Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
IEEE STD 1799-2012 - IEEE Recommended Practice For Quality Control Testing of External Discharges On Stator Windings
Caricato da
Philippe-Alexandre BérubéDescrizione originale:
Titolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
IEEE STD 1799-2012 - IEEE Recommended Practice For Quality Control Testing of External Discharges On Stator Windings
Caricato da
Philippe-Alexandre BérubéCopyright:
Formati disponibili
IEEE Recommended Practice for
Quality Control Testing of External
Discharges on Stator Coils, Bars, and
Windings
Sponsored by the
Electric Machinery Committee
IEEE
3 Park Avenue
New York, NY 10016-5997
USA
30 November 2012
IEEE Power and Energy Society
IEEE Std 1799-2012
IEEE Std 1799-2012
IEEE Recommended Practice for
Quality Control Testing of External
Discharges on Stator Coils, Bars, and
Windings
Sponsor
Electric Machinery Committee
of the
IEEE Power and Energy Society
Approved 19 October 2012
IEEE-SA Standards Board
Abstract: The procedure for quality control testing of external discharges on stator coils, bars
and windings of large air-cooled ac electric machines is described in this recommended practice.
Keywords: ac, corona-imaging instrument, discharge inception voltage, electrical insulation,
external discharges, IEEE 1799, stator winding, ultraviolet radiation
The Institute of Electrical and Electronics Engineers, Inc.
3 Park Avenue, New York, NY 10016-5997, USA
Copyright 2012 by The Institute of Electrical and Electronics Engineers, Inc.
All rights reserved. Published 30 November 2012. Printed in the United States of America.
IEEE is a registered trademark in the U.S. Patent & Trademark Office, owned by The Institute of Electrical and Electronics
Engineers, Incorporated.
PDF: ISBN 978-0-7381-7593-5 STD97305
Print: ISBN 978-0-7381-7670-3 STDPD97305
IEEE prohibits discrimination, harassment, and bullying. For more information, visit http://www.ieee.org/web/aboutus/whatis/policies/p9-26.html.
No part of this publication may be reproduced in any form, in an electronic retrieval system or otherwise, without the prior written permission
of the publisher.
Notice and Disclaimer of Liability Concerning the Use of IEEE Documents: IEEE Standards documents are developed
within the IEEE Societies and the Standards Coordinating Committees of the IEEE Standards Association (IEEE-SA)
Standards Board. IEEE develops its standards through a consensus development process, approved by the American National
Standards Institute, which brings together volunteers representing varied viewpoints and interests to achieve the final product.
Volunteers are not necessarily members of the Institute and serve without compensation. While IEEE administers the process
and establishes rules to promote fairness in the consensus development process, IEEE does not independently evaluate, test, or
verify the accuracy of any of the information or the soundness of any judgments contained in its standards.
Use of an IEEE Standard is wholly voluntary. IEEE disclaims liability for any personal injury, property or other damage, of
any nature whatsoever, whether special, indirect, consequential, or compensatory, directly or indirectly resulting from the
publication, use of, or reliance upon any IEEE Standard document.
IEEE does not warrant or represent the accuracy or content of the material contained in its standards, and expressly disclaims
any express or implied warranty, including any implied warranty of merchantability or fitness for a specific purpose, or that
the use of the material contained in its standards is free from patent infringement. IEEE Standards documents are supplied "AS
IS."
The existence of an IEEE Standard does not imply that there are no other ways to produce, test, measure, purchase, market, or
provide other goods and services related to the scope of the IEEE standard. Furthermore, the viewpoint expressed at the time a
standard is approved and issued is subject to change brought about through developments in the state of the art and comments
received from users of the standard. Every IEEE standard is subjected to review at least every ten years. When a document is
more than ten years old and has not undergone a revision process, it is reasonable to conclude that its contents, although still of
some value, do not wholly reflect the present state of the art. Users are cautioned to check to determine that they have the
latest edition of any IEEE standard.
In publishing and making its standards available, IEEE is not suggesting or rendering professional or other services for, or on
behalf of, any person or entity. Nor is IEEE undertaking to perform any duty owed by any other person or entity to another.
Any person utilizing any IEEE Standards document, should rely upon his or her own independent judgment in the exercise of
reasonable care in any given circumstances or, as appropriate, seek the advice of a competent professional in determining the
appropriateness of a given IEEE standard.
Translations: The IEEE consensus development process involves the review of documents in English only. In the event that
an IEEE standard is translated, only the English version published by IEEE should be considered the approved IEEE standard.
Official Statements: A statement, written or oral, that is not processed in accordance with the IEEE-SA Standards Board
Operations Manual shall not be considered the official position of IEEE or any of its committees and shall not be considered to
be, nor be relied upon as, a formal position of IEEE. At lectures, symposia, seminars, or educational courses, an individual
presenting information on IEEE standards shall make it clear that his or her views should be considered the personal views of
that individual rather than the formal position of IEEE.
Comments on Standards: Comments for revision of IEEE Standards documents are welcome from any interested party,
regardless of membership affiliation with IEEE. However, IEEE does not provide consulting information or advice pertaining
to IEEE Standards documents. Suggestions for changes in documents should be in the form of a proposed change of text,
together with appropriate supporting comments. Since IEEE standards represent a consensus of concerned interests, it is
important to ensure that any responses to comments and questions also receive the concurrence of a balance of interests. For
this reason, IEEE and the members of its societies and Standards Coordinating Committees are not able to provide an instant
response to comments or questions except in those cases where the matter has previously been addressed. Any person who
would like to participate in evaluating comments or revisions to an IEEE standard is welcome to join the relevant IEEE
working group at http://standards.ieee.org/develop/wg/.
Comments on standards should be submitted to the following address:
Secretary, IEEE-SA Standards Board
445 Hoes Lane
Piscataway, NJ 08854
USA
Photocopies: Authorization to photocopy portions of any individual standard for internal or personal use is granted by The
Institute of Electrical and Electronics Engineers, Inc., provided that the appropriate fee is paid to Copyright Clearance Center.
To arrange for payment of licensing fee, please contact Copyright Clearance Center, Customer Service, 222 Rosewood Drive,
Danvers, MA 01923 USA; +1 978 750 8400. Permission to photocopy portions of any individual standard for educational
classroom use can also be obtained through the Copyright Clearance Center.
Copyright 2012 IEEE. All rights reserved.
iv
Notice to users
Laws and regulations
Users of IEEE Standards documents should consult all applicable laws and regulations. Compliance with
the provisions of any IEEE Standards document does not imply compliance to any applicable regulatory
requirements. Implementers of the standard are responsible for observing or referring to the applicable
regulatory requirements. IEEE does not, by the publication of its standards, intend to urge action that is not
in compliance with applicable laws, and these documents may not be construed as doing so.
Copyrights
This document is copyrighted by the IEEE. It is made available for a wide variety of both public and
private uses. These include both use, by reference, in laws and regulations, and use in private self-
regulation, standardization, and the promotion of engineering practices and methods. By making this
document available for use and adoption by public authorities and private users, the IEEE does not waive
any rights in copyright to this document.
Updating of IEEE documents
Users of IEEE Standards documents should be aware that these documents may be superseded at any time
by the issuance of new editions or may be amended from time to time through the issuance of amendments,
corrigenda, or errata. An official IEEE document at any point in time consists of the current edition of the
document together with any amendments, corrigenda, or errata then in effect. In order to determine whether
a given document is the current edition and whether it has been amended through the issuance of
amendments, corrigenda, or errata, visit the IEEE-SA Website at http://standards.ieee.org/index.html or
contact the IEEE at the address listed previously. For more information about the IEEE Standards
Association or the IEEE standards development process, visit IEEE-SA Website at
http://standards.ieee.org/index.html.
Errata
Errata, if any, for this and all other standards can be accessed at the following URL:
http://standards.ieee.org/findstds/errata/index.html. Users are encouraged to check this URL for errata
periodically.
Patents
Attention is called to the possibility that implementation of this standard may require use of subject matter
covered by patent rights. By publication of this standard, no position is taken by the IEEE with respect to
the existence or validity of any patent rights in connection therewith. If a patent holder or patent applicant
has filed a statement of assurance via an Accepted Letter of Assurance, then the statement is listed on the
IEEE-SA Website at http://standards.ieee.org/about/sasb/patcom/patents.html. Letters of Assurance may
indicate whether the Submitter is willing or unwilling to grant licenses under patent rights without
compensation or under reasonable rates, with reasonable terms and conditions that are demonstrably free of
any unfair discrimination to applicants desiring to obtain such licenses.
Copyright 2012 IEEE. All rights reserved.
v
Essential Patent Claims may exist for which a Letter of Assurance has not been received. The IEEE is not
responsible for identifying Essential Patent Claims for which a license may be required, for conducting
inquiries into the legal validity or scope of Patents Claims, or determining whether any licensing terms or
conditions provided in connection with submission of a Letter of Assurance, if any, or in any licensing
agreements are reasonable or non-discriminatory. Users of this standard are expressly advised that
determination of the validity of any patent rights, and the risk of infringement of such rights, is entirely
their own responsibility. Further information may be obtained from the IEEE Standards Association.
Copyright 2012 IEEE. All rights reserved.
vi
Participants
At the time this IEEE recommended practice was completed, the P1799 Working Group had the following
membership:
Remi Tremblay, Chair
Claude Hudon, Secretary
David Agnew
Kevin Alewine
Raymond Bartnikas
Kevin Backer
Stefano Bomben
Andy Brown
Donald Campbell
William Chen
Doug Conley
Ian Culbert
Jeffrey Fenwick
Shawn Filliben
Nancy Frost
Paul Gaberson
Michel Gagn
Bal Gupta
Gary Heuston
Richard Huber
Marcelo Jacob
Aleksandra Jeremic
Aleksandr Khazanoy
Amir Khosravi
Thomas Klamt
Inna Kremza
Laurent Lamarre
Gerhard Lemesch
Rimma Malamud
William McDermid
David McKinnon
Charles Millet
Glenn Mottershead
Beant Nindra
Sophie Noel
Ramtin Omranipour
Howard Penrose
Helene Provencher
Emad Sharifi
John Schmidt
Jeffrey Sheaffer
Reza Soltani
Gregory Stone
Chuck Wilson
Hugh Zhu
The following members of the individual balloting committee voted on this recommended practice.
Balloters may have voted for approval, disapproval, or abstention.
Michael Adams
David Agnew
Martin Baur
Thomas Bishop
Stefano Bomben
Steven Brockschink
Chris Brooks
Donald Campbell
Weijen Chen
Ian Culbert
Matthew Davis
Ray Davis
Gary Donner
Gary Engmann
Jeffrey Fenwick
Jorge Fernandez Daher
Sudath Fernando
Rostyslaw Fostiak
Paul Gaberson
Michel Gagn
Randall Groves
Bal Gupta
Werner Hoelzl
Claude Hudon
Innocent Kamwa
Jim Kulchisky
Chung-Yiu Lam
Benjamin Lanz
William Lockley
Greg Luri
Rimma Malamud
William McBride
William McCown
William McDermid
David McKinnon
Don McLaren
James Michalec
G. Harold Miller
Charles Millet
Jerry Murphy
Arthur Neubauer
Michael S. Newman
William Newman
Sophie Noel
Lorraine Padden
Christopher Petrola
Alvaro Portillo
Iulian Profir
Bartien Sayogo
John Schmidt
Jeffrey Sheaffer
Gil Shultz
Reza Soltani
Gary Stoedter
Gregory Stone
James Timperley
Remi Tremblay
John Vergis
Kenneth White
Hugh Zhu
Copyright 2012 IEEE. All rights reserved.
vii
When the IEEE-SA Standards Board approved this recommended practice on 19 October 2012, it had the
following membership:
Richard H. Hulett, Chair
John Kulick, Vice Chair
Robert M. Grow, Past Chair
Konstantinos Karachalios, Secretary
Satish Aggarwal
Masayuki Ariyoshi
Peter Balma
William Bartley
Ted Burse
Clint Chaplin
Wael Diab
Jean-Philippe Faure
Alexander Gelman
Paul Houz
Jim Hughes
Young Kyun Kim
Joseph L. Koepfinger*
John Kulick
David J. Law
Thomas Lee
Hung Ling
Oleg Logvinov
Ted Olsen
Gary Robinson
Jon Walter Rosdahl
Mike Seavey
Yatin Trivedi
Phil Winston
Yu Yuan
*Member Emeritus
Also included are the following nonvoting IEEE-SA Standards Board liaisons:
Richard DeBlasio, DOE Representative
Michael Janezic, NIST Representative
Julie Alessi
IEEE Standards Program Manager, Document Development
Malia Zaman
IEEE Standards Program Manager, Technical Program Development
Copyright 2012 IEEE. All rights reserved.
viii
Introduction
This introduction is not part of IEEE Std 1799-2012, IEEE Recommended Practice for Quality Control Testing of
External Discharges on Stator Coils, Bars, and Windings.
