Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
JERES-H-001 Coating Selection Application Requirements
Caricato da
Harish Kumar Kannepalli50%(2)Il 50% ha trovato utile questo documento (2 voti)
632 visualizzazioni93 pagineThis document provides the revision history and outlines the coating selection and application requirements for industrial plants and equipment at Jubail Export Refinery. It includes general requirements, approved painting systems, surface preparation requirements, inspection criteria, and warranties. The document aims to define the minimum mandatory coating requirements to protect steel structures, equipment, piping and instruments from corrosion.
Descrizione originale:
Describes how to select coating for various surfaces
Copyright
© © All Rights Reserved
Formati disponibili
PDF, TXT o leggi online da Scribd
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoThis document provides the revision history and outlines the coating selection and application requirements for industrial plants and equipment at Jubail Export Refinery. It includes general requirements, approved painting systems, surface preparation requirements, inspection criteria, and warranties. The document aims to define the minimum mandatory coating requirements to protect steel structures, equipment, piping and instruments from corrosion.
Copyright:
© All Rights Reserved
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
50%(2)Il 50% ha trovato utile questo documento (2 voti)
632 visualizzazioni93 pagineJERES-H-001 Coating Selection Application Requirements
Caricato da
Harish Kumar KannepalliThis document provides the revision history and outlines the coating selection and application requirements for industrial plants and equipment at Jubail Export Refinery. It includes general requirements, approved painting systems, surface preparation requirements, inspection criteria, and warranties. The document aims to define the minimum mandatory coating requirements to protect steel structures, equipment, piping and instruments from corrosion.
Copyright:
© All Rights Reserved
Formati disponibili
Scarica in formato PDF, TXT o leggi online su Scribd
Sei sulla pagina 1di 93
JERES-H-001
Coating Selection &
Application Requirements for
Industrial Plants & Equipment
Revision
5
Responsibility
JER Engineering Division
22 May
2009
J ubai l Ex por t Ref i ner y
Engi neer i ng St andar ds
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 2 of 93
Revision Tracking
Revision Revision Date Scope of Revision
5 22 May 2009 Revised to update paragraph: 6.2 & 6.3.
4 09 February 2009
Revised to update paragraph: 6.2, 7.3, 7.5, 9.1, 10.3.5, 12.4, 12.6,
Appendix A (Table A1and Table A2), Appendix C-Table C, Appendix
E and Appendix F.
3 17 November 2008
Revised to update paragraph: Table of Contents, 3.1, 6.2, 6.3, 7.3, 7.5,
7.8, 10, 10.3.5, Table A (now Table A1), Appendix C and Appendix E.
Adding Table A2 and also Appendix F- Painting System for Insulated
and Fireproofed material. Adding requirements to paint stainless steel
and insulated surfaces, Adding section 16 for warranties.
2 21 July 2008
Revised to update paragraph: 1.2, 3, 3.1, 3.2.1, 3.2.2, 7.7.f, 8.2, 8.3 9.2,
9.3.2, 10.4.7, 10.4.10, 12.1, 12.3, 12.5, 12.8, 15, Appendix A,
0 28 April 2008 Issued for bid package.
02 31 March 2008 Issued for bid package only for review.
01 22 October 2007 The first official JERES-H-001 is issued
00 08 March 2007
First draft issued is based on Saudi Aramco SAES-H-001 Coating
Selection & Application Requirements for Industrial Plants &
Equipment issue date 28 February, 2005. Document was modified to
incorporate amendments and modifications.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 3 of 93
Table of Contents
Section Contents Page
1 Scope 5
2 Conflicts, Deviations and Clarifications 5
3 References 6
4 Definitions 9
5 Health, Safety and Environment 10
6 General Requirements 10
7 Approved Painting Systems 12
8 Packaged Equipment Coating Systems 14
9 Hot Dip Galvanizing 15
10 Coating Application 16
11 Equipment Used for Coating Preparation and Application 25
12 Inspection and Acceptance 26
13 Colour Schedule 30
14 Piping Identification Labels 30
15 Records 32
16 Warranties 32
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 4 of 93
Appendixes
A
Table A1: Selection of Coating Systems for Non- Insulated
material.
33
Table A2: Selection of Coating Systems for Insulated and
Fireproofed Material.
34
B Table-B: List of recommended manufacturers 35
C Table C: Basic colour scheduling and coding 36
D Form-1 Painting schedule 39
E Painting System Data Sheets for Non-Insulated Material 40
F
Painting System Data Sheets for Insulated and Fireproofed
Material
88
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 5 of 93
1 Scope
1.1 This Standard covers the minimum mandatory coating requirements for the internal
and external protection of industrial facilities inside plants.
1.2 The purpose is to define the painting of steel structures, equipment, machinery,
piping, instruments, etc. subject to corrosion. It includes different coating systems,
the surface preparation required, the limits of paint, the thickness to be applied, the
application techniques and the requirements for inspection and testing.
1.3 This Standard does not apply to infrastructure facilities, powder coatings, or
decorative coatings unless specified in the scope of work or other mandatory
Company document.
1.4 This standard shall be attached to, and made part of, purchase orders when required.
2 Conflicts, Deviations and Clarifications
2.1 Any conflicts between this standard and other applicable Company Engineering
Standards (JERES), Material Specifications (JERMS), Standard Drawings (JERSD),
Engineering Procedures (JEREP), Company Forms or Industry standards,
specifications, Codes and forms shall be brought to the attention of Company
Representative by the Contractor for resolution.
Until the resolution is officially made by the Company Representative, the most
stringent requirement shall govern.
2.2 Where a licensor specification is more stringent than those of this standard, the
Licensors specific requirement shall apply.
2.3 Where applicable Codes or Standards are not called by this standard or its
requirements are not clear, it shall be brought to attention of Company
Representative by Contractor for resolution.
2.4 Direct all requests for deviations or clarifications in writing to the Company or its
Representative who shall follow internal Company procedure and provide final
resolution.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 6 of 93
3 References
The selection of material and equipment, and the design, construction, maintenance,
and repair of equipment and facilities covered by this standard shall comply with the
latest edition of the references listed below as of the CUT-OFF DATE as specified
in the Contract unless otherwise noted.
3.1 Company References
Company Engineering Standards
JERES-B-067 Safety Identification and Safety Colors
JERES-H-102 Safety Requirements for Coating Applications
Company Material Specifications
JERMS-H-9115 Hot Dip Galvanizing for Structural Steel and Pipes
JERMS-J-4820 Instrument Control Cabinets - Indoor
JERMS-J-4821 Instrument Control Cabinets - Outdoors
JERMS-J-4711 Control Valves General Services
JERMS-J-4716 Pneumatic Actuators On-Off Service
JERMS-J-4611 Safety Relief Valves Conventional and Balanced Types
JERMS-M-2014 Pre-Engineered Metal Buildings
3.2 Industry Standards
3.2.1 American Society for Testing and Materials (ASTM)
ASTM A780 Standard Practice for Repair of Damaged and Uncoated Areas
of Hot-Dip Galvanized Coatings
ASTM C871-04 Standard Test Methods for Chemical Analysis of Thermal
Insulation Materials for Leachable Chloride, Fluoride,
Silicate, and Sodium Ions
ASTM D3359 Measuring adhesion by tape test
ASTM D4541 Pull-off strength of coatings using portable adhesion testers
ASTM D4752 Measuring MEK resistance of ethyl silicate (inorganic) zinc-
rich primers by solvent rub
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 7 of 93
ASTM D4940 Standard test method for conductimetric analysis of water
soluble ionic contamination of Blasting abrasives
ASTM D5402 Assessing the solvent resistance of organic coatings using
solvent rubs
3.2.2 International Organization for Standardization (ISO)
ISO 2178 Non-magnetic coatings on magnetic substrates - Measurement
of coating thickness - Magnetic method
ISO 2409 Paints and varnishes - Cross-cut test
ISO 2808 Paints and varnishes - Determination of film thickness
ISO 4624 Paints and varnishes - Pull-off test for adhesion
ISO 8501-1 Preparation of steel substrates before the application of paints
and related products -Visual assessment of surface cleanliness
- Part 1: Rust grades and preparation grades of uncoated steel
substrates and of steel substrates after overall removal of
previous coatings
ISO8501-3- Preparation of steel subsdtrates before application of paints
and related products Visual assessement of surface
cleanliness Part3: preparation grades of welds, cut edges
and other areas with surfaces imperfections.
ISO8502-1 Preparation of steel substrates before application of paints
and related products Tests of assessment of surface
cleanliness Part1: Field test for soluble iron corrosion
products.
ISO 8502-3 Preparation of steel substrates before application of paints
and related products -Tests for the assessment of surface
cleanliness - Part 3: Assessment of dust on steel surfaces
prepared for painting (pressure-sensitive tape method)
ISO 8503-2 Preparation of steel substrates before application of paints
and related products - Surface roughness characteristics of
blast-cleaned steel substrates - Part 2: Method for the grading
of surface profile of abrasive blast-cleaned steel - Comparator
procedure
ISO 8502-4 Preparation of steel substrates before application of paints
and related products- visual assessment of surface cleanliness
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 8 of 93
Part4: Guidance on the estimation og the probability of
condensation prior to paint application
ISO 8502-6 Preparation of steel substrates before application of paints
and related products- visual assessment of surface cleanliness
Part6: Extraction of soluble contaminants for analysis. The
Bresie method
ISO 8504 Preparation of steel substrates before application of paints
and related products Surface preparation method
ISO 19840 Paints and varnishes Corrosion protection of steel structures
by protective paint systems Measurement of, and acceptance
criteria for, the thickness of dry films on rough surfaces
ISO 12944-1 Paints and varnishes Corrosion protection of steel
structures by protective paints systems General introduction
ISO 12944-2 Paints and varnishes Corrosion protection of steel structures
by protective paints systems classification of environment.
3.2.3 The Society of Protective Coatings
SSPC Manual,
Volume 1 Good painting practice and surface preparation specifications
SP1 to 10
SSPC-SP1 Solvent cleaning
SSPC-SP2 Hand tool cleaning
SSPC-SP3 Power tool cleaning
SSPC-SP5 White metal blast cleaning
SSPC-SP6 Commercial blast cleaning
SSPC-SP7 Brush-off blast cleaning
SSPC-SP10 Near white blast cleaning
SSPC-SP12 Water Jetting
SSPC Manual,
Volume 2 Systems and specifications
SSP-Vis 1 Guide to Vis 1 - 89 - Visual Standard for Abrasive Blast
Cleaned Steel
SSPC-Vis 2 Standard Methods of Evaluating Degree of Rusting on Painted
Steel Surfaces
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 9 of 93
SSPC-PA 2 SSPC Method of Measurement of Dry Paint Thickness with
Magnetic Gages
3.2.4 Norsok Standards
Norsok M501 Rev.5 Surface preparation and protective coating
4 Definitions
4.1 Definitions presented in this Standard and other JER documents have precedence
over other definitions. Conflicts between various definitions shall be brought to the
attention of Company Representative by the Contractor for resolution.
