Potrebbero piacerti anche
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryDa EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNessuna valutazione finora
- QCP-12 Valve Leak Test Procedure PDFDocumento21 pagineQCP-12 Valve Leak Test Procedure PDFIbrahim100% (3)
- API 598 Testing Procedure-20130720-032647Documento2 pagineAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- ROCEDURE - INSPECTION & TEST ValvesDocumento10 pagineROCEDURE - INSPECTION & TEST Valvessabes26Nessuna valutazione finora
- Hydro Test ProceduresDocumento10 pagineHydro Test Proceduresazimr157100% (1)
- Safety Relief Valve Set Pressure and Seat Leakage TestDocumento30 pagineSafety Relief Valve Set Pressure and Seat Leakage TestAnonymous ffje1rpa100% (1)
- Butterfly Valve Info PDFDocumento14 pagineButterfly Valve Info PDFCS100% (1)
- Hydrostatic Shell TestDocumento5 pagineHydrostatic Shell TestsojeckNessuna valutazione finora
- Ball Valve Overhaul ProcedureDocumento7 pagineBall Valve Overhaul Procedurerocket789Nessuna valutazione finora
- Pneumatic TestDocumento3 paginePneumatic Testpuneethkumarr100% (1)
- Report On ValvesDocumento15 pagineReport On ValvesAnonymous b9J5NMNessuna valutazione finora
- Cryogenic Valve Test Procedure PDFDocumento9 pagineCryogenic Valve Test Procedure PDFazimr157100% (1)
- Ball Valve HandbookDocumento13 pagineBall Valve HandbookGanesh Yadav100% (6)
- Helium Leak TestDocumento8 pagineHelium Leak TestHiren Panchal50% (2)
- Piping Pneumatic Test ProcedureDocumento2 paginePiping Pneumatic Test Procedureruzla67% (3)
- Valve Testing ProcedureDocumento9 pagineValve Testing ProcedureFaiz Zainudin83% (6)
- Neles Seat Leakage SpecDocumento9 pagineNeles Seat Leakage SpecIkhsan Ly100% (1)
- BK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Documento45 pagineBK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Kev Tra100% (1)
- 3.06 A Pressure Testing of PipingDocumento22 pagine3.06 A Pressure Testing of PipingVivek PatilNessuna valutazione finora
- Testing StandardDocumento7 pagineTesting StandardDiego Fernando Pedroza UribeNessuna valutazione finora
- Api 598Documento2 pagineApi 598Nitin Aggarwal78% (9)
- Inspection of ValvesDocumento85 pagineInspection of ValvesAnand Kesarkar86% (7)
- Hydrotest & Pneumatic TestDocumento3 pagineHydrotest & Pneumatic TestjokishNessuna valutazione finora
- Ball Valve Seat Seal Injection SystemDocumento28 pagineBall Valve Seat Seal Injection SystemmudrijasmNessuna valutazione finora
- Testing of Pressure Relief ValveDocumento13 pagineTesting of Pressure Relief ValveVishal Abhiman MeshramNessuna valutazione finora
- Ball Valve: Zhejiangbeiercontrol Valveco.,LtdDocumento16 pagineBall Valve: Zhejiangbeiercontrol Valveco.,LtdSandipan GhoshNessuna valutazione finora
- Valve Leakage Rates Test STDDocumento5 pagineValve Leakage Rates Test STD윤병택Nessuna valutazione finora
- Inspect ValvesDocumento124 pagineInspect ValvesMohd Idris Mohiuddin100% (2)
- Unique Online Leak Repair TechniquesDocumento8 pagineUnique Online Leak Repair TechniquesMario Alfredo MunafóNessuna valutazione finora
- 14.a. Vendor Data Valve - Operation and Maintenance InstructionDocumento128 pagine14.a. Vendor Data Valve - Operation and Maintenance InstructionArieTonang100% (1)
- ValvesDocumento87 pagineValvesbaishakhi_b90100% (3)
- Api 598Documento13 pagineApi 598SurachaiAumongkolNessuna valutazione finora
- Thermal Relief Valve Instructions & Operations ManualDocumento12 pagineThermal Relief Valve Instructions & Operations ManualHiren Panchal100% (1)
- Api-598-En-12266-1 Seat LeakDocumento2 pagineApi-598-En-12266-1 Seat Leakelumalai24100% (10)
- General Control Valves TrainingDocumento37 pagineGeneral Control Valves TrainingMohd Amani100% (2)
- 3LPE Repair ProcedureDocumento3 pagine3LPE Repair Procedurelhanx2Nessuna valutazione finora
- API6D Ball Valves Inspection and Test ProceduresDocumento5 pagineAPI6D Ball Valves Inspection and Test ProceduresChi Cha100% (2)
