Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Admission LetterDocumento2 pagineAdmission LetterVarun KumarNessuna valutazione finora
- 8299 PDF EngDocumento45 pagine8299 PDF Engandrea carolina suarez munevarNessuna valutazione finora
- A2 UNIT 2 Extra Grammar Practice RevisionDocumento1 paginaA2 UNIT 2 Extra Grammar Practice RevisionCarolinaNessuna valutazione finora
- The Boy Behind The CurtainDocumento6 pagineThe Boy Behind The CurtainpewomokiNessuna valutazione finora
- Pip PH DDocumento316 paginePip PH DVarun KumarNessuna valutazione finora
- Development of Checklist For Evaluating Sustainability Characteristics of Manufacturing ProcessesDocumento21 pagineDevelopment of Checklist For Evaluating Sustainability Characteristics of Manufacturing ProcessesVarun KumarNessuna valutazione finora
- Table 4.1 Definition of Agility Evolution by Various AuthorsDocumento6 pagineTable 4.1 Definition of Agility Evolution by Various AuthorsVarun KumarNessuna valutazione finora
- Integration of Lean and Agile Manufacturing Based On Principles From WikinomicsDocumento9 pagineIntegration of Lean and Agile Manufacturing Based On Principles From WikinomicsVarun KumarNessuna valutazione finora
- Onion Rs7 Low Price Than Market Rate, Price Negotiable in Saravanampatti Contact 8220609999Documento1 paginaOnion Rs7 Low Price Than Market Rate, Price Negotiable in Saravanampatti Contact 8220609999Varun KumarNessuna valutazione finora
- 7 Vol 2 No 2Documento11 pagine7 Vol 2 No 2Varun KumarNessuna valutazione finora
- 5 Tejinder SinghDocumento2 pagine5 Tejinder SinghVarun KumarNessuna valutazione finora
- TQM Internal Mark 2014-2018 BatchDocumento2 pagineTQM Internal Mark 2014-2018 BatchVarun KumarNessuna valutazione finora
- Some Practical Applications of E-Learning in OHS and Ergonomics in Higher EducationDocumento6 pagineSome Practical Applications of E-Learning in OHS and Ergonomics in Higher EducationVarun KumarNessuna valutazione finora
- Some Practical Applications of E-Learning in OHS and Ergonomics in Higher EducationDocumento6 pagineSome Practical Applications of E-Learning in OHS and Ergonomics in Higher EducationVarun KumarNessuna valutazione finora
- #CustomizedDocumento1 pagina#CustomizedVarun KumarNessuna valutazione finora
- Mech & AutoDocumento92 pagineMech & AutoVarun KumarNessuna valutazione finora
- Sub: To Honor Our Alumnus Reg.: Place: Pollachi Date: 26-09-2016Documento1 paginaSub: To Honor Our Alumnus Reg.: Place: Pollachi Date: 26-09-2016Varun KumarNessuna valutazione finora
- Regulation 2008 - Lab Course - Criterion III - TemplateDocumento78 pagineRegulation 2008 - Lab Course - Criterion III - TemplateVarun KumarNessuna valutazione finora
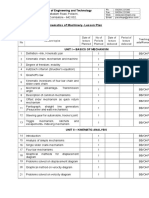
- Kinematics of Machinery-Lesson Plan: P.A. College of Engineering and TechnologyDocumento4 pagineKinematics of Machinery-Lesson Plan: P.A. College of Engineering and TechnologyVarun KumarNessuna valutazione finora
- ASSIGNMENT II Answer KeyDocumento3 pagineASSIGNMENT II Answer KeyVarun KumarNessuna valutazione finora
- 5B-01-P96 (Malaysia)Documento7 pagine5B-01-P96 (Malaysia)Varun KumarNessuna valutazione finora
- Summary of Surface Finish ParametersDocumento3 pagineSummary of Surface Finish ParametersVarun KumarNessuna valutazione finora
