Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Proiectarea Dispozitivelor
Caricato da
Patrascu Robert-GabrielTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Proiectarea Dispozitivelor
Caricato da
Patrascu Robert-GabrielCopyright:
Formati disponibili
1
TEMA DE PROIECTARE NR. 20a
S se proiecteze un dispozitiv special n faza de execuie, pentru prinderea piesei din
figurade mai jos, la prelucrarea prin strunjire a suprafetelor marcate, in condiiilor n care
prelucrarea se realizeaz pe un strung de tip SNA 450, iar programul anual de fabricaie este de
10000 buc/an.
Tolerane generale ISO 2768-mK
Material OLC 15 STAS 880-80
2
E1. ANALIZA TEMEI DE PRIECTARE. INFORMAREA INIIAL.
STABILIREA DATELOR INIIALE
F1.1. Analiza temei de proiectare
Se cere proiectarea unui component al sistemului tehnologic care s permit orientarea-
poziionarea i fixarea piesei la o operaie de prelucrare prin strunjire exterioar.
Proiectul trebuie realizat n faza DE, adic trebuie elaborat att desenul de ansamblu ct
i desenele reperelor principale. Dat fiind programul anual de producie, de 10000 buc pe an, se
poate aprecia, conform indicaiilor din literatura de specialitate, c producia are un caracter de
serie mijlocie i prin urmare, dispozitivele de proiectat pot avea o complexitate medie.
Piesa ce trebuie prelucrat este de complexitate medie, facnd parte din categoria pieselor
de revoluie, fiind vorba de o strunjire de degrosare si o strunjire frontal.
n cadrul analizei temei de proiectare, proiectantul de dispozitive studiaz i i nsuete
procesul tehnologic de prelucrare a piesei, rezolv cu constructorul i tehnologul eventualele
neconcordane sau propunerile de modificare a formei piesei, a modului de cotare, a toleranelor,
a tehnologiei.
Dispozitivul este un ansamblu auxiliar folosit pentru executarea operaiilor tehnologice
de prelucrare mecanic ca i pentru alte operaii cum ar fi ansamblarea i controlul.El servete la
asamblarea i controlul pieselor de prelucrat pe maina-unealt i eventual a sculelor conform
cerinelor procesului tehnologic.
F1.2. Informarea iniial
Din analiza literaturii de specialitate de baz [GOJINECHI N. i GHERGHEL N.,
Proiectarea dispozitivelor, Vol. 1. Inst. Politehn. Iai, 1983], [GHERGHEL N., Construcia i
exploatarea dispozitivelor pentru
rezolvarea temei de proiectare ar putea fi utilizate integral sau prin modificri sau adoptare,
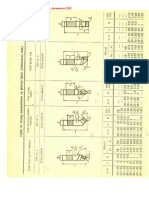
inversare, soluiile prezentate sintetic n tabelul de mai jos:
3
Nr.
sol.
Schia i denumirea
Sursa
Figura
(tabelul)
Paginile
Numrul
lucrrii
1.
Mecanism de strngere cu membrane
plane
Fig 4.33.a
304 [1]
2.
Mecanism de centrare strngere cu
pene
Fig. 4.5,c 260 [1]
3.
Mecanism mandrin cu buc elastic
Fig 4.19.d.
282 [1]
4
4.
Mecanism de strngere cu flci acionat
prin spiral plan
Fig 4.9
267 [1]
5.
Mecanism de strngere cu bile i role
Fig 4.11,b
271 [1]
6.
Mecanism mandrin cu buc elastic
Fig 4.19.e
282 [1]
7.
Mecanism mandrin cu buc elastic
Fig 4.19.b.
282 [1]
5
8.
Mecanism de centrare i strngere cu
degajri i 3 role
Fig. 7.30.
Pg. 68
[2]
9.
Bucsa elastica bilaterala
Fig. 4.18,a
Pag 281 [1]
6
10.
Mecanism de centrare strngere cu
pene
Fig. 4.5,c 260 [1]
11.
Dorn autocentrant cu buc elastic
pentru piese scurte.
Fig. 4.18,a
Pag 281 [1]
12.
Dorn autocentrant cu buc elastic
pentru piese scurte.
Fig 4.9
267
[1]
13.
Dorn cu pene, cu prindere pe flan
Pg. 786
[1]
7
14.
Dorn deplasabil cu role
Pagina web
[3]
15.
Dornuri cu arcuri disc
Pagina web
[3]
Lista bibliografica:
1. GOJINECHI N. i GHERGHEL N., Proiectarea dispozitivelor, Vol. 1. Inst. Politehn.
Iai, 1983.
2. GOJINECHI N. i GHERGHEL N., Construcia i exploatarea dispozitivelor , Vol.
2. Inst. Politehn.
Iai, 1981
8
Nr.
Crt.
Date (informaii) iniiale Scheme (schie, desene), valori etc. Sursa
1. Date legate de pies
1.1. Rolul funcional n ansamblul din
care face parte
Buc [2]
1.2. Forma i complexitate Pies cilindric, n trepte, de revoluie de complexitate
medie
[2]
1.3. Grupa (familie) tehnologic Familia 2 buce 1 cu pereti subtiri, 0 fara grupe [2]
1.4. Material Otel carbon de calitate Datele initiale ale
proiectului
1.5. Marca OLC 15 Datele initiale ale
proiectului
1.6. STAS 880-80 Datele initiale ale
proiectului
1.7. Compoziia chimic a materialului Mn = 0,12-0,18 %
C = 0,35-0,65 %
S = Max. 0,045 %
P = Max 0,04 %
[5]
1.8 Caracteristici mecanice ale
materialului
Clasa de calitate clire cu revenire joas
R
m
=590780 [MPa]
R
p0,2
=350 [Mpa]
A=14 [%]min
[5]
1.9 Coodronatele centrului de mas G1(10,12.5)
G2(10,12.5)
G3(82.5,45)
G4(82.5,30)
G(70.31,64.5)
9
2. Date legate de scul
2.1. Tipul sculei Cuit lateral cu sens de aschiere pe stnga [4]
2.2. Notare (conform STAS) 6381 89 [4]
2.3. Schi
[4]
2.4. Dimensiuni de gabarit hxb=10x10 mm; L=90 mm; c=4 mm; r
= 0.2; [4]
2.5. Dimensiunea prii active Tip plcu STAS 6373/1-86
B8 B2-8
[4]
2.6. Parametrii geometrici ai prii active [4]
2.7. Tipul sculei Cuit de strung frontal cu sens de achiere pe dreapta [4]
2.8. Notare (conform STAS) 6382 [4]
10
2.9. Schita [4]
2.10. Dimensiuni de gabarit Hxb=16x16 mm; L=110 mm; h=16 mm [4]
2.11. Dimensiunea prii active Tip placu STAS 6373/1-86
A12
[4]
2.12. Parametri geometrici ai prii active [4]
3. Date legate de maina unealt
3.1. Tip Strung de tip SNA 450 [2]
3.2. Gabaritul maxim al pieselor
prelucrate
L= 3050; l=1350; H=1375. [2]
3.3. Firma productoare Strungul Arad [2]
3.4. Cursele (deplasrile) diferitelor
subansambluri mobile
Cursa maxim a saniei port-cuit = 170 mm;
Cursa maxim a saniei transversal=305 mm;
Cursa maxim a saniei longitudinal=900; 1400; 1900 mm
Cursa saniei longitudinale la o rotaie complet a roii de
mn=27 mm
[2]
3.5. Gama de turaii
Rot/min
16; 20; 25; 31.5; 40; 50; 63; 80; 100; 125; 160; 200; 250;
315; 400; 500; 630; 800; 1000; 1250; 1600.
[2]
3.6. Gama de avansuri Pas normal: 0,028; 0,040; 0,045; 0,050; 0,056; 0,063; 0,071; [2]
11
Rot/min 0,08; 0,09; 0,1; 0,112; 0,125; 0,14; 0,16; 0,18; 0,2; 0,224;
0,25; 0,28; 0,315; 0,355; 0,4; 0,45; 0,5; 0,56; 0,63; 0,71; 0,8;
0,9; 1; 1,12; 1,25; 1,8.
Pas marit: 0,45; 0,63; 0,71; 0,8; 0,9; 1; 1,12; 1,25; 1,4; 1,6;
1,8; 2; 2,24; 2,5; 2,8; 3,15; 3,55; 4; 4,5; 5
3.7. Puterea instalat; forma i
dimensiunile caracteristice ale
captului din faa i din spate ale
arborelui principal
P=7.5 kw
[2]
3.8. Forma i dimensiunile caracteristice
ale mesei; numrul, forma,
dimensiunile i poziia canalelor (T
sau V) mesei
4. Date legate de verificatoare
4.1. Tip ubler
4.2. Interval (domeniu) de msurare 0-150 mm
4.3. Gradaia riglei din 5 in 5 mm
4.4. Greutate 0,2 kg
4.5. Precizia de msurare 0.01mm
5 Date legate de regimul de lucru
5.1 Numr treceri 1 singura trecere
5.2 Avansul s= 0.5 mm/rot
5.3 Viteza de achiere
v
c
=
=163.28
5.4 Turaia N= 1000 x V/ d = 1000x 163.28/ 282.6=577.77[rot/min]
Voi adopta din gama de turaii a mainii unelte SNA 450,
N=500[rot/min]
12
6. Date legate de solicitrile de
prelucrare
6.1 Schema forelor si momentelor ce
solicit piesa
6.2 Mrimea forelor de achiere
F
c
=A*k
c
1.1*h
-mc
= 0,56*4400*
= 1235,32 N
6.3 Mrimea greutii piesei M=*V; V=755,56 *
;=7.85g/
M=597g.
6.4 Puterea necesar achierii
P
mot
=
= 1.68 KW
13
E2. ELABORAREA STUDIULUI TEHNICO-ECONOMIC (S.T.E). STABILIREA
SOLUIEI DE PRINCIPIU (ANASAMBLU) A DISPOZITIVULUI
F2.1. Stabilirea schemei optime de lucru (prelucrare, control, asamblare etc.), ce va sta la baza
proiectrii dispozitivului
Schema optim de de lucru (prelucrare, control, asamblare etc.) reprezint acea schem
tehnic posibil, care asigur obinerea condiiilor de precizie dimensional/ geometric impuse
prin tem i conduce la costul minim al operaiei.
A2.1.1. Stabilirea schemelor de prelucrare matematic posibile (SP-MP)
Schemele de prelucrare matematic posibile se obin prin combinarea matematic a
paramatrilor variabili care caracterizeaz aceste scheme.
Paramatrii variabili care pot fi considerate n cadrul proiectului sunt:
A. Tipul mainii unelte:
Maina unealta cu ax orizontal;
B. Poziia piesei:
Cu ax orizontal;
C. Tipul sculei
Cuit de strung
D. Tipul avansului
Avans liniar si transversal
E. Numrul pieselor prelucrate simultan
- O singur piesa prelucrat cu o scula
F. Numarul pieselor prelucrate din aceeai prindere (piese amplasate liniar sau circular)
- O singur pies prelucrat din aceeasi prindere
G. Numrul posturilor de ncrcare descrcare
-fr posturi de ncrcare-descrcare
H. Sucesiunea prelucrrii suprafeelor
1 Prelucrare suprafaa plan cu lungimea de 10 mm
2 Prelucrare suprafa cilindric (60)
I. Modul de generare a suprafeelor
N=1*1*1*1*1*1*1*2*1= 2 variante
14
Schem de prelucrare tehnic posibil (SP-TP) Avantaje Dezavantaje
Denumire Schi
1
Prelucrare succesiv
a unei piese, dintr-o
singur prindere cu
ajutorul unui mecanism de
tip menghin autocentrant
cu flci
- nu necesit cap
multiax;
- timpi ajuttori de
orientare-strngere
foarte ridicai;
- precizie sczut;
- grad sczut de utilizare
a puterii disponibile a
MU
15
2
Prelucrare simultan
a unei singure piese cu
ajutorul a doua scule
- timpi de
prelucrare sczui
- precizie sczut;
- timpi ajuttori de
orientare-strngere
foarte ridicai;
- necesit dou tipuri de
scule i doua snii cu
direcii diferite de avans
16
A2.1.2. Alegerea schemei optime de prelucrare, control sau asamblare
Adoptm ca si schema optima de prelucrare varianta numarul 1
Nr.