Company: Jubail Export Refinery.
Company Representative: A designated person from the Company or an assigned
third party representative.
Company Inspector: A designated person or an agency responsible for conducting
inspection activities on behalf of the Company.
4.2 List of Definitions
Approved Product: A coating material that has been approved by the Company.
Contractor: The party which carries out all or part of the design, engineering,
procurement, construction, commissioning or management of the Project
Manufacturer/vendor: The party which manufactures and/or supplies the
equipment.
Coating manufacturer: The party which manufactures and/or supplies the coating
products
Subcontractor: The party selected by the Contractor which carries out all or part of
the material takeoff, design (in special cases), procurement, surface preparation,
application, and testing of the coatings/systems.
Corrosive Industrial Atmosphere: Areas exposed to gases, fumes, mists or dusts
from chemical or industrial facilities. This term does not include direct contact with
splashed or spilled chemicals.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 10 of 93
Maintenance Coating/Painting: Application of coating to preserve the useful state
of an existing coating. Repairing is the most common method to maintain a coating.
Replacing completely an existing coating is not maintenance coating.
Mild Atmosphere: Areas not affected by either marine or industrial environments,
but receive enough moisture in the air to cause corrosion if the carbon steel is not
coated.
New Construction Coating: Application of coating on a completely new and
uncoated facility, equipment or machinery. New coating also applies to the coating
application on completely bare substrate that was previously coated.
Thick Film Coating: Coatings with an average dry film thickness greater than 20
mils (500 microns)
Thin Film Coating: Coatings with an average dry film thickness of 20 mils (500
microns) or less
Thixotropic Coating: A type of coating that thickens or gels in a relatively short
time when at rest, but readily becomes more fluid when agitated or stirred.
Vessels: Where referred to in this standard, the term "vessels" includes, but is not
necessarily limited to, columns, traps, drums, heat exchangers, and boilers.
Wet-on-Wet Coating Application: Technique of coating application where
additional coating passes are employed over a coating that is still wet, making the
composite film dry as a whole. A wet coat applied over another wet coat is
considered one coat of application.
5 Health, Safety and Environment
5.1 For field applications only, the safety requirements per JERES-H-102 shall apply for
coating activities.
5.2 For shop applications, it is the responsibility of the shop Management to adhere to
the safety rules and regulations applicable to their shop.
6 General requirements
6.1 Colour coding
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 11 of 93
6.1.1 Colour coding schedule for the project shall be in accordance to paragraph 10 and
will be chosen to match those of installations already present in the same block or
country.
6.1.2 If the project has no specific requirements, then the colour coding can be defined
according to the guidelines drawn in the Appendix C.
In any case, the painting works carried out by Contractor shall include all colour
coding and marking required for item and service identification.
6.2 Surfaces to be coated
All non-insulated carbon steel and low alloy carbon steel surfaces
Non-Insulated stainless steel surfaces (316, 304, 321 series, Duplex, etc) for
piping, vessels, tanks, and similar operating at 150
o
C and lower. Refer to 6.3 for
the exceptions to this requirement.
Insulated carbon steel and alloy carbon steel surfaces
Insulated stainless steel surfaces (316, 304, 321 series, Duplex, etc) for piping,
vessels, tanks, and similar operating at 150
o
C and lower. Refer to 6.3 for the
exceptions to this requirement.
Fireproofed structures prior to fire proofing application
Galvanized steel structure only when required for safety identification
6.3 Surfaces not to be coated
6.3.1 Unless otherwise specified, the following surfaces shall not be painted:
Other non-ferrous metal surfaces (aluminum, copper and nickel alloys, etc.),
unless required for reasons of appearance or safety identification
Galvanized steel gratings
Galvanized steel surfaces
Machined surfaces as flange faces, screw threads
Valves stems, gauge glasses and guards, Friction surfaces of assemblies using
friction
Surfaces used for identification purposes, such as nameplates, serial number
plates, valve identification signs, gauge glasses and guards, gauge faces and
light fixtures, valve stems and flange bolts.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 12 of 93
Plastic and plastic coated materials, provided their resistance to UV has been
demonstrated, and colour coding is not necessary.
6.3.2 The following non-Insulated stainless steel surfaces (316, 304, 321 series, Duplex,
etc) may not be coated:
Piping, vessels, tanks, and similar operating above 150
o
C.
Structural non-pressure containing components
Cable Trays and Ladder
Junction Box
Local Panel and Instrumentation Enclosures-Cabinet
Cable Gland
Instrument Impulse Tubing Line
Instrument Air Supply Tubing Lines
Rotating equipment casing and seal systems
Rotating equipment appurtenances such as flushing piping and lube
oil system including piping, exchangers, tank, etc
7 Approved Painting Systems
7.1 Only approved products are allowed for use on Company Facilities. These
requirements apply to all coatings referred to in all the JERES-H-series standards.
7.2 Applications that require coating or new coating system not covered by this standard
or other Company standard shall be approved in writing by the Company
Representative.
7.3 Approved Painting Systems:
7.3.1 Non-Insulated Surfaces
The painting systems A, B, C, D, E, F, P and Q listed in Table A1 of Appendix A,
have been selected as approved painting system applicable for Non-Insulated
material in accordance with ISO 12944 Part 2, high corrosivity category code C4 for
industrial and coastal areas.
7.3.2 Insulated Surfaces
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 13 of 93
Zinc-rich primer organic and inorganic shall not be used under insulation or
fireproofing.
The painting systems E, G, H, K, L, M, N, O, P and Q listed in Table A2 of
Appendix A have been selected as approved painting system applicable for insulated
material. For those cases where the painting system data sheets are not fully
developed, EPCC contractor shall submit them to Company for review and approval
prior to application.
7.4 Painting Manufacturers
7.4.1 The painting material shall be supplied from the Company approved painting
manufacturers listed in Table-B of Appendix B. The painting system data sheets with
product trade names from the different manufacturers are provided in Appendix E
and F. These systems are certified by Norsok M501 for low temperature services and
ISO12944 for higher temperature.
7.4.2 Alternative manufacturers can be proposed, provided that their range of products
meets the technical performance of this specification. The manufacturer shall be able
to provide supporting data from exposure tests and/or cyclic weathering testing
carried out in accordance to standard Norsok M501 rev.5 or equivalent.
7.5 Coating systems (Paint schedule Table A1 and Table- A2)
The coating systems suitable for the structures, equipment and piping are provided in
Appendix-A.
Coating systems will be chosen depending on material of construction, the presence
of insulation/fireproofing and operating temperature.
Zinc-rich primer organic and inorganic shall not be used under insulation or
fireproofing.
7.6 A painting procedure (as per attached Form 1 in Appendix D) including description
of the coating system (type and trade name of coating products, number of layers,
dry film thickness of each layer, etc.) together with product data sheets shall be
submitted for approval to Company by Vendor for shop painted items and by Sub-
Contractor for paint work at field.
7.7 Coating composition
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 14 of 93
All coating products used in shop or on site shall meet the following requirements.
a) All coating product formulation shall respect the local legislation of the place of
application (e.g. VOC, isocyanates, etc) and to some extend they shall comply
with the legislation of the country/state where the plant is built.
b) Coatings shall be free of heavy metals such as arsenic, barium, cadmium, lead,
mercury, silver, chromium, selenium. However, zinc coatings containing barium
sulfate and less than 0.02% lead are acceptable.
c) Two-pack finish coats shall be based on acrylic polyurethane media. Where
isocyanate cured products are not allowed, alternative finish products shall be
submitted to Company for approval. Finish coat shall have gloss retention and
weather/UV resistance.
d) Two-pack epoxy finish coatings shall be based on a polyamide or amine adduct
cured two-pack epoxy media and shall be pigmented with titanium dioxide
and/or light fast colored pigments to provide the necessary opacity, film build
and weather resistance. A semi gloss finish is required.
e) Silicone coatings shall be based on a one-pack formulation. They may comprise
leafing aluminum pigment dispersed in the silicone or modified silicone media,
except for application on stainless steel surfaces. The coating shall be able to dry
completely at ambient temperature (no "tacky" surface) and shall withstand
continuous exposure to temperatures up to 648C when required.
f) Inorganic zinc (zinc silicate) primers shall be based on ethyl silicate media and
shall contain not less than 80 % zinc dust by weight in the dry film in
accordance with ISO 12944. They shall be two-component products. Organic
zinc (epoxy zinc) primers shall be based on 2 pack epoxy and shall contain not
less than 80% zinc dust by weight in the dry film.
Zinc dust provided shall meet the requirements of ATM D520 Level II.
g) Alternative high performance two-pack waterborne coating products shall be
submitted to Company for approval. In general, preference should be given to
more environmental friendly systems consistent with meeting the
performance/maintenance requirements
7.8 Coating Effects
7.8.1 The selected coating shall not cause any degradation to the chemical or mechanical
properties of the coated surface.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 15 of 93
7.8.2 Special attention shall be made for selecting the coating type used on surface
operating at high temperatures especially in the situation of insulated surface so that
the coating will not cause material imbrittlement.
8 Packaged Equipment Coating Systems
8.1 This section covers packaged equipment (including mechanical parts, pressure
vessels, piping, instruments, machinery, etc.) and equipment items, such as pumps,
compressors, turbines, blowers, electric motors, transformers, generators, hoists and
cranes, control valve, instrumentation etc.
8.2 Packaged equipment can be coated according to Manufacturers standard, provided it
complies with the following requirements:
a) The Manufacturers coating system shall meet the minimum required design
condition of the environment in which the facility is located (in terms of climatic
and corrosive conditions), in order to match the same quality of corrosion
protection of the other systems indicated within this specification. Any deviation
shall be clearly highlighted and forwarded to Company for written approval.
b) A detailed Painting procedure shall be submitted to Company for written
approval, including
description of the coating system (type and trade name of coating products,
number of coating layers, dry film thickness of each layer, etc.)
product data sheets
any further information to enable damaged primer or finish coat to be
touched/repaired, or overcoated with a compatible coating system
Information deemed appropriate by packaged equipment manufacturer of the
system to give evidence of compliance with the above point a.
8.3 Where hot dip galvanizing is required it shall comply with Section 9 of this standard.
9 Hot Dip Galvanizing
9.1 In case galvanizing is required for structural steel grating, ladders, handrails, pipes
and others, it shall confirm to the requirement of JERMS-H-9115.
9.2 All mechanical preparations, such as welding, drilling, shall be done before hot dip
galvanizing. For placement of holes that will be necessary for venting air and
distributing zinc liquid, contact the galvanizing firm for recommended locations. If
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 16 of 93
the design of the item is not adequate for galvanizing, the galvanizing Contractor
shall notify the steel fabricator for clarification.
9.3 Repair
9.3.1 Repair of damages at the galvanizing shop shall be according to the applicable
industry standards and codes.