External discharges in the end-windings are caused by inadequate workmanship for globally vacuum-
pressure impregnated (VPI) stators or problems on stators assembled on-site. Poorly finished lashes with an
insufficient gap between bars produces coil-to-coil or bar-to-bar discharges. Misalignment between
adjacent coils or bars may also reduce the gap distance and generate a high electric stress larger than the air
breakdown strength. Sometimes misplaced resistance temperature detector (RTD) or air gap monitor leads
have been seen to cause partial discharges (PDs) with high-voltage bars or coils. External discharges for the
individual coil/bar could also be a result of improper design, improper material, or improper workmanship.
After many years, the deterioration induces surface degradation that may lead, in the long run, to a phase-
to-ground fault and reduce the overall reliability of the system. More detail on the theory of external
discharges and their effects is given in Annex A. Some utilities have seen deterioration of the junction
between the stress control coating and semiconducting slot coating of stator windings after only a few years
of operation. Other secondary effects, such as the production of a large quantity of ozone, which may be
deleterious to the equipment and dangerous to personnel, is also of concern. In addition, over the years, the
ground-wall insulation thickness of stator coils and bars has been reduced to improve heat transfer through
the ground-wall insulation. This optimization does, however, increase the dielectric stress on the insulation
and on the end-winding stress grading system making them more susceptible to developing electrical
discharges.
In the current recommended practice, the term semiconducting slot coating is preferred to
semiconductive slot coating often used in the industry. These coatings, composed of resin, varnish,
enamels, or other compounds, are filled with carbon black powder, graphite, or other filler and should have
electrical resistivity per unit of surface of 1 10
2
5 10
5
Ohms per square. The semiconducting slot
coating applied on the insulation surface of the slot parts of winding must have uniform tight contacts with
the grounded walls of the stator slot. This coating provides minimum voltage between the surface of the
coil or bar and the grounded stator core.
A stress control coating must be applied on the end turns of high-voltage stator winding and overlap the
semiconducting slot coating to provide electrical contact between them. The stress control coating has a
non-linear resistance with voltage.
This recommended practice presents two methods for evaluating the quality of materials and design,
factory workmanship, and on-site workmanship. The first one, the blackout test, has been used for many
years. The second one, the corona-imaging inspection, is more recent and presents several advantages.
Each method has its advantages and disadvantages.
IEEE Std 1434 mentions these two inspection methods but with very little detail. The current recommended
practice includes a more elaborate description of sample preparation, bench tests, test conditions, and
acceptance criteria in the factory and on-site.
Copyright 2012 IEEE. All rights reserved.
ix
Contents
1. Overview.................................................................................................................................................... 1
1.1 Scope ................................................................................................................................................... 2
1.2 Purpose ................................................................................................................................................ 2
2. Normative references.................................................................................................................................. 2
3. Definitions.................................................................................................................................................. 3
4. Test preparation and safety......................................................................................................................... 5
5. Test equipment and connections................................................................................................................. 5
5.1 Sensitivity of the corona-imaging instruments .................................................................................... 6
6. Quality control test of external discharges with corona-imaging instrument or blackout test.................... 7
6.1 Factory test on coils and bars............................................................................................................... 8
6.2 Stator model test ................................................................................................................................ 10
6.3 Test on fully assembled stator windings............................................................................................ 14
7. Data records.............................................................................................................................................. 20
7.1 How to fill the data logging tables..................................................................................................... 20
Annex A (informative) Theory of optical emissions from external discharges............................................ 24
Annex B (informative) Variability of discharge inception and extinction voltages ..................................... 27
Annex C (informative) Example of determination of the maximum voltage for a specific
winding diagram........................................................................................................................................... 28
Annex D (informative) Example of correction factor to apply to the test voltage of a stator model
and VPI stator for a machine which will operate at altitudes of more than 1000 m..................................... 31
Annex E (informative) Example of operating-voltage table and bar/coil identification table used
during test ..................................................................................................................................................... 33
Annex F (informative) Bibliography............................................................................................................ 35
Copyright 2012 IEEE. All rights reserved.
1
IEEE Recommended Practice for
Quality Control Testing of External
Discharges on Stator Coils, Bars, and
Windings
IMPORTANT NOTICE: IEEE Standards documents are not intended to ensure safety, health, or
environmental protection, or ensure against interference with or from other devices or networks.
Implementers of IEEE Standards documents are responsible for determining and complying with all
appropriate safety, security, environmental, health, and interference protection practices and all
applicable laws and regulations.
This IEEE document is made available for use subject to important notices and legal disclaimers.
These notices and disclaimers appear in all publications containing this document and may
be found under the heading Important Notice or Important Notices and Disclaimers
Concerning IEEE Documents. They can also be obtained on request from IEEE or viewed at
http://standards.ieee.org/IPR/disclaimers.html.
1. Overview
This quality control test is used to confirm that the insulation system of the stator winding of generator and
motor operating in air, including the semiconducting slot and stress control coatings, are free of external
discharges. Quality control of the semiconducting slot coating, stress control coating, and manufacturing
process is best done in the factory. For stators assembled on-site, such as those for large hydro-generators,
additional tests can be performed on the fully assembled generator in order to control the quality of the
assembly and workmanship. This control includes:
a) evaluation of the spacing between end-arms and with the phase circuit rings or connections to the
main phase terminals
b) confirming proper alignment of the ground plane made by the semiconducting slot coating on the
straight portion of the bar/coil with regard to the core pressure finger
c) the positioning of all cables (RTD, air gap monitor) with respect to high voltage and
d) inspection of imperfections that may have been introduced during assembly (presence of foreign
objects, misplaced slot center filler, chips and scratches to bars or coils coating)
In the case of machines assembled in the factory, such as VPI machines, the complete quality control test
can be done in the factory. However, special care should be taken so that no change in the machines
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
2
conditions occur during transportation (contamination by water and dust, or damage to end-arms during
movement). The use of this recommended practice may eliminate the need for users to specify minimum
clearances between bars/coils in the end-winding to avoid surface discharge activity.
1.1 Scope
This recommended practice provides a procedure to detect external discharges in form-wound bars and
coils and complete stator windings of rotating machines operating in air with a rated line-to-line voltage
greater than 4200 V at power frequency. The recommended practice is applicable to bars, coils, and
complete stator windings. The recommended practice covers two inspection methods: the visual blackout
test, and the use of corona imaging instruments.
1.2 Purpose
The purpose of this recommended practice is to suggest specimen preparation, test parameters, and
procedures for detecting external discharges associated with bars, coils, and complete stator windings using
the above mentioned methods. It also recommends acceptance criteria and a procedure for retest in the
event of a test failure.
2. Normative references
The following referenced documents are indispensable for the application of this document (i.e., they must
be understood and used, so each referenced document is cited in text and its relationship to this document is
explained). For dated references, only the edition cited applies. For undated references, the latest edition of
the referenced document (including any amendments or corrigenda) applies.
IEC 60204-1, Safety of machineryElectrical equipment of machinesPart 1: General requirements.
IEC 61508, Functional safety of electrical/electronic/programmable electronic safety-related systems.
IEEE Std 4, IEEE Standard Techniques for High-Voltage Testing.
1, 2
IEEE Std 4a, Amendment to IEEE Standard Techniques for High-Voltage Testing.
IEEE Std 510-1983 (Withdrawn), Recommended Practice for Safety in High-Voltage and High-Power
Testing.
3
ISO 14121-1, Safety of MachineryRisk AssessmentPart 1: Principles.
ISO/TR 14121-2, Safety of MachineryRisk AssessmentPart 2: Practical Guidance and Examples of
Methods 2.
1
The IEEE standards or products referred to in this clause are trademarks of The Institute of Electrical and Electronics Engineers, Inc.
2
IEEE publications are available from The Institute of Electrical and Electronics Engineers, 445 Hoes Lane, Piscataway, NJ 08854,
USA (http://standards.ieee.org/).
3
IEEE Std 510-1983 has been withdrawn; however, copies can be obtained from The Institute of Electrical and Electronics Engineers,
445 Hoes Lane, Piscataway, NJ 08854, USA (http://standards.ieee.org/).
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
3
3. Definitions
For the purposes of this document, the following terms and definitions apply. The IEEE Standards
Dictionary Online should be consulted for terms not defined in this clause.
4
blackout test: A test performed after eliminating all ambient light, specifically on energized electrical
equipment, to detect external or surface discharges visible with the human eye (naked eye) after at least 15
min of acclimatization.
conducting materials: Composition materials which usually have a dielectric binder and conductive filler
(e.g., electrical insulation coating or compound filled with copper, silver powder, etc.).
conductive materials: Solid materials which have a large number of free electrons that can easily be put
into motion to create an electric current (e.g., metal [as steel, copper] sheet, copper foil, copper, silver
powder, etc.).
corona (air): A luminous discharge due to ionization of the air surrounding a conductor or insulated
conductor caused by a voltage gradient exceeding a certain critical value.
corona imaging instrument: An instrument used for visual detection of corona or external surface
discharges on energized test objects in ambient light, frequently using ultraviolet radiation emitted by the
discharge source.
discharge extinction voltage (rotating machinery) DEV (ionization or corona-extinction voltage): The
voltage at which discharge pulses that have been observed in an insulation system, using a discharge
detector of specified sensitivity, cease to be detectable as the voltage applied to the system is decreased.
discharge inception voltage (rotating machinery) DIV (ionization or corona inception voltage): The
voltage at which discharge pulses in an insulation system become observable with a discharge detector of
specified sensitivity as the voltage applied to the system is raised.
external discharge: In rotating machines, external discharges may occur on the surface of bars/coils or in
any air gap present between the bar/coil surface and the stator core, or in the end-winding of the stator.
groundwall insulation: The main high-voltage electrical insulation that separates the copper conductors
from the grounded stator core in motor and generator stator windings.
high-potential test (power operations): A test that consists of the application of a voltage higher than the
rated voltage for a specified time for the purpose of determining the adequacy against breakdown of high
voltage insulation system and spacing under normal conditions. Syn: high pot; hipot.
NOTEThe test is used as a proof test of new apparatus, a maintenance test on older equipment, or as one method of
evaluating developmental insulation systems.
5
ionization: (A) A breakdown that occurs in parts of a dielectric when the electric stress in those parts
exceeds a critical value without initiating a complete breakdown of the insulation system. (B) The process
by which an atom or molecule receives enough energy (by collision with electrons, photons, etc.) to split
into one or more free electrons and a positive ion. Ionization is a special case of charging.
NOTEIonization can occur on both internal and external parts of a device. It is a source of radio noise and can
damage insulation.
4
IEEE Standards Dictionary Online subscription is available at:
http://www.ieee.org/portal/innovate/products/standard/standards_dictionary.html.
5
Notes in text, tables, and figures of a standard are given for information only and do not contain requirements needed to implement
this standard.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
4
noise: Unwanted disturbances superimposed on a useful signal that tend to obscure the signals information
content.
off-line testing (test, measurement, and diagnostic equipment): Testing of the unit under test removed
from its operational environment or its operational equipment. Shop testing.
ohms per square: A unit of surface resistivity used to characterize the resistance of a thin film material
measured between two opposite sides of a square and is independent of the size of the square or its
dimensional units. Surface resistivity can also be measured in a concentric ring fixture.
partial discharge (PD): An electric discharge which only partially bridges the insulation between
conductors and which may or may not occur adjacent to a conductor.
NOTEPartial discharges occur when the local electric-field intensity exceeds the dielectric strength of the dielectric
involved, resulting in local ionization and breakdown. Depending on intensity, partial discharges are often
accompanied by emission of light, heat, sound, radio influence voltage (with a wide frequency range) and oxidation if
PD occurs in the presence of oxygen. Corona has also been used to describe partial discharges. This is a non-
preferred term since it has other unrelated meanings.
semiconducting materials: Composition materials which usually have dielectric binder and
semiconductive filler (e.g., electrical insulation coating or compound filled with graphite, carbon black
powder, SiC grains, etc.).
semiconducting slot coating (rotating machinery): A coating, applied on the insulation surface of the slot
parts of winding. The semiconducting coating, compound, or tape in which the powder filler or portion of
powder filler is a semiconductive material and the electrical surface resistivity of this coating in such that,
when converted into a semiconducting solid layer, is in the range of 1 102 5 105 Ohms per square.