Crt.
Criteriul Utilitati partiale pentru SP-
TP numarul:
1 2
1. Precizia suprafeelor prelucrate 6 8
2. Gradul de uniformitate a strngerii pieselor 10 10
3. Gradul de utilizare a puteri disponibile a MU 7 8
4. Timpi ajuttori de OP si S 8 7
5. Necesitatea dispozitivului de prindere multiplu a sculelor 6 8
6. Durabilitatea sculei 9 9
7. Necesitatea folosirii dispozitivului de prindere multipla a pieselor 10 8
8. Costul sculelor 6 7
9. Rugozitatea suprafeelor prelucrare 7 8
10. Precizia cerut suprafeelor de strngere a pieselor 5 7
11. Mrimea forelor si momentelor de achiere 6 8
12. Complexitatea sculelor 7 8
13. Complexitatea dispozitivului de prindere 6 9
14. Gabaritul sculelor 7 8
15. Gabaritul dispozitivelor de prindere a pieselor 6 7
16. Gradul de securitate a muncii 6 6
Total 106 126
17
1
S
c
h
e
m
a
o
p
t
i
m
Poziia piesei Orizontal
Modul de
prelucrare a
suprafeelor de
acelai tip sau de
tip diferit
Simultan
Numrul
pieselor
prelucrate
simultan
Cu o
scul
1
Cu
mai
multe
scule
-
Numrul
pieselor
prelucrate
din
aceeai
prindere
Pe un
rnd
1
Pe mai
multe
rnduri
-
Numrul posturilor
de lucru
1
2 Tipul de dispozitiv, dup gradul de universalitate - dispozitiv special nedemontabil
3 Gradul de mecanizare (automatizare) al disp.
Semiautomat (cu acionare
mecanizat)
4
Sol. constructiv-
funcionale
pentru
principalele
elemente si
mecanisme ale
disp
Tip elemente orientare Rigide
Mod prindere pe MU Fixare cu uruburi manual
Mod de curire Manual la schimbarea piesei
5
Modul de manipulare a pieselor la introducerea i scoaterea
n/din dispozitiv
- cu o mn, de ctre muncitor
6 Calificarea operatorului ce va deservi dispozitivul - sczut
7 Gradul de dezvoltare a operaiei ce urmeaz a fi elaborat
- documentaie de execuie
(D.E.)
8 Cazul (tipul) de proiectare - proiectare
9 Metodologia de proiectare - dezvoltat
10
Gradul de dezvoltare a instruciunilor de exploatare a
dispozitivului
- detaliate
11
Elemente componente ale disp. ce trebuie executate cu precizie
ridicat
- elemente de orientare
- elemente de divizare
18
E3. Elaborarea schemei optime de orientare i proiectarea elementelor de orientare sau de
orientare strngere (reazemelor)
3.1 Elaborarea schiei operaiei sau fazei pentru care se proiecteaz dispozitivul
19
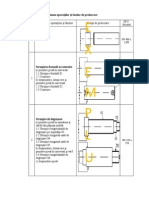
3.2. Stabilirea semnificaiilor simbolurilor bazelor de orientare-poziionare i a reazemelor utilizate la materializarea schemei
de orientare-poziionare optime
Forma, poziia,
mrime i
numrul
suprafeelor,
muchiilor sau
vrfurilor de
orientare ale
pieselor
Bazele de
orientare
determinate
cu
suprafeele
muchiile sau
vrfurile de
orientare ale
pieselor
Reazemele
utili-
zate pentru
mate-
rializarea
bazelor de
orientare
Bazele de
orientare
materializate
de reazeme
Simbolurile
bazelor de
orientare i ale
reazemelor
Gradele
de
libertate
nlturate
pieselor:
g-nr. total
t-translaii
r-rotaii
Exemple de utilizare a
simbolurilor
Exemple de
denumire a
orientrii
(strii de
orientare)
1 2 3 4 5 6 7 8
O suprafa
plan limitat
(mic)
Un punct
coninut n
suprafaa
respectiv
(baz de
sprijin)
Reazeme
plane fixe
Un punct
continut in
planul
determinat
de suprafaa
activ a
reazemelor
1g:
1t
(1r)
Orientare
pe o supr.
plan
limitat,
folosind un
reazem
plan
autoreglabil
Suprafa
cilindric ext.
lung
O dreapt
continu in
planul de
sime-trie al
suprafeei
Mecanism de
centrare sau
de centrare-
strngere de
tip menghin
cu flci
normale,
prghii i
flci etc.
O dreapt
coninit n
planul de
sime-trie al
rea-zemelor
2g:
1t
1r
O
r
i
e
n
t
a
r
e
a
p
e
o
s
u
p
r
a
f
a
c
i
l
i
n
d
r
i
c
e
x
t
.
l
u
n
g
,
f
o
l
o
s
i
n
d
u
n
m
.
c
.
s
.
n
v
a
r
i
a
n
t
d
e
m
a
n
d
r
i
n
c
u
b
u
c
e
l
a
s
t
i
c
c
u
p
e
r
e
i
s
u
b
i
r
i
.
Axa de
simetrie a
suprafeei
Idem, cu
prisme
normale
Axa reaze-
melor
4g:
2t
2r
20
Stabilirea soluiilor de reazeme care pot fi utilizate:
Nr. crt. Denumirea soluiei i reprezentarea grafic
1 1.Reazeme plane
Cepuri
2 Plcue (plci)
3
Inel
4 Corp dispozitiv
21
5. 2. Mecanism de centrare-strngere tip dorn
2.1 Cu elemente de centrare-strngere rigide
2.1.1Cu pene
6. 2.1.2 Cu prghii
7. 2.1.3 Cu flci
22
Alegerea soluiilor (variantelor) optime de reazeme
Pentru alegerea soluiei optime de reazem se va recurge att la prezentarea avantajelor
ct i la prezentarea dezavantajelor acestora.
Varianta aleas de reazem plan este inel
Subvarianta aleas este corpul dispozitivului
Avantaje:
1. precizie ridicat;
2. suprafaa mare de contact;
3. usurina rectificrii suprafeei active;
4. protejarea corpului dispozitivului;
5. complexitate sczut;
6. ntreinere uoar;
Dezavantaje:
1. strngerea semifabricatului se face cu fore relativ mari;
2. suprafaa activ se uzeaz uor;
Pentru reazem tip dorn vom folosi ca elemente de centrare-strngere rigide cu flci
23
24
Alegerea materialelor i a tratamentelor reazemelor
Material: OSC 10 STAS 1700-90
Tratament termic: calit, revenit la 55-60 HRC
Muchiile ascutite se vor tesi
Bucsa elastica 07132-42120 30-028
Sursa N Gherghel Indrumar de Proiectare a Dispozitivelor vol 3 Iasi 1992, pag 59-61
Alegerea ajustajelor, toleranelor (abaterilor limit) i a rugozitilor reazemelor
E
l
e
m
e
n
t
d
e
o
r
i
e
n
t
a
r
e
-
s
t
r
n
g
e
r
e
Condiii de precizie
C
m
p
u
r
i
d
e
t
o
l
e
r
a
n
e
V
a
l
o
a
r
e
a
a
b
a
t
e
r
i
i
l
i
m
i
t
S
T
A
S
u
l
d
i
n
c
a
r
e
s
a
u
e
x
t
r
a
s
a
b
a
t
e
r
i
l
e
l
i
m
i
t
i
t
o
l
e
r
a
n
e
l
e
B
u
c
e
l
a
s
t
i
c
s
e
c
i
o
n
a
t
p
e
n
t
r
u
m
a
n
d
r
i
n
e
Diametrul suprafeei cilindrice intrioare active H7
018 , 0
0
+
STAS 8100/2 88
Diametrul suprafeei cilindrice exterioare
active
h6 - STAS 8100/2 88
Unghiul suprafeei conice - 12 -
Coaxialitatea suprafeei cilindrice active fa
de suprafaa conic i fa de suprafaa
cilindric de asamblare
- 0,01 -
Coaxialitatea suprafeei conice fa de
suprafaa cilindric activ
- 0,01 -
Coaxialitatea suprafeei cilindrice de asamblare
fa de suprafaa cilindric activ
- 0,01 -
Btaia radial a suprafeelor cilindrice active
fa de suprafaa conic
- 0,005 -
Rugoziti:
Suprafaa cconica activ interioar, R
a
= 0.8 m;
Suprafaa cilindrica activ exterioar, R
a
= 0,8 m;
Suprafaa cilindric exterioar de capt, R
a
= 0.8 m;
Suprafee frontale, R
a
= 1,6 m;
25
E 4. ELABORAREA SCHEMEI OPTIME DE STRNGERE
Strngerea, cea de-a doua faz a procesului de prindere, are rolul de a conserva schema
de orientare optim (dat prin tem), astfel nct piesa sa nu se deplaseze, s nu se roteasc
sau s nu vibreze n timpul procesului de prelucrare. Schema optim de strngere este acea
schem de strngere care asigur cu precizia cerut si poate fi realizat cu cele mai mici
costuri. Schemele de strngere (de fixare) sunt reprezentri grafice ce conin schemele optime
de orientare la care se adaug elementele specifice strngerii:
- direcia, sensul, punctul de aplicaie i mrimea forelor i momentelor ce solicit
piesele n regimuri tranzitorii i n regim stabil de prelucrare;
- direcia, sensul, punctul de aplicaie i mrimea forelor i momentelor masice
(greuti, fore i momente de inertie)
- direcia, sensul, punctul de aplicaie i mrimea forelor i momentelor de prelucrare,
msurare, asamblare
- direcia, sensul, punctul de aplicaie i mrimea forelor de strngere principale,
prealabile si suplimentare
- direcia, sensul, punctul de aplicaie i mrimea reaciilor reazemelor
- direcia, sensul, punctul de aplicaie i mrimea forelor de frecare dintre pies i
reazeme i dintre pies i elementele de strngere sau de orientare-strngere
- elementele geometrice (distane, unghiuri) necesare n calculul forelor, curselor i
erorilor de strngere.
n cadrul acestei etape se va elabora schema optim de strngere, urmndu-se un parcurs
n care vor fi stabilite, succesiv, schemele de strngere tehnic posibile si schemele de stngere
tehnic acceptabile.
F 4.1. Elaborarea schemelor de strngere tehnic posibile
Schemele de strngere tehnic posibile se obin din combinarea logic a urmtorilor parametri
variabili ai schemelor de strngere:
- suprafee de strngere;
- numrul forelor de strngere;
- sensul forelor de strngere;
- punctul de aplicaie al fortelor de strngere.