9.3.2 For damages occurring during transport or at construction sites, they shall be
repaired in accordance with the guidelines of the following procedure (Zinc-rich
Paint application)
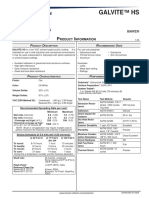
PRODUCT DESCRIPTION: Zinc-rich paints (organic based, such as epoxy, is
preferable) must contain >80% zinc dust by weight in dry film in accordance
with ISO 12944.
Zinc-rich paints are usually formulated to deliver an excellent color match for
both bright and matte gray galvanized coatings.
SURFACE PREPARATION: Basic indication of ASTM A-780 shall be
followed. Preparation of the damaged surface will be influenced by the type of
paint selected and the anticipated service conditions. The following general
guidelines shall apply:
For highly aggressive service conditions and where feasible, the blast-cleaning
of surfaces to SSPC-SP10/NACE No. 2, near-white metal, is recommended.
For less critical field exposure conditions and where blasting is not feasible (i.e.
non-easily accessible surfaces), power tool cleaning to SSPC-SP 3, bare metal
shall be adopted (as a minimum).
When abrasive-blasting or power-tool cleaning is not practical, hand-tools may
be used.
In all cases, surfaces must be free of oil, grease, weld flux residue and weld
spatter, paint and corrosion by-products. To ensure that a smooth reconditioned
coating can be affected, surface preparation shall extend into the surrounding
undamaged galvanized coating.
COATING APPLICATION: general guidelines indicated in this specification
shall be adhered to. Reference to the paint manufacturer's instructions shall be
also made.
The renovated area shall have a zinc coating thickness of 130% of that specified
in JERMS-H-9115 but not more than four mils.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 17 of 93
10 Coating Application
This section provides additional details on how to apply coating
10.1 Sources of Materials
10.1.1 Only the materials generically specified for a given service in this specification are to
be used. The fabrication and/or painting Contractor shall state the name of the
Coating Manufacturer and of the coating material. Mixing products of different
Coating Manufacturers in the same layer/application for any given system is NOT
acceptable. Next layer coating of any Coating Manufacturer which is different from
the prior coat is to be individually supported by written statements from each
Coating Manufacturer involved as to compatibility and integrity of finished coating
system.
10.1.2 All paint and coating materials shall be delivered to site in the Coating
Manufacturers unopened original containers, in good state and correctly labeled.
Label shall feature the Coating Manufacturer's name, brand name, batch number,
date of manufacture and shelf/pot life.
10.1.3 Technical data sheets shall also be supplied, clearly indicating all the features and
requirements of the products (i.e. max/min over coating times for the specified DFT,
max/min DFT, max temperature resistance etc.).
10.1.4 The paint should be stored in optimal conditions for their best conservation.
10.1.5 Coating that has passed their shelf life shall not be used.
10.2 Equipment for Surface Preparation and Coating Application
The coating Contractor shall supply and transfer to site all the equipment and
material necessary to carry out the cleaning, masking, priming and painting work in
accordance with this specification and Coating Manufacturer's recommendations.
Test equipment including wet and dry film thickness gauges, blast profile testers,
pinhole holiday detectors, hydrometers, temperature measuring devices, shall be
provided by the coating Contractor.
10.3 Surface Preparation and Cleaning
10.3.1 General
The following method of surface preparation shall be used as specified in TABLE
A1 and Table A2.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 18 of 93
In all cleaning methods the equipment and tools used shall be of suitable design and
quality to properly complete the works to the specification. Where compressed air is
used, air lines shall be provided with effective, well maintained oil and water traps.
Efficient well maintained air filters shall be provided to control dust.
During cleaning, all weld areas and attachments shall be given special attention to
ensure all welding flux and spatter is removed by the use of solvents, files scrapers,
chipping hammers, power or hand brushes or grinders fitted with flexible grinding
discs.
Prior to the commencement of any of the cleaning methods detailed below, the
surface to be cleaned shall have all oil, grease or wax removed by swabbing with a
suitable emulsion cleaner. The surface shall then be washed down with clean fresh
water to remove dirt, stains and residues. Where necessary, hand brushing shall be
included to ensure a clean surface.
10.3.2 Abrasive blast cleaning
In this method, millscale, rust and other surface contaminants shall be removed using
blast or centrifugally propelled abrasives. After the specified standard has been
achieved, all dust, loose materials and abrasive residues shall be removed from the
cleaned surface and the surface shall be coated before contamination or flash rusting
occurs.
Contaminants such as oil, greases, chemicals or soil shall be removed prior to
abrasive cleaning by the use of a suitable emulsion cleaner. The surface shall be
cleaned as specified in TABLE-A1 and Table- A2.
The applicable standard for surface preparation shall be as follows: the grade of
cleanlinessis is according to ISO 8501-1; the surface roughness is according to ISO
8503; and the surface cleanliness is according to ISO 8502.
After blast cleaning and before application of the priming coat the surface shall be
cleaned to remove dust and abrasives and in particular from pockets and corners.
This can be done by vacuum cleaning or by blowing with dry, oil-free compressed
air.
Due care shall be exercised to prevent the abrasive grit entering inside equipment and
pipe work. On completion of blasting operations, the inside of equipment and piping
shall be inspected and cleaned out if the presence of abrasive grit is detected.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 19 of 93
Any surface showing signs of handling contamination after blasting shall be solvent
cleaned and re-blasted.
The use of abrasives containing silica is not permitted. The abrasive must be free
from oil, grease, moisture, etc. Re-used abrasive shall be clean and reasonably sharp.
They shall not be rusted or noticeably worn or dull when compared with fresh
material and must be free from contaminants.
Re-used abrasive shall be approved by Company Inspector and shall meet the
requirements as specified above.
Blast cleaning shall not commence unless a protective coating can be applied before
contamination or flash rusting occur.
Blasting shall not be done outside normal daylight work hours unless authorized by
Company Inspector.
Blasting operations shall not be carried out unless surfaces to be prepared are 3C
above ambient air dew point.
All blasted surfaces must be clean, free of all dust, before applying paint.
10.3.3 Protection of surfaces not to be coated
Protect all surfaces not to be coated from damage and from paint products by
adequate temporary coverings during all operations of surface preparations and
painting. Remove coating that may have fallen on these surfaces e.g., valves stems,
glass, adjacent equipment, flange bolts, etc.
In particular, stainless steel and non-ferrous surfaces shall be protected from blasting,
overspray and coatings intended for carbon steel. The contractor shall protect all
equipment that is not to be painted or liable to be affected by the presence of
abrasive or paint. Special attention shall be given to avoid splashes of zinc-based
paint on equipment of austenitic steels to prevent high temperature cracking
corrosion.
10.3.4 Stainless steel
Surface shall be thoroughly degreased using an appropriate emulsion cleaner and
abrasive cleaned (sweep blasting) to create sufficient anchor profile.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 20 of 93
Abrasive for blast cleaning of stainless steel surfaces shall be performed with a
suitable non-metallic abrasive such as aluminum oxide.
When hand or power tool cleaning is required on stainless steel, only stainless steel
wire brushes that have not been previously used on carbon steel surface may be used.
All coatings and solvents for use on stainless steel shall be free of substances such as
chlorides and other halides, sulfur, and shall be free of low melting point metals
(zinc, aluminum, tin and lead). All coatings and solvents used on stainless steels
shall be free of low melting point metals (zinc, aluminium, tin and lead) and
removeable chloride levels shall be < 100 ppm according to ASTM C871-04)
All coatings and solvents for use on stainless steel shall be free of substances such as
chlorides and other halides, sulfur, and shall be free of low melting point metals
(zinc, aluminum, tin and lead).
10.3.5 Galvanized surfaces that require coating (hot dip galvanizing, electroplating,
Sendzimir process)
Surface preparation shall consist of thoroughly degreasing and treating with a
mordant/etching solution. After the reaction period the surfaces shall be washed
down with clean water. The Company Inspector shall approve water source prior to
use.
Alternatively, sweep blast cleaning is acceptable after thorough degreasing by using
lower air-blasting pressure at 3.5 4.0 barg (50 60 psig). Dust from blast cleaning
operation shall be removed as previously described.
Top-coating like mastic epoxy system as approved under APCS-26 (Hempel Painting
System) is recommended for galvanized surfaces in coastal areas exposed to marine
environment with a high humidity. In any case, EPC contractor may propose another
painting system to Company for approval prior to application.
Note: Weathered galvanized surfaces should be wire brushed first to remove all
corrosion products.
10.3.6 Weld areas and sharp edges
All weld seams, sharp edges and surface irregularities shall be contoured and surface
irregularities ground smooth as required.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 21 of 93
10.3.7 Anchor profile
Unless otherwise specified, the surface profile for carbon steel surfaces after blast
cleaning shall have a min/max height of 50/75 microns with rough peaks to 100
microns (R
z
).
10.3.8 Manual and Mechanical (Power-Tool) Cleaning
Manual cleaning shall only be carried out when the use of power tools is prohibited
and with prior approval by Company Representative.
In this process dirt, rust, millscale and/or paint remains are removed and the metal
surface prepared by hand chipping, scraping or wire brushing or preferably where
possible by powered hand tools such as powered wire brushes or needle guns to
achieve the specified standard. This method shall be limited to small sized surfaces
and shall be only used with the written approval of Company representative.
The quality of surface cleanliness achieved by manual or mechanical cleaning is
specified in accordance with ISO 8501-1 for manual or mechanical cleaning.
On completion of the surface preparation, all dust and other foreign materials shall be
removed and the primer coat applied before any contamination or rusting occur, but
in any case within four hours. Should the cleaned surface be left uncoated overnight
surface preparation shall be repeated prior to painting.
10.4 Preparation and Application of Coating Material
10.4.1 General
Coating Contractor shall adhere strictly to the instructions and recommendations as
prescribed by the coating Manufacturers for the preparation and application of all
coating materials. Successive coats shall have a contrasting colors or tints.
10.4.2 Coating preparation
Coating components shall be power-stirred to obtain a homogenous consistency. No
hand stirring is allowed for quantities greater than 5 liters. Before further use, coating
shall be allowed to stand for a time long enough to remove aeration caused by
stirring.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 22 of 93
Two-pack or multiple pack coating systems shall be mixed in the proportions and
under the conditions recommended by the Manufacturer. The mixed coating shall not
be used on expiry of its "pot life".
For inorganic zinc primers, after mixing the silicate binder and the zinc powder, the
mixed product shall be sieved prior to application and continuously power-stirred
during application.
The mixed coating shall color match with other prepared products of the same coat.
Coatings visually showing deterioration such as settling, separation, gelling, skin
formation, etc. shall be discarded.
10.4.3 Coating Application
Painting shall be done according to the application instructions of the Coating
Manufacturer and shall be performed by skilled and experienced staff, aware of
health and hazard issues related to painting activities.