This semiconducting slot coating must have uniform tight contacts with the grounded walls of the stator
slot. This coating provides minimum voltage between the surface of the coil or bar and the grounded stator
core. (adapted from Younsi, K., Mnard, P., and Pellerin, J. [B29])
6
NOTEsemiconductive slot coating: This alternative terminology, as well as Slot Corona Protection and
Conductive Armor of the above definition is also used in the industry but will not be used in this document.
semiconductive materials: Solid materials which have limited free electrons and main conduction is
carried by electron-hole conductivity (n-p transition) (e.g., graphite, carbon black powder, SiC grains, etc.).
stress control coating: Coating used for external discharge suppression in the end turn parts of a winding.
The semiconducting coatings, compounds, or tapes are often filled with semiconductive material such as
silicon carbide grains. The resistivity of this composite is a non linear function of electric field, which
modifies the surface resistance and consequently controls the surface potential gradient to a level that is
lower than the breakdown strength of the surrounding media, or of the air, in air cooled machines. An
overlap between the stress control coating and the semiconducting slot coating is made to provide electrical
contact between the two coatings.
NOTEOther terms for this coating are end grading system and stress grading protection but are not used in this
document.
6
The numbers in brackets correspond to those of the bibliography in Annex F.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
5
ultraviolet radiation: In general, any radiant energy within the wavelength 10 nm to 380 nm (nanometers)
is considered ultraviolet radiation. For power engineering purposes, the band of interest is the one of the
emission spectrum of electrical discharges in air. The emission bands of nitrogen dominate the optical
spectrum of discharges in air. Ninety percent of the total energy of the emitted optical spectrum of PD is in
the ultraviolet region (280 nm405 nm). The main part of the emission is invisible to the human eye. A
relatively weak emission around 400 nm can be observed under conditions of absolute darkness.
U
N
: Line-to-line voltage
U
o
: Line-to-ground voltage
4. Test preparation and safety
WARNING
The test voltages employed for the tests herein can cause personal injury, loss of life, or property damage.
Accordingly, appropriate safety precautions are necessary to reduce the risk of such losses.
The testing described in this document shall be carried out according to the safety procedures described by
any relevant regulatory agencies and the safety procedures of the organization having control over activities
at the test site.
Preparation for the test should include, but not be limited to, the installation of warning signs and safety
barriers around the test equipment and the machine to be tested. Grounds shall be installed as required by
any relevant regulatory agencies and the local controlling authority. Other safety measures can be found in
IEEE Std 510-1983, ISO 14121-1, ISO/TR 14121-2, IEC 60204-1, and IEC 61508.
7
All personnel involved in the test shall be thoroughly familiar with the test, the test equipment, the machine
to be tested, and the hazards involved. When equipment is energized, no personnel shall infringe upon the
minimum limits of approach described by any relevant regulatory agency or the local controlling authority.
5. Test equipment and connections
Care must be taken in the selection of the ac power supply. The duration of the test, the test voltage, and the
capacitance of the winding under test are the major factors to consider in the selection. Requirements for
factory tests on bars or coils will be different with respect to the test object load and test time (duty cycle of
the supply). The test should be done at 50 Hz or 60 Hz.
It is hard to predict in advance the duration of quality control testing of external discharges on a stator
winding. The duration of a particular test, if the three phases of the winding are tested separately, will
typically take several minutes to an hour but could be longer when the number of discharge sites is large. It
is then important to stay within the current limits and duty cycle of the power supply, especially when the
load represented by the winding under test is close to the load rating of the power supply. In this condition,
the power supply risks overheating rapidly and being seriously damaged if not ventilated properly.
It is recommended that the test voltage be in the upper range of the output voltage range of the power
supply.
7
Information on references can be found in Clause 2.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
6
When using a resonant test set, a measurement of the capacitance of the test object should be made at the
test frequency before starting the test in order to adjust the test set properly. Do not depend on the hipot set
metering; but rather use a calibrated voltage divider to accurately measure voltage during the test.
Since the load of the winding under test is predominantly capacitive, it can be calculated using Equation
(1):
P
r
= 2 f C V
2
(1)
where:
P
r
= Reactive power in VA
f = Test frequency in hertz
C = Total test load capacitance in farads
V = Test voltage in volts
It is recommended to use a power supply providing reactive compensation to cancel out most of the
capacitive load presented by the winding under test. A resonant or primary-compensated power supply
should be used.
It is recommended to connect both ends of the phase, line, and neutral ends to avoid surge voltages in the
event of a sudden voltage interruption.
5.1 Sensitivity of the corona-imaging instruments
The use of a corona-imaging instrument to enhance detection of UV radiation by external discharges may
simplify and accelerate the test. Portability and the option to take a picture or video are features of interest.
However, the main feature is the sensitivity, and not all corona-imaging instruments are equal with respect
to UV detection. Moreover, specification sheets, which use different units (e.g., lux, watt/cm
2
,
picocoulomb) not always related to the phenomenon of interest here, make it difficult to compare different
instruments. In order to select a corona-imaging instrument, a simple test can be done to determine whether
it answers the need for a quality control test. Instead of running a complex UV spectrum test that needs to
be compared with the emission spectrum of the discharge activity and requires a specialized spectrometer,
which is not available to most people in the electrotechnical industry, a comparison of the response of the
corona-imaging instrument with the naked eye can be used. For many years, the naked eye was the
reference for external-discharge detection during a blackout test. The sensitivity of the eye after several
minutes in complete darkness is good and can make out the faint light of discharges extending to the lower
visible wavelengths (typically more than 20 min to reach a good sensitivity. In the rest of the document 15
min is used for convenience, but longer time will lead to improved eye sensitivity. Here, since the goal is to
qualify corona imaging equipment, a slightly longer time is used. Thus, any corona-imaging instrument
performing equally well as, or better than, the eye in these conditions will be considered acceptable. This
test, described below, can be used to qualify corona-imaging instruments before they are used in the field or
in the factory.
Standardization of the test configuration provides reproducibility; however, a corona-imaging instrument
qualification test should also be easy without necessarily requiring an elaborate test facility such as a
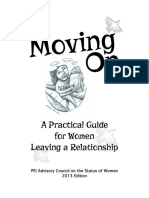
climatic room for atmospheric pressure, temperature, and humidity control. A simple way to check the
sensitivity of the corona-imaging instrument is to create a non-uniform field with a needle plane
configuration as shown in Figure 1 and to detect the discharge inception voltage (DIV) at the tip of the
needle first with the naked eye in the dark (after 20 min). Then, test again with the instrument under
evaluation. Since observation with the eye has been used with satisfaction in the blackout test for years, it
can be used as a reference for the DIV of the setup. Thus, if the setup or ambient condition varies slightly
from one user to the next, the minimum sensitivity requirement will always be determined with reference to
the eye under the same conditions.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
7
Since there is inherent variability while performing such DIV tests for different consecutive trials, a margin
of 1.0 kV can be tolerated. The final acceptance criterion is that the DIV detected with the corona-imaging
instrument should be within 1 kV of the one observed with the naked eye after being in complete darkness
for at least 20 min. The test with the corona-imaging instrument can be performed under normal room
lighting, but reduced lighting can somewhat improve the sensitivity of PD light versus ambient light ratio.
The use of incandescent light instead of UV emitting fluorescent light would also help. If the corona-
imaging instrument does not respect this criterion, it is considered not sensitive enough in the spectrum of
interest to be used for external-discharge detection.
The dimensions in Figure 1 are given as guidelines, but other similar dimensions could be used, bearing in
mind that this test is a comparative evaluation of the corona-imaging instrument against the sensitivity of
the eye.
Figure 1 Needle plane electrode configuration to create discharge activity in air
It should be noted that a non-uniform electrical field is used in order to have a significant difference
between the DIV and the breakdown voltage of the test gap. With the dimensions in Figure 1, at an
atmospheric pressure of 101.3 kPa (1 atm), a temperature of 22 C (71.6 F) and relative humidity of 60%,
the DIV is about 6.3 kV, and the discharge extinction voltage (DEV) is 5.8 kV. The typical intrinsic
variability of the DIV and DEV from one trial to the next is presented in Table B.1. Under the same
conditions, the breakdown voltage of this gap is 14.5 kV. Thus, if the voltage is raised slowly to the DIV,
the risk of dielectric breakdown of the air gap while performing observation of the discharge activity at or
close to the DIV is reduced.
Alternatively, a single electrode using a needle sticking up in the air could be used to perform a similar
comparative test between the eye and the corona-imaging instrument.
6. Quality control test of external discharges with corona-imaging
instrument or blackout test
The major advantage of using a corona-imaging instrument to observe the light emission from external-
discharge activity is that it extends the observation spectrum down to the UV range where the discharge
spectrum is the most intense. Thus, the observation can be made without the need of a dark environment.
Normal lighting in the factory or in the plant is an acceptable condition for performing the UV test with the
corona-imaging instrument as long as a strong UV emitting lamp, such as a mercury vapor lamp, is not
D 3.1 mm
(0.122 in)
4.4 mm
(0.173 in)
R 0.22 mm
(0.008 in)
11.2 mm
(0.441 in)
25.4mm
(1.0 in)
R 5.0 mm
(0.197 in)
R 5.0 mm
(0.197 in)
25.4mm
(1.0 in)
38.8
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
8
used as room lighting. In some cases, especially in the factory, reduced lighting can enhance the UV/visible
ratio. Locating the discharge sites will be easier with a corona-imaging instrument than with the blackout
test because most instruments are also sensitive, to different extents, to visible light and thus both light
emission from external discharges and the test object are visible at once. This will also accelerate the
testing because the eye requires no time to acclimatize in obscurity as it does for the blackout test.
In addition, working under lit conditions increases the safety of the personnel working in proximity to high
voltages. For instance, during on-site testing in a power plant, the operator of the high-voltage source will
have a direct view of the people doing the discharge observation.
Instead of using a corona-imaging instrument for observation of external discharges, a blackout test can be
performed on bars, coils, or entire machines. The first requirement for this test is to be able to achieve
complete darkness in the room where the test is performed or have sufficient shielding against surrounding
light to be able to observe external discharges with the naked eye. In many cases, especially in a power
plant, just shutting off the lights would not be enough to let the eye become sufficiently sensitive to observe
the smallest discharges. In some powerhouses, it will be possible to perform blackout tests only at
nighttime to prevent daylight compromising the test. However, for safetys sake, it is recommended to limit
use of the blackout test to testing in the factory on bars and coils and on VPI machines where complete
darkness is easier to achieve and where safety measures are easier to respect. For safety reasons, the use of
a corona-imaging instrument is recommended for tests carried out on-site, on fully assembled stators. In
addition, it is believed that inspection with the imaging instrument is better since the observer can see the
stator and identify bars with respect to slot and know what portion of the stator has already been observed
and which portion of the winding is not yet inspected.
6.1 Factory test on coils and bars
The purpose of this test is to validate that the bars/coils produced are not subject to external discharges.
This test is to be done at the factory which manufactures the bars/coils in the presence of a users
representative. Either the blackout test or visualization using a corona-imaging instrument may be used.
Individual bars and coils are tested by subjecting them to voltage while resting on support with the
semiconducting slot coating grounded carefully for the test. Additionally, in some cases, it may be
desirable to test a group of bars in a stator model to reproduce their physical arrangement in the machine
and thus control minimal spacing between end-arms and the core tightening system. This test is discussed
in 6.2.
6.1.1 Sample size
The specimens tested should be selected by the users representative and represent 5% of all bars/coils
produced for a specific stator. The bars/coils chosen for this test should have successfully passed the
routine dielectric tests and the final inspection. Particular attention should be paid to the cleanliness of the
bars/coils.
6.1.1.1 Sample coils for globally VPI stator windings
For globally VPI stator windings, sample coils must be VPI-treated and examined for external discharges.
The number of sample coils may be limited to two to five coils as the complete stator winding can also be
examined after the VPI treatment. The sample coils must have slot-simulating platens attached to them and
receive a VPI treatment that resembles the VPI process used for treating the stator winding. It is
recommended to process the sample coils in advance of the stator winding operation. This will allow for
necessary remedial work on the stator coils prior to the winding operation and VPI treatment.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
9
6.1.2 Test methods
The test conditions should be selected from Table 1.
Table 1 Test parameters
Test # Environment Observation with
1 Half-light Corona-imaging instrument
2 Darkness Naked eye
The end-user and manufacturer should agree upon the test method: test #1 or test #2.
To perform test #1, half-light is needed to distinguish samples under test clearly with the corona-imaging
instrument. Excessive light can create reflections on the sample surface that could be interpreted as corona
activity. However, external discharges are usually intermittent whereas reflections tend to show constant
light emission. In addition, unlike external discharges, reflection will be observed directly by the naked eye.