26
Numrul
SS-TP
Schema de strngere tehnic posibil Calculul fortelor de strngere
1.
z=3
a) piesa sa nu se deplaseze pe directie axiala datorita fortei P
b) piesa nerezemata frontal sa nu se roteasca datorita momentului
M
c) piesa rezemata frontal sa nu se roteasca datorita momentului M
z
t
* S *
+ Mr = K*M
S =
S =
27
Numrul
SS-TP
Schema de strngere tehnic posibil Calculul fortelor de strngere
2.
z=4
a) piesa sa nu se deplaseze pe directie axiala datorita
fortei P
b) piesa nerezemata frontal sa nu se roteasca datorita
momentului M
[N]
c) piesa rezemata frontal sa nu se roteasca datorita
momentului M
z
t
* S *
+ Mr = K*M
S =
S =
28
Numrul
SS-TP
Schema de strngere tehnic posibil Calculul fortelor de strngere
3.
z=6
a) piesa sa nu se deplaseze pe directie axiala datorita
fortei P
b) piesa nerezemata frontal sa nu se roteasca datorita
momentului M
[N]
c) piesa rezemata frontal sa nu se roteasca datorita
momentului M
z
t
* S *
+ Mr = K*M
S =
S =
29
F 4.2. Stabilirea schemelor de stngere tehnic acceptabile
Schemele de strngere tehnic acceptabile sunt acele scheme de strngere tehnic posibile
care satisfac criteriul tehnic al preciziei de strngere. Cu alte cuvinte, sunt acceptabile acele
scheme de strngere tehnic posibile pentru care abaterile de strngere reale
sr
sunt mai mici
dect abaterile de strngere admisibile
sa
.
sr =
sa
.
Aceste abateri de strngere se calculeaz pentru conditiile (C) de precizie ale suprafetelor de
prelucrat. Aceste conditii de precizie sunt de dou tipuri:
- conditii de precizie dimensional si de pozitie relativ care sunt influentate de procesul de
orientare
- conditii de precizie a formei.
A.4.2.1. Determinarea abaterilor de strngere admisibile
sa
Abaterile de strngere admisibile reprezint fractiuni din tolerantele conditiilor de precizie
determinante si de form T
C
. Astfel,
sa =
T
C.
Conditia de precizie Toleranta [mm] Relatia de calcul a
sa
Eroarea de strngere
admisibil
B D 0.2
sa =
T
C
0.06
H
120
E
0.2
sa =
T
C
0.06
B D 0.4
sa =
T
C
0.13
A 4.2.2. Determinarea abaterilor de strngere reale
sr
c
Abaterile de strngere reale sunt acele abateri provocate de strngerea pieselor n
dispozitive. Aceste abateri se determin pentru fiecare schem de strngere tehnic posibil i
pentru fiecare condiie de precizie.
sr
=(k
1
+ |k
2
|)
, unde:
- k- coef. ce ine seama de numrul punctelor de strngere;
- s- fora de strngere;
- R=65 mm - raza piesei
- E=2,110
4
daN/mm
2
- modulul de elasticitate;
- I=
46406,25 mm
4
-momentul de inerie;
sr
=0,00228 mm
30
Nr.
SS-
TP
Schema de strngere
tehnic posibil
Condiia de
precizie
Relaia de calc.
a erorii de
strngere reale
Valoarea
lui
sr
c
Valoarea
lui
sa
c
Dac
SS-
TP
este
sau
nu
SS-
TA
1
z=3 flci
B D
sr
=(k
1
+ |k
2
|)
0.00228 0.06
H
120
E
sr
=(k
1
+ |k
2
|)
0.00228 0.06
B D
sr
=(k
1
+ |k
2
|)
0.00228 0.13
2
z=4 flci
B D
sr
=(k
1
+ |k
2
|)
0.00228 0.06
H
120
E
sr
=(k
1
+ |k
2
|)
0.00228 0.06
B D
sr
=(k
1
+ |k
2
|)
0.00228 0.13
3
z=6 flci
B D
sr
=(k
1
+ |k
2
|)
0.00228 0.06
H
120
E
sr
=(k
1
+ |k
2
|)
0.00228 0.06
B D
sr
=(k
1
+ |k
2
|)
0.00228 0.13
31
F 4.3. Stabilirea schemei optime de strngere
Dintre schemele de strngere tehnic acceptabile se alege acea schem care poate fi
materializat cu cele mai reduse costuri. Aceast schem satisface att criteriile tehnice, de
precizie a strngerii, ct i cele economice, de reducere a costurilor materializrii
strngerii.Pentru alegerea schemei optime de strngere se pot avea n vedere urmtoarele criterii
de apreciere:
-nr. forelor de strngere principale;
-mrimea forelor de strngere (consumul de energie de acionare);
-presiunea de contact reazeme-pies;
-dac forele de strngere sunt paralele sau nu cu suprafeele de prelucrat;
-dac se verific sau nu condiia de rezisten la strivire a suprafeelor de orientare sau de
strngere.
Verificarea condiiei de rezisten la strivire a suprafeelor de orientare i strngere:
SS-TP1
Piesa sa nu se deplaseze pe directie axiala datorita fortei P:
S=
, unde:
- k=k
0
k
1
k
2
k
3
k
4
k
5
k
6
=1,51,21111,6=2,88;
- z-numarul de puncte in care se distribuie forta;
- P- forta de aschiere la strunjire de degosare exterioara;
-
.
S=
=1317.67daN
Piesa rezemata sa nu se roteasca datorita momentului M
S=
=144.12daN
SS-TP1 ndeplinete condiia de rezisten la strivire.
SS-TP2
Piesa sa nu se deplaseze pe directive axiala datorita fortei P:
S=
=988.25daN
Piesa rezemata sa nu se roteasca datorita momentului M
S=
=108.09daN
SS-TP2 ndeplinete condiia de rezisten la strivire.
32
SS-TP3
Piesa sa nu se deplaseze pe directive axiala datorita fortei P:
S=
=658.83daN
Piesa rezemata sa nu se roteasca datorita momentului M:
S=
=72.06daN
SS-TP3 ndeplinete condiia de rezisten la strivire.
33
E5. Stabilirea schemei optime de strngere
Se consider ca schem optim schema care conduce la un consum minim de energie
pentru acionarea mecanismului de strngere sau centrare-strngere (cost minim al exploatrii
dispozitivului) i se poate materializa cu elemente i mecanisme ce satisfac anumite cerine
economice de optim.
Tab.25.
Nr.
crt
Criterii
Utilitati
1 Nr. forelor de strngere principale 5 7
2 Mrimea forelor de strngere 9 9
3 Gradul de descompunere a forelor de strngere 8 9
4 Dac forele de strngere se descompun dup direcie
perpendicular fa de suprafaa de orientare sau nu
5 6
5 Dac forele de strngere sunt paralele sau nu cu suprafaa de
prelucrare
6 6
6 Dac suprafaa pe care se aplic forele de strngere sunt
prelucrare sau nu
0 0
7 Dac exist sau nu tendina de rsturnare, deplasare sau rotire a
piesei fa de reazeme sub aciunea forelor de strngere
5 6
8 Dac exist sau nu tendina de modificare a ST-O sub aciunea
forelor de strngere
0 0
9 Dac exist sau nu posibilitatea apariiei deformrii de ncovoiere
sub aciunea forelor de strngere
0 0
10 Gradul de deformare al pieselor sub aciunea forelor de strngere 10 8
11 Presiunea de contact reazem-pies 5 6
12 Dac sunt necesare sau nu reazeme auxiliare 0 0
13 Dac se aplic sau nu condiia de rezisten la strivire a
suprafeelor de orientare
10 10
14 TOTAL 64 69
34
Proiectarea elementelor i mecanismelor de strngere sau de centrare-strngere
pentru materializarea schemei optime de strngere (SS-O)
Strngere cu mecanism tip menghin cu trei puncte de aplicare a forei
A
A
SECTIONA-A
P/3
P/3
P/3
35
2. Strngere cu mecanism tip menghin cu ase puncte de aplicare a forei
36
Alegerea soluiilor (variantelor) optime de mecanisme de strngere
Nr.
crt
Criterii Utiliti
1 2
1 Nr. forelor de strngere principale 5 7
2 Mrimea forelor de strngere 9 9
3 Gradul de descompunere a forelor de strngere 8 9
4 Dac forele de strngere se descompun dup direcie perpendicular
fa de suprafaa de orientare sau nu
5 6
5 Dac forele de strngere sunt paralele sau nu cu suprafaa de
prelucrare
9 9
6 Dac suprafaa pe care se aplic forele de strngere sunt prelucrare
sau nu
9 9
7 Dac exist sau nu tendina de rsturnare, deplasare sau rotire a piesei
fa de reazeme sub aciunea forelor de strngere
3 3
8 Dac exist sau nu tendina de modificare a ST-O sub aciunea
forelor de strngere
0 0
9 Dac exist sau nu posibilitatea apariiei deformrii de ncovoiere sub
aciunea forelor de strngere
0 0
10 Gradul de deformare al pieselor sub aciunea forelor de strngere 7 8
11 Presiunea de contact reazem-pies 5 6
12 Dac sunt necesare sau nu reazeme auxiliare 0 0
13 Dac se aplic sau nu condiia de rezisten la strivire a suprafeelor de
orientare
10 10
14 TOTAL 74 81
Alegerea materialelor i tratamentelor mecanismelor de strngere
Se alege OLC 65A, STAS 795-87 tratament termic de mbuntire;
duritate 37,5-58 HRC.
Pentru a face posibile mrimile de instalare i extracie ale piesei este necesar ca
elementele de strngere simbolizate prin fora s s execute o anumit curs de strngere c
s
i
eventual o deplasare de degajare (d) pentru eliberarea spaiului necesar manipulrilor de instalare
i extracie.
( ) min
0.2 2 2.2
s D
C T j d mm = + + = + =
T
(D)
tolerana la cot care leag suprafaa de strngere cu suprafaa de orientare
corespunztoare aflat pe direcia forelor de strngere sau a diametrului de strngere
J
min
jocul minim necesar pentru instalarea i extracia comod a piesei din dispozitiv; J
min
=
0,5-1,5mm
P dimensiunea maxim a proeminenelor piesei care trebuie extras sau instalat;
d cursa de degajare a elementului de strngere.
Dimensionarea mecanismelor de strngere
37
Material: OSC 10 STAS 1700-90
Tratament termic: calit, revenit la 55-60 HRC
Muchiile ascutite se vor tesi
Bucsa elastica 07132-42120 30-028
Sursa N Gherghel Indrumar de Proiectare a Dispozitivelor vol 3 Iasi 1992, pag 59-61
D D
1
D
2
D
3
D
4
D
5
L L
1
200 165 180 104.8 133 82.563 +0.004
-0.006
100 115 160 175
D B d d
1
d
2
d
3
d
4
l l
1
l
2
l
3
n n
1
Cursa
falcilor
200 40 M20 M10 11 16.3 M12 4 16 6.5 200 3 6 6
Alegerea materialelor i toleranelor
Material: OLC 75 A STAS 795 80, OSC 7...9 STAS 1700 80
Tratament termic: calire i revenire la H
RC
= 56...60 pe lungimea l
1
i la H
RC
= 40...46 pe lungimea l.
Rugozitatea: R
a
= 0,8 1,6 3,2 [m].
38
E6. PROIECTAREA SCHEMEI DE ACTIONARE SI PROIECTARE A
ELEMENTELOR SI MECANISMELOR COMPONENTE
Elementele i mecanismele(instalaiile) de acionare au rolul de a realiza cursa de
acionare C
a
i fora de acionare Q a mecanismelor de strngere i de centrare-strngere[2], sau
de a transmite direct asupra pieselor C
a
i Q, sub form de curs de strngere C
s
i for de
strngere S.Se pot ntlni ,n practic, situaii n care maina unealt este deja echipat cu o
instalaie de acionare se proiecteaz odat cu dispozitivul de prindere.
Pe parcursul acestei etape se vor stabili modul i varianta de acionare, alegndu-se i
dimensionndu-se elementele componente ale schemei de acionare adoptate.