Coating may be applied by brush, roller, conventional spray or airless spray methods
as approved or specified by the coating Manufacturer. Brush or rollers used shall be
of a suitable size and shape and shall be kept clean by use of approved solvents.
Where rollers are used, the nap shall be of sufficient length to work the coating well
into the surface.
When using conventional spray or airless spray methods, all the equipment shall
have adequate, well-maintained pressure regulating devices, effective strainers, traps,
and separators, suitable size hoses and clean, well-maintained guns. The traps and
separators for removing oil and water maintained from the compressed air shall be
such that air atomizing guns will not deposit oil or water when directed on to a clean
surface for 15 seconds.
Nozzles shall be of the correct size and provide the most suitable spray shape for the
most effective and economical application of the coating without excessive
overspray.
The specified coating thickness shall be achieved at all protrusions, corners and
crevices. Edges, cracks, bolt heads, etc. may require the coating to be evened by
laying off with a brush after roller application.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 23 of 93
All coating materials shall be applied evenly in a normal full coat free from mud
cracking, wrinkling, sagging, curtaining, cissing, fish eyes, orange peeling, pinholes,
brush and roller marks and other defects.
The dry film thickness shall be measured from the peaks of the grit blast profile and
suitable pieces of grit blasted steel shall be prepared to enable the thickness meters to
be calibrated in accordance with the indications from the equipment Manufacturer.
Due care shall be exercised whilst spraying to prevent overspray and contamination
of other surfaces by the use of shields, etc.
Under no circumstances shall zinc or aluminum in the form of coating pigments or
metal spray shall be allowed to come into contact with stainless steels, nickel based
alloys or copper based alloys.
10.4.4 Priming
The priming coat shall be applied as soon as possible after the surface preparation
has been carried out and before any contamination of the cleaned surface. The
specified surface preparation is understood to be the one at the moment of the
application.
Angles, corners, sharp edges, bolt or rivet heads, weld seams and other surface
irregularities shall be stripe-coated by brush. This coat shall be the same product as
the primer, but should be of a different color for identification purpose.
10.4.5 Subsequent coat
When the primer coat has cured and its correct application and thickness has been
confirmed, and the primer surface has, if necessary, been cleaned to remove
dust/moisture, the specified protective coating shall be applied.
When more than one coat is required, the Coating Manufacturer's recommendations
on overcoating time shall be complied with.
Wet film thickness should be checked when each coat is applied to ensure that the
full coating thickness will be achieved in the specified number of coats (as
recommended by the Coating Manufacturer). Total system dry film thickness shall
also be in accordance with this specification.
A final coat shall be applied in accordance with the undercoat overcoating time
recommended by the Coating Manufacturer.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 24 of 93
The final coat shall provide a smooth, even finished coating surface, where gloss
finish coats are applied, the surface shall be a smooth gloss finish with no breaks in
the surface.
The multicoat system shall be free of all the defects previously mentioned.
10.4.6 Drying times
Each coat shall be allowed to cure thoroughly in accordance with the Coating
Manufacturer's instructions for overcoating before the next coat is applied. Curing
times are highly dependent on local conditions.
10.4.7 Weather conditions
Painting Contractor shall measure and record local conditions of temperature and
humidity during blasting, painting and curing.
Coating shall only be applied when suitable weather conditions prevail. Coating shall
not be applied under the following conditions or when such conditions are likely to
prevail before the coating is cured.
a) At temperatures below 10C (or according to Coating Manufacturer
recommendation) or when the temperature is likely to fall below this figure
before the surface film is dry, or on surfaces registering low temperatures.
b) When the relative humidity of the atmosphere exceeds 85 %.
c) The steel temperature is less than 3C above the dew point.
d) During foggy or misty conditions.
e) Before dew or moisture has evaporated.
f) When it is raining or rain is imminent.
Guidelines for weather and other atmospheric suitability shall be agreed with
Contractor but painting Contractor shall remain responsible for scheduling his
activities.
Coating which is contaminated during curing, for example by dust, condensation or
rain, shall, if deemed necessary by Company Inspector be removed and redone.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 25 of 93
10.4.8 Contrasting coatings
Where it is necessary to apply more than one coat of a particular product to obtain a
specified dry film thickness, then the first coat shall be selected sufficiently different
in color, in order to distinguish from the subsequent coats.
10.4.9 Storage of materials
All products shall be received in sealed containers, clearly marked with product
description, reference number, batch number and date of manufacture. Thinners,
solvents, etc. shall be stored in a well ventilated fireproof building, separate from
other painting consumables. The building temperature shall be controlled if
necessary in order that the coating products will not suffer from local climatic
conditions.
10.4.10 Painting before installation
Prepared welding edges and surfaces within 50 mm to 75 mm of welding shall be left
uncoated or coated with an approved welding primer only.
All surfaces that will be inaccessible after assembly or installation shall be cleaned
and coated before installation. Such surfaces include underneath of base plate, skids,
saddles, skirts, but also bored/punched holes in steel members, flange screw holes,
etc. When painting is carried out before installation, all reasonable steps shall be
taken by the painting Contractor to reduce to a minimum damage to the coating
system before and during installation.
Metal contact surfaces -i.e. bolted joints in structures- should be coated with one full
layer of the specified primer on both surfaces immediately before bolting up. Fretting
surfaces where friction grip is required shall not be coated.
Piping may be painted before the hydrostatic test (hydrotest); however, all field
joints, welds and threaded connections shall be left unpainted (approximately, within
50 mm to 75 mm each side) until the test has been completed and approved by the
Company.
In case of specific need (i.e. due to prefabrication issues) and subject to Company
approval on a case by case basis, field joints, welds and threaded connections may be
primed only. Where piping is fully painted before hydrostatic test, each successive
coat of paint will be stopped 50 mm to 75 mm before the preceding coat at each joint
to allow for proper tie-in of subsequent coats after the completion of the test. In any
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 26 of 93
case, coating of welds prior to hydrotest may be accepted limited to multi-pass
welds: single run welds such as seal or socket welds are to be left uncoated.
10.4.11 Shipping, handling and storage of coated items
Coated items shall not be handled or moved until all coatings have been properly
dried or cured as required in the Coating Manufacturer's instructions.
Coated items shall be handled with equipment such as wide belt slings, web belts,
and wide padded skids selected to prevent damage to the coating. Handling
equipment likely to cause damage to the coating shall not be used. Items such as
chains, cables, hooks, tongs, metal bars, and narrow skids shall not be permitted
to come in contact with the coating. Dragging or skidding coated items shall not
be permitted.
Coated items shall be loaded, padded, and secured for transport in such a manner
that the coating will not be damaged in transit.
Coated items shall be separated so that the items do not bear against each other.
Coated items shall be stacked off the ground using suitable means (e.g. parallel
height ridges of rock-free sand, wooden timbers placed under the uncoated pipe
ends) to avoid damages of the coating.
11 Equipment Used for Coating Preparation and Application
11.1 Blasting equipment
All blasting equipment supplied will have a current inspection certificate from a third
party independent source if required.
The pressure and volume of the compressed air supply for blast cleaning shall meet
the work requirement and shall be sufficiently free of oil and water contamination to
ensure that the cleaning process is not impaired. Traps, separators and filters shall be
emptied and cleaned regularly.
11.2 Hand tools
Chipping, scraping and steel wire brushing using manual or power driven tools shall
be of a type acceptable to Company.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 27 of 93
11.3 Spray equipment
All spray equipment supplied will have a current inspection certificate from a third
Party independent source if required.
The pressure and volume of the compressed air used for spray application shall meet
the work requirement and be free from oil and water contamination. Traps,
separators and filters shall be emptied and cleaned regularly.
12 Inspection and Acceptance
12.1 General
As part of the Quality Plan, the Company shall determine the inspection operations
associated with the various phases of execution and inspection.
As part of the Quality Plan, the Company shall determine the inspection operations
associated with the various phases of execution and inspection. . Inspection shall be
performed by Company Inspector.
In case a third party is envisaged for the inspection of the painting works, the
inspectors shall be certified by a recognized independent organization (ACQPA,
FROSIO, NACE, or organisms approved by AFAQ, OLAS, SRAC, or any
certification organism EA member).
The following inspection and testing shall be performed during the application of
coating systems:
Checking on raw materials (integrity of packing, expiry dates etc.);
checking of paints documentation (Technical Data Sheet, Material Safety Data
Sheet);
checking of meteorological and environmental conditions
Visual examination of surface preparation in accordance with the international
standards ISO 8501
Profile checking with a suitable "profilometer" according to ISO 8503
Thickness checking (acceptance criteria shall be per (SSPC - PA 2 -Rule 80 -
20))
Curing checking
Adhesion checking
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 28 of 93
Porosity checking
12.2 Thickness check
Dry film thickness shall be measured with a magnetic or ultrasonic probe, such as
"ELCOMETER" or "MICROTEST" etc ... The equipment shall be calibrated at least
twice daily in accordance with the Coating Manufacturers' recommendations.
It is suggested that, in order to achieve the specified dry-film thickness, wet-film
thickness be checked during the coating application with wet film thickness gauges
such as the Elcometer wheel or comb type.
Reference is to ISO 2178 and ISO 2808. The acceptance criteria shall be according to
SSPC-PA 2.
If the dry film thickness does not meet the specified value, additional coats shall be
applied, except for inorganic zinc (zinc silicate) primers that shall be re-blasted and
re-applied at the required dry film thickness.
Inorganic zinc (zinc silicate) primers applied at dry film thickness greater than
100m or showing mud-cracking shall also be re-blasted and re-applied at the
required dry film thickness.
12.3 Drying/curing
For each coat, the curing shall be checked by assessing the solvent resistance.
Test shall be performed according to ASTM D4752 for inorganic zinc (zinc silicate)
primers.
12.4 Adhesion check
The coating shall be examined and tested for measuring adhesion between coats and
for adhesion of the first coat to the substrate by applying once per shift the Tape Test
Method A of ASTM-D-3359 and the rating shall be between 4A and 5A.
For coating thickness greater than 5 mils, X-cut adhesion test with knife can be used.
An adhesion pull-off test shall be carried out at any location where there is evidence
of any sort of failure in any coating including, but not limited to, lifting of coats or
loss of adhesion between layers in coating system.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 29 of 93
The adhesion pull-off tests as well as their results shall be conducted and reported
respectively in accordance with ISO 4624 or ASTM D4541.
Coating whose adhesion pull-off test result is less than 30 kg/cm2 (3 MPa) shall be
considered to have failed, except on silicon based coatings.
12.5 Porosity check
Film continuity shall be checked as follows
All External surfaces will be subject to visual inspection for holidays, pinholing and
excessive overspray. Inspection using electrical comb tester reveals defects such as
porosity, and absence or discontinuity in the paint film. This inspection shall be
carried out with an electrical comb tester set to a voltage calculated on a basis of
3volts per micron of the normal dry film thickness.
Areas found to have been improperly coated shall be reapplied.