If there is still any doubt, reduce the voltage until extinction of the corona. If there is no extinction at or
close to zero voltage, it is not corona.
To perform test #2, the test setup must be installed in a dark room. All sources of light should be turned off
or masked, especially lights that could be within the field of vision during observation.
6.1.3 Test voltage on individual bars and coils
The voltage chosen for a factory test should be selected so that no external discharges will occur in
operation at the surface of the bars or coils, and the stress control coating at U
0,
and at operating
temperature. Since the temperature is lower during factory testing than during operation, the temperature
difference is often compensated by increasing the test voltage in the factory [B9]. It should also be pointed
out that the maximum sustained voltage of the stator could be 5% to 10% above the nominal voltage rating.
The increase in the test voltage is not to compensate for the aging of materials since each material ages
differently and because the voltage distribution along the stress control coating depends on the voltage.
A survey of industrial practices has shown that a range of test voltages is currently in use for this test.
Based on experience, it is recommended that the factory test be performed at a voltage level within the
range presented in Table 2. Note that this test is intended for bars and coils in their completed stage and
should not be applied to VPI coils before impregnation (green coils). The exact voltage level at which to do
the test must be determined by the user and supplier before starting the test. Voltages close to the minimum
in Table 2 (this minimum is equal to 1.25 Un/3) are closer to the normal line-to-ground voltage but will
compensate less for a temperature difference with operating conditions than the maximum proposed in the
table.
Table 2 Recommended test voltage range for factory testing
Minimum test voltage (xU
N
) Maximum test voltage (xU
N
)
0.72 1.15
NOTEThese voltage values are based on nominal voltage. They do not intend to take into account transient
overvoltage during a fault or disturbances or overvoltage due to an ungrounded neutral.
6.1.4 Test procedure for individual bars and coils
Bars/coils to be tested should be installed on supports, and the semiconducting slot coating should be
grounded.
For bars, the high voltage should be applied to the bare copper, usually at one end of the bar
For coils, the high voltage is generally applied to both bare copper leads with the individual strands
connected together
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
10
Multiple bars/coils can be tested at the same time. The test setup should permit inspection of the four sides
of the bars/coils. If necessary, the bars/coils can be examined in various positions; in which case, the
voltage should be turned off and bars/coils shall be safely grounded before re-positioning.
The ambient temperature, relative humidity, and atmospheric pressure should be recorded at the beginning
of the test.
Test #1 starts by applying to the bars/coils the test voltage selected from the range specified in Table 2.
Observations may start immediately after reaching the test voltage and are initially focused on the end-
winding area (end-turns or end-arms) where the stress control coating is applied, particularly at the bend,
non-straight portions, and on both sides of the bar/coil. The semiconducting slot coating is then inspected
for signs of external discharges.
Test#2 is commenced by applying to the bars/coils the test voltage selected from Table 2. After at least 15
min in complete darkness, observation with the naked eye can be focused on the end-winding area where
the stress control coating is applied to see any signs of external discharges. The semiconducting slot coating
should also be inspected for signs of external discharges.
6.1.5 Acceptance criteria
If none of the selected bars/coils exhibit external discharges during the test, then the production set for the
stator is deemed to have met the requirements.
If the users representative or the manufacturer has a doubt about any bars/coils during the selected test, the
doubtful specimens could be re-inspected using the alternative test method described in this document.
6.1.6 Remedial actions and retest
If one bar/coil exhibits external discharges during the selected test, this specimen should be repaired by the
manufacturer. As a second verification, the test should be performed again on the repaired bar/coil and on a
second batch of specimens representing 5% of all bars/coils produced for the machine.
If one or more bars/coils present external discharges during the test on the second batch, then all the
bars/coils of the machine should be tested, repaired if necessary, and retested.
6.2 Stator model test
The purpose of this test is to validate that the clearance between one bar/coil and another or between
bars/coils to ground when installed in a stator model (mock-up core) representing the stator, is not subject
to external discharges. This test is optional but, if it is done, it should be carried out prior to manufacture of
the complete winding or core because failures may require changes in the machine design or in the winding
design as outlined in 6.2.6. This test is designed to test the assembly in the factory before the stator is fully
assembled and provide a better line of view than on the fully assembled machine.
Successfully passing the test on the complete stator is sufficient, but in the case of general clearance
issue(s), testing on the stator model may facilitate necessary remedial action. This test is to be performed at
the factory manufacturing the bars/coils in the presence of a users representative. Either the blackout test
or visualization using a corona-imaging instrument may be used.
It should be pointed out that if the test is performed in the factory for a machine to be installed at an altitude
higher than 1000 m (3281 ft), standard spacing during the test will not ensure absence of discharges on site.
Reduced pressure of the air at higher altitude will give a lower inception voltage than at sea level. For
machines operating above 1000 m (3281 ft), correction of the factory test voltage will have to be agreed
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
11
between user and manufacturer. An example of correction factors is proposed in Annex D and based on
IEEE Std 4 and IEEE Std 4a.
6.2.1 Sample size
The stator model should be large enough to accommodate a sufficient number of coils or half-coils in such
a way that it represents one complete winding pitch. For two-pole and four-pole machines, half-coils can be
used as long as the spacing between coil leads and coil knuckles can be tested. The sample size would
remain the same for lap or wave windings, but additional support should be added to the end winding.
6.2.2 Test methods
Test methods described in 6.1.2 for the factory test performed on individual coils or bars may be used on
the stator model or mock-up core. The model could be made with wood. Conductive material such as steel
or aluminum plates or wood covered with conductive foil should be used to simulate the core-tightening
components at both ends of the stator model. If conductive foil is used, points or abnormal sharp edges
should be avoided. Alternatively, a conducting coating can be used instead of foil to cover the wood. All
conductive and conducting materials added to the model should be grounded. The minimum spacing
between coils or bars in the model should be the same as in the stator.
6.2.3 Test voltage
Testing on the stator model is mainly used to confirm that no external discharge will occur between
coils/bars in the end-winding area before the assembly stage. This test will confirm that the spacing is
sufficient to eliminate external discharges between coils/bars up to the maximum phase-to-phase voltage
and at operating temperature. It could also be used to confirm that no external discharge activity occurs
between the coils or the bars and the tightening system of the stator core laminations. Typically the
temperature is lower in the factory than during operation, so the temperature difference should be
compensated by increasing the test voltage in the factory. The increase in voltage is not intended to
compensate for the aging of materials, as each material ages differently and because the voltage distribution
along the stress control coating depends on voltage. It should be pointed out that not all the spacings are
subjected to the full line-to-line voltage during machine operation. Moreover, several locations in the stator
winding are only exposed to line-to-ground voltage, such as the junction between the semiconducting slot
and the stress control coatings. It is thus recommended to perform this test at two voltage levels: the first
one to test all ground clearance, and the second at higher voltage to test bar-to-bar or coil-to-coil
clearances. It is recommended to test ground clearance to the voltage indicated in the left column in Table
3. This value corresponds to 115% (15% increase compensates both for the temperature difference between
factory and operating conditions and the maximum allowable continuous voltage) of the maximum phase-
to-ground voltage (1.15 U
o
= 0.66 U
N
). Similarly, it is recommended to use a test voltage for bar-to-bar
(or coil-to-coil) clearances based on the actual maximum voltage that appears at the clearances. For each
location, the manufacturer will determine from the winding diagram the actual operating voltage (including
the crossover region between top and bottom planes). This second test value is 115% of the maximum
voltage found in the machine, as shown in the right-hand column of Table 3.
Table 3 Recommended voltage range for model test
Test voltage of ground clearances Test voltage of bar-to-bar or coil-to-coil clearances
0.66 U
N
Maximum voltage based on winding diagram +15%
NOTEThese voltage values are based on nominal voltage. They do not intend to take into account transient
overvoltage during a fault, disturbance or overvoltage due to an ungrounded neutral.
It should be noted that for refurbished machines, the existing clearance from ground and between
connections can be very different from one machine to another. When rewinding a stator with the existing
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
12
clearances, it may not be possible to make the test at, or even close to, the maximum voltage given in Table
3. In such a case, the exact voltage level at which to do the test must be determined by the user and supplier
before starting the test.
For new machines, the required test voltage may have an impact on the design choice; for example, deeper
slots leading to a bigger stator, longer bars leading to a higher stator winding resistance, higher losses and
so on.
6.2.4 Test procedure for a group of bars or coils in a stator model
For the test in a stator model, coils or bars should be placed in the mock-up stator core having the same
bore radius, the same slot size, and same core length as the actual stator core. When coils and bars are
installed in the mock-up stator core, it should be possible to see if external-discharge activity occurs:
Between top and bottom coil legs or bars in the same slot at the junction of the semiconducting slot
coating and stress control coatings
In the end-winding between adjacent top and bottom coils/bars
In the end-winding between top coils/bars and bottom coils/bars at crossovers
Between each of the coil knuckles and the lead of the adjacent coil
Between any coils or bars and the tightening system of the stator core laminations
The semiconducting slot coating of the coils or bars should be grounded. Coils and bars should be installed
in the mock-up core slots using the same thickness of slot packing material and center slot filler that will be
used in the stator slots. Some fiber blocks could be temporarily tied on the coil or bar end-turns to simulate
the thickness of winding blocking. The mock-up stator core can be made as described in 6.2.2.
The test voltage should be applied on only one coil/bar at a time with all the other coils/bars grounded.
Each coil or bar installed in the mock-up core should be individually tested in relation to all the others. The
test voltage to apply to individual coils/ bars should comply with the test voltage of bar-to-bar clearances
defined in Table 3.
When the clearance between coils or bars to ground is to be verified, all coils or bars in the mock-up core
should be energized at the test voltage defined in Table 3 for test voltages of ground clearances.
As PD could occur if steel elements are too close to the winding, the stator mock-up should also consider
simulation of the fingers, the tightening plates, and the tightening studs.
6.2.5 Acceptance criteria
No visible discharge should be observed at the various locations described in 6.2.4 at voltages up to and
including the test voltage of bar-to-bar clearances defined in Table 3 for coil-to-coil or bar-to-bar clearance
verifications and up to the test voltage of ground clearances defined in Table 3 for coil- or bar-to-ground
clearance verifications.
6.2.6 Remedial actions and retest
If visible discharges are found between coils or bars, different possible remedial actions could be
implemented depending on the location where these discharges are found. The remedial action should be
agreed upon by the manufacturer and the user. For some of these corrective actions, new coils or bars may
have to be manufactured. Some of the characteristics of the following bullets are depicted in Figure 2.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
13
a) Visible discharges between top and bottom coil legs or bars in the same slot at the junction of the
semiconducting slot and stress control coatings: Applying another coat of the stress control coating
and/or improving the contact with the semiconducting slot coating could eliminate the discharges.
Another solution is to increase the thickness of the center slot filler and/or modify the shape of the
coils/bars outside of the core in order to provide more clearance at the junction of the
semiconducting slot and stress control coatings between top and bottom coil legs/bars in the same
slot. For the latter corrective action, new coils or bars will have to be manufactured. The test should
be repeated to demonstrate the effectiveness of the implemented corrective action.
b) Visible discharges in the end-winding between top and bottom coils or bars:
Upon agreement between the manufacturer and the user, coils or bars could be placed in the mock-
up stator core in a different order from the original order in such a way that no visible discharges
are found between coils or bars. If this remedial action is selected, all coils or bars will have to be
placed in the mock-up core and tested to determine the order in which the coils or bars will have to
be installed in the stator core. Alternatively, the shape of the coils or bars should be modified in the
end-winding to provide more clearance between adjacent top and bottom coils or bars. For
example, for coils, the developed length of the bottom end-winding of the coils between the core
and the coil knuckle may have to be extended beyond its original length. For bars, the drop-back
angle at the outside of the core on the bottom bars may have to be increased. For any one of these
corrective actions, new coils or bars will have to be manufactured and the test should be repeated to
demonstrate their effectiveness.
c) Visible discharges in the end-winding between adjacent top coils/bars or between adjacent bottom
coils/bars: Upon agreement between the manufacturer and the user, coils or bars could be placed in
the mock-up stator core in a different order from the original order in such a way that no visible
discharges are found between coils or bars. If this remedial action is selected, all coils or bars will
have to be placed in the mock-up core and tested to determine the order in which the coils or bars
will have to be installed in the stator core.
Alternatively, the design of the end-winding of coils/bars could be changed to provide more
clearance between adjacent top coils/bars and between adjacent bottom coils/bars. For this
corrective action, new coils/bars will have to be manufactured and the test should be repeated in
order to demonstrate their efficiency. To accomplish this, the length of the coil/bar end-winding
may have to be increased.
d) Visible discharges between each coil knuckle and the lead of the adjacent coil:
Upon agreement between the manufacturer and the user, coils could be placed in the mock-up
stator core in a different order from the original order in such a way that no visible discharges are
found between each coil knuckle and the lead of the adjacent coil. If this remedial action is
selected, all coils will have to be placed in the mock-up core and tested to determine the order in
which the coils will have to be installed in the stator core.