F 6.1 Elaborarea schemei de acionare
Reprezentarea grafic a elementelor i mecanismelor de acionare se numete schem de
acionare. Aceasta conine schema optim de strngere la care se adaug mecanismul de
strngere sau de centrare-strngere precum i elementele i mecanismele de acionare.
A 6.1.1 Alegerea modului de acionare
n funcie de modul cum este aplicat fora de acionare a mecanismului de fixare sau de
centrare i fixare dispozitivele pot fi:
cu acionare manual;
cu acionare mecanizat.
Sistemul care se preteaz cel mai bine tipului de mecanism de centrare-strngere ales este
acionarea mecanizat.
A 6.1.2 Alegerea tipului de acionare mecanizat
Acionarea mecanizat i utilizeaz n cazul dispozitivelor cu mai multe locuri de
strngere, cnd forele de strngere sunt mari, cnd se cer precizii ridicate ale suprafeelor
prelucrate i cnd se cere creterea productivitii prelucrrii.
pneumatic;
hidraulic;
pneumo-hidraulic;
mecano-hidraulic;
mecanic;
electromecanic;
cu vacuum;
magnetic;
electromagnetic.
electromagnetic.
39
Acionarea pneumatic (pneumostatic)
Reprezint un mod de acionare mecanizat a dispozitivelor, caracterizat prin aceea c
fora de acionare este realizat de aerul comprimat ce apas asupra pistoanelor sau membranelor
unor motoare pneumatice. De regul, aerul comprimat este furnizat de staii centrale de
compresoare i este distribuit in reele la presiunea de 4...5 daN/cm
2
.
Avantaje.Principalele avantaje ale acestui mod de acionare sunt: greutate redus; suport
suprancarcri fr pericol de avarii, alimentare comod cu energie; posibiliti largi de reglare a
vitezei i forei dezvoltate, cu mijloace relativ simple; nu influeneaz deloc mediul n care
funcioneaz; intreinere uoar, chiar de ctre operator; pericol redus de accidentare; aerul
comprimat care a efectuat lucrul mecanic, nu necesit instalaii speciale de evacuare, fiind trimis
direct n atmosfer i poate fi utilizat i n alte scopuri cum sunt: curirea de achii a
dispozitivului i extragerea pieselor uoare, de gabarit redus din dispozitiv.
Dezavantaje. Dezavantajele acestui mod de acionare sunt: la viteze mari de deplasare a
pistoanelor, la sfritul cursei acestora, apare o lovitur puternic, ce poate deteriora motoarele
sau duna sntii operatorului; destinderea brusc a aerului comprimat n motoare duce la
scderea temperaturii, ce provoac separarea i depunerea apei pe perei, care favorizeaz
coroziunea elementelor instalaiei; randament relativ sczut, mai ales, n cazul utilizrii unor
conducte lungi, cu multe coturi i schimbri de seciune i n cazul unor etansri
necorespunzatoare; gabarit mare la fore mari, din cauza presiunii economice limitate a aerului
comprimat. n cea mai mare parte, aceste dezavantaje pot fi diminuate sau nlturate, prin
proiectarea, execuia i exploatarea raional a acestor instalaii.
Domeniul raional de utilizare al acionrii pneumatice l constituie dispozitivele din
seciile prevzute cu reele de aer comprimat, pentru prelucrri cu regimuri moderate de lucru, la
producie de serie i de mas.
Acionarea hidraulic (hidrostatic)
Reprezintun mod de acionare mecanizat a dispozitivelor, caracterizat prin aceea c
fora de acionare este realizat de ctre uleiul sub presiune care acioneaz asupra pistoanelor
unor motoare hidraulice (hidrostatice).
Avantaje.n comparaie cu acionarea pneumatic, acionarea hidraulic are o serie de
avantaje, dintre care mai importante sunt:
- realizeaz presiuni de lucru ridicate (de la 20 pana la 100 daN/cm
2
) si deci forte de
acionare mari, cu motoare usoare si cu gabarit redus, fapt ce permite utilizarea lor la
strngerea simultan a unei piese n mai multe puncte sau a mai multor piese n acelai
dispozitiv, precum i reducerea gabaritelor dispozitivelor, ce duce la creterea rigiditii
sistemului tehnologic, la eliminarea unor surse de vibraii i deci la creterea preciziei i
calitii suprafeelor prelucrate; de asemenea, se uureaz transportul, prinderea i
desprinderea pe i de pe maina-unealti depozitarea;
40
- durata de exploatare este mult mai mare, deoarece uzura este mult mai redus, datorit
faptului c toate elementele instalaiilor sunt unse din abunden;
- forele de acionare dezvoltate se transmit linitit, frocuri, datorit faptului c uleiul
mineral utilizat n aceste instalaii (de turbin sau de transformator) este, practic,
incompresibil; acest fapt permite realizarea de deplasri i opriri la cot, lrgind, astfel
posibilitile de mecanizare i automatizare a dispozitivelor.
innd seama de costul relativ ridicat al instalaiilor de acionare hidraulic, domeniul de
utilizare cu maxim eficien economica acestui mod de acionare a dispozitivelor, l constituie
producia de serie mare i de mas. Dar, avnd n vedere c marea majoritate a mainilor-unelte
moderne posed instalaii hidraulice propriipentru acionarea miscrilor, care permit racordarea
motoarelor pentru acionarea dispozitivelor, precum i realizarea centralizat a
subansamblurilor i ansamblurilor hidraulice normalizate, ofer posibilitatea utilizrii
economice a acionrii hidraulice i n producia de serie mici mijlocie. O larg rspandire a
captat utilizarea acestui mod de acionare n construcia dispozitivelor pentru maini-unelte
agregat.
Acionarea pneumohidraulic (pneumohidrostatic)
Reprezintun mod de acionare mecanizat a dispozitivelor, caracterizat prin aceea c
fora de acionare este realizat cu ajutorul aerului comprimat i a uleiului sub presiune, ce
Lucreaz n nite motoare cunoscute sub denumirile de uniti pneumohidraulice i
transformatoare pneunohidraulice. O mai larg utilizare, n acionarea dispozitivelor, o au
transformatoarele pneumohidraulice de nalt presiune, cunoscute sub denumirea de
multiplicatoare (amplificatoare,traductoare) pneumohidraulice. Energia aerului comprimat este
utilizat pentru realizarea unui salt de la presiunea joas a acestuia, la presiunea ridicat a
uleiului. De cele mai multe ori, n circuitele hidraulice ale instalaiilor se interpun cilindri
hidraulici de lucru (motori), care transmit, n cazul cel mai general, fora de acionare dezvoltat
la mecanismele de strngere sau de centrare i strngere.
Avantaje. Principalele avantaje ale acestui mod de acionare sunt: posibilitatea realizrii
unor fore de acionare mult maimari dect la acionarea pneumatic cu instalaii mai simple,
mai ieftine i care necesit un volum de ulei mult mai mic dect cele hidraulice. Astfel,la un
volum de ulei de 2...3 l i la o presiune a aerului comprimat de 6...7 daN/cm
2
se poate obine o
presiune a uleiului de pn la 200 daN/cm
2
. Trebuie, totui, avut n vedere c instalaiile
pneumohidraulice sunt ceva mai complicate dect cele pneumatice.
Domeniile de utilizare. Acionarea pneumohidraulic se recomand a se utiliza, n
general, la dispozitivele staionare (pentru maini de gauti etc.) sau deplasabile (pentru maini
de frezat etc.) ntimpul prelucrrii, pentru seciile de prelucrri prin achiere n care exist reele
41
de aer comprimat i cnd prelucrarea n serie, cu regimuri intense de lucru a unor piese grele, cu
gabarit mare, reclam fore de strngere mari, care trebuie aplicate n mai multe puncte. O larg
utilizare a cptat-o acest mod de acionare n construcia menghinelor universale de masin.
Acionarea mecanohidraulic (mecanohidrostatic)
Reprezintun mod de acionare mecanizat a dispozitivelor, caracterizat prin aceea c
fora de acionare este realizat cu ajutorul uleiului sub presiune ce lucreazn nite motoare
cunoscute sub denumirea de multiplicatoare (amplificatoare, pompe) mecanohidraulice. n
general, aceste multiplicatoare sunt acionate manual printr-un sistem de prghii, uruburi i
plunjere, dar pot fi acionate i de anumite organe n micare ale mainilor-unelte. Tijele
multiplicatoare pot transmite fora de acionare dezvoltat direct la piesa de prelucrat sau prin
intermediul unor cilindri hidraulici de lucru i a unor mecanisme de strngere sau de centrare i
strngere.
Avantaje.Principalele avantaje ale acestui mod de acionare sunt: nu necesit reele de
aer comprimat sau circuite hidraulice speciale; pot dezvolta presiuni de lucru ridicate (cca.
100daN/cm
2
) i deci fore de acionare mari cu eforturi mici,ce duc la micorarea gabaritului
dispozitivelor; pot realiza fore de strngere constante, a cror valoare poate fi reglat, cu
suficient precizie, fiind, deci, apte pentru strngerea pieselor cu rigiditate scazuta (buce, inele
etc.).
Dar, datorit acionrii manuale a acestor multiplicatoare, timpii de strngere i de slbire
a pieselor sunt relativi ridicai.
Domenii de utilizare.Utilizarea acestui mod de acionare se recomand la dispozitivele
pentru mainile-unelte la care alimentarea motoarelor pneumatice sau hidraulice este dificil
(strunguri carusel, maini de rabotat etc. ), precum i la producia individuali de serie mic, la
prelucrrile cu prinderea pieselor direct pe masa mainii-unelte, cnd se nlocuiete acionarea
manual a prghiilor de strngere cu uruburi, permind reducerea eforturilor de acionare i a
timpilor ajuttori de strngere i slbire. O larg rspndire a cptat-o, n ultimul timp,
utilizarea acestui mod de acionare n construcia menghinelor universale de main.
Acionarea mecanic
Acionarea mecanic reprezitun mod de acionare mecanizat a dispozitivelor,
caracterizat prin aceea c fora de acionare este realizat prin intermediul unui lan cinematic al
mainii-unelte.
Avantaje.Avantajele principale ale acionrii mecanice le constituie simplitatea
constructivi deci costul redus al acesteia i posibiliatatea utilizrii mai raionale a puterii
42
disponibile a motoarelor de acionare ale mainilor-unelte. Dar, trebuie avut n vedere c
realizarea forei de acionare, prin intermediul unui lan cinematic al mainii-unelte, solicit
suplimentar elementele lanului, fapt ce implic necesitatea c, la proiectarea acestor mecanisme
de acionare, s se efectueze verificarea elementelor respectivelor lanuri cinematice la
solicitrile suplimentare la care sunt supuse. De asemenea, trebuie verificat dac puterea
disponibil a masinii-unelte asigurat si acionarea dispozitivului.
Domenii de utilizare.Acest mod de acionare se utilizeaz, mai ales, n construcia
dispozitivelor de gurit cu ajutorul capetelor multiax, precum i n construcia dispozitivelor de
tipul dornurilor i a mandrinelor pentru strunguri i maini de rectificat.
Acionarea mecanicmbrac dou soluii constructiv-fucionale de bazi anume: cu
plac suspendati centrifugal.
Acionarea electromecanic
Reprezintun mod de acionare mecanizat a dispozitivelor, caracterizat prin aceea c
fora de acionare este realizat cu ajutorul unor motoare electrice i a unor elemente de natur
mecanic.
Avantaje.Principalele avantaje ale acestui mod de acionare sunt posibilitatea dezvoltrii
unor fore i curse mari, precum i realizarea unor nsemnate economii de energie, datorit
decuplrii motoarelor electrice pe parcursul procesului de prelucrare. ns, n general, aceste
mecanisme de acionare au gabarit relativ mare i o rigiditate relativ sczut. De aceea,
acionarea electromecanic se utilizeaz, mai ales, n construcia dispozitivelor ce reclam
necesitatea unor fore de fixare i a unor curse mari. Acest mod de acionare se utilizeazn
construcia dispozitivelor pentru maini de debitat, de centruit i frezat, etc. , iar n ultimul timp
a cptat o extindere mai mare n construcia dispozitivelor pentru maini-unelte agregat.