12.6 Soluble salt contamination
Soluble salts contamination is a mandatory test, which is carried out to measure
chloride and soluble salt concentrations and pH level from a steel surface. This test
shall be conducted as follows:
One (1) time for every new surface preparation activities
It shall be done after surface preparation has been completed and prior to coating
application.
The test area shall be 4 inches by 4 inches and using as material KTA Swab
SCAT kit.
Testing for chloride and soluble salt concentrations and the pH level shall be done
using a Blesle Method according to ISO 8502-6. The chloride and soluble salt
concentrations shall be less than 10 ppm and the pH shall be neutral (between 6 and
8). When these levels are exceeded, the surfaces shall be either steam cleaned or high
pressure water washed before abrasive blasting. The cleaned surface shall be retested
to verify that the contaminant levels are within the acceptable range.
12.7 Supplementary testing
The following tests may be carried out at the discretion of the Company.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 30 of 93
Millscale test A copper sulfate test shall be performed to determine the presence of
millscale.
12.8 Repair of defects or damages
Any defect or damage that may occur shall be repaired before the application of
further coats.
Areas which are to be overcoated shall be thoroughly cleaned free from grease, oil
and other contaminants and shall be dry.
The surfaces shall then be prepared to the standard as specified. Edges of sound
coating around the repair area shall be feathered back approximately 50 mm for a
smooth transition. If necessary vacuum blasting equipment shall be used for surface
preparation.
Subsequently additional compatible coats shall be applied, until they meet the
specification. Those additional coats shall be blend in with final coating on adjoining
area.
Up to 120C damaged areas of non-insulated/insulated surfaces shall after cleaning
be touched up with one or two coats of surface tolerant high solids epoxy
(compatible with previously applied coats of different nature). The repair coat shall
overlap sound coating.
Above 120C heat resistant coatings shall be used for touch up.
Galvanized steel presenting damages exposing the steel substrate shall be repaired.
Prior touch up, the damaged surface shall be cleaned by mechanical wire brushing to
SSPC ST3. Touch up shall be with zinc rich epoxy and shall match original grey
color of galvanized steel. Minimum dry film thickness of zinc rich epoxy repair coat
shall be 80 microns.
13 Colour Schedule
13.1 The basic colour selection is provided in Appendix-C and in line with requirements
of JERES-B-067.
13.2 The final color coding shall be finalized by the Company prior to commencing the
work.
14 Piping Identification Labels
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 31 of 93
A label in English shall be used and explicit means of identification for the contents
of all aboveground piping. The Labels shall spell out the service and in parenthesis
show the abbreviation. The label shall be applied close to valves or flanges and
adjacent to changes in direction, branches, and where pipes pass over or through
walls, and on straight pipe runs, sufficient for identification.
NAME OF THE CONTENTS IN FULL AND ABBREVIATED FORM
TEMPERATURE AND PRESSURE
DEGREE OF HAZARD
DIRECTION OF FLOW
Identification Colour Label
All Lines Safety Yellow
Letters Black
Pipes application labels
Labels will be safety yellow flow direction adhesive.
The adhesive black letter will be applied into a white rectangular space on the yellow
flow labels as a sample:
DIAMETER OF PIPE
mm
A
mm
B
mm
C
mm
D
mm
E
mm
Up to 100 350 50 25 30 20
From 101 to 250 680 200 40 50 35
Greater than 250 820 250 50 60 50
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 32 of 93
FIGURE-1: Structural Steel of Pipe Support Identification
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 33 of 93
15 Records
15.1 At the end of the project, the technical file, handed over by the Contractor and co-
signed by the Manufacturer, at the end of the works, shall include, at least, the
following:
the painting system;
the location of each painting system on the applicable painted structure;
the product data sheet and references of the batches used;
certificates specifying the durations, criteria and performance levels of the
warranties;
reports of the inspections;
provisional acceptance reports;
personal certifications of operators and inspectors.
16 Warranties
16.1 The Contractors shall provide Company Representative with painting and coating
life warranties to be reviewed and approved by Company.
16.2 The warranty shall be minimum five years.
16.3 After five years of application of the painting, the painting shall perform in
according of the following:
Maximum degree of rust shall be Ri2 according to ISO 4628
Maximum degree of cracking, blistering or flaking shall be 3S3 according to
ISO 4628
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 34 of 93
Appendix A: Coating Systems
TABLE-A1: SELECTION OF COATING SYSTEMS FOR NON-INSULATED
MATERIAL (SUITABLE FOR MARINE ATMOSPHERE), for steel structures,
equipment, piping etc.
Scope Specification System
Non-insulated C.S.
ambient temp to 120C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Primer : 75m of 2-pack Epoxy zinc rich (organic zinc)
Intermediate : 150m of 2-pack epoxy MIO
Finish : 50m of 2-pack acrylic polyurethane
A
Non-insulated C.S.
121C to 200C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 30-75 m)
Primer : 75m of 2-pack ethyl zinc silicate (inorganic zinc)
Finish : 2 x 30m of silicone acrylic coating
B
Non-insulated C.S.
201C to 400C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 30-75 m)
Primer : 75m of 2-pack ethyl zinc silicate (inorganic zinc)
Finish : 2 x 25m of single pack silicone-based coating
C
Non-insulated C.S.
401C to 540C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 30-75 m)
Coating : 2 x 25m of single pack silicone based coating
D
Non-insulated C.S.
vessels and cyclic
temperature piping.
Ambient to 400 C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Coating : 2 x 100m of Titanium Modified Inorganic Co-Polymer.
P
Non-insulated C.S.
Constant operating
temperature piping.
Ambient to 565 C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Coating : 1 x 175m of Titanium Modified Inorganic Co-Polymer.
Q
(Note 1)
Non-insulated
Stainless.Steel.
-196 C to 200C
Surface prep. : Light abrasive blast cleaning (R
Z
= 30-50 m)
Primer : 100 m of 2 pack epoxy phenolic primer
Finish : 100 m of 2 pack epoxy phenolic finish
E
(Note 2)
Non-insulated/ non-
fireproofed galvanized
steel ambient
temperature (in case of
color coding)
surface prep. : light abrasive blast cleaning (R
Z
= 30-50 m)
or treatment with mordant/etching solution
primer : 75m of 2-pack zinc-free epoxy
finish : 50m of 2-pack acrylic polyurethane
F
Note 1: Not to be used for cyclic temperature condition.
Note 2: 100 m of 2 pack silicone base primer (Hi-Temp 1027 or Jotatemp 650) is also
recommended as an alternate primer. In this case, EPC contractor shall propose the detailed
painting system data sheet for Company review/approval prior to application.
.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 35 of 93
TABLE-A2: SELECTION OF COATING SYSTEMS FOR INSULATED AND
FIREPROOFED MATERIAL (SUITABLE FOR MARINE ATMOSPHERE), for
steel structures, equipment, piping etc.
Important Note: Detailed painting systems data sheets for each of the cases shall be submitted by EPCC contractor to
Company for review & approval prior to application, with exception of painting system E, P and Q.
Scope Specification System
Insulated C.S at cryogenic
services.
Up to - 4C.
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Primer : 12-16 mils of thin film epoxy phenolic primer.
Intermediate : 150m of 2-pack epoxy MIO
Finish : 50m of 2-pack acrylic polyurethane
K
Insulated C.S at cryogenic
services.
- 4C to lower temp.
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Primer : Silicone base primer (Hi Temp 1027 Cryogenic type)
Intermediate : 150m of 2-pack epoxy MIO
Finish : 50m of 2-pack acrylic polyurethane
L
Insulated C.S.
Up to 150C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Primer : 12-16 mils of epoxy phenolic or 16-20 mils of epoxy-novolac
for severe wet environment and critical process.
Intermediate : 150m of 2-pack epoxy MIO
Finish : 50m of 2-pack acrylic polyurethane
M
Insulated C.S.
Above 150 C to 400C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 30-75 m)
Primer : Silicone base primer (HiTemp 1027 or Thurmaloux 70)
Finish : 2 x 30m of silicone acrylic coating
N
Insulated C.S.
Above 400 C to 648 C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 30-75 m)
Primer : Silicone base primer (Hi Temp 1027)
Finish : 2 x 25m of single pack silicone-based coating
O
Insulated C.S and S.S
vessels and cyclic
temperature piping
- 196 C to 400 C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Coating : 2 x 100 m of Titanium Modified Inorganic Co-polymer
P
Insulated C.S and S.S
constant operating
temperature piping
- 165 C to 565 C
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Coating : 1 x 175m of Titanium Modified Inorganic Co-polymer.
Q
(Note 1)
Insulated S.S.
-196C to 200C
Surface prep. : Light abrasive blast cleaning (R
Z
= 30-50 m)
Primer : 100 m of 2 pack epoxy phenolic primer
Finish : 100 m of 2 pack epoxy phenolic finish
E
(Note 2)
fireproofed (with
concrete) galvanized
structural steel ambient
temperature
Surface prep. : light abrasive blast cleaning (R
Z
= 10-15 m)
or treatment with mordant/etching solution
Coating : 2-pack polyamide epoxy
(for touch up of HDG surfaces; refer also to para. 5.9.2)
G
fireproofed (with concrete)
structural carbon steel
ambient temperature
Surface prep. : abrasive blast cleaning to ISO Sa 2.5 (R
Z
= 50-75 m)
Coating : 75m of 2-pack polyamide epoxy
H
Note 1: Not to be used for cyclic temperature condition..
Note 2: 100 m of 2 pack silicone base primer (Hi-Temp 1027 or Jotatemp 650) is also recommended as an alternate
primer. In this case, EPC contractor shall propose the detailed painting system for Company approval.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 36 of 93
Appendix-B: Approved Painting manufacturers
Table-B: List of recommended manufacturers
Manufacture name Plant Location
Hempel Paints SA Dammam / Saudi Arabia
Sigma Paints Dammam / Saudi Arabia
International Paint SA Dammam / Saudi Arabia
Jotun Paints Yanbu / Saudi Arabia
Oasis Ameron Ltd. Dammam / Saudi Arabia
SIPCO Dammam / Saudi Arabia
AMERON
CARBOLINE
HEMPEL
INTERNATIONAL
JOTUN
SIGMA
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 37 of 93
Appendix C: Colour Schedule
Table C: Basic colour scheduling and coding
No Description Colour RAL No Remarks
1.0 Structural Steel
Structural steel (Pipe Rack, etc.) Light Grey 7042 As per Para. 5.1.1 of JERES-B-067.
Structural column up to 1.5 m from base plate
(ground level)
Black 9005 Over either steel or galvanized steel
Structural column along the road and bridge up to
1.5 m from base plate (ground level)
Black and Yellow
Stripe (*)
9005/1021 Over either steel or galvanized steel
Structural steel diagonal cross bracing up to 1.5 m
from base plate (ground level)
Black and Yellow
Stripe (*)
9005/1021 Over either steel or galvanized steel
Supporting Beam Light Grey 7042 As per Para. 5.1.1 of JERES-B-067.
