Potrebbero piacerti anche
- 3110 Installation InstructionsDocumento2 pagine3110 Installation InstructionsmavefoxNessuna valutazione finora
- Rutland 913 Wind GeneratorDocumento20 pagineRutland 913 Wind Generatorsaxonpirate100% (1)
- 09 Failure Inspection ReportDocumento2 pagine09 Failure Inspection ReportFuadNessuna valutazione finora
- Preventive Maintenance ReportDocumento2 paginePreventive Maintenance Reportgeetha ChitraNessuna valutazione finora
- MAINTENANCE PLAN MonthlyDocumento1 paginaMAINTENANCE PLAN MonthlyjcNessuna valutazione finora
- Indirect Materials PR-PO Monitoring As of WW19'19Documento339 pagineIndirect Materials PR-PO Monitoring As of WW19'19Anonymous jBRLi7Nessuna valutazione finora
- Stored EnergyDocumento3 pagineStored EnergySajal KulshresthaNessuna valutazione finora
- Resource Mechanical Works Weekly Report From Sep.22 To Sep.28Documento3 pagineResource Mechanical Works Weekly Report From Sep.22 To Sep.28fauzan tarmiziNessuna valutazione finora
- Service and Maintenance ReportDocumento1 paginaService and Maintenance ReportbmagsalinNessuna valutazione finora
- Inspection and Maintenance ReportDocumento5 pagineInspection and Maintenance Reportban-mrw CompaniesNessuna valutazione finora
- Ofm600hp 10806Documento0 pagineOfm600hp 10806matteo2009Nessuna valutazione finora
- Internship Plan Mechanical Maintenance EngineersDocumento2 pagineInternship Plan Mechanical Maintenance EngineersshahgardezNessuna valutazione finora
- 057-087 3100 Soft PDFDocumento28 pagine057-087 3100 Soft PDFsaintd117Nessuna valutazione finora
- Maintenance PlanDocumento7 pagineMaintenance PlanTafadzwa MurwiraNessuna valutazione finora
- STREICHER Datenblatt Tiefbohranlage VDD 200 RUDocumento4 pagineSTREICHER Datenblatt Tiefbohranlage VDD 200 RUShuriqqNessuna valutazione finora
- Bore Pump Lookup Data (MC Rev B)Documento12 pagineBore Pump Lookup Data (MC Rev B)chrisNessuna valutazione finora
- Electrical Equipment DataDocumento12 pagineElectrical Equipment DatamuhammadfurQanmirzaNessuna valutazione finora
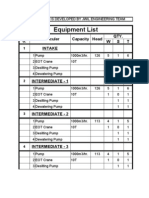
- Equipment ListDocumento6 pagineEquipment ListCemang AmeNessuna valutazione finora
- List of Regional AirlinersDocumento5 pagineList of Regional Airlinershariaero1100% (1)
- Mixing ProcessDocumento14 pagineMixing ProcessMohammed Al-SalmiNessuna valutazione finora
- Awilco Drilling PresentationDocumento26 pagineAwilco Drilling PresentationAnonymous Ht0MIJNessuna valutazione finora
- Quote: Berkah Warna MandiriDocumento5 pagineQuote: Berkah Warna MandiriToni PriatnaNessuna valutazione finora
- Equipment Maintenance Report: Equipment Code & Type: E-01 SampleDocumento3 pagineEquipment Maintenance Report: Equipment Code & Type: E-01 SampleNorman MayNessuna valutazione finora
- Advanced Drilling Engineering SKPP 4413 / SKM 4413Documento38 pagineAdvanced Drilling Engineering SKPP 4413 / SKM 4413Kesev KeshavNessuna valutazione finora
- PT Nitrogen Pumper 180000Documento1 paginaPT Nitrogen Pumper 180000Mind Nasrin KadirNessuna valutazione finora
- Applied Industrial Plant MaintenanceDocumento10 pagineApplied Industrial Plant MaintenanceJason StuartNessuna valutazione finora
- Start Up Procedure For Siemens MDocumento6 pagineStart Up Procedure For Siemens MS.DharanipathyNessuna valutazione finora
- Elco Spare Parts NumberDocumento26 pagineElco Spare Parts NumberfrduranNessuna valutazione finora
- How To Install Haynes Software PDFDocumento10 pagineHow To Install Haynes Software PDFJuan Pablo Soto HernándezNessuna valutazione finora
- Sliding Head Stock High Precision High Productivity: The Best Machine For Flexible NeedsDocumento4 pagineSliding Head Stock High Precision High Productivity: The Best Machine For Flexible Needscmgankl100% (1)
- Stahl PDFDocumento20 pagineStahl PDFLuis LopezNessuna valutazione finora