- AB-522 Standard Pneumatic Test Procedure RequirementsDocumento16 pagineAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerNessuna valutazione finora
- To Commissioning Manual: Appendix No. 1Documento7 pagineTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNessuna valutazione finora
- Safety Relief Valves-Presentation by EILDocumento22 pagineSafety Relief Valves-Presentation by EILSuyog Gawande100% (1)
- Testing Procedure of Ball ValveDocumento2 pagineTesting Procedure of Ball Valverajesh100% (2)
- PRESENTATION Flanges Andd CouplingsDocumento39 paginePRESENTATION Flanges Andd Couplingsashishntpc1309100% (1)
- IENCSEPRO0007-2 - General Leak Test Procedure PDFDocumento9 pagineIENCSEPRO0007-2 - General Leak Test Procedure PDFCatalinNessuna valutazione finora
- Valve Testing ProcedureDocumento10 pagineValve Testing Proceduremoytabura96100% (5)
- Pressure Testing of Pressure VesselDocumento3 paginePressure Testing of Pressure VesselAriq FauzanNessuna valutazione finora
- Pneumatic Test - Write UpDocumento7 paginePneumatic Test - Write UpDilip0% (1)
- Double Piston and Single Piston Effect in Ball ValvesDocumento5 pagineDouble Piston and Single Piston Effect in Ball ValvesPipeline Engineer100% (6)
- Inspection and Test Plan For Line Pipe PDFDocumento4 pagineInspection and Test Plan For Line Pipe PDFsherviny100% (1)
- Perar Trunnion Ball ValvesDocumento54 paginePerar Trunnion Ball ValvesUday GokhaleNessuna valutazione finora
- Procedure Manual: Ball Valve Hydro TestDocumento5 pagineProcedure Manual: Ball Valve Hydro Testnima_h10Nessuna valutazione finora
- C22-Yb60-F-4765 - 0 Sa3-Ps2, Butterfly Valve, Test ProceduresDocumento8 pagineC22-Yb60-F-4765 - 0 Sa3-Ps2, Butterfly Valve, Test Proceduressartaj100% (1)
- Shop Inspection & Test procedure-GVK-1Documento7 pagineShop Inspection & Test procedure-GVK-1Sungil ChoiNessuna valutazione finora
- Procedure Manual: Cast Valve ProductionDocumento10 pagineProcedure Manual: Cast Valve ProductionParveen Kohli0% (1)
- 4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Documento8 pagine4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Randu WatangNessuna valutazione finora
- Valves Valve LeakageDocumento5 pagineValves Valve Leakagearson5646100% (1)
- Hydrotesting of VALVE AND REFURBISHMENT PROCEDUREDocumento16 pagineHydrotesting of VALVE AND REFURBISHMENT PROCEDUREISAACNessuna valutazione finora
- Boiler Hydrotest Procedure Boiler BDFB 350-1004Documento10 pagineBoiler Hydrotest Procedure Boiler BDFB 350-1004Gunung A E SinamnbelaNessuna valutazione finora
- Valve) - 2. End Fittings For ClosureDocumento10 pagineValve) - 2. End Fittings For ClosureNaveen Vel100% (1)
- Hydo Test ProcedureDocumento2 pagineHydo Test ProcedureAbdulMajidYousoffNessuna valutazione finora
- Spe 77 - 307Documento5 pagineSpe 77 - 307Dunamis Joe100% (1)
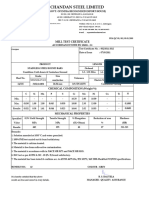
- Sample Test Cert. 07.09.2011 - 02Documento1 paginaSample Test Cert. 07.09.2011 - 02Vipul PanchalNessuna valutazione finora
- Sample Form For VisaDocumento2 pagineSample Form For VisaVipul Panchal100% (1)
- HAVI Takes Utmost Care While Producing A Product From Material Sourcing Till On-Site InstallationDocumento1 paginaHAVI Takes Utmost Care While Producing A Product From Material Sourcing Till On-Site InstallationVipul PanchalNessuna valutazione finora
- HAVI BrochureDocumento4 pagineHAVI BrochureVipul PanchalNessuna valutazione finora
- Gvba 8SW150 8N S6L CLDocumento1 paginaGvba 8SW150 8N S6L CLVipul PanchalNessuna valutazione finora
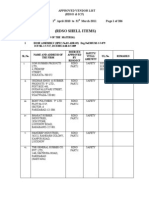
- Icf & Rdso Vendor ListDocumento206 pagineIcf & Rdso Vendor ListVipul PanchalNessuna valutazione finora
- Gvba 8N 16MGT S6L CLDocumento1 paginaGvba 8N 16MGT S6L CLVipul PanchalNessuna valutazione finora
- 02 Master List of Machine & EquipmentsDocumento1 pagina02 Master List of Machine & EquipmentsVipul Panchal50% (2)
- NCR-CC 001 12-13Documento1 paginaNCR-CC 001 12-13Vipul Panchal100% (1)