Platform Light Grey 7042 As per Para. 5.1.1 of JERES-B-067.
Grating, stairways/Galvanized ------- ------- Hot dip galvanized
Handrail, ladder and cage Yellow 1021
Yellow-and-Black Stripes shall be used at
the concrete base support of ladders to
provide additional caution
Guard-rail , Safety bars, Stand bars (***),
Black and Yellow
Stripe (**)
9005/1021
Auxiliary Pipe Supports Same as piping
(*) for reference see Figure 1
(**) stripe shall be 250 mm long
(***) stand bars and chains around each process area
2.0 Equipment
Tanks, Column, Drum, Filter & Dryer, Air Cooler,
Shell & Tube H/E
Light Grey 7042 As per Para. 5.1.1 of JERES-B-067.
Equipment Skirt & Leg Light Grey 7042 As per Para. 5.1.1 of JERES-B-067.
Combustion Equipment (Burner, Reactor Furnaces,
Thermal Oxidizers, Stacks etc.)
Light Grey 7042
Galvanized Surfaces ---------- ----------
Equipment Skirt (fireproofing required)
As fireproofing
colour
----------
3.0 Machinery
Pump and Compressor (for Normal Temperature
Condition) with Lube Oil Unit and Auxiliary Piping
and Base plate
Light Grey 7042
Pump, Blower and Compressor (for High
Temperature Condition)
Aluminum 9006
Blower with Auxiliary Piping Light Grey 7042
Motor Machinery Green 6021
Gear Box Light Grey 7042
Coupling Guard /Coupling Cover Hood Orange 2000
Seal Gas Filter on Compressor Skid Light Grey 7042
Lube Oil Skid consisting Tanks, Pumps, Filters and
Auxiliary piping
Light Grey 7042
Lube Oil Cooler Light Grey 7042
Lube Oil Interconnecting Piping Light Grey 7042
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 38 of 93
No Description Colour RAL No Remarks
Other Skid Base Plate Light Grey 7042
4.0 Piping
Fire Water Piping Red 3000
For exceptions see Para. 5.2.1 a) of JERES-B-
067
Potable Water Piping Blue 5015 As per Para. 5.2.5 of JERES-B-067
Other Piping Light Grey 7042 As per Para. 5.1.1 of JERES-B-067.
Inlet and Outlet Maintenance Block Valves for
Pressure Relief Valves and other Automated
Emergency Isolation and Depressuring Valves, Car-
sealed Valves of any type
Orange 2000 As per Para. 5.2.4 of JERES-B-067
Break-away Spools that are used to temporarily
connect Utilities to Process Systems to Process
Equipment
Black/Yellow
Stripe
9005/1021 As per Para 5.2.4 of JERES-B-067
Hose Connector for Demineralized Water in Utility
Stations
Blue/White stripe 5015 As per Para 19.4 of JERES-L-310
Hose Connector for Raw Water in Utility Stations Blue 5015 As per Para 19.4 of JERES-L-310
Hose Connector for Air in Utility Stations Green/Grey 6016/7042 As per Para 19.4 of JERES-L-310
Hose Connector for Steam in Utility Stations White 9010 As per Para 19.4 of JERES-L-310
Hose Connector for Nitrogen in Utility Station Green/Orange 6016/2000 As per Para 19.4 of JERES-L-310
5.0 Electrical Item
Switchgear, control gear Light Grey
7042 or ANSI
61
Motor Control Center (MCC) Light Grey
7042 or ANSI
61
Electrical Distribution Panel Light Grey
7042 or ANSI
61
Battery Charger Light Grey
7042 or ANSI
61
Uninterruptible Power Supply (UPS) Light Grey
7042 or ANSI
61
Transformer Light Grey
7042 or ANSI
61
6.0 Instrument
Indoor Cabinets: Exterior
Refer to specific
MR
Refer to specific
MR
Any new cabinets installed in existing building
should have the same colour of existing
cabinets in the same building.
All new cabinets installed in a new building
should have same colour, which should match
with the interior colour of the building
Indoor Cabinets: Interior White Mfr's Standards
Interior white preferred or light Grey or off
white as per Para 6.4.1 or JERMS-J-4820
Outdoor Cabinets: Exterior Mfr's Standards Mfr's Standards As per Para 6.4.1 of JERMS-J-4820
Outdoor Cabinets: Interior White Mfr's Standards
Interior white preferred or light Grey or off
white. No spec. given in JERMS-J-4821 but
assume same requirement as JERMS-J-4820.
Analyzer House White 9010
Analyzer Shelters Mfr's Standards Mfr's Standards As per JERMS-M-2014, Para 7
Instrument Valves (CV, On-off Valve ) Mfr's Standards Mfr's Standards
CV and Actuator as per Para 9 of JERMS-J-
4711. On-off Actuator as per Para 7.5 of
JERMS-J-4716. RV: No paint colour specified
unless stated on P.O. as per Para 4.5a of
JERMS-J-4611
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 5
Coating Selection & Application Requirements
for Industrial Plants & Equipment
22 May 2009
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 39 of 93
No Description Colour RAL No Remarks
All Relief Valves Green 6016
Control valve and On-off Valve actuators Mfr's Standards Mfr's Standards
Indoor ESD Panel Mfr's Standards Mfr's Standards
Junction Box Outdoor Mfr's Standards Mfr's Standards N/A if selected as stainless steel
Indoor Mfr's Standards Mfr's Standards
Other Instrument Items Mfr's Standards Mfr's Standards
7.0 Packaged Equipment
Structural Steel As per the requirement of No. 1.0 above
Equipment As per the requirement of No. 2.0 above
Machinery As per the requirement of No. 3.0 above
Piping As per the requirement of No. 4.0 above
Instrument As per the requirement of No. 6.0 above
8.0 Fire Protection Equipment
Portable and Fixed Fire Protection System Red 3000 As per Para 5.2.1 b) of JERES-B-067.
Mounting Background for Fire Extinguisher Red 3000 As per Para 5.2.1 b) of JERES-B-067.
Portable Fire-fighting Equipment Red 3000 As per Para 5.2.1 b) of JERES-B-067.
Shelters for Portable Fire-fighting Equipment Red 3000 As per Para 5.2.1 b) of JERES-B-067.
Fire water pumps Red 3000 As per Para 5.2.1 b) of JERES-B-067.
Fire water pumps control panels Red 3000 As per Para 5.2.1 b) of JERES-B-067.
Emergency Stop Pushbutton Devices and Switches Red 3000 As per Para 5.2.1 b) of JERES-B-067.
9.0 Others
Emergency Eye-wash and Shower Mfr's Standards
Background of Emergency Eye-wash and Shower Green 6016 As per Para 5.2.2 a) of JERES-B-067
Eye Protection Area/On Paving
Black and Yellow
Stripe
9005/1021 As per Para 5.2.3 a) of JERES-B-067
Manholes Cover Yellow 1021
Communication Manholes Cover Orange 2000 As per Para 5.2.4 e) of JERES-B-067
Lifting equipment and devices such as davits,
monorails and lifting beams (whether permanent or
used only for construction)
Yellow 1021 As per Para 5.2.3 of JERES-B-067
EDS System associated Instruments Isolation Valves Orange 2000
Background of Emergency Safety Equipment Green 6016 As per Para 5.2.2 a) of JERES-B-067
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 40 of 93
Appendix D - Form PAINTING SYSTEM DATA SHEETS
Form 1 - Painting schedule
PAINT SYSTEM:
According to project specification
Surface preparation:
Brand name Product name
(*)
Paint type (description) N of
coat
D.F.T of coat
(m)
Color
Primer
Intermediate
Finish
Total D.F.T. m):
Note:
The manufacturer of the paint products shall be able to provide supporting data from tests carried out in accordance to
standard Norsok M501 or equivalent.
To be repeated for each Paint system
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 41 of 93
Appendix E - PAINTING SYSTEM DATA SHEETS FOR NON-INSULATED MATERIAL
1) PAINT SYSTEM A
SYSTEM A
Manufacturer AMERON
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name AMERCOAT 68 G AMERCOAT 383HMIO AMERCOAT 450 E
Type zn epoxy epoxy polyamideMIO acrylic polyurethane
Recommended colour Red/Gray 7035 RAL/BS
Nominal dry film thickness (m) 75 150 50
Thinner Amercoat 9 HF Amercoat 65 Amercoat 920
1.3. Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 35C + 10C / + 35C + 7C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
4h /12 months 10h /12 months 6h/12 months
Nominal system dry film thickness 275 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2
2.2 Coating: SAME
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 Mpa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 42 of 93
SYSTEM A
Manufacturer CARBOLINE
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2 cording to ISO 8501-1
ISO 8503 Grade Medium G
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Carbozinc 858 P Carbomastic 15 LT Carbothane 834
Type Epoxy zinc rich Epoxy Mastic Aluminum
pigmented
Acrylic polyurethane
Recommended colour Green/Gray Aluminum
Nominal dry film thickness (m) 75 175 75
Thinner No.2 No.2 No.25
1.3. Application
Relative humidity 95% 95% 80%
Temperature min/max + 4C / + 45C + 2C / + 40C + 4C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
4h / NA 6h / 14 days 5h / NA
Nominal system dry film thickness 325 m
2. REPAIR SYSTEM
2.1. Surface preparation: St3 according to ISO 8501-1
2.2 Coating: Touch-up with CARBOMASTIC 15 LT at DFT 75-100 m
Application of intermediate and finish coat at DFT provided for original system
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 43 of 93
SYSTEM A
Manufacturer HEMPEL
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2,5
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name 15700 45880 55210
Type Inorganic zinc silic. Polyamide epoxy Aliphatic polyurethane
Recommended colour Grey 19840 Grey 12170 All colours available
Nominal dry film thickness (m) 75 150 50
Thinner 08700 08450 08080
1.3. Application
Relative humidity Min. 65% 85% 85%
Temperature min/max + 0C / + 40C - 5C / + 40C -10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
When fully cured /
none
7 h / none 10 h / none
Nominal system dry film thickness 275 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2,5
2.2 Coating: 17360-19830 System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 44 of 93
SYSTEM A
Manufacturer INTERNATIONAL PAINT
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2.5 (50-75m)
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Interzinc 52 Intergard 475 Interthane 990
Type 2 Pack Zinc Rich
Epoxy
2 Pack Epoxy MIO 2 Pack Acrylic
Polyurethane
Recommended colour Grey Grey As required
Nominal dry film thickness (m) 75m 150m 60m
Thinner GTA220 GTA007 GTA713
1.2 Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
5h / 12 months 13h / 12 months 16h / 12 months
Nominal system dry film thickness 285 m
2. REPAIR SYSTEM
2.1. Surface preparation: ISO 8501-1:1998 Power tool cleaning to minimum St2
1.2 Coating: 2 coats of Interseal 670HS / Interthane 990 System build-up 150m/150m/50m
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 45 of 93
SYSTEM A
Manufacturer JOTUN
1. REFERENCE SYSTEM
1.1. Surface preparation:Thorough cleaning to remove all contaminants such as soluble salts,dirt,oil,ect. Abrasive blast
Cleaning to ISO Sa 2.5(Rz = 50-75 m)
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Barrier Penguard Midcoat Hardtop XP
Type Zn rich primer High solids epoxy MIO Acrylic polyurethane
Recommended colour Grey Red/Grey To specification
Nominal dry film thickness (m) 75 150 50
Thinner No.17 No.17 No.10
1.3. Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 35C + 10C / + 35C + 7C / + 45C
Recoating interval at 20C and RH
60% MIN/MAX
1,5h /unlimited* 7h /unlimited* 7h /unlimited*
*Unlimited over coating interval provided correct secondary surface preparation that may be required is performed. Pls. refer to current product
technical data sheet and/or consult Jotun technical service
Nominal system dry film thickness 275 m
2. REPAIR SYSTEM
2.1. Surface preparation: thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, ect.
Hand and/or power tool cleaning to st 3 or spot blasting to Sa 2.5, feathering adjacent sound coating on10-15cm.