- 0006-Configuring Profibus DP Network QJ71PB92V-FX3U-32DP.Documento17 pagine0006-Configuring Profibus DP Network QJ71PB92V-FX3U-32DP.Pham LongNessuna valutazione finora
- Standard ThreadmillsDocumento1 paginaStandard ThreadmillsshawntsungNessuna valutazione finora
- CNCU ManualDocumento6 pagineCNCU ManualJosé AdelinoNessuna valutazione finora
- Numbering Machine DrawingsDocumento23 pagineNumbering Machine Drawingsnaga_hsr1986100% (1)
- STREICHER Datenblatt Tiefbohranlage VDD 370 RU PDFDocumento4 pagineSTREICHER Datenblatt Tiefbohranlage VDD 370 RU PDFtictacalNessuna valutazione finora
- Cad-Cam P N Rao PDFDocumento39 pagineCad-Cam P N Rao PDFkdtkopNessuna valutazione finora
- COM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204 PDFDocumento92 pagineCOM - Doosan TX Series Servo Drive Operation Manual (Rev B01) - 131204 PDFHakan Blg100% (1)
- Equipment List: Particuler Capacity Head Qty. W S T Intake SR.N oDocumento3 pagineEquipment List: Particuler Capacity Head Qty. W S T Intake SR.N onavinchopra1986Nessuna valutazione finora
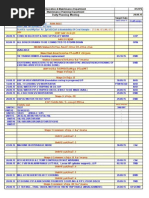
- Shut-Down Maintenance and Pending Job List: (Lime Stone Crusher & Raw Mil Section) Month: November-2017Documento15 pagineShut-Down Maintenance and Pending Job List: (Lime Stone Crusher & Raw Mil Section) Month: November-2017vinodsnNessuna valutazione finora
- 2414 2416 Installation ProcedureDocumento4 pagine2414 2416 Installation ProcedureJames BondNessuna valutazione finora
- Hse Manual: VIKING 01-01Documento168 pagineHse Manual: VIKING 01-01AF Dowell MirinNessuna valutazione finora
- I/O Link Parameter List - Super AutoDocumento3 pagineI/O Link Parameter List - Super AutoS.DharanipathyNessuna valutazione finora
- Kaola Saomplar Ki) Plabqata: Sai Eca Pi ससरकक Stotsa Aaof Ema Di.Ema Esa Maona Plaamt Eiryaa Stosana Ka^ManaDocumento49 pagineKaola Saomplar Ki) Plabqata: Sai Eca Pi ससरकक Stotsa Aaof Ema Di.Ema Esa Maona Plaamt Eiryaa Stosana Ka^Manasailolla30Nessuna valutazione finora
- Myers Triplex Water Pump D35 D50 D60 D65 Data SheetDocumento2 pagineMyers Triplex Water Pump D35 D50 D60 D65 Data Sheetsergio100% (1)
- FX50Documento198 pagineFX50iohammorillo40% (5)
- Leadwell NV-Serie 2015 PDFDocumento8 pagineLeadwell NV-Serie 2015 PDFLevi BriceñoNessuna valutazione finora
- High Speed Spindle Design and ConstructionDocumento13 pagineHigh Speed Spindle Design and ConstructionSahil KumarNessuna valutazione finora
- NDT Request Form (Piping) : Wara Pressure Maintenance ProjectDocumento7 pagineNDT Request Form (Piping) : Wara Pressure Maintenance ProjectVimin PrakashNessuna valutazione finora
- BALL SCREW Check List-2Documento17 pagineBALL SCREW Check List-2atulknpNessuna valutazione finora
- 40511stOperatorsManual PDFDocumento102 pagine40511stOperatorsManual PDFNam Ngô PhươngNessuna valutazione finora
- Drilling ProjectsDocumento4 pagineDrilling ProjectsSubhra S SanyalNessuna valutazione finora
- FAQ 6RA70 Fault Diagnostics enDocumento81 pagineFAQ 6RA70 Fault Diagnostics enKsmah Mah100% (1)
- Hawe Proportional Directional Spool Valves Type PSL and PSVDocumento6 pagineHawe Proportional Directional Spool Valves Type PSL and PSVY.Ebadi100% (1)
- ROVNAV Set Up Through Prizm 1Documento6 pagineROVNAV Set Up Through Prizm 1Guilherme NevesNessuna valutazione finora
- Able F Ontents: Wire EDM Machine OperationDocumento210 pagineAble F Ontents: Wire EDM Machine OperationtranhoachbnNessuna valutazione finora
- High-Speed CNC Vertical Machining Center: Page 1 of 8 May 1, 2017Documento8 pagineHigh-Speed CNC Vertical Machining Center: Page 1 of 8 May 1, 2017Saad MughalNessuna valutazione finora
- Generator Maintenance Report: Engine Air PrecleanerDocumento4 pagineGenerator Maintenance Report: Engine Air Precleanereng_moh04Nessuna valutazione finora
- Applications of Magnetic Sensors For Low Cost Compass SystemsDocumento8 pagineApplications of Magnetic Sensors For Low Cost Compass SystemsPhạm Xuân HoàngNessuna valutazione finora