Alternatively, the shape of the coil lead leaving the coils between coil knuckles could be modified
to provide more clearance at this location. For this corrective action, new coils will have to be
manufactured and the test should be repeated in order to demonstrate their efficiency.
Another alternative may consist in increasing the drop-back of the coil knuckles. The length of the
coil end-winding may have to be increased for that. For this corrective action, new coils will have
to be manufactured and the test should be repeated in order to demonstrate their efficiency.
Ultimately, the width of the slot and/or the number of slots in the stator core could be revised. This
corrective action requires a complete redesign of the stator core and its winding. Many generator
parameters could be altered by the redesign, so consideration must be given to review all
contractual requirements.
e) Visible discharges between any coils/bars and the tightening system of the stator core laminations:
The shape of the coils/bars should be modified in the end-winding to provide more clearance
between coils or bars and the tightening system of the stator core laminations. For example, if the
discharges are with the finger plates or with the tightening plates, the length of the straight part of
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
14
the coils or bars out of the stator core may have to be increased. To avoid discharge between top
and bottom bars/coil legs, a thicker center filler could be used and/or the length of the slot corona
protection can be increased. As another example, if the discharges are with the upper or lower air
baffles or with the stator upper or lower brackets, the length of the coil/bar end-windings may have
to be reduced. Other remedial actions could be agreed upon between the manufacturer and the user.
Figure 2 Description of some of the material used as part of the insulating system of bars
and coils and general location of some of the discharge sites
6.3 Test on fully assembled stator windings
This is an off-line test where the stator winding is energized with an external voltage supply. The purpose
of this test is to validate that fully assembled stator windings are not subject to external discharges in the
end winding area. Discharges should be eliminated both at ground clearance and bar-to-bar or coil-to-coil
clearance. The procedure and setup will depend on the type of test used: blackout or corona-imaging
instrument. The use of a corona-imaging instrument is strongly recommended for tests performed on stators
assembled on-site for safety reasons.
This test should confirm that no external discharges will occur between bars or coils in the end-winding
area due to insufficient spacing and will also indicate the quality of the assembly and the stress control
junctions on all coils/bars of the stator winding. It should be pointed out that, during the test, all
components of one phase winding are stressed at the same voltage, whereas in operation, only a portion of
the winding is exposed to line-to-line voltage (between bars or coils), while most locations are exposed to
much lower voltage.
6.3.1 Test setup
For global VPI stators, it is preferable to test the stator winding upon completion of the VPI operation and
prior to assembly of the machine. The test may be performed after assembly of the machine and completion
of the performance (running) tests; however, it is recommended to remove the end-covers and the rotor to
expose the entire stator end-winding.
For stators wound on-site, it is preferable to carry out the test before the installation of the rotor. If the
diameter of the machine allows, a platform should be installed inside the bore at a safe distance from any
energized part (including end-arms). From this platform, there should be a direct line of view to both ends
of the stator (CE: connection end, OCE: opposite connection end). A barrier can be installed to ensure that
Increase thickness of center filler as in bullet A.
Top of stator core
Overlap of stress control coating and semiconducting slot coating
Location of
discharges as in
bullet A.
Location of
discharges as in
bullet B.
Increase this angle as in bullet B.
Core
Semiconducting slot coating
Stress control coating
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
15
no one gets too close to the winding. Another possibility for large generators is to use a nacelle with a crane
for the observer to move around in the stator.
For stators with a small diameter or horizontal machines of small core length, the observation could be
done from both ends of the machine (CE, OCE) when it is not possible to stand at the center of the core.
If a final coat of paint is to be applied to the winding for mechanical protection, the inspection should be
made before application of this last coat. In the event that external discharge is observed, corrections will
be possible if there is direct access to the semiconducting slot coating and to the stress control coating.
When there are parallel circuits within each phase of the stator winding, all the circuits must be energized
to avoid imposing voltage stresses and consequently producing external discharge activity in the air
clearances (gaps) between the parallel circuits that belong to the same phase. It should be pointed out that
some phase-neutral crossover locations in the same phase normally exposed to voltage in operation will not
be stressed during the test. The number of such sites is larger for wave windings.
When the neutral point is not accessible (internal Y connection), the test has to be performed on all phases
connected together; and, in this case, no discharge can occur between phase windings under applied test
voltage.
Before the day of the test, obtain a table showing the voltage during normal operation, parallel circuits, and
phase of all coils/bars of the winding. An example of such a table is given in Annex E.
Before the test begins, number and mark the stator slots using a permanent marker or a temporary tag such
as an adhesive-backed tape or magnetic strips; this will facilitate locating discharge activities during the
tests. Ensure the temporary tag is removed upon completion of the test. Usually, marking down every tenth
slot is sufficient. It is better to mark down both ends of the slots close to the end of the core.
It is also recommended to identify the first, second, and third line-end coils for each parallel circuit per
phase as these would be the most likely candidates to exhibit external discharges during operation in
service. These positions can also be marked down on paper with a reference to a clock-like positioning for
each of these coils at each end. It may be helpful to place marks (e.g., masking-tape tabs sticking up) in the
core to serve as a reference point using 1 oclock, 2 oclock, etc. as reference markings. In addition, phase
breaks, coil-to-coil spacing in the end-winding where the adjacent coils belong to different phases, could
also be marked.
6.3.1.1 Blackout test on stators in the factory
A pitch-black environment is required to perform this test. This is typically achieved by setting up an
enclosure around the test setup including the stator and the hipot set. The enclosure material used must be
impervious to light. Alternatively, the test may be carried out at night in an area where all the lights are
switched off.
The enclosure should be constructed with 1.8 m (6 ft) minimum clearance imposed from the end of stator
winding (i.e., stator coil noses and circuit rings) at both ends. A fence or physical barrier should be installed
around the ends of the coils so that a safe distance is maintained between the energized coils/bars. The
distance between the fence and the ends of the coils/bars should be the minimum approach distance
recommended by the controlling authority.
Care must be taken with the enclosure entrance with regard to adequate material overlap, as any light
leakage will compromise the test.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
16
6.3.2 Test methods
Two test voltage levels may be used: one to test ground clearances, and a second for testing phase-to-phase
clearances as specified in Table 4. Every location showing external-discharge activity must be noted with
the intensity on a relative scale (strong, intermediate, weak). In addition to the physical location of the
discharge sites, the electrical position in the winding must also be determined.
A different procedure is to determine the DIV and DEV for location(s) exhibiting external-discharge
activity (see 6.3.4.3).
On stators assembled on-site, observation of all end-arm locations with a direct line of view should be
made with the corona-imaging instrument in reduced lighting if possible. If not, normal lighting is also
acceptable but requires more attention to discriminate discharges from reflections and solar UV wave. For
global VPI machines tested in the factory, both visualization with the corona-imaging instrument and the
blackout test can be used.
6.3.3 Test voltage
Since this test on the fully assembled stator winding is intended to confirm that no external discharges
occur in operation between bars/coils of opposite phase or close to the tightening system in the end-
winding area and at locations with ground clearances, either a single test voltage or two levels of voltage
can be used to evaluate all conditions. The test helps confirm that the clearance is sufficient to eliminate
external discharges up to nominal voltage during normal operating conditions and temperature. Since the
temperature is lower during the test than under operating conditions, the temperature difference can be
compensated by increasing the voltage during the test. The increase in voltage is not to compensate for
aging of the material, as each material ages differently and because the voltage distribution along the stress
grading system depends on voltage. Experience suggests performing the test first at the maximum test
voltage shown in Table 4 to test bar-to-bar or coil-to-coil clearance. If no external discharges are observed
anywhere in the machine, the test at the lower voltage would not be necessary. This voltage will be
determined by the manufacturer based on the winding diagram of the machine. This value should
correspond to the highest one seen in the machine including the crossover region between top and bottom
planes +15%. A second test can be carried out to evaluate ground clearance and, as shown in Table 4, it is
recommended to use a voltage of 0.66 U
N
(which corresponds to (U
N
/3) 1.15 or U
0
1.15). This test
voltage would mainly test ground clearances. The 15% increase compensates for both the temperature
difference between factory and operating conditions and the maximum allowable continuous voltage.
Table 4 Recommended test voltage range for fully assembled stator windings
Test voltage of ground clearances Test voltage of bar-to-bar or coil-to-coil clearances
0.66 U
N
Maximum voltage based on winding diagram +15%
NOTEThese voltage values are based on nominal voltage. They do not intend to take into account transient
overvoltage during a fault, disturbance, or overvoltage due to an ungrounded neutral.
If the test is done in the factory for a machine to be installed at an altitude higher than 1000 m, standard
spacing during the test will not ensure the absence of discharges on-site. Reducing the pressure of the air at
higher altitude will give a lower inception voltage than at sea level. For machines operating above 1000 m,
a correction of the factory test voltage will have to be agreed upon by both user and manufacturer. An
example of correction factors is proposed in Annex D.
It should be pointed out that, for refurbished stators, the existing clearance with ground and between
connections can be very different from one machine to another. When rewinding a stator with the existing
clearances, it may not be possible to meet the test acceptance criteria at, or close to, the maximum voltage
stated in Table 4. In such a case, the exact voltage level at which to do the test must be determined by the
user and supplier before starting the test.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
17
It should be recognized that for new machines the required test voltage may have an impact on the design
choice, for example: deeper slots leading to a bigger stator, longer bars leading to a higher stator resistance,
higher losses, and so on.
6.3.4 Test procedure on fully assembled stator windings
Before application of the test voltage, record the environmental conditions including temperature, relative
humidity, and barometric pressure. These parameters may be recorded at the beginning of the test for each
phase winding, particularly when the test duration is relatively long. The start time, finish time, and date
should also be recorded.
The test can be started at the higher test voltage first, followed by lower voltage or the other way around.
Alternatively, a single voltage test can be performed at the highest voltage of Table 4. Test procedures are
explained in 6.3.4.1 and 6.3.4.2. For the test at the higher voltage level (single-voltage procedure), only the
highest voltage in Table 4 is applied to each phase winding with the other two grounded while observing all
parts of the end-windings.
Finally, a procedure for the determination of DIV and DEV can be used, which is described in 6.3.4.3.
6.3.4.1 Test with corona-imaging instrument
For testing phase-to-phase clearances, commence the test by energizing one phase of the machine at the full
test voltage shown in Table 4 for phase-to-phase clearance evaluation with the other phases and the frame
solidly grounded. When full test voltage (for phase-to-phase clearances) is achieved, begin examining the
winding for indications of external discharges. Discharges from windings to grounded structures should be
ignored during this test. The only areas to be evaluated are the gaps between energized phase groups and
grounded phase groups. The gaps between phase groups include coil-to-coil vent spaces on the end-arms,
gaps between top and bottom coil legs, and gaps between coil leads at the phase connections and in the
parallel ring areas. Knowledge of which phase is energized and markings or tags previously located on the
windings could expedite identification of the areas to be scanned for external discharges.
Maintain a record of all locations showing external discharges as the test progresses. Details on how to fill
out the recommended data tables are given in Clause 7. Information to be recorded should include bar or
coil leg type (top or bottom bar), end of stator (connection end or opposite connection end), position on bar
(left, right, front, back), and intensity of discharge (using a relative scale such as strong, intermediate, and
weak). It is highly recommended that video recordings and/or pictures by the imaging equipment output be
made when possible. The person recording the test data should have sufficient information available to
determine that discharge sites identified are in fact from the phase currently energized because exact
location is sometimes difficult (this can prevent the need to retest questionable areas). The observer has to
be careful to distinguish PD emission from other sources of UV lights, such as reflection from fluorescent
light. In order to view all locations of interest, a single observer will need to move around the stator and
view both ends from multiple positions.
When the examination is complete, reduce the voltage to zero and ground the winding. Repeat this process
until all phases have been tested.
NOTEFor three-phase windings, all three phases should be tested separately even though all phase-to-phase gaps
will be exposed to voltage after energizing any two phases.
After completion of the phase-to-phase clearance tests, connect all phases together and energize the
windings at the phase-to-ground voltage level identified in Table 4 to test ground clearances. At this test
level the entire stator winding is viewed and evaluated. Also at this level there should be no external
discharges anywhere in the machine. Particular attention should be given to the following areas:
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
18
The stress control coatings junction with the semiconducting slot coating, all around the bar or coil
and the gap to the core compression fingers
The end of the stress control coating
Bracing blocks and lashing, particularly where they reduce the air space
Loose threads from lashing or bristles lost from brushes during painting may cause external PD
Around instrument cables (RTDs, air gap, flux sensors, etc.)