2.2 Coating: Apply above system / coats sequence
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 3 Mpa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 46 of 93
SYSTEM A
Manufacturer SIGMA
1. REFERENCE SYSTEM
1.1. Surface preparation: Abrasive Blast Cleaning to ISO Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name SIGMAZINC 102 HS SIGMACOVER 435 SIGMADUR 520
Type 2 pack epoxy zinc rich 2 pack epoxy MIO 2 pack acrylic PU
Recommended colour reddishgrey Grey On request
Nominal dry film thickness (m) 75 150 50
Thinner 91:92 91:92 21:06
1.3 Application
Relative humidity 85% 85% 85%
Temperature min/max + 5C / + 40C - 10C / + 40C - 5C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
6h / 12 months 8h / unlimited 6h / unlimited
Nominal system dry film thickness 275 m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2 Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 47 of 93
2) PAINT SYSTEM B
SYSTEM B
Manufacturer AMERON
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name DIMETCOTE 9 AMERCOAT 891 AMERCOAT 891
Type Inorganic zinc silicate Silicone Acrylic Silicone Acrylic
Recommended colour Red RAL 9006 RAL 9006
Nominal dry film thickness (m) 75 30 30
Thinner Amercoat 13 Amecoat 65 Amecoat 65
1.3. Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 35C + 10C / + 35C + 7C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
4h /12 months 10h / 12 months 6h / 12 months
Nominal system dry film thickness 135 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2
2.2. Coating: SAME
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 48 of 93
SYSTEM B
Manufacturer CARBOLINE
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2 cording to ISO 8501-1
ISO 8503 Grade Medium G
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Carbozinc 11 Thermaline 4900 R Thermaline 4900 R
Type Inorganic zinc rich Silicone acrylic Silicone acrylic
Recommended colour Green/Gray White/Gray/Black/Alu White/Gray/Black/Alu
Nominal dry film thickness (m) 75 30 30
Thinner No.2 No.25 No.25
1.3 Application
Relative humidity 95% 90% 90%
Temperature min/max - 18 C / + 54C + 4C / + 49C + 4C / + 49C
Recoating interval at 20C and RH
60% MIN/MAX
20h / NA months 6h / NA 6h / NA
Nominal system dry film thickness 135 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2 cording to ISO 8501-1
2.2. Coating: Application of the entire coatings system to the specified dry film thickness
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 49 of 93
SYSTEM B
Manufacturer HEMPEL
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name 15700 56940 56940
Type Inorganic zinc silic. Acrylic polysiloxane Acrylic polysiloxane
Recommended colour Grey 19840 All colours available All colours available
Nominal dry film thickness (m) 75 30 30
Thinner 08700 08080 08080
1.3 Application
Relative humidity Min. 65% 85% 85%
Temperature min/max + 0C / + 40C - 10C / + 40C -10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
When fully cured /
none
24 h / none 24 h / none
Nominal system dry film thickness 135 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2,5
2.2 Coating: 15700-19840 System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 50 of 93
SYSTEM B
Manufacturer INTERNATIONAL PAINT
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2.5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Interzinc 22 Intertherm 875 Intertherm 875
Type 2 Pack Ethyl Zinc
Silicate
Single Pack Silicone Single Pack Silicone
Recommended colour Grey/Green As required As required
Nominal dry film thickness (m) 75m 30m 30m
Thinner GTA803 GTA007 GTA007
1.3 Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
30h / 12 months 4h / 12 months 4h / 12 months
Nominal system dry film thickness 135 m
2. REPAIR SYSTEM
2.1. Surface preparation: N/A
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 51 of 93
SYSTEM B
Manufacturer JOTUN
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts,dirt,oil,ect. Abrasive blast cleaning
to ISO Sa 2.5(Rz = 30-75 m)
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Resist 78 Solvalitt Midtherm Solvalitt Midtherm
Type Ethyl Zn Silicate Silicone Acrylic Silicone Acrylic
Recommended colour Grey Aluminum, Black, Red,
White
Aluminum, Black,
Red, White
Nominal dry film thickness (m) 75 30 30
Thinner No. 4 or 25 No. 7 No. 7
1.3 Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 45C + 10C / + 45C + 7C / + 45C
Recoating interval at 20C and RH
60% MIN/MAX
4h / unlimited* 2h / unlimited* 2h / unlimited*
*Unlimited over coating interval provided correct secondary surface preparation that may be required is performed. Pls. refer to current product
technical data sheet and/or consult Jotun technical service
Nominal system dry film thickness 135 m
2. REPAIR SYSTEM
2.1. Surface preparation: thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, ect.
- large repair areas: Abrasives blasting to Sa 2.5
- small areas repairs/ touch-ups: Hand and/or power tool cleaning to St 3 or spot blasting to Sa 2.5, feathering adjacent
sound coating on10-15cm
2.2. Coating: Apply above system / coats sequence, except for small areas repairs/touch-ups where 2 x 35 m Solvalitt
Zinc, one pack silicone zinc rich primer should be used in substitution of the Ethil zinc silicate primer
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 52 of 93
SYSTEM B
Manufacturer SIGMA
1. REFERENCE SYSTEM
1.1. Surface preparation: Abrasive Blast Cleaning to ISO Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name SIGMAZINC 158 SIGMATHERM 350 SIGMATHERM 350
Type 2 pack inorganic zinc Acryl silicone Acryl silicone
Recommended colour Greenishgrey Aluminum Aluminum
Nominal dry film thickness (m) 75 30 30
Thinner 90:53 21:06 21:06
1.3 Application
Relative humidity 85% 85% 85%
Temperature min/max -5C / + 40C + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
12h / unlimited 18h / unlimited 18h / unlimited
Nominal system dry film thickness 135 m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 53 of 93
3) PAINT SYSTEM C
SYSTEM C
Manufacturer AMERON
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name DIMETCOTE 9 AMERCOAT 878HS AMERCOAT 878HS
Type Inorganic zinc silicate Pure Silicone Pure Silicone
Recommended colour Red RAL 9006 RAL 9006
Nominal dry film thickness (m) 75 25 25
Thinner Amercoat 13 Amercoat 65 Amercoat 65
1.3 Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 35C + 10C / + 35C + 7C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
4h /12 months 10h / 12 months 6h / 12 months
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2
2.2. Coating: SAME
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion NA
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 54 of 93
SYSTEM C
Manufacturer CARBOLINE
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2 cording to ISO 8501-1
ISO 8503 Grade Medium G
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Carbozinc 11 Thermaline 4700 Thermaline 4700
Type Inorganic zinc rich Silicone Silicone
Recommended colour Green/Gray Aluminum Aluminum
Nominal dry film thickness (m) 75 25 25
Thinner No.2 No.10 No.10
1.3 Application
Relative humidity 95% 90% 90%
Temperature min/max - 18 C / + 54C + 6C / + 43C + 6C / + 43C
Recoating interval at 20C and RH
60% MIN/MAX
20h / NA months 6h / NA 6h / NA
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2 cording to ISO 8501-1
2.2. Coating: Application of the entire coatings system to the specified dry film thickness
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion NA
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 55 of 93
SYSTEM C
Manufacturer HEMPEL
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name 15700 56910 56910
Type Inorganic zinc silic. Silicone Alum. Silicone Alum.
Recommended colour Grey 19840 Alum. 19000 Alum. 19000
Nominal dry film thickness (m) 75 25 25
Thinner 08700 08080 08080
1.3 Application
Relative humidity Min. 65% 85% 85%
Temperature min/max + 0C / + 40C - 10C / + 40C -10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
When fully cured /
none
24 h / none 24 h / none
Nominal system dry film thickness 135 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2,5
2.2 Coating: 15700-19840 System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 56 of 93
SYSTEM C
Manufacturer INTERNATIONAL PAINT
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2.5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Interzinc 22 Intertherm 50 Intertherm 50
Type 2 Pack Ethyl Zinc
Silicate
Single Pack Silicone Single Pack Silicone
Recommended colour Grey/Green
Nominal dry film thickness (m) 75m 25m 25m
Thinner GTA803 GTA007 GTA007
1.3. Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
30h / 12 months 20h / 12 months 20h / 12 months
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation: N/A
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 57 of 93
SYSTEM C
Manufacturer JOTUN
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts,dirt,oil,ect. Abrasive blast cleaning
to ISO Sa 2.5(Rz = 30-75 m)
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Resist 78 Solvalitt Solvalitt
Type Ethyl Zn Silicate Silicone Acrylic Silicone Acrylic
Recommended colour Grey Aluminum, Black, White Aluminum, Black,
White
Nominal dry film thickness (m) 75 25 25
Thinner No. 4 or 25 No. 7 No. 7
1.3 Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 45C + 10C / + 45C + 7C / + 45C
Recoating interval at 20C and RH
60% MIN/MAX
4h / unlimited* 2h / unlimited* 2h / unlimited*
*Unlimited over coating interval provided correct secondary surface preparation that may be required is performed. Pls. refer to current product
technical data sheet and/or consult Jotun technical service
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation: : thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, ect.