Acionarea cu vacuum (vid)
Reprezintun mod de acionare mecanizat a dispozitivelor, caracterizat prin aceea c
fora de acionare este realizat de diferena dintre presiunea atmosferic ce apas asupra piesei
i depresiunea creat sub pies cu ajutorul unor instalaii speciale pentru producerea vidului
(pompe de vid, cilindri speciali cu aer comprimat pentru producerea vidului etc.).
Avantaje.Principalul avantaj al acionrii cu vacuum a dispozitivelor l constituie
posibilitatea utilizrii la prinderea unor piese cu rigiditate sczut, cum sunt: table i piese
ambutisate, precumi a unor piese plane de tipul tablelor din materiale neferomagnetice. Dar,
instalaiile pentru producera vidului naintat sunt costisitoare i de aceea, utilizarea acestui mod
de acionare este limitat la prelucrrile cu regimuri uoare de lucru.
43
Acionarea magnetic
Reprezint un mod de acionare mecanizat a dispozitivelor, caracterizat prin aceea c
fora de acionare este realizat cu ajutorul unor magnei permaneni, orientai n mod
corespunztor i izolai ntre ei cu ajutorul unor garnituri nemagnetice.
Avantaje.Principalele avantaje ale acionrii magnetice sunt: la dimensiuni apropiate,
asigur fore de acionare (strngere) compatibile cu cele realizate de acionarea
electromagnetic; permite realizarea comod a unor dispozitive pentru prinderea pieselor cu alte
suprafee de orientare dect cele plane; costul exploatrii este foarte redus (nu consum
energie). ns, acest mod de acionare nu poate fi utilizat la dispozitivele pentru regimuri grele
de lucru.
Domenii de utilizare. Dispozitivele acionate magnetic se construiesc, de regul, sub
form de platouri (mese) sau mandrine i se utilizeaz, n general, pentru prinderea pieselor din
materiale feromagnetice, la prelucrri de finisare cu regimuri uoare de lucru, pe maini de
rectificat plan, maini de rectificat rotund, maini de frezat, maini de gurit, strunguri, maini
pentru sculrie i pentru mecanica fin. Se remarc o tendin de extindere a utilizrii acestor
tipuri de dipozitive cu acionare magnetic.
Acionarea electromagnetic
Reprezintun mod de acionare mecanizat a dispozitivelor, caracterizat prin aceea c
fora de acionare este realiza de fluxul magnetic, creat de nite electromagneti, ce trece prin
piesele de prelucrat, care face partedin circuitul magnetic.
Domenii de utilizare.Permit strngerea unei game largi de piese din materiale
feromagnetice, cu suprafee de orientare plane, la operaii de finisare pe maini de rectificat
plan, maini de rectificat rotund, strunguri etc. O utilizare mai recent a acestui mod de
acionare o constituie dispozitivele cu reazeme radiale fixe (,,papuci, ,,supori) pentru
strunguri i maini de rectificat fr centre, cu larg rspndire n producia de rulmeni.
Avantaje. Cele mai importante avantaje ale acionrii electromagnetice sunt: prinderea i
desprinderea rapid a pieselor de prelucrat fr a le deteriora; posibilitatea prinderii simultane a
mai multor piese; posibilitatea prinderii pieselor cu dimensiuni diferite; asigur repartizarea
uniform a forei de strngere pe ntreaga suprafa de orientare a pieselor; ofer o bun
accesibilitate la suprafeele de prelucrat; folosesc pentru alimentare energie electrica, care este
mai comod dect alte forme de energie; permite utilizarea integral a meselor mainilor-unelte,
deoarece nu au nici un subansamblu mecanic suplimentar sau mecanism de acionare, care
exist la celelalte sisteme de acionare a dispozitivelor i care se amplaseaz, de cele mai multe
ori, pe mesele mainilor; principiu constructiv i construcie simpl; pre de cost redus;
exploatare simpl.
44
Dezavantaje. Singurele dezavantaje ale acestui mod de acionare sunt: nu permit
prinderea direct a pieselor cu alte suprafee de orientare dect plane i a pieselor din materiale
neferomagnetice; nu permit dezvoltarea unor fore de acionare (strngere) mari; au o
durabilitate mai sczut.
45
A.6.1.3. Alegerea variantei de acionare
Din analiza avantajelor si dezavantajelor tipurilor de acionare mecanizat posibile, am
ales acionarea pneumatic (pneumostatic).
n continuare se vor prezenta unele caracteristici ale acestui tip de acionare: [8]
- realizeaz fore de strngere constante, strngere-desfacere rapidi comand centralizat
de la distan;
- motoarele i aparatele care intrn structura instalaiilor de acionare pneumatic sunt, n
cea mai mare parte, normalizate;
- presiunea de lucru minim necesar, de regul, 4 daN/cm
2
;
- pstrarea unei presiuni constante n retea este strns legat de exploatarea n condiii
normale a reelei de aer comprimat i de evitarea accidentelor provocate de slbirea sau
desprinderea semifabricatului din dispozitiv n timpul lucrului;
- prin aparatajul de reglare cu care este nzestrat, permite realizarea unor fore de
strngere constante n tot timpul prelucrrii;
- realizarea unor fore de strngere constante, creeaz posibilitatea inlturrii influenei
erorilor de strngere asupra preciziei de prelucrare;
- aparatajul i mecanismele de for din instalaiile pneumatice sunt normalizate, ceea ce
simplific activitatea de proiectare i reduce costul acestora;
- datorita existenei conductelor rigide sau flexibile, care servesc la transportul aerului
comprimat i la mbinarea dup necesiti a aparaturii pneumatice, robinetul de
distribuie poate fi plasat n mod corespunzator, realizndu-se comanda centralizati de
la distan, sau automatizarea comenzii;
- aerul comprimat care a lucrat n cilindrii pneumatici, poate fi folosit pentru diferite
operaii, curirea de achii a dispozitivului, scoaterea semifabricatelor din dispozitiv
(semifabricatele uoare de dimensiuni mici) etc.
- evacuarea aerului din cilindrii pneumatici nu necesit conducte de retur, acesta fiind
trimis direct in atmosfera, fr pericol de poluare.
- creterea productivitii prelucrrii;
Avantajele enumerate mai sus, explic extinderea folosirii aerului comprimat n
construcia dispozitivelor i justific cheltuielile iniiale legate de inzestrarea seciilor de
prelucrare cu staii i reele de aer comprimat i a celor legate de costul dispozitivelor
pneumatice.
Deoarece pentru fiecare tip de acionare s-au structurat mai multe variante de acionare,
n continuare, se va alege una dintre acestea.
46
Motoarele pneumatice pot fi:
- motoare pneumatice pentru dispozitive staionare sau deplasabile;
- motoare pneumatice pentru dispozitive rotative.
Dupa natura operaiei pentru care se proiecteaza dispozitivul, se alege unmotor
pneumatic staionar.
Acestea pot fi cu piston sau cu membran.
Motoare pneumatice cu piston :
Fig. 6 motoare cu piston cu simpl aciune
Fig. 6.motoare cu piston cu dubl aciune
47
Motoare pneumatice cu membran:
Fig. 6 motoare cu membran cu simpl aciune
Dintre variantele de acionare prezentate, se va alege, din cadrul motoarelor pneumatice
cu piston, cel cu dubl aciune cu tija unilateral.
Fig. 6. Motor cu piston cu dubl aciune
48
A.6.1.4. Stabilirea schemei de acionare
Schema de acionare va cuprinde schema optim de strngere, mecanismul de strngere
(centrare-strngere), varianta de acionare, celelalte elemente i mecanisme componente ale
acionrii.
ntruct schema optim de strngere la care se mai adaug schema optim de strngere
sau/ i de orientare-poziionare i strngere se poate numi schema de strngere dezvoltat, se mai
poate numi schem de strngere, se mai poate spune c schema de acionare va pleca de la
schema optim de strngere dezvoltat la care se adaug componentele/ elementele structurale de
acionare.
Schema de acionare poate fi:
- dezvoltat, atunci cnd conine toate componentele, sau conform descrierii erarhice, cnd
constituie reprezentarea soluiei tehnice;
- simplificat, cnd conine doar un motor de acionare i sursa de energie sau, conform
descrierii ierarhice cnd constituie reprezentarea operaiei fizice;
- ultrasimplificat, cnd conine doar motorul de acionare sau, conform descrierii
ierarhice, cnd constituie tot reprezentarea operaiei fizice.
Schemele de acionare conin schemele de strngere la care se mai adaug o serie de
elemente ce caracterizeaz sistemul de acionare i anume:
- forma elementelor structurale ale mecanismelor de strngere sau de centrare i strngere;
- direcia i sensul, punctului de aplicaie al forelor de acionare;
- direcia, sensul i punctul de aplicaie al reaciunilor i al forelor de frecare dintre
diversele suprafee ale elementele structurale ale mecanismului de strngere sau de
centrare si strngere;
- elemente geometrice necesare calculului forelor de acionare.
49
Fig. 6. Schema de acionare a dispozitivului tehnologic
Legend:
1 acumulator (rezervor) de aer comprimat;
2 robinet de trecere;
3 filtru separator;
4 regulator de presiune;
5 manometru;
6 ungtor;
7 releu de presiune;
8 supap de sens unic;
9 distribuitor;
10 droselel ( regulator de debit sau vitez);
11 motor pneumatic;
13 conducte i armturi;
14 corpul dispozitivului.
50
n structura general a acestei scheme intr:
- acumulatorul (rezervorul) de aer comprimat 1, servete la alimentarea nentrerupt a
tuturor motoarelor pneumatice racordate la reeaua principal i la micorarea variaiilor de
presiune;
- robinetul de trecere 2, servete i la deconectarea instalaiilor n perioadele afectate
reparaiilor capitale sau periodice ale mainilor-unelte i ale dispozitivelor;
- aparatele pentru pregtirea aerului comprimat i anume: filtrele separatoare 3, care
asigur condensarea vaporilor de ap i acizi i reinerea impuritilor i ungtoarele 6, care
asigur proprieti lubrifiante aerului comprimat;
- aparatele pentru reglarea i controlul presiunii i anume: regulatoarele de presiune 4, ce
servesc la stabilirea presiunii nominale de lucru i manometrele 5, ce servesc la controlul
presiunii;
- aparatele de siguran i anume: releele de presiune 7, i supapele de sens unic (de
reinere) 8. Releele de presiune asigur ntreruperea alimentrii motoarelor electrice de acionare
a mainilor-unelte n situaiile n care ntreruperea alimentrii cu aer sau cderea de presiune din
reea sunt de lung durat i, ca urmare, pierderile de aer prin neentaneiti duc la scderea
presiunii din camerele de lucru ale motoarelor, aprnd pericolul desprinderii pieselor din
dispozitiv, iar supapele de sens unic completeaz rolul releelor de presiune, permind aerului
comprimat s circule numai de la reea spre motorul pneumatic, meninnd presiunea de lucru n
motor pn la oprirea complet a mainii-unelte. Utilizarea acestor aparate este absolut necesar,
mai ales, cnd mecanismele de strngere nu au proprieti de autofrnare;
- aparatele pentru comand distribuitoarele 9, ce servesc la comanda strngerii-slbirii
pieselor, acestea permind dirijarea succesiv a aerului comprimat n camerele de lucru ale
motoarelor pneumatice;
- aparatele pentru reglarea vitezei de deplasare a tijei motoarelor sau pentru atenuarea
ocurilor la capetele de curs ale acestora droselele (regulatoare de debit sau vitez) 10;
- elemente de etansare, ce asigura etansarea imbinarilor fixe si mobile ale instalatiei.