Between circuit rings and support structures
Note that not all discharge sites have the same level of relevance in terms of risk for the machine. For
instance, external PD from loose paintbrush bristles stuck on the stress control coating can usually be
repaired in 100% of the cases, thus they are usually not as critical as the instance of PD caused by poor
clearances.
It is recommended that a minimum of three people be assigned to testing: one person to observe the
external discharges with the corona-imaging instrument, a second to log results into the data tables, and a
third to operate the high-voltage supply. If there is a large distance between personnel, the use of a
communication system should be considered. The operator of the high-voltage supply should be in visual
contact with the people performing the test at all times. If this cannot be done, additional safety precautions
should be considered.
For large-size machines, more than one observer can also reduce inspection time. It will typically take
several minutes to an hour to complete the evaluation for each phase, depending on the size of the stator
and the number of discharge sites. When a single observer is used, test durations of more than an hour are
not unusual.
Upon completion of the test, reduce the voltage to zero and ground the windings. Under well lit conditions,
examine winding areas where external discharges were observed. Look for evidence of burning, scratches,
chips in coatings, powder-like deposits, or the presence of foreign objects. Record any findings on the data
sheets.
6.3.4.2 Blackout factory test
It is important to allow approximately 15 min of conditioning time in total darkness for those who are
going to make a visual examination of the stator winding.
It is recommended that a minimum of three people be assigned to testing: one person to observe the
external discharges, a second to log results into the data tables, and a third to operate the high-voltage
supply. Personnel should not move about in the dark when the winding is energized at high voltage.
Therefore, to expedite testing it is typical for more than one person to act as a visual observer. The use of
flashlights with red filters can provide visual references without adversely affecting the UV sensitivity of
the eyes of the observers. Listen intently as discharges will often emit a buzzing sound that may help with
locating them. The operator of the high-voltage supply should be in verbal contact with the people
performing the test at all times. If this cannot be done, additional safety precautions should be considered.
After 15 min in the dark, commence the test by energizing one phase of the machine at the full test voltage
shown in Table 4 for phase-to-phase clearance evaluation with the other phases and the frame solidly
grounded. When full test voltage is reached, begin examining the winding for indications of external
discharges. The discharge will initially appear as a faint violet or bluish glow in the end-winding,
particularly between line-end coils. Should evidence of external discharges be observed, determine where it
is occurring and report it to the person responsible for data logging.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
19
Alternatively, the voltage source may be switched off any time a location with discharge activity is
identified and the location may be marked. The phase under test and the high-voltage supply must be
securely grounded prior to approaching the winding. Use of a laser pointer and a flashlight (with red filter
lens) will facilitate marking the exact location of the discharge activity. Attention should be given to the
same areas as the bullets in the previous subclause.
If it is necessary for any of the observers to change position during observation, it is recommended that the
voltage be reduced to zero and not raised until everyone is again stationary.
When the examination is complete, reduce the voltage to zero and ground the winding. Repeat this process
until all phases have been tested.
NOTEFor three-phase windings, all three phases should be tested separately even though all phase-to-phase gaps
will be exposed to voltage after energizing any two phases.
After completion of the phase-to-phase clearance tests, connect all phases together and energize the
windings at the phase-to-ground voltage level identified in Table 4 to test ground clearances. At this test
level, the entire stator winding is viewed and evaluated. There should be no external discharges anywhere
in the machine at this level.
Upon completion of the test, reduce the voltage to zero and ground the windings. Under well lit conditions,
examine winding areas where external discharges were observed. Look for evidence of burning, scratches,
chips in coatings, powder-like deposits, or the presence of foreign objects. Record any findings on the data
sheets.
6.3.4.3 Alternative procedure for determining DIV and DEV
The specific voltages at which external discharges begin (discharge inception voltage or DIV) and
terminate (discharge extinction voltage or DEV) can be determined with two tests. First, by slowly raising
the test voltage from zero until discharges are observed, DIV can be determined and recorded. This process
is simplified if testing per 6.3.4.1 or 6.3.4.2 is conducted first to identify areas where discharges are to be
expected. After the DIV level is known, the DEV level (typically less than the DIV level) can be
determined by slowly lowering the test voltage while observing the known discharge locations.
CAUTION
Do not exceed the maximum test voltages identified in Table 4. Prolonged exposure to voltages well in
excess of the normal operating voltage may damage stator winding insulation.
6.3.5 Acceptance criteria
No external discharges should be observed in the relevant areas of the stator at the applicable test voltage
identified in Table 4.
Alternatively, the DEVs measured in relevant areas should be greater than the pre-determined minimum
acceptable DEV levels applicable to those areas. Two separate DEV levels should be used: one for areas
exposed only to line-to-ground voltages, and another for areas exposed to line-to-line voltages. The
minimum acceptable DEV levels should be determined by mutual agreement between manufacturer and
user.
Because the voltage distribution in the stator winding during a test is different from the distribution that
exists during normal operation, some consideration may be given to discharges based on where they are
located. Discharges located in areas known to have no voltage present during operation may be considered
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
20
non-relevant. As an example, the neutral end coils will normally have no potential to ground, so discharges
occurring at the neutral could be considered non-relevant. However, if the design was required to support
swapping the line and neutral connections for future unit life extension, then external discharges at the
neutral would be relevant and would constitute a failure of the test. Designating discharges identified
during testing as non-relevant based on location should be a subject of mutual agreement between
manufacturer and user.
6.3.6 Remedial action
When external discharges are detected, repairs may be performed. The winding should be connected to
ground during all repair operations. It is beyond the scope of this specification to identify the types of repair
procedures and processes that might be used. Once the repairs have been completed, the test must be
repeated. Typically, only the repaired locations should be observed during the retest. Retesting should be
performed only after all materials used, including insulating and semiconducting materials, are adequately
cured.
7. Data records
This clause contains three tables. The first three (Table 5 to Table 7) are for individual bar or coil factory
tests, while Table 8 is for tests on fully assembled stators.
For VPI stators, tests could be done in the factory and/or when the VPI stator is in its final position at the
site.
It is better to do in situ tests without the rotor in place, but with proper safety precautions this could be done
with the rotor in place.
7.1 How to fill the data logging tables
7.1.1 Bar or coil factory tests
The first column in sample Table 5 to Table 7 is for the identification number of tested bars or coils.
Column 2 and column 3 are for specifying where the discharge occurs. On the connection side or the
opposite connection side? On which side of the bar? For example, the top side in position #1. They also
indicate if it occurs at the stress control junction or elsewhere.
7.1.2 Fully assembled stator
The first column in Table 8 is to identify the slot number.
The second column identifies the phase and the parallel circuit based on the winding diagram (e.g., A1, T1-
1, E1-1, etc.).
The third column shows the phase-to-ground operating voltage of the bar or coil leg. For simplification, in
the case of coils, the same voltage is used for both legs. For voltage calculation, use the following equation:
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
21
The voltage of one bar is:
=
N
P
V
bar
3
U
N
where U
N
is the nominal line-to-line voltage in kV,
P is the position of the bar or coil with reference to neutral
and
parallel phase
slot
N N
N k
N
=
where k=1 for coils and k=2 for bars
N
slot
is the number of stator slots
N
phase
is the number of phases
N
parallel
is the number of parallel circuits of each stator phase winding
The fourth column is used to indicate if the discharge is detected on the top or bottom bar or coil leg. The
fifth column will show if the discharge occurs on the connection end or opposite connection end. The sixth
column shows the intensity of the discharge according to a relative scale (weak, intermediate, strong), and
the seventh column indicates which type of discharges was observed (e.g., bar-to-bar, stress control
junction, lashes, instrumentation cable, foreign object).
Table 5 Factory testRoebel bars lap winding (diamond)
POWER HOUSE:________________________________________________________
UNIT:_________
TEST
VOLTAGE:___kV
MANUFACTURER:_______________________
Nominal voltage:
__kV
Ambient temperature:
___C
Relative humidity
__%
Atmospheric pressure
__kPa
Bar identification Position #1 Position #2
Inspected by:______________________________________ Date:_______________
CE CE
OCE OCE
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
22
Table 6 Factory testRoebel bars wave winding
POWER HOUSE:________________________________________________________
UNIT:_________
TEST
VOLTAGE:___kV
MANUFACTURER:_______________________
Nominal voltage:
__kV
Ambient temperature:
___C
Relative humidity
__%
Atmospheric pressure
__kPa
Bar identification Position #1
Position #2
Inspected by:______________________________________ Date:_______________
Table 7 Factory testCoils
POWER HOUSE:________________________________________________________
UNIT:_________
TEST
VOLTAGE:___kV
MANUFACTURER:_______________________
Nominal voltage:
___kV
Ambient temperature:
_C
Relative humidity
___%
Atmospheric pressure
___kPa
Coil identification Position #1
Position #2
Inspected by:_______________________________________ Date:_______________
CE
CE
OCE
OCE
Top leg
Top leg
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
23
Table 8 Global VPI stators or in situ tests of completely assembled stator on site
POWER HOUSE:______________________________________________
UNIT:________ Nominal voltage: ___kV
MANUFACTURER :_______________________
_
Test voltage:
__kV
Ambient temperature:
___C
Relative humidity
__%
Atmospheric pressure
___kPa
Global VPI in factory:__ Global VPI in situ:__ Completely assembled stator on site:__
Slot
Phase
circuit
Operating
voltage
Top/Bottom
coil leg
or bar
CE / OCE Intensity Type
TOTAL:
Inspected by:_______________________________________ Date:_______________
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
24
Annex A
(informative)
Theory of optical emissions from external discharges
As described in IEEE Std 1434, each time a partial discharge (PD) occurs, it is accompanied by a current
pulse, radio frequency energy, an acoustic emission, and an optical emission. It results either from an
electrical breakdown across a cavity within the insulation or at an air layer on the surface of a coil or bar.
Under certain conditions, the discharge process within the cavities or air gaps may assume a pseudoglow or
even a pulseless glow character, but will still give an optical emission. The only type of discharges that can
be observed visually or with a UV enhancing instrument (named corona-imaging instrument in the current
document) are those that are external to the insulation. For purposes of quality control of bars or coils in the
factory, the locations that are susceptible to the occurrence of external discharges include the junction
between the stress control coating and the semiconducting slot coating and along the slot coating. On fully
assembled stators, only the ends of the stator windings are visually accessible. In addition to the stress
control junction, any other locations with small spacing between bars in other phases are areas where light
emissions due to external discharges can occur.
Extensive discussions on the physics of electrical breakdown in gasses, and on partial discharge and corona
can be found in [B2], [B13], and [B15]. The breakdown process in air occurs when free electrons in the air
are accelerated by a local electric field above a critical value. If the electric field exceeds approximately 3
kV/mm in dry air at 100 kPa under room temperature, then some of the electrons will accelerate with
enough energy to ionize gas molecules and atoms with which they collide. The resulting positive ion and
the two electrons (the original electron plus the secondary electron) will also accelerate in the local field.
Above the breakdown strength value, the number of secondary electrons produced will exceed the number
of recombined electrons. Since billions of molecules and atoms may experience the ionizing collisions, the
electric field across the air collapses due to the numerous free electrons and positive ions as a result of the
increased conductivity of the affected region.
There are two main processes by which light can be emitted in gasses undergoing electrical breakdown. In
one process, the electrical breakdown of the air involves the formation of photons having various energies
and frequencies. In this breakdown mechanism, many of the collisions between the electrons and molecules
or atoms are non-ionizing. When an electron does not acquire sufficient energy between collisions, no
secondary electron is ejected and the energy from the impacting electron raises the energy level of the
electrons orbiting the atoms. After a certain time in this excited state, the energy level of the atom
spontaneously returns to its stable unexcited lower energy or ground state, and the excess energy can be
released in the form of a photon. The energy of the photon emitted depends on how much energy was
transferred to the molecule or atom from the non-ionizing collision between the electron and the molecule
or atom and the type of gas present. The energy of the photon is given by hf, where h is Planks constant
and f is the frequency of the emitted light. Since the energy of the photon is proportional to the difference
between the excited states and the lower, or ground, state of the atom or the atoms of a molecular gas, the
frequency of the emitted light can be determined. A similar light emission process occurs when a positive
ion (created by an ionizing collision) combines with a free electron. The emitted frequency spectrum due to
electroluminescence is typically a line spectrum as opposed to that of a continuous spectrum, which is
produced at elevated temperatures (e.g., from a heated filament in an incandescent lamp).