- Richard Dennis Sonterra Capital Vs Cba Nab Anz Macquarie Gov - Uscourts.nysd.461685.1.0-1Documento87 pagineRichard Dennis Sonterra Capital Vs Cba Nab Anz Macquarie Gov - Uscourts.nysd.461685.1.0-1Maverick MinitriesNessuna valutazione finora
- Nickel 200 201 PDFDocumento20 pagineNickel 200 201 PDFwdavid81Nessuna valutazione finora
- TTC 1000Documento2 pagineTTC 1000svismaelNessuna valutazione finora
- Chapter 04 - Motion and Force - DynamicsDocumento24 pagineChapter 04 - Motion and Force - DynamicsMohamad SyazwanNessuna valutazione finora
- December 2022 Issue: More Transparency, P S An R T e R o M, y C en Ar P P, y PDocumento24 pagineDecember 2022 Issue: More Transparency, P S An R T e R o M, y C en Ar P P, y Pwpp8284Nessuna valutazione finora
- Focus GroupDocumento20 pagineFocus GroupItzel H. ArmentaNessuna valutazione finora
- PA SystemDocumento4 paginePA SystemSnehal DambhareNessuna valutazione finora
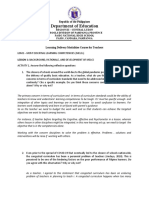
- Department of Education: Republic of The PhilippinesDocumento6 pagineDepartment of Education: Republic of The PhilippinesLalaine QuitoNessuna valutazione finora
- Republic V Mangotara DigestDocumento3 pagineRepublic V Mangotara DigestMickey Ortega100% (1)
- (Application Transfer Manual Volume: Be The CadreDocumento2 pagine(Application Transfer Manual Volume: Be The CadreVishnu MuralidharanNessuna valutazione finora
- Exponential Smoothing-Trend and SeasonalDocumento11 pagineExponential Smoothing-Trend and SeasonalsuritataNessuna valutazione finora
- Resume Of: Name: Kingshuk Saha Address: Mobile: E-MailDocumento2 pagineResume Of: Name: Kingshuk Saha Address: Mobile: E-MailKingshuk Saha PalasNessuna valutazione finora
- Canon JX 500 - 200 - Service ManualDocumento154 pagineCanon JX 500 - 200 - Service ManualFritz BukowskyNessuna valutazione finora
- EASA CS-22 Certification of SailplanesDocumento120 pagineEASA CS-22 Certification of SailplanessnorrigNessuna valutazione finora
- Small Scale IndustriesDocumento6 pagineSmall Scale IndustriesMangesh KadamNessuna valutazione finora
- Hex 33 X 80Documento1 paginaHex 33 X 80PurchaseNessuna valutazione finora
- Nanoimprint Lithography: Presented by Group 7Documento27 pagineNanoimprint Lithography: Presented by Group 7Samia SafaNessuna valutazione finora
- 3 - 0 - D Copia403mfen 404mfen Smy113840 1Documento253 pagine3 - 0 - D Copia403mfen 404mfen Smy113840 1Serge MaciaNessuna valutazione finora
- Tcs IntroDocumento12 pagineTcs IntroRomi.Roy1820 MBANessuna valutazione finora
- AAR Safety Fact SheetDocumento2 pagineAAR Safety Fact Sheetrogelio mezaNessuna valutazione finora
- Determination of Iron in Water - SpectrophotometryDocumento4 pagineDetermination of Iron in Water - Spectrophotometryhanif ahmadNessuna valutazione finora
- Catalogue Colorants TextilesDocumento5 pagineCatalogue Colorants TextilesAs Des As BenedictionNessuna valutazione finora
- Chen Probable Cause Affidavit 050714Documento7 pagineChen Probable Cause Affidavit 050714USA TODAYNessuna valutazione finora
- Seinfelt - The CheesecakeDocumento31 pagineSeinfelt - The Cheesecakeseinfelt100% (2)
- Downloaded From Manuals Search EngineDocumento14 pagineDownloaded From Manuals Search EngineAl AlNessuna valutazione finora
- Mrr2 Why The Future Doesnt Need UsDocumento3 pagineMrr2 Why The Future Doesnt Need UsSunshine Glory EgoniaNessuna valutazione finora
- MSDS Potassium DichromateDocumento8 pagineMSDS Potassium DichromateAyu Lakshemini OkaNessuna valutazione finora
- English Paper 1 Mark Scheme: Cambridge Lower Secondary Sample Test For Use With Curriculum Published in September 2020Documento11 pagineEnglish Paper 1 Mark Scheme: Cambridge Lower Secondary Sample Test For Use With Curriculum Published in September 2020ABEER RATHINessuna valutazione finora
- Attention: 6R60/6R75/6R80 Installation GuideDocumento4 pagineAttention: 6R60/6R75/6R80 Installation GuideEdwinferNessuna valutazione finora
- Genie Awp SpecsDocumento4 pagineGenie Awp SpecsIngrid Janet GuardadoNessuna valutazione finora