design-Module2-Moment Resisting Frames Vol 1Documento13 pagineAISC Seismic Design-Module2-Moment Resisting Frames Vol 1Luís Macedo100% (2)
- T1 V1 F10 I1 F11 C1 F9 I2 W1 I3 W2: Position of Parts in Engine CompartmentDocumento5 pagineT1 V1 F10 I1 F11 C1 F9 I2 W1 I3 W2: Position of Parts in Engine CompartmentAlha Ega AnadaNessuna valutazione finora
- Komatsu Truck HM400-2+SEN00239-03D ManualDocumento1.356 pagineKomatsu Truck HM400-2+SEN00239-03D Manual江柄宏100% (8)
- Hermetic Pumpen Kaelte e 11 2014Documento28 pagineHermetic Pumpen Kaelte e 11 2014goodspeed_phNessuna valutazione finora
- Design and Configure SAG Mill Liners For Maximum Tonnage PerformanceDocumento12 pagineDesign and Configure SAG Mill Liners For Maximum Tonnage PerformanceDiegoAlvarezHuguezNessuna valutazione finora
- Fisher PDFDocumento118 pagineFisher PDFtony blas cristobal100% (1)
- HP ChokesDocumento24 pagineHP Chokesghoulin01Nessuna valutazione finora
- Transmission atDocumento47 pagineTransmission atDidier ÁlvarezNessuna valutazione finora
- Halton TsaDocumento9 pagineHalton TsaNetri KrisztiánNessuna valutazione finora
- Material Selection and Design For Delivery Drone PropellersDocumento6 pagineMaterial Selection and Design For Delivery Drone PropellersRicardo DíazNessuna valutazione finora
- 02 Radialverdichter Basis e 04 RotorDocumento14 pagine02 Radialverdichter Basis e 04 RotorHatem Abdelrahman100% (1)
- Pressure Relief Valve Fig.1319Documento2 paginePressure Relief Valve Fig.1319fernandoNessuna valutazione finora
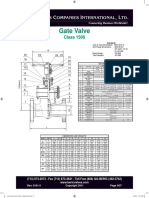
- Gate Valve Class 1500Documento1 paginaGate Valve Class 1500Hamdi Al-sarooryNessuna valutazione finora
- GMH 14 NoRestrictionDocumento9 pagineGMH 14 NoRestrictionKarma Pema DorjeNessuna valutazione finora
- BS en 14620-4 2006Documento34 pagineBS en 14620-4 2006Quat Le DinhNessuna valutazione finora
- 2024 Ngee Ann Polytechnic Admission and Credit Guide (14 Nov 2023)Documento5 pagine2024 Ngee Ann Polytechnic Admission and Credit Guide (14 Nov 2023)bhoomikamanot12Nessuna valutazione finora
- Plan and Design For PhysicsDocumento8 paginePlan and Design For PhysicsDJ FIVE7Nessuna valutazione finora
- Types of Plate and Their ApplicationDocumento5 pagineTypes of Plate and Their ApplicationHuda ShahNessuna valutazione finora
- Neumax QT Series Quarter Turn Electric ActuatorDocumento5 pagineNeumax QT Series Quarter Turn Electric Actuatornvhoang0185Nessuna valutazione finora
- Load CombDocumento49 pagineLoad CombNeeraj DubeyNessuna valutazione finora
- Example - Free Vibration of A SDOF Portal FrameDocumento3 pagineExample - Free Vibration of A SDOF Portal FramemehmetNessuna valutazione finora
- Experiment No:03 Governor: Kinematics and Dynamics Lab Manual (ME406ES)Documento7 pagineExperiment No:03 Governor: Kinematics and Dynamics Lab Manual (ME406ES)Pagan jatarNessuna valutazione finora
- CS Csi PB C316 1Documento2 pagineCS Csi PB C316 1Heri SetyantoNessuna valutazione finora
- Hydrotest ProcedureDocumento8 pagineHydrotest ProcedureSiti NurbayanahNessuna valutazione finora
- Gen II Automated Transmissions - TRTS0062 EN-US PDFDocumento314 pagineGen II Automated Transmissions - TRTS0062 EN-US PDFsherzadNessuna valutazione finora