Since there are many types of molecules in air (nitrogen, oxygen, carbon dioxide, etc.), and the range of
original collision impact energies is wide, the resulting photons have a wide range of frequencies
(wavelengths or colors). A measurement of the electromagnetic spectrum wavelength of light that
accompanies electrical breakdown in air shows that the light varies from the visible region (lower visible
wavelengths) to the ultraviolet (near UV) range. The UV frequency spectrum is situated between that of the
visible violet light and long-wavelength X-rays; however, discharges in air do not contain the entire UV
spectrum wavelength since the very far end of the UV spectrum with wavelengths <200 nm is absorbed by
the oxygen in the air. A typical discharge spectrum in air is shown in Figure A.1. Normally, when
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
25
discharges occur in air, the number of photons emitted is greater in the UV frequency range than in the
longer visible wavelength range. Thus there tends to be more UV light emitted than light in the visible
range (which can be detected by the naked eye). The only portion of the external-discharge activity visible
to the human eye appears as a faint violet or bluish light. While most of the light emitted during a discharge
event occurs within a burst of a few nanoseconds in length, some light may persist for many milliseconds
because it takes time for electrons and ions to recombine. For example, some of the excited molecules
(occurring as a result of non-ionizing collisions) may take milliseconds to emit a photon.
Figure A.1Typical wavelength distribution of discharge in air
The photons emitted by a PD can be detected optically only if the PD is external to the insulation. The
photons emitted by PDs within the insulation are strongly absorbed by any surrounding solid electrical
insulation. Note also that normal glass strongly absorbs light in the UV range. The light emitted by PDs is
usually not strong enough to be observed by the naked eye in full light. Complete darkness is required to
improve the eyes sensitivity. Using a corona-imaging instrument sensitive to the UV radiation in the range
of interest (300 nm-450 nm) can also increase sensitivity, and complete darkness is not required with such
an instrument. It should be noted that corona discharge wavelength is normally in the range 230 nm to 405
nm and the solar blind bandwidth (240 nm-280 nm) has the least interference with solar UV wave and
should be more sensitive to detect corona. Even if UV detection is more sensitive in this range, comparison
with the human eye, used as the reference in this document, does not consider emission not detected by the
eye.
UV radiation by itself can cause photo-ionization or generation of secondary electrons and thus participate
in the overall process of breakdown. However, the UV radiation in itself is not an important contributor to
the overall degradation of the insulation system. The leading cause of degradation will be the electro-
erosion of insulating materials and the aggressive attack of chemical byproducts generated by the
discharges, such as ozone and nitrous oxides [B8] and [B28]. The presence of UV during quality control
tests confirms that bars, coils, or complete stator windings will suffer degradation at the affected location
right from their time of commissioning. Although this degradation can be slow and take several years
before causing any problems, it can be minimized by, among other things, using proper materials and
workmanship and having an adequate quality control program to help confirm the absence of external
discharges.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
26
It is also of interest to note that the silicon carbide particles used for electrical stress control are known to
give rise to electroluminescence at higher field [B21], [B22], and [B23]. In such a case, the light emitted
arises from electronic excitation in the higher energy levels and de-excitation by emission of photons in the
visible range, but with no UV content (effectively from 400 nm-600 nm). Thus, this electroluminescence is
visible to the eye, but usually not to the UV camera. This process is not associated with air ionization, and
the current recommended practice does not intend to detect it; its typical spectrum is depicted in Figure
A.2.
Figure A.2Typical wavelength distribution of silicon carbide electroluminescence
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
27
Annex B
(informative)
Variability of discharge inception and extinction voltages
With the dimensions shown in Figure 1, at atmospheric pressure of 101.3 kPa, a temperature of 22 C and
relative humidity 60%, the DIV measured in the laboratory was about 6.3 kV and the discharge-extinction
voltage (DEV) was 5.8 kV. The intrinsic variability of the DIV and DEV from one trial to the next is
presented in Table B.1 showing variation from 6.0 kV to 6.5 kV for the DIV in three successive trials in a
specific electrode arrangement. Because of this, a plus or minus variation of 1 kV in the determination of
the DIV and DEV are not considered unusual. Although the DEV is usually lower than the DIV, depending
on the conditions, it can be closer to the DIV than in Table B.1 and in some cases equal. The variability in
DIV and DEV comes from a combination of the effect of the rate of increase of the voltage and the
statistical time lag for initiatory electron.
Table B.1Example of DIV and DEV for a needle-plane electrode configuration
DIV (kV) DEV (kV)
Trial Room light Darkness Room light Darkness
Instrument #1 6.3 6.3 5.8 5.8
Instrument #2 6.3 6.3 5.8 5.8 1
Naked eye --- --- --- ---
Instrument #1 6.0 6.0 5.0 5.0
Instrument #2 6.0 6.0 5.0 5.0 2
Naked eye --- --- --- ---
Instrument #1 6.0 6.0 5.8 5.8
Instrument #2 6.5 5.9 6.1 5.7 3
Naked eye N/A 6.6 N/A 6.0
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
28
Annex C
(informative)
Example of determination of the maximum voltage for a specific winding
diagram
The stator winding of most modern three-phase electrical machines is wound in 60 (electrical) zones,
which means that the electrical angle between the axes of neighboring phases is 60. It is obvious that 60
zoning improves the winding distribution factor and reduces the voltage at the interface coil to coil in the
area of the end-arms. This statement is illustrated in a vector diagram for a 2-pole 48-slot generator with a
lap winding two parallel circuits with eight coils per group and two coil legs per slot. The general
connection diagram for this machine is illustrated in Figure C.1, where the throw is 1-21 and the line-to-
line voltage is 22.0 kV but could be recalculated for any voltage proportionally or relative units could be
used. The purpose of this chart is to show that in the case of a 2-pole machine with 60 zone, the
instantaneous voltage will be less than line-to-ground (12.7 kV in this example). For better visualization, it
is assumed that the electromotive force for one half-coil is 500 V.
The winding diagram of this generator is presented in Figure C.1. The vector diagram for one of two
parallels of T1-T4 and T3-T6 at the moment when the north pole crosses the phase coil in slot 36 is
presented in Figure C.2. This example shows that:
The side-by-side voltage difference between opposite phases T1-T4 and T3-T6 is less than the
phase-to-ground voltage
Near to the core in the crossover area, the voltage difference between opposite phases is less than
the above side-to-side voltage and respectively less than the phase voltage to ground
Only in areas at a distance from the core could the voltage difference between opposite phases at
crossover be greater than the phase voltage to ground. (See circles in the drawing.) For example,
the voltage between the top bar of slot 35 and bottom bar of slot 18 at the crossover close to the
connection end is 10.86 kV in Figure C.2 for a phase-to-ground voltage of 7.24 kV.
The same explanation is also applicable to any other type of winding with a 60 zone.
The proper clearance at the design stage and the test voltage during the commission test should be
established taking into account the above consideration.
Similar calculations should be made for every other type of winding diagram.
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
29
Figure C.1Example of stator winding diagram wound in 60 electrical zones
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
30
Figure C.2The dotted line shows a reverse 180 vector diagram of parallels T1-T4 and T3-
T6 when the north pole crosses the phase coil in slot 36 of a 22.0 kV line-to-line stator
winding
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
31
Annex D
(informative)
Example of correction factor to apply to the test voltage of a stator model
and VPI stator for a machine which will operate at altitudes of more than
1000 m
It is widely recognized that, at pressures close to normal atmospheric pressure, the breakdown voltage of
air is inversely proportional to pressure. Since pressure decreases with increasing altitude, a successful
external-discharge test performed in the factory close to sea level may not guarantee the absence of
discharges for stators to be installed above 1000 m. This is particularly true in the case of the stator model
test and VPI stator intended to help confirm that the minimum gap spacing between end-arms is sufficient
to eliminate external discharges in operation. A correction factor on the test voltage can be used in the
factory to compensate for this effect.
The recommended test voltage is:
d
line to line al no
test
K
V
V
=
min
(D.1)
where K
d
is the air density factor given in IEEE Std 4a-2001 (1.3.5.3) by:
+
+
=
273
273
0
0
T
T
p
p
K
m
d
(D.2)
where
p is atmospheric pressure at the power plants altitude
p
o
is reference atmospheric pressure (pressure measured during the test)
m is a factor which is set equal to 1.0 for sparkover distances less than 1 meter
T is air temperature during normal machine operation (in C)
T
o
is reference temperature (temperature measured during the test in C)
Note that the following calculations are in accordance with the definitions in IEEE Std 4a, stating that the
standard atmosphere is:
Temperature 20 C
Pressure 101.3 kPa (or 760 mm Hg)
Absolute humidity 11 g/m
3
Since the temperature correction factor is already accounted for in Clause 6, the Equation (D.2) will only be
used to correct for air pressure difference with altitude by neglecting the effect of temperature and using a
value of m = 1.
In addition, the pressure at any altitude can be calculated according to [B24] by:
R
g
atm
atm
atm
T
h T
p p
+
+
=
273
273
(D.3)
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
32
where
h is the altitude (meter) corresponding to pressure P
is temperature lapse rate, in the troposphere a constant = 0.0065 (K/m)
g is earth-surface gravitational acceleration = 9.80665 (m/s
2
)
R is universal gas constant = 286.9 (J/kg*K)
M is molar mass of dry air = 0.028944 (kg/mol)
P
atm
is sea level standard atmospheric pressure (Pa)
T
atm
is sea level standard temperature (C)
Equation (D.3) can be simplified to:
[ ]
25588 . 5
5
* 10 25577 . 2 1 h p p
atm
= (D.4)
In the case of tests in the factory made at sea level (P
o
in (D.2) = P
atm
). In such a condition, if (D.4) is
introduced into (D.2) and neglecting temperature correction, the air density factor becomes:
K
d
= (1 - 2.25577 10
-5
h)
5.25588
(D.5)
Combined into (D.1) this gives the following recommended test voltage:
V
test
= V
nominal line-to-line
/ (1 - 2.25577 10
-5
h)
5.25588
)
As an example, this means that the recommended test voltage in the factory (at sea level) for a machine of
13.8 kV (nominal voltage), intended to operate at 2500 m would be:
V
test
= V
nominal line-to-line
* Temperature and voltage correction *Altitude correction
V
test
= 13.8 kV * 1.15 *1.36 = 21.58 kV
where
Temperature and voltage correction is 1.15. This value defined in Clause 6 compensates for both the
temperature difference between factory test and operating temperature and a maximum voltage variation of
5% to 10%.
Altitude correction = 1/K
d
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
33
Annex E
(informative)
Example of operating-voltage table and bar/coil identification table used
during test
When performing the inspection of external discharge activity on a stator winding, it is often necessary to
identify which bar/coil belongs to which parallel circuit and its phase. It is thus preferable to get a table
before the day of the test showing information such as phase winding, parallel circuit, slot number, position
of the bar/coil leg in the slot, and operating voltage as found in sample Table E.1. This table can also show
the locations of RTDs since their cable can be the site of discharges when the installation is inadequate. The
position of the RTD is shown in parenthesis in Table E.1.
Table E.1Example of operating-voltage table and bar/coil identification used during test
Phase Parallel circuit SLOT Type (Top/Bottom) Voltage (U
O
)
B 4 1 T 3466.3
B 4 1 B 3535.2
B 4 2 T 3604.1
B 4 2 B 3673
A 4 3 T 3741.9
B 4 3 B 3810.8
A 4 4 T 3879.7
A 4 4 B 3948.6
A 4 5 T 4017.5
A 4 5 B 4086.4
A 4 6 T 4155.3
A 4 6 B 4224.2
A 4 7 T 4293.1
C 1 7 B 4362
C 1 8 (RTD) T 4430.9
C 1 8 (RTD) B 4499.8
C 1 9 T 4568.7
C 1 9 B 4637.6
C 1 10 T 4706.5
C 1 10 B 4775.4
B 1 11 T 4844.3
B 1 11 B 4913.2
B 1 12 T 4982.1
B 1 12 B 5051
B 1 13 T 5119.9
B 1 13 B 5188.8
A 2 14 T 5257.7
B 2 14 B 5326.6
A 2 15 T 5395.5
A 2 15 B 5464.4
A 2 16 T 5533.3
A 2 16 B 5602.2
A 2 17 T 5671.1
A 2 17 B 5740
C 2 18 T 5808.9
C 2 18 B 5877.8
C 2 19 T 5946.7
C 2 19 B 6015.6
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
34
Table E.1, continued
Phase Parallel circuit SLOT Type (Top/Bottom) Voltage (U
O
)
C 2 20 T 6084.5
C 3 20 B 6153.4
B 3 21 (RTD) T 6222.3
C 3 21 (RTD) B 6291.2
B 3 22 T 6360.1
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
35
Annex F
(informative)
Bibliography
Bibliographical references are resources that provide additional or helpful material but do not need to be
understood or used to implement this standard. Reference to these resources is made for informational use
only.