- motorul pneumatic 11, ce servete la transformarea energiei aerului comprimat n lucru
mecanic util, necesar pentru a realiza strngerea i slbirea pieselor;
- conductele 13 i armturile, ce servesc la legarea ntre ele a celorlalte elemente ale
instalaiei;
- elemente de etanare, ce asigur etanarea mbinrilor fixe i mobile ale instalaiei
51
Nr.
Crt.
Denumirea element Sursa
1. Supapa de unic sens
S
a
n
d
a
V
a
s
i
i
R
o
c
u
l
e
,
P
r
o
i
e
c
t
a
r
e
a
d
i
s
p
o
z
i
t
i
v
e
l
o
r
p
a
g
2
6
7
Supapele de sens unic completeaza rolul releelor de presiune permitand aerului
comprimat sa circule numai de la retea spre motorul pneumatic, mentinand presiunea de
lucru in motor pana la oprirea completa a masinii-unelte.
52
2. Regulator de presiune
S
a
n
d
a
V
a
s
i
i
R
o
c
u
l
e
,
P
r
o
i
e
c
t
a
r
e
a
d
i
s
p
o
z
i
t
i
v
e
l
o
r
p
a
g
2
4
9
Regulatoarele de presiuneservesc la stabilirea presiunii nominale de lucru.
3. Ungtor
S
a
n
d
a
V
a
s
i
i
R
o
c
u
l
e
,
P
r
o
i
e
c
t
a
r
e
a
d
i
s
p
o
z
i
t
i
v
e
l
o
r
p
a
g
2
5
1
Ungatoareleasigura proprietati lubrifiante aerului comprimat.
53
4. Filtru de aer
S
a
n
d
a
V
a
s
i
i
R
o
c
u
l
e
,
P
r
o
i
e
c
t
a
r
e
a
d
i
s
p
o
z
i
t
i
v
e
l
o
r
p
a
g
2
5
0
Filtrul de aer are rolul de a retine impuritatile din aer.
5. Releu de presiune
S
a
n
d
a
V
a
s
i
i
R
o
c
u
l
e
,
P
r
o
i
e
c
t
a
r
e
a
d
i
s
p
o
z
i
t
i
v
e
l
o
r
p
a
g
2
4
9
Releele de presiune asigura intreruperea alimentarii motoarelor electrice
de actionarea masinilor-unelte in situatiile in care se intreruperea alimentarii cu aer sau
caderea de presiune din retea sunt de lunga durata, si ca atare, pierderile de aer prin
neetanseitati duc la scaderea presiunii din camerele de lucru a motoarelor.
54
6. Distribuitor
[
S
a
n
d
a
V
a
s
i
i
R
o
c
u
l
e
,
P
r
o
i
e
c
t
a
r
e
a
d
i
s
p
o
z
i
t
i
v
e
l
o
r
p
a
g
2
4
9
Distribuitoarele servesc la comanda strangerii-slabirii pieselor, acestea
permitand dirijarea succesiva a aerului comprimat in camerele de lucru ale motoarelor
pneumatic.
55
F 6.2 Proiectarea componentelor schemei de actionare
A 6.2.1 Proiectarea motorului
56
A 6.2.2 Proiectarea celorlalte elemente ale schemei de actionare
-Filtru de aer(13-10 STAS 9734-74)
Diam.
nom
D
n
b D d d
1
h h
1
R Masa
kg
Presiunea
de lucru
Debitul
maxim
10 78 78 M12x1,5 60 145 15,5 5,5 0,52 4bar 7,0
57
-Regulator presiune(17-1.10 STAS 9583-74)
Diam.
nom
D
n
D D
1
d t
H
1
H
2
h Masa
kg
Presiunea
de lucru
Debitul
maxim
10 74 64 M12x1,5 14 162 - 26 0,57 4 bar 7,0
58
-Ungator de aer(14-10 STAS 9584-74)
Diam.
nom
D
n
b
d
1
d
h
h
1
t
Capacitatea
nominala
Vn
Masa
kg
Presiunea
de lucru
Debitul
maxim
10 78 60 M12x1,5 167 118 12 0,063 dm
3
0,75 4 bar 7,0
59
-Supapa de unic sens(15-11.10 STAS 10510/1-76)
Diam.
nom
D
n
d D
l
l
1
S Presiunea
de lucru
Debitul
maxim
10 M16x1,5 28 55,5 14 24 4 bar 7,0
60
E8. ELABORAREA DESENULUI DE ANSAMBLU AL DISPOZITIVULUI
Desenele de ansamblu reunesc si coreleaz, ntr-un tot unitar, toate elementele i
mecanismele componente ale dispozitivului, alese, adoptate, n etapele anterioare.
8.1. Elaborarea schiei de principiu a dispozitivului
Plecnd de la soluiile alese n etapele anterioare pentru elementele i mecanismele
structurale ale dispozitivului, folosind reprezentri simplificate, sumare, se va elabora o schi de
principiu a dispozitivului.
8.2. Elaborarea desenului de ansamblu a dispozitivului
8.2.1. Alegerea scrii
Scara aleasa este 1:2 deoarece piesa pentru care se proiecteaza dispozitivul are forma
simpla, iar dispozitivul are o structura relativ simpla.
8.2.2. Stabilirea proieciei principale
Aceast proiecie se stabilete, astfel nct s corespund poziiei n care piesa este vazut
de operator n timpul procesului de prelucrare.
8.2.3. Conturarea spaiilor de amplasare a proieciilor
Se va stabili un numr suficient de vederi i seciuni astfel nct dispozitivul proiectat s
fie complet reprezentat.
8.2.4. Trasarea conturului piesei pentru care se proiecteaz dispozitivul
Conturul piesei se traseaz cu linie dou puncte, evideniindu-se suprafeele de prelucrat.
Piesa se considera transparenta i se haureaz cu linie dou puncte.
61
8.2.5. Trasarea conturului sculei
Se traseaz conturul sculei, n poziie de lucru.
8.2.6. Trasarea elementelor de orientare i de orientare-poziionare-strngere
Plecnd de la pies, se traseaz, n toate proieciile, conturul reazemelor pentru realizarea
orientrii.
8.2.7. Trasarea reazemelor suplimentare
8.2.8. Trasarea elementelor i mecanismelor de strngere
n conformitate cu schema optim de strngere, se traseaz elementele de strangere
propriu-zise, i apoi, celelalte elemente ale mecanismelor de strngere.
8.2.9. Trasarea elementelor i mecanismelor de acionare
Motoarele pneumatice se reprezint n seciune.Celelalte elemente nu se reprezint.
8.2.10. Trasarea corpului dispozitivului
Se urmrete ca acesta s reuneasc toate elementele trasate anterior i s permit legtura
cu maina-unealt.
8.2.11.Trasarea elementelor de orientare-poziionare i fixare a dispozitivului n sistemul
tehnologic
Se vor trasa elementele de prindere a dispozitivului pe masa mainii-unelte.
8.2.12. Trasarea prii mainii-unelte pe care se instaleaz dispozitivul
Prile mainii pe care se instaleaz dispozitivul (masa mainii) se constureaz
simplificat.
62
8.2.13. Trasarea schemei optime de orientare-poziionare-fixare
Acest schem se traseaz n colul din dreapta sus al formatului, ntr-un chenar.
8.2.14. ntrirea contururilor i haurarea elementelor secionate
8.2.15. Stabilirea formatului final al desenului
Formatul final al desenului este A2 x.
8.2.16.nscrierea indicaiilor speciale pe desenul de ansamblu al dispozitivului
Desenul de ansamblu a dispozitivului este reprezentat n anex.
63
E9. Verificarea rezistentei si rigiditatii dispozitivului
Mecanism de centrare strngere tip mandrin
A
A
SECTIONA-A
P/3
P/3
P/3
Piesa s nu se deplaseaz pe direcia axiap datorit forei P
2
64
Verificarea condiiei la rezisten la strivire a suprafeelor de orientare i strngere
] / [ 139 . 0
25
5 . 274
2
2 2
0
mm daN
d
S
A
S
i
i
=
=
t t
2 2
/ 10 / 101 , 1 mm daN P mm daN
a
= <
Concluzie: SS-TP1 ndeplinete condiia la rezistena la strivire.
0 1 2 3 4 5 6
0,7
0, 2.......... 3
coeficient de siguran
k
1, 5 1.2 1, 2 1 1 1, 3 1
2, 8............ 548,1
74 6 0.13 2.8
389, 55
F F
a
e
X Y
F F
z
k
k k k k k k k
k
k M
P C D s K
P
P daN
= =
=
=
=
= =
=
=
=
Diametrul tijei se determin din solicitarea de ncovoiere i se verific la forfecare i strivire.
3
3
16 16 473 30
39, 59
100
t
ai
F h
d mm
t o t
= = =
lum d
t
= 40 mm
- strivire
2
2
473
0, 35 /
75 30
1 60 /
s
t
s as
F
N mm
d h
N mm
o
o o
= = =
= s =
65
E10. Analiza tehnico-economic la lucrul cu dispozitivul proiectat
Analiza tehnico-economic se efectueaz n finalul proiectului, atunci cnd sunt
definitivate toate detaliile constructiv-funcionale, de exploatare, intreinere i reparaii ale
dispozitivului satisface o serie de criterii de evaluare tehnic i economic.
F 10.1.Analiza tehnic
ncadrul analizei tehnice se urmarete determinarea preciziei de prindere a piesei, ca o
component a preciziei totale de prelucrare .Astfel, se compar precizia care caracterizeaz
dispozitivul proiectat, cu precizia cerut la faza sau operaia curent de prelucrare.
Precizia dispozitivului proiectat este compus din urmatoarele fraciuni:
- precizia de orientare a piesei;
- precizia de strngere a piesei;
- precizia de orientare a dispozitivului;
- precizia de strngere a dispozitivului;
- pecizia de divizare a dispozitivului;
- precizia de reglare la cot a sculei;
- precizia de nclinare a dispozitivului;
Spre deosebire de studiul tehnico-economic S.T.E. (E2), care se efectueaz inaintea
proiectrii propriu-zise, analiza tehnico-economic A. I.E. se efectueaz dup elaborarea desenului
de ansamblu, adic, practic, dup terminarea proiectului dispozitivului. n felul acesta, se pot
evalua mult mai riguros efectele tehnice i economice ale utilizrii dispozitivului proiectat.
Se rezum, la verificarea posibilitilor de a obine precizia cerut la utilizarea
dispozitivului proiectat, prin compararea preciziei probabile care se poate obine cu dispozitivul
proiectat, cu precizia cerut la operaia respectiv de prelucrare, control, asamblare etc. La
determinarea preciziei probabile se au n vedere toate abaterile specifice operaiei respective,
pentru fiecare condiie de precizie.
Dac condiia de precizie nu este satisfacut se analizeaz abaterile introduse de
dispozitiv i se caut soluiile pentru asigurarea condiiilor de prelucrare, control, msurare.
Cauze care pot conduce la apariia unor abateri de prelucrare a suprafeei conform temei
de proiectare:
- erori provocate de orientarea dispozitivului pe maina-unealt;
- erori provocate de prezicia de execuie a dispozitivului;
- erori provocate de strgerea piesei;
- erori provocate de reglarea la cot a sculei;
- vibraiile ce apar n timpul prelucrrii;
- erorile de bazare care apar la aezarea piesei n dispozitiv;
66
- erorile care apar la fixarea piesei;
- formarea unui joc ntre bolul de prindere i prghie datorat uzurii bolului sau a
orificiului din urechile de prindere;
- o abatere necorespunztoare de la rectilinitate a suprafeelor de aezare a dispozitivului
pe masa mainii-unelte, conduce la o nclinare a dispozitivului, dnd natere unor abateri
de prelucrare;
F 10.2. Analiza economic
Analiza economic a dispozitivului const n evaluarea performanelor economice
exprimate cu ajutorul a diveri indicatori sau indici economici.