- Giroskop PDFDocumento9 pagineGiroskop PDFmuhammadjati_yhNessuna valutazione finora
- Discover It For StudentsDocumento1 paginaDiscover It For StudentsVinod ChintalapudiNessuna valutazione finora
- 762id - Development of Cluster-7 Marginal Field Paper To PetrotechDocumento2 pagine762id - Development of Cluster-7 Marginal Field Paper To PetrotechSATRIONessuna valutazione finora
- 07 EPANET Tutorial-SlidesDocumento26 pagine07 EPANET Tutorial-SlidesTarhata Kalim100% (1)
- Case StudyDocumento2 pagineCase StudyFadhlin Sakina SaadNessuna valutazione finora
- Computer in Community Pharmacy by Adnan Sarwar ChaudharyDocumento10 pagineComputer in Community Pharmacy by Adnan Sarwar ChaudharyDr-Adnan Sarwar Chaudhary100% (1)
- Blank FacebookDocumento2 pagineBlank Facebookapi-355481535Nessuna valutazione finora
- 100 IdeasDocumento21 pagine100 IdeasNo ID100% (1)
- The Dust Bunnies COL FKBDocumento36 pagineThe Dust Bunnies COL FKBPradeep ManralNessuna valutazione finora
- Hot Rolled Coils Plates & SheetsDocumento40 pagineHot Rolled Coils Plates & Sheetssreekanth6959646Nessuna valutazione finora
- Encapsulation of Objects and Methods in C++Documento46 pagineEncapsulation of Objects and Methods in C++Scott StanleyNessuna valutazione finora
- Final Notice To Global Girls Degree CollgeDocumento2 pagineFinal Notice To Global Girls Degree CollgeIbn E AdamNessuna valutazione finora
- Topic 6 Nested For LoopsDocumento21 pagineTopic 6 Nested For Loopsthbull02Nessuna valutazione finora
- 8. Nguyễn Tất Thành- Kon TumDocumento17 pagine8. Nguyễn Tất Thành- Kon TumK60 TRẦN MINH QUANGNessuna valutazione finora
- Commercial BanksDocumento11 pagineCommercial BanksSeba MohantyNessuna valutazione finora
- D15 Hybrid P1 QPDocumento6 pagineD15 Hybrid P1 QPShaameswary AnnadoraiNessuna valutazione finora
- Mtech Vlsi Lab ManualDocumento38 pagineMtech Vlsi Lab ManualRajesh Aaitha100% (2)
- Unit: 1: Newton's Laws of Motion & Principle of Transmissibility of ForceDocumento5 pagineUnit: 1: Newton's Laws of Motion & Principle of Transmissibility of ForceKunal SinghNessuna valutazione finora
- Model Contract FreelanceDocumento3 pagineModel Contract FreelancemarcosfreyervinnorskNessuna valutazione finora
- Virtual Feeder Segregation Using IIoT and Cloud TechnologiesDocumento7 pagineVirtual Feeder Segregation Using IIoT and Cloud Technologiespjgandhi100% (2)
- APRStt Implementation Notes PDFDocumento36 pagineAPRStt Implementation Notes PDFCT2IWWNessuna valutazione finora
- The Consulting Industry and Its Transformations in WordDocumento23 pagineThe Consulting Industry and Its Transformations in Wordlei ann magnayeNessuna valutazione finora
- Ajsl DecisionMakingModel4RoRoDocumento11 pagineAjsl DecisionMakingModel4RoRolesta putriNessuna valutazione finora
- Teacher'S Individual Plan For Professional Development SCHOOL YEAR 2020-2021Documento2 pagineTeacher'S Individual Plan For Professional Development SCHOOL YEAR 2020-2021Diether Mercado Padua100% (8)
- Laporan Keuangan TRIN Per Juni 2023-FinalDocumento123 pagineLaporan Keuangan TRIN Per Juni 2023-FinalAdit RamdhaniNessuna valutazione finora
- DU Series MCCB CatalogueDocumento8 pagineDU Series MCCB Cataloguerobinknit2009Nessuna valutazione finora
- Tylenol CrisisDocumento2 pagineTylenol CrisisNida SweetNessuna valutazione finora
- Lit 30Documento2 pagineLit 30ReemAlashhab81Nessuna valutazione finora
- Lyka Kendall B. Adres: Personal Na ImpormasyonDocumento2 pagineLyka Kendall B. Adres: Personal Na ImpormasyonKendall BarbietoNessuna valutazione finora
- Islcollective Present SimpleDocumento2 pagineIslcollective Present Simplecrisan mirunaNessuna valutazione finora
- Development of A Small Solar Thermal PowDocumento10 pagineDevelopment of A Small Solar Thermal Powעקיבא אסNessuna valutazione finora