[B1] Andreev, A. M., Antonjuk, O. V., Azizov, A. S., Kim, A. A., and Kosteliov, A. M., Problems of
manufacture and factory control of insulating systems of high voltage rotating machine, CIGRE SC A1 &
D1 Joint Colloquium, Gyeongju, South Korea, 24 October 2007, pp 40-47.
[B2] Bartnikas, R., and McMahon, E. J., Engineering Dielectrics, Vol. 1, Corona Measurement and
Interpretation, ASTM, STP 669, Philadelphia/West Conshohocken, 1979. (also available from
www.astm.org/digitallilbrary)
[B3] Binder, E., Draxler, A., Muhr, M., Pack, D., Schwarz, R., Egger, H., and Hummer, A., Effects of
Air Humidity and Temperature to the Activities of External Partial Discharges of Stator Windings, High
Volt. Symposium, No. 467, 22-27 August 1999, paper 5.264.P5.
[B4] Bui, T., Rux, L., and Noel, S., Experience with Blackout Test on Garrison Power Plant Unit 4,
IRIS Rotating Machine Conference, New Orleans, Louisiana, June 2004.
[B5] El-Kishky, H., Nindra, B. S., Abdel-Salam, M., and Williams, E., Experience with Development
and Evaluation of Corona-Suppression Systems for HV Rotating Machines, IEEE Transactions on
Dielectric and Electrical Insulation, Vol. 9, No. 4, August 2002.
[B6] Fenger, M., and Stone, G. C., Investigation into the Effect of Humidity on Stator Winding Partial
Discharges, IEEE Transaction on Dielectrical and Electrical Insulation, Vol.12, No.2, April 2005.
[B7] Hudon, C., Amyot, N., Saad, H., and Tremblay, R., Quality Control Test of External Discharges on
Stator Bars, CIGRE SC A1 & D1 Joint Colloquium, October 24, 2007.
[B8] Hudon, C., Bartnikas, R., and Wertheimer, M. R., Chemical and physical effects on epoxy surfaces
exposed to partial discharges, IEEE Int. Conf. on Properties and Applications of Dielectric Materials,
Brisbane, July 3-6, 1994.
[B9] Hudon, C., Chaaban, M., Blec, M., and Nguyen, D. N., Effect of Temperature and Thermal
Expansion on Slot Partial Discharge Activity, Electrical Insulation Conference and Electrical
Manufacturing & Coil Winding Conference, 22-24 October 2007.
[B10] IEEE Std 1434, IEEE Guide to the Measurement of Partial Discharges in Rotating Machinery.
8
[B11] IEEE Std 1043, IEEE Recommended Practice for Voltage-Endurance Testing of Form-Wound Bars
and Coils.
[B12] Kimura, K., and Hirabayashi, S., Improved Potential Grading Methods with Silicon Carbide Paints
for High Voltage Coils, IEEE Transaction on Dielectric Electrical Insulation, Vol., E1-20, No. 3, June
1985.
[B13] Kuffel, E., Zaengl, W. S., and Kuffel, J., High Voltage Engineering Fundamentals, Newnes-Reed
Elsevier, 2000.
[B14] Kurtz, M., Lyles, J. F., and Stone, G. C., Application of Partial Discharge Testing to Hydro
Generator Maintenance, IEEE Trans. on Power App. and Syst., Vol. PAS-103, No.8, August 1984.
8
IEEE publications are available from The Institute of Electrical and Electronics Engineers, 445 Hoes Lane, Piscataway, NJ 08854,
USA (http://standards.ieee.org/).
IEEE Std 1799-2012
IEEE Recommended Practice for Quality Control Testing of External Discharges on Stator Coils, Bars, and Windings
Copyright 2012 IEEE. All rights reserved.
36
[B15] Loeb, L. B., Electrical Coronas, University of California Press, Berkeley, 1965.
[B16] Malalud, R., Cheremisov, I., Anti-Corona Protection of the High Voltage Stator Winding and
Semiconducting Materials for its Realization, Conference Record of the 2000 IEEE International
Symposium on Electrical Insulation, Anaheim, California, USA, 2-5 April 2000.
[B17] Malamud, R., Cheremsicov, I., Mechanism of Functionality of Semiconducting Materials and
Reliable Anti-Corona Protection of High-Voltage Generator Windings, 2007 Annual Report CEIDP,
IEEE, pp. 558-583.
[B18] Malamud, R., Cheremisov, I., Shumovskaya, G., Stepanova, T., The Principles of Obtaining Stable
Semiconducting Composition and Reliable Anti-Corona Designs for High Voltage Windings, 2009 IEEE
Electrical Insulation Conference, Montreal, QC , Canada, 31 May-3 June 2009.
[B19] Okamoto, T., Yoshiyuki, I., Kawahara, M., Yamada, T., and Nakamura, S., Development of
Potential Grading Layer for High Voltage Rotating Machine, IEEE International Symposium on Electrical
Insulation, Indianapolis, Indiana, 19-22 September 2004.
[B20] Sharifi, Jayaram, S., and Cherney, E. A., Temperature and Electric Field Dependence of Stress
Grading on Form-wound Motor Coils, IEEE Transactions on Dielectric and Electrical Insulation, Vol. 17,
No. 1, pp. 264-270, February 2010.
[B21] Stone, G. C., van Heeswijk, R. G., and Bartnikas, R., Electroluminescence in epoxy insulation,
IEEE Trans. on Electrical Insulation, Vol. 27, pp. 221-232, 1992.
[B22] Stone, G. C., van Heeswijk, R. G., and Bartnikas, R., Electrical aging and electroluminescence in
epoxy under repetitive surges, IEEE Trans. on Electrical Insulation, Vol. 27, pp. 233-244, 1992.
[B23] Stone, G. C., van Heeswijk, R. G., and Bartnikas, R., Investigation on the effect of repetitive
voltage surges on epoxy insulation, IEEE Trans. on Energy Conversion, Vol. 4, pp. 754-760. 1992.
[B24] Train, D., Melia, L., Martin, D., and Raoufi, S., Correlation between the Onset of Visible Corona
and Surface Resistivity of Stator Coil Resistive Grading Paint, Doble 1995, paper 62PAIC95.
[B25] Tremblay, R., and Hudon, C., Improved Requirements for Stress Grading Systems at Hydro-
Qubec, IRIS Rotating Machine Conference, San Antonio, Texas, 4-7 June 2007.
[B26] Tremblay, R., Hudon, C., Godin, T., Blec, M., Banville, J. P., and Nguyen, D. N., Improvement in
Requirements for Stress Grading Systems of Stator Windings at Hydro-Qubec, CIGRE 2006, A1-101.
[B27] U. S. Standard Atmosphere, U.S. Government Printing Office, Washington, D.C., 1976.
[B28] Wertheimer, M. R., and Bartnikas, R., Degradation effects of plasma and corona on polymers,
Plasma Processing of Polymers, NATO Advanced Study Institute Series, E: Appl. Sci. Vol. 346, Cluwer
Academic Publishers, Dordrecht, Holland, 1997.
[B29] Younsi, K., Mnard, P., and Pellerin, J., Seasonal Changes in Partial Discharge Activity on
Hydraulic Generators, Electrical Insulation Conference and Electrical Manufacturing & Coil Winding
Conference, 16-18 October 2001.
Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Cinema Paradiso Piano IntroDocumento6 pagineCinema Paradiso Piano IntroAnthony RadognaNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Mythic Vistas - Egyptian Adventures HamunaptraDocumento219 pagineMythic Vistas - Egyptian Adventures HamunaptraMichael Aung75% (8)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Porch Swing Stand PlansDocumento6 paginePorch Swing Stand PlansLeeNessuna valutazione finora
- Moving On: A Practical Guide For Women Leaving A RelationshipDocumento60 pagineMoving On: A Practical Guide For Women Leaving A RelationshipPhilippe-Alexandre BérubéNessuna valutazione finora
- The EQ and Compression Formula - Learn The Step by Step Way To Use EQ and Compression Together (Aud - Ion, Sound Design & Mixing Audio Series - Book 1) - Nodrm PDFDocumento44 pagineThe EQ and Compression Formula - Learn The Step by Step Way To Use EQ and Compression Together (Aud - Ion, Sound Design & Mixing Audio Series - Book 1) - Nodrm PDFGandhi Wasuvitchayagit100% (2)
- Metering Pump Selection GuideDocumento2 pagineMetering Pump Selection Guiderakesh123108Nessuna valutazione finora
- Main Idea: & Supporting DetailsDocumento13 pagineMain Idea: & Supporting DetailsPatricia Selleau100% (1)
- Bs Na en 1992 3 2006 PDFDocumento10 pagineBs Na en 1992 3 2006 PDFChan JoeNessuna valutazione finora
- Accommodating Diversity in Quebec and Europe.p.bDocumento24 pagineAccommodating Diversity in Quebec and Europe.p.bPhilippe-Alexandre BérubéNessuna valutazione finora
- Lifting PlanDocumento4 pagineLifting PlanPhilippe-Alexandre BérubéNessuna valutazione finora
- Pre Lift PlanDocumento1 paginaPre Lift PlanPhilippe-Alexandre BérubéNessuna valutazione finora
- Lifting PlanDocumento4 pagineLifting PlanPhilippe-Alexandre BérubéNessuna valutazione finora
- CC0 No Rights ReservedDocumento1 paginaCC0 No Rights ReservedJ SNessuna valutazione finora
- Cyber CrimeDocumento79 pagineCyber CrimeVinod Jadav100% (1)
- How The Camel Got His HumpDocumento20 pagineHow The Camel Got His HumpChrisNessuna valutazione finora
- Aelg. 7, 1928. 1,680.238: Pyri IIIDocumento13 pagineAelg. 7, 1928. 1,680.238: Pyri IIIatkilt mechNessuna valutazione finora
- The Patrician, Vol. IDocumento418 pagineThe Patrician, Vol. ILuca BarducciNessuna valutazione finora
- Abbey St. Bathans Census 1841Documento7 pagineAbbey St. Bathans Census 1841grahammaxwellNessuna valutazione finora
- Boadin Technology LLCDocumento3 pagineBoadin Technology LLCPriorSmartNessuna valutazione finora
- Encore Intermediate French Student Edition Niveau Intermediaire 2Nd Edition Full ChapterDocumento41 pagineEncore Intermediate French Student Edition Niveau Intermediaire 2Nd Edition Full Chapterjennifer.wilson918100% (26)
- Dreadnought (Subclass)Documento2 pagineDreadnought (Subclass)Omen123Nessuna valutazione finora
- Us 3871298Documento13 pagineUs 3871298Phúc DuyNessuna valutazione finora
- Mango Handling Guide ExportDocumento9 pagineMango Handling Guide ExportrizkalsNessuna valutazione finora
- God's Toolbox: Adventure Rangers Meeting GuideDocumento3 pagineGod's Toolbox: Adventure Rangers Meeting GuideArnaldoSerranoNessuna valutazione finora
- Dirtybertiepirateli Act Free 1004049Documento7 pagineDirtybertiepirateli Act Free 1004049kharishaaaNessuna valutazione finora
- SPM Unit 1 NumericalsDocumento76 pagineSPM Unit 1 NumericalsotakuNessuna valutazione finora
- Inequalities Worksheet: Name: - DateDocumento2 pagineInequalities Worksheet: Name: - DateJaneNessuna valutazione finora
- Gr. 3 Mtb-Mle LM PDFDocumento257 pagineGr. 3 Mtb-Mle LM PDFZtik PeraltaNessuna valutazione finora
- Precalculus Mathematics For Calculus 7th Edition Stewart Solutions ManualDocumento24 paginePrecalculus Mathematics For Calculus 7th Edition Stewart Solutions ManualKathyHernandeznobt100% (33)
- MOJO Stock SmallcapDocumento3 pagineMOJO Stock SmallcapAnonymous Clm40C1Nessuna valutazione finora
- Direct InfringementDocumento13 pagineDirect InfringementLara Mae LacidaNessuna valutazione finora
- KVPC LogoDocumento1 paginaKVPC LogoTsdfsd YfgdfgNessuna valutazione finora
- Talking To Lewis and ClarkDocumento6 pagineTalking To Lewis and Clarkchicken01 a01chickenNessuna valutazione finora
- Pic 16F777Documento265 paginePic 16F777Romell MeléndezNessuna valutazione finora
- Dwnload Full System Dynamics 3rd Edition Palm Solutions Manual PDFDocumento6 pagineDwnload Full System Dynamics 3rd Edition Palm Solutions Manual PDFdorioclarence305100% (11)