A 10.2.1.Calculul procentului de cretere a productivitii muncii ca urmare a
echiprii cu dispozitive
Procentul de cretere a productivitii muncii ca urmarea echiprii cu dispozitive (p
m
) se
calculeaz cu relaia:
0 1
1
100%
T T
m
T
N N
p
N
=
n care:
- N
T0
reprezint norma de timp necesar realizrii operaiei (fazei) cu elemente sau
dispozitive din dotarea mainii-unelte, n condiii obinuite de prelucrare (prinderea direct pe
masa mainii, prinderean mandrina universal cu flci; prinderea unei singure piese; prelucrarea
cu scule obinuite, standardizate; prelucrarea cu o singur scul);
- N
T1
reprezint norma de timp necesar prelucrrii cu dispozitivul proiectat
O condiie este ca
0 T
N >
1 T
N
N
T0
= 12 min
N
T1
= 8min
67
Relaia normei de timp i determinarea elementelor componente ale acesteia
Norma de timp pe bucat se calculeaz cu relaia:
t o b a dt do on
Tpi
N t t t t t
n
= + + + + +
T
pi
timpul de pregatire-incheiere, min;
n nr. depiese din lot, 100 buc.
T
pi
= 24 min;
t
b
= 1.2min;
t
a
= 3.07 min;
t
dt
= 0.07 min;
t
d0
= 0.04 min;
t
on
= 0.11 min;
N
t0
= 4.73 min
Determinarea timpilor ajuttori
Timpul ajuttor se grupeaz pe complexe de mnuiri (micri), astfel:
- Timpul ajuttor t
a1,
pentru prinderea i desprinderea piesei;
- Timpul ajuttort
a2
, pentru comanda mainii;
- Timpul ajuttort
a3
, pentru msurari la luarea achiilor de prob;
- Timpul ajuttort
a4
, pentru evacuarea achiilor timp care, pentru majoritatea prelucrrilor,
este inclus n timpul pentru deservirea tehnic a locului de munc;
- Timpul ajutatort
a5
, pentru msurari de control;
t
a1
= 2 min; t
a2
= 0.72 min; t
a3
= 0.20 min; t
a4
= 0.06 min; t
a5
= 0.09 min;
t
a
= t
a1
+ t
a2
+ t
a3
+t
a4
+t
a5
= 3.07 min
Timpii de deservire tehnic, t
dt
, i organizatoric, t
do
, pentru prelucrri pe mainile de frezat:
t
dt
=5.5% t
b
=>t
dt
= 0.07 min
t
do
=1.4% (t
b
+ t
a
) =>t
do
= 0.04 min
68
Timpul de odihn i necesiti fiziologice, t
on
, pentru prelucrri pe strunguri:
t
on
= 4%(t
b
+ t
a
) => t
on
= 0.11 min
N
T1
reprezint norma de timp necesar prelucrrii cu dispozitivul proiectat
1 t b a dt do on
Tpi
N t t t t t
n
= + + + + +
T
pi
= 18 min
t
b
= 1.2 min
t
a
= 1.7 min
t
dt
= 0.05 min
t
d0
= 0.04 min
t
on
= 0.11 min
N
t1
= 2.37 min
%, 100
1
1 0
T
T T
m
N
N N
p
=
p
m
= 10.1 %
Productivitatea a crescut cu 10.1%.
Creterea de productivitate se obine datorit urmtorilor factori:
Eliminarea timpilor necesari operaiilor de trasare-punctare;
Eliminarea timpilor ajuttori pentru verificarea poziiei suprafeelor de prelucrat n
raport cu maina-unealt i cu scula achietoare;
Reducerea timpilor ajuttori pentru strngerea slbirea pieselor;
Reducerea timpilor de baz;
Suprapunerea timpilor ajuttori peste timpii de baz;
Reducerea timpilor ajutatori pentru evacuarea achiilor timp care, pentru majoritatea
prelucrrilor, este inclus n timpul pentru deservirea tehnic a locului de munc;
Reducerea timpilor ajuttori pentru msurtori de control;
Reducerea timpilor ajuttori pentru msurri la luarea achiilor de prob.
69
E11 Elaborarea desenelor de repere
Dup elaborarea desenului de asamblu i a verificarilor la rezisten i rigiditii, se poate
trece la elaborarea desenelor elementelor componente ale dispozitivului, numite desene de repere
sau desene de detaliu.
Aceste desene se elaboreaz pentru reperele specific (nenormalizate, nestandardizate) i
care nu se pot procura direct de la productori specializai.
n cadrul proiectului se vor elabora desene de rupere pentru elementele principale ale
dispozitivelor:elementele de orientare, elementele de centrare-strngere, elemente de ghidare i
reglare la cot a sculelor (buce de ghidare, gabaritelor, opritori, cale etc.).
Desenele de repere trebuie s conin toate elementele necesare pentru caracterizarea
total a reperelor reprezentate: forma (configuraii), dimensiuni (cote), tolerane (dimensionale,
de form i de poziie relative), rugoziti, material, tratamente, indicaii tehnice etc.
Desenele trebuie s contin un numr corespunzator de proiecii, seciuni, rupture, detalii
necesare pentru execuia reperului respective.
Elaborarea desenelor de repere pleac de la schia/schiele elaborate n etapele anterioare
elaborrii desenului de asamblu, precum i de la desenele de asamblu sau de subasamblu ale
dispozitivului.
In cele ce vor urma, v prezint urmatoarele:
-reazeme, reprezentate de plac plan i cep cu cap cilindric plan;
-prghii.
70
Bibliografie de baz pentru proiectul de an/ semestru la disciplina
Proiectarea dispozitivelor
1. GHERGHEL N. i GOJINECHI N.,ndrumar de proiectare a dispozitivelor, vol. 1. Analiza
temelor de proiectare. Informarea iniial. Stabilirea datelor iniiale. Stabilirea soluiilor de
ansamblu ale dispozitivelor, Inst. Politehn. Iai, 1992.
2. VASII-ROCULE Sanda, GOJINECHI N., ANDRONIC C., ELARIU Mircea,
GHERGHEL N., Proiectarea dispozitivelor. Bucureti: Ed. Did. i Pedag., 1982.
3. TACHE Voicu, UNGUREANU I., STROE C., Elemente de proiectare a dispozitivelor
pentru maini-unelte. Bucureti: Ed. tehn., 1985
4. ***, Catalog Scule General Walter WUS, 2007
5. GHERGHEL N. i SEGHEDIN N., Concepia i proiectarea reazemelor dispozitivelor
tehnologice. Iai: Tehnopress, 2006.
6. http://www.scudas.ro/scr/romana/downloads/catalog_produse/catalog_produse-ro.pdf
7. VLASE A. i STURZII A. , Regimul de achiere.Adaosuri de prelucrare si norme tehnice de
timp
8. http://www.klass-messzeuge.ro/catalog.html
9. Sisteme de scule . SECO-CAPTO
10. GHERGHEL N., Proiectarea dispozitivelor 1. Note de curs. U. T. Gh. Asachi Iai, Facult.
Constr. de Ma., Specializ. Tehnol. Constr. de Ma., 2006-2007.
11. GHERGHEL N., Proiectarea dispozitivelor 2. Note de curs. U. T. Gh. Asachi Iai, Facult.
Constr. de Ma., Specializ. Tehnol. Constr. de Ma., 2007-2008.
12. GOJINECHI N. i GHERGHEL N., Proiectarea dispozitivelor, vol. 1. Inst. Politehn. Iai,
1983.
13. GHERGHEL N., Construcia i exploatarea dispozitivelor
1981.
14. VASII-ROCULE Sanda, GOJINECHI N., ANDRONIC C., ELARIU Mircea,
GHERGHEL N., Proiectarea dispozitivelor. Bucureti: Ed. Did. i Pedag., 1982.
15. TACHE Voicu, UNGUREANU I., BRGARU Aurel, GOJINECHI N., GHERGHEL
N., MARINESCU I., UTEU Virgil, DRUU Silvia, Construcia i exploatarea dispozitivelor.
Bucureti: Ed. Did. i Pedag., 1982.
16. STNESCU I. i TACHE Voicu, Dispozitive pentru maini-unelte. Proiectare, construcie.
Bucureti: Ed. tehn., 1969.
17. STNESCU I. i TACHE Voicu, Dispozitive pentru maini-unelte. Proiectare, construcie.
Bucureti: Ed. tehn., 1979.
18. TACHE Voicu, UNGUREANU I., STROE C., Elemente de proiectare a dispozitivelor
pentru maini-unelte. Bucureti: Ed. tehn., 1985.
19. TACHE Voicu, UNGUREANU I., STROE C., Proiectarea dispozitivelor pentru maini-
unelte. Bucureti: Ed. tehn., 1995.
20. BRGARU Aurel, Proiectarea dispozitivelor, vol. I. Teoria i practica proiectrii schemelor
de orientare i fixare. Bucureti: Ed. tehn., 1998.
21. TACHE Voicu i BRGARU Aurel, Dispozitive pentru maini-unelte. Proiectarea
schemelor de orientare i fixare a semifabricatelor. Bucureti: Ed. tehn., 1976.
71
22. BRGARU A., PNU V., DULGHERU L., ARMEANU A.,SEFA-DISROM. Sistem i
metod. Vol. 1. Teoria i practica proiectrii dispozitivelor pentru prelucrri pe maini-unelte.
Bucureti: Ed. tehn., 1982.
23. STURZU Aurel, Bazele proiectrii dispozitivelor de control al formei i poziiei relative a
suprafeelor n construcia de maini. Bucureti: Ed. tehn., 1977.
24. GHERGHEL N. i SEGHEDIN N., Proiectarea reazemelor dispozitivelor tehnologice. Iai:
Tehnopress, 2002.
25. GHERGHEL N. i SEGHEDIN N., Concepia i proiectarea reazemelor dispozitivelor
tehnologice. Iai: Tehnopress, 2006.
26. GHERGHEL N. i GOJINECHI N.,ndrumar de proiectare a dispozitivelor, vol. 1.
Analiza temelor de proiectare. Informarea iniial. Stabilirea datelor iniiale. Stabilirea soluiilor
de ansamblu ale dispozitivelor, Inst. Politehn. Iai, 1992.
27. GHERGHEL N., Indrumar de proiectare a dispozitivelor, vol. 2. Elaborarea schemelor
optime de orientare n dispozitive. Inst. Politehn. Iai, 1992.
28. GHERGHEL N., ndrumar de proiectare a dispozitivelor, vol. 3. Proiectarea elementelor de
orientare ale dispozitivelor, Inst. Politehn. Iai, 1992.
29. GOJINECHI N. i GHERGHEL N., ndrumar de proiectare a dispozitivelor, vol. 4.
Proiectarea sistemelor de stngere. Inst. Politehn. Iai, 1992.
30. NICULAE M., BOHOSIEVICI Cazimir, GIURC Virgil, GAIGINSCHI Radu, ZUBCU
Victor, GHERGHEL N., ndrumar pentru elaborarea studiilor tehnico-economice n proiectele
de diplom. Inst. Politehn. Iai, 1983.