- Folio BiologiDocumento5 pagineFolio BiologiPrincipessa FarhanaNessuna valutazione finora
- Seven Lamps of AdvocacyDocumento4 pagineSeven Lamps of AdvocacyMagesh Vaiyapuri100% (1)
- Eliza Valdez Bernudez Bautista, A035 383 901 (BIA May 22, 2013)Documento13 pagineEliza Valdez Bernudez Bautista, A035 383 901 (BIA May 22, 2013)Immigrant & Refugee Appellate Center, LLCNessuna valutazione finora
- Essay R JDocumento5 pagineEssay R Japi-574033038Nessuna valutazione finora
- Form I-129F - BRANDON - NATALIADocumento13 pagineForm I-129F - BRANDON - NATALIAFelipe AmorosoNessuna valutazione finora
- Sample TosDocumento7 pagineSample TosJenelin EneroNessuna valutazione finora
- Allstate Car Application - Sign & ReturnDocumento6 pagineAllstate Car Application - Sign & Return廖承钰Nessuna valutazione finora
- Case2-Forbidden CItyDocumento10 pagineCase2-Forbidden CItyqzbtbq7y6dNessuna valutazione finora
- Unit 2.exercisesDocumento8 pagineUnit 2.exercisesclaudiazdeandresNessuna valutazione finora
- A Midsummer's Night Dream Script (FULL)Documento74 pagineA Midsummer's Night Dream Script (FULL)prahuljoseNessuna valutazione finora
- Lease FinancingDocumento17 pagineLease FinancingPoonam Sharma100% (2)
- Quiz On Cash and Cash EquivalentDocumento5 pagineQuiz On Cash and Cash EquivalentJomel BaptistaNessuna valutazione finora
- Verka Project ReportDocumento69 pagineVerka Project Reportkaushal244250% (2)
- Reflective EssayDocumento5 pagineReflective EssayBrandy MorganNessuna valutazione finora
- UntitledDocumento9 pagineUntitledRexi Chynna Maning - AlcalaNessuna valutazione finora
- Albert EinsteinDocumento3 pagineAlbert EinsteinAgus GLNessuna valutazione finora
- Notice: Native American Human Remains, Funerary Objects Inventory, Repatriation, Etc.: Cosumnes River College, Sacramento, CADocumento2 pagineNotice: Native American Human Remains, Funerary Objects Inventory, Repatriation, Etc.: Cosumnes River College, Sacramento, CAJustia.comNessuna valutazione finora
- Oracle Fusion Global Human Resources Payroll Costing GuideDocumento90 pagineOracle Fusion Global Human Resources Payroll Costing GuideoracleappshrmsNessuna valutazione finora
- Star Wars Canon Timeline MythBankDocumento25 pagineStar Wars Canon Timeline MythBankJonathan Carson100% (1)
- Music Tradition of Kamrup-KamakhyaDocumento15 pagineMusic Tradition of Kamrup-KamakhyaDilip ChangkakotyNessuna valutazione finora
- BPI Lesson 1 - Surveys & Investigation PDFDocumento60 pagineBPI Lesson 1 - Surveys & Investigation PDFMayNessuna valutazione finora
- Mercado v. Nambi FLORESDocumento2 pagineMercado v. Nambi FLORESCarlos JamesNessuna valutazione finora
- Projections GuideDocumento28 pagineProjections GuidemkmattaNessuna valutazione finora
- Wilferd Madelung, The Sufyānī Between Tradition and HistoryDocumento45 pagineWilferd Madelung, The Sufyānī Between Tradition and HistoryLien Iffah Naf'atu FinaNessuna valutazione finora
- Modern Slavery TrainingDocumento13 pagineModern Slavery TrainingRappler100% (1)
- Pre Project PlanningDocumento13 paginePre Project PlanningTewodros TadesseNessuna valutazione finora
- ECONOMÍA UNIT 5 NDocumento6 pagineECONOMÍA UNIT 5 NANDREA SERRANO GARCÍANessuna valutazione finora