31. PLAHTEANU Boris, BELOUSOV Vitalie, CARATA Eugen, CHIRI C., COZMNC
Mircea, DRUU Costache, GHERGHEL N. .a. ndrumar pentru activitatea de cercetare-
proiectare i ntocmire a proiectului de diplom. Maini-unelte, scule, echipamente de prelucrare
32. OLTEANU Remus i VALASA Ioan, Atlas de dispozitive de precizie pentru strunjire,
gurire, frezare. Bucureti: Ed. tehn., 1992.
Potrebbero piacerti anche
- Dispozitiv de GaurireDocumento25 pagineDispozitiv de GaurireBaciu Mihai-PetruNessuna valutazione finora
- Proiect DispozitiveDocumento64 pagineProiect Dispozitiveandreea_tudor17Nessuna valutazione finora
- Dispoz 3Documento52 pagineDispoz 3AndreiaPaiuNessuna valutazione finora
- Proiectarea DispozitivelorDocumento54 pagineProiectarea DispozitivelorLeo Crisu100% (3)
- Proiect Final PD DrianDocumento95 pagineProiect Final PD DrianCostache AlexxNessuna valutazione finora
- Găurire Proiect - Proiectarea Dispozitivelor TCMDocumento73 pagineGăurire Proiect - Proiectarea Dispozitivelor TCMCristi Burlacu80% (5)
- Proiect TPDPDocumento29 pagineProiect TPDPTrupa Metanoia100% (1)
- Calculul Parametrilor Regimului de AşchiereDocumento10 pagineCalculul Parametrilor Regimului de Aşchiereknall_adrian88% (8)
- Manlup Gavril IfDocumento16 pagineManlup Gavril IfPop AlecsandruNessuna valutazione finora
- Proiect TDPRDocumento23 pagineProiect TDPRNastasie Mihai100% (1)
- DispozitiveDocumento42 pagineDispozitiveIli Receu0% (1)
- Proiect T.C.MDocumento89 pagineProiect T.C.Mnicudu100% (3)
- Ingineria FabricațieiDocumento28 pagineIngineria FabricațieiCodrutz Adrian100% (1)
- Proiect Scule - Brosa Canal PanaDocumento30 pagineProiect Scule - Brosa Canal PanaGabriel PetreaNessuna valutazione finora
- TPR 2Documento26 pagineTPR 2Iulian Abuzuloaie100% (5)
- Proiect Dispozitive TehnologiceDocumento21 pagineProiect Dispozitive TehnologiceChery CeritaNessuna valutazione finora
- DM ProjectDocumento68 pagineDM ProjectClaudiu MunteanuNessuna valutazione finora
- Proiect Dispozitive FinalDocumento73 pagineProiect Dispozitive FinalDiana AndriescuNessuna valutazione finora
- Matrite de Indoit PDFDocumento4 pagineMatrite de Indoit PDFMarius DorobantuNessuna valutazione finora
- Proiectarea Stantelor Si matritelor-LICENTADocumento130 pagineProiectarea Stantelor Si matritelor-LICENTACosmin Rizoiu100% (1)
- Proiect ValiDocumento22 pagineProiect ValiAlin PetcuNessuna valutazione finora
- TSFF ProiectDocumento13 pagineTSFF ProiectvasileNessuna valutazione finora
- Proiect TPDPDocumento26 pagineProiect TPDPAbrudean ClaudiuNessuna valutazione finora
- Proiectarea DispozitivelorDocumento17 pagineProiectarea DispozitivelorBurzo AndreiNessuna valutazione finora
- Proiect BPDP Sem 2, MatritaDocumento28 pagineProiect BPDP Sem 2, MatritaIgor GhireaNessuna valutazione finora
- Tabel Adaosuri de PrelucrareDocumento1 paginaTabel Adaosuri de Prelucrareanca34500% (1)
- Proiect ArboreDocumento22 pagineProiect ArboreAdrian Herskovics100% (1)
- Locul Şi Rolul Dispozitivelor În Construcţia de MaşiniDocumento5 pagineLocul Şi Rolul Dispozitivelor În Construcţia de MaşiniTudorLeşan100% (1)
- Proiect DispozitiveDocumento29 pagineProiect DispozitiveBucur Tiberiu Mihai100% (9)
- Proiect Tehnologii de Presare La ReceDocumento43 pagineProiect Tehnologii de Presare La Rececampean0% (1)
- FPMPC-Csonka NorbertDocumento14 pagineFPMPC-Csonka NorbertNorbert CsonkaNessuna valutazione finora
- Proiect Bun La Proiectarea DispozitivelorDocumento7 pagineProiect Bun La Proiectarea Dispozitiveloravramcosmindorina0% (1)
- Proiect TPA 2Documento37 pagineProiect TPA 2Gal RoxanaNessuna valutazione finora
- Bazele AschieriiDocumento21 pagineBazele AschieriiAndrei Paduraru100% (3)
- Matrita - Desen AnsambluDocumento1 paginaMatrita - Desen AnsambluMihaiBuleu100% (1)
- Proiect de SemestruDocumento25 pagineProiect de SemestruNorbert Csonka100% (1)
- Ciupe Ovidiu Aurelian - PDDocumento12 pagineCiupe Ovidiu Aurelian - PDCiupe Ovidiu AurelianNessuna valutazione finora
- Proiect de DiplomaDocumento88 pagineProiect de DiplomaIonuţIpNessuna valutazione finora
- Proiect TPRDocumento29 pagineProiect TPRCristi FerikNessuna valutazione finora
- Proiect DispozitiveDocumento17 pagineProiect DispozitiveCozma StefanNessuna valutazione finora
- Itinerariul TehnologicDocumento2 pagineItinerariul Tehnologicgheorghesimedrumaxx100% (1)
- Exemplu Proiect TFP - 2Documento64 pagineExemplu Proiect TFP - 2Constantin Marius-CristianNessuna valutazione finora
- Lucrare de LicentaDocumento57 pagineLucrare de LicentaFlorin-Adrian Ristea100% (5)
- TFP-Proiect BucurDocumento88 pagineTFP-Proiect BucurUngureanu Dorian ConstantinNessuna valutazione finora
- Proiect DispozitiveDocumento12 pagineProiect DispozitiveIoana Balazs100% (1)
- TCM ProiectDocumento42 pagineTCM ProiectPatrascu Robert-GabrielNessuna valutazione finora
- C2 - Matrite de InjectatDocumento22 pagineC2 - Matrite de InjectatMuraru MariusNessuna valutazione finora
- Proiect Gaurire La Dispozitive Cap1Documento14 pagineProiect Gaurire La Dispozitive Cap1Alexandru GhiniaNessuna valutazione finora
- Proiectarea DispozitivelorDocumento64 pagineProiectarea DispozitivelorTraian-Vasile Maxim100% (1)
- Proiect PD ModificatDocumento69 pagineProiect PD ModificatDiana AndriescuNessuna valutazione finora
- Dispozitive Tehnologice: Specializarea Inginerie Industrială - TCMDocumento17 pagineDispozitive Tehnologice: Specializarea Inginerie Industrială - TCMTudorNessuna valutazione finora
- Strunjire SNA 450 PDFDocumento64 pagineStrunjire SNA 450 PDFVlad ParaiacNessuna valutazione finora
- ProiectDocumento16 pagineProiectTudorNessuna valutazione finora
- Proiect DispozitiveDocumento18 pagineProiect DispozitiveRoxana Roxana100% (1)
- Dispozitiv de Prindere A Piesei La Prelucrarea Prin GaurireDocumento90 pagineDispozitiv de Prindere A Piesei La Prelucrarea Prin GaurireArnold KovácsNessuna valutazione finora
- Proiect DispozitiveDocumento65 pagineProiect DispozitiveGory Gory GorylaNessuna valutazione finora
- Proiect PD ETAPA I FLMDocumento18 pagineProiect PD ETAPA I FLMFLMNessuna valutazione finora
- Proiectare DispozitivelorDocumento36 pagineProiectare DispozitivelorTudorLeşanNessuna valutazione finora
- Proiect PD (Dispozitive)Documento61 pagineProiect PD (Dispozitive)andreea_tudor170% (1)
- CalitateDocumento206 pagineCalitateBancila Cristina100% (1)
- ConcurentaDocumento3 pagineConcurentaAlexandru PlasoianuNessuna valutazione finora
- VW Passat CC Date TehniceDocumento39 pagineVW Passat CC Date TehnicePatrascu Robert-GabrielNessuna valutazione finora
- Strategie Codificare ProduseDocumento5 pagineStrategie Codificare ProdusePatrascu Robert-GabrielNessuna valutazione finora
- Normarea Tehnica Si Calcul EconomicDocumento14 pagineNormarea Tehnica Si Calcul EconomicPatrascu Robert-GabrielNessuna valutazione finora
- Tehnologii NeconventionaleDocumento27 pagineTehnologii NeconventionaleOlar Marinela83% (6)
- Etapa 1Documento33 pagineEtapa 1Patrascu Robert-GabrielNessuna valutazione finora
- Plan Afaceri 24wvwvwvwvwvwvwvDocumento14 paginePlan Afaceri 24wvwvwvwvwvwvwvVio VelceaNessuna valutazione finora
- Proiect CMTFDocumento58 pagineProiect CMTFPatrascu Robert-GabrielNessuna valutazione finora
- ProiectDocumento33 pagineProiectPatrascu Robert-GabrielNessuna valutazione finora
- 2Documento2 pagine2Patrascu Robert-GabrielNessuna valutazione finora
- Traseu Tehnologic ArboreDocumento3 pagineTraseu Tehnologic ArboreVlad DumitriuNessuna valutazione finora
- Subiecte TNDocumento31 pagineSubiecte TNPatrascu Robert-GabrielNessuna valutazione finora
- 2014 TN LaserDocumento20 pagine2014 TN LaserPatrascu Robert-GabrielNessuna valutazione finora
- Capitolu 2Documento3 pagineCapitolu 2Patrascu Robert-GabrielNessuna valutazione finora
- ConcurentaDocumento24 pagineConcurentaAna MaicanNessuna valutazione finora
- Lichide de RacireDocumento1 paginaLichide de RacirePatrascu Robert-GabrielNessuna valutazione finora
- Desen TehnicDocumento91 pagineDesen Tehniccristi0866100% (9)
- Utilizarematerial PlacuteDocumento3 pagineUtilizarematerial PlacutePatrascu Robert-GabrielNessuna valutazione finora
- MPMDocumento16 pagineMPMPatrascu Robert-GabrielNessuna valutazione finora
- Curs 1Documento11 pagineCurs 1MITICA_VLADNessuna valutazione finora
- Plan Operatii Ex CompletatDocumento3 paginePlan Operatii Ex CompletatPatrascu Robert-Gabriel100% (1)
- Lichide de RacireDocumento1 paginaLichide de RacirePatrascu Robert-GabrielNessuna valutazione finora
- Cutite StrungDocumento2 pagineCutite StrungPatrascu Robert-GabrielNessuna valutazione finora
- Desen TehnicDocumento91 pagineDesen Tehniccristi0866100% (9)
- Desen Tehnic Si Geometrie DescriptivaDocumento186 pagineDesen Tehnic Si Geometrie Descriptivaruxandrazz93% (30)
- Proiect T.C.MDocumento89 pagineProiect T.C.Mnicudu100% (3)
- TPR2Documento42 pagineTPR2Patrascu Robert-Gabriel100% (1)
- TCM ProiectDocumento42 pagineTCM ProiectPatrascu Robert-GabrielNessuna valutazione finora
- University of Chicago Press Fall 2009 CatalogueDa EverandUniversity of Chicago Press Fall 2009 CatalogueValutazione: 5 su 5 stelle5/5 (1)
- University of Chicago Press Fall 2009 Distributed TitlesDa EverandUniversity of Chicago Press Fall 2009 Distributed TitlesValutazione: 1 su 5 stelle1/5 (1)