- large repair areas: Abrasives blasting to Sa 2.5
small areas repairs/ touch-ups: Hand and/or power tool cleaning to St 3 or spot blasting to Sa 2.5, feathering adjacent
sound coating on10-15cm
2.2. Coating: Apply above system / coats sequence, except for small areas repairs/touch-ups where 2 x 35 m Solvalitt
Zinc, one pack silicone zinc rich primer should be used in substitution of the Ethil zinc silicate primer
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 58 of 93
SYSTEM C
Manufacturer SIGMA
1. REFERENCE SYSTEM
1.1. Surface preparation: Abrasive Blast Cleaning to ISO Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name SIGMAZINC 158 SIGMATHERM 540 SIGMATHERM 540
Type 2 pack inorganic zinc 1 pack silicon based 1 pack silicon based
Recommended colour Greenishgrey Aluminum Aluminum
Nominal dry film thickness (m) 75 25 25
Thinner 90:53 21:06 21:06
1.3 Application
Relative humidity 85% 85% 85%
Temperature min/max -5C / + 40C + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
12h / unlimited 16h / unlimited 16h / unlimited
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2 Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 59 of 93
4) PAINT SYSTEM D
SYSTEM D
Manufacturer AMERON
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2 cording to ISO 8501-1
ISO 8503 Grade Medium G
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name AMERCOAT 878HS AMERCOAT 878HS
Type Pure Silicone Pure Silicone
Recommended colour RAL 9006 RAL 9006
Nominal dry film thickness (m) 25 25
Thinner Amercoat 65 Amercoat 65
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 35C + 10C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
4h /12 months 10h / 12 months
Nominal system dry film thickness 50 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2
2.2. Coating: SAME
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion NA
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 60 of 93
SYSTEM D
Manufacturer CARBOLINE
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2 cording to ISO 8501-1
ISO 8503 Grade Medium G
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Thermaline 4700 Thermaline 4700
Type Silicone Silicone
Recommended colour Alu Alu
Nominal dry film thickness (m) 25 25
Thinner No.10 No.10
1.3 Application
Relative humidity 90% 90%
Temperature min/max + 6C / + 43C + 6C / + 43C
Recoating interval at 20C and RH
60% MIN/MAX
6h / NA 6h / NA
Nominal system dry film thickness 50 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2 cording to ISO 8501-1
2.2. Coating: Application of the entire coatings system to the specified dry film thickness
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion NA
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 61 of 93
SYSTEM D
Manufacturer HEMPEL
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name 56910 56910
Type Silicone Alum. Silicone Alum.
Recommended colour Alum. 19000 Alum. 19000
Nominal dry film thickness (m) 25 25
Thinner 08080 08080
1.3. Application
Relative humidity 8 5% 85%
Temperature min/max + 0C / + 40C - 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
When fully cured /
none
24 h / none
Nominal system dry film thickness 50 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2,5
2.2. Coating: 56910-19000 System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion N.A.
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 62 of 93
SYSTEM D
Manufacturer INTERNATIONAL PAINT
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2.5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Intertherm 50 Intertherm 50
Type Single Pack Silicone Single Pack Silicone
Recommended colour
Nominal dry film thickness (m) 25m 25m
Thinner GTA007 GTA007
1.3. Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
20h / 12 months 20h / 12 months
Nominal system dry film thickness 50 m
2. REPAIR SYSTEM
2.1. Surface preparation: N/A
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion NA
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 63 of 93
SYSTEM D
Manufacturer JOTUN
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts,dirt,oil,ect. Abrasive blast cleaning
to ISO Sa 2.5(Rz = 30-75 m)
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Solvalitt Solvalitt
Type Silicone Acrylic Silicone Acrylic
Recommended colour Aluminum, Black,
White
Aluminum, Black, White
Nominal dry film thickness (m) 25 25
Thinner No. 7 No. 7
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 45C + 10C / + 45C
Recoating interval at 20C and RH
60% MIN/MAX
4h / unlimited* 2h / unlimited*
*Unlimited over coating interval provided correct secondary surface preparation that may be required is performed. Pls. refer to current product
technical data sheet and/or consult Jotun technical service
Nominal system dry film thickness 50 m
2. REPAIR SYSTEM
2.1. Surface preparation: thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, ect.
- large repair areas: Abrasives blasting to Sa 2.5
- small areas repairs/ touch-ups: Hand and/or power tool cleaning to St 3 or spot blasting to Sa 2.5, feathering - ----
adjacent sound coating on10-15cm
2.2 Coating: Apply above system / coats sequence
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion NA
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 64 of 93
SYSTEM D
Manufacturer SIGMA
1. REFERENCE SYSTEM
1.1. Surface preparation: Abrasive Blast Cleaning to ISO Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name SIGMATHERM 540 SIGMATHERM 540
Type 1 pack silicon based 1 pack silicon based
Recommended colour Aluminum Aluminum
Nominal dry film thickness (m) 25 25
Thinner 21:06 21:06
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
16h / unlimited 16h / unlimited
Nominal system dry film thickness 50 m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2 Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion NA
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 65 of 93
5) PAINT SYSTEM E
SYSTEM E
Manufacturer AMERON
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name AMERCOAT 91 AMERCOAT 91
Type Epoxy phenolic Epoxy phenolic
Recommended colour White/Gray White/Gray
Nominal dry film thickness (m) 100 100
Thinner Amercoat 65 Amercoat 65
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 35C + 10C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
4h /12 months 10h / 12 months
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2
2.2. Coating: SAME
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 66 of 93
SYSTEM E
Manufacturer CARBOLINE
1. REFERENCE SYSTEM
1.1. Surface preparation: Sweep blasting with non-metallic and chloride free grit to obtain anchor profile of 25-45 m
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Thermaline 450
Type Glass Flake Epoxy
Novolac
Recommended colour Red / Gray
Nominal dry film thickness (m) 200
Thinner No.213 or No.2
1.3 Application
Relative humidity 85%
Temperature min/max + 10C / + 38C
Recoating interval at 20C and RH
60% MIN/MAX
24h / NA
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2 cording to ISO 8501-1
2.2. Coating: Application of the entire coatings system to the specified dry film thickness
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 2 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 67 of 93
SYSTEM E
Manufacturer HEMPEL
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name 85671 85671
Type Phenolic Epoxy Phenolic epoxy
Recommended colour Red 50900 Off-white 11630
Nominal dry film thickness (m) 100 100
Thinner 08450 08450
1.3 Application
Relative humidity 8 0% 80%
Temperature min/max +1 0C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
36 h / 21 days 36 h / 21 days
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2,5
2.2 Coating: 85671 System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 68 of 93
SYSTEM E
Manufacturer INTERNATIONAL PAINT
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2.5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Intertherm 228 Intertherm 228
Type 2 pack epoxy phenolic
primer
2 pack epoxy phenolic
primer
Recommended colour
Nominal dry film thickness (m) 100m 100m
Thinner GTA220 GTA220
1.3. Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
20h / 12 months 20h / 12 months
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: N/A
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 69 of 93
SYSTEM E
Manufacturer JOTUN
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts,dirt,oil,ect. Light Abrasive blast
cleaning to ISO Sa 2.5(Rz = 10-15 m) using non metallic abrasive
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Epoxy HR Epoxy HR
Type Phenolic epoxy Phenolic epoxy
Recommended colour Light grey, Aluminum Light grey, Aluminum
Nominal dry film thickness (m) 100 100
Thinner Nr. 23 Nr. 23
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 45C + 10C / + 45C
Recoating interval at 20C and RH
60% MIN/MAX
10 h/ unlimited* 10h / unlimited*
*Unlimited over coating interval provided correct secondary surface preparation that may be required is performed. Pls. refer to current product
technical data sheet and/or consult Jotun technical service
Nominal system dry film thickness 200m
2. REPAIR SYSTEM
2.1. Surface preparation: thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, ect.
- large repair areas: Abrasives blasting to Sa 2.5
- small areas repairs/ touch-ups: Non ferrous hand/or power tool cleaning to St 3 or spot blasting to Sa 2.5, feathering
feathering adjacent sound coating on10-15cm
2.2 Coating:apply above system/coats sequence
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 4 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 70 of 93
SYSTEM E
Manufacturer SIGMA
1. REFERENCE SYSTEM
1.1. Surface preparation: Abrasive Blast Cleaning to ISO Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name SIGMA
PHENGUARD 930
SIGMA PHENGUARD
940
Type 2 pack epoxy phenolic
primer
2 pack epoxy phenolic
finish
Recommended colour offwhite Grey
Nominal dry film thickness (m) 100 100
Thinner 91:92 91:92
1.3. Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
36h / 21 days 24h / 21 days
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 71 of 93
6) PAINT SYSTEM F
SYSTEM F
Manufacturer AMERON
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name AMERCOAT 71 TC AMECOAT 450 S
Type epoxy polyamide Acrylic ployurethane
Recommended colour White RAL / BS
Nominal dry film thickness (m) 75 50
Thinner Amercoat 9 HF Amercoat 920
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 35C + 10C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
4h /12 months 10h / 12 months
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2
2.2. Coating: SAME
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 3 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 72 of 93
SYSTEM F
Manufacturer CARBOLINE
1. REFERENCE SYSTEM
1.1. Surface preparation: Sweep blasting with non-metallic and chloride free grit to obtain anchor profile of 25-45 m
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Carboguard 888 Carbothane 834
Type Epoxy Zinc Free Acrylic polyurethane
Recommended colour Grey / Buff
Nominal dry film thickness (m) 75 50
Thinner No.15 No.25
1.3 Application
Relative humidity 90% 80%
Temperature min/max + 2C / + 49C + 4C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
6h / 12 months 5h / NA
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2 cording to ISO 8501-1
2.2. Coating: Application of the entire coatings system to the specified dry film thickness
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 73 of 93
SYSTEM F
Manufacturer HEMPEL
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2 (light abrasive grit-sweeping)
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name 15553 55210
Type Polyamide epoxy Aliphatic polyurethane
Recommended colour Off-white 11630 All colours available
Nominal dry film thickness (m) 75 50
Thinner 08450 08080
1.3 Application
Relative humidity 8 5% 85%
Temperature min/max -10C / + 40C - 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
6 h / 10 days 10 h / none
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2,5
2.2. Coating: 15553 System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 74 of 93
SYSTEM F
Manufacturer INTERNATIONAL PAINT
1. REFERENCE SYSTEM
1.1. Surface preparation: Light Abrasive Blast of Galvanized preferred
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Interprime 160
(optional if no blasting)
Intergard 251 Interthane 990
Type Mordants Etching
Solution
2 Pack Epoxy Primer 2 Pack Acrylic
Polyurethane
Recommended colour Red or Grey As required
Nominal dry film thickness (m) 75m 50m
Thinner GTA220 GTA713
1.3. Application
Relative humidity 85% 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
2h / 2 days 7h / 12 months 16h / 12 months
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation: ISO 8501-1:1998 Power tool cleaning to minimum St2
2.2. Coating: 2 coats of Interseal 670HS / Interthane 990 System build-up 150m/150m/50m
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 75 of 93
SYSTEM F
Manufacturer JOTUN
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts,dirt,oil,ect. Light Abrasive blast
cleaning to ISO Sa 2.5(Rz = 10-15 m) using non metallic abrasive
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Penguard Express Hardtop XP
Type Zn free epoxy Acrylic polyurethane
Recommended colour Grey, Red Buff, Light
Red, Turquoise
To specification
Nominal dry film thickness (m) 100 50
Thinner Nr.17 Nr.10
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 45C + 10C / + 45C
Recoating interval at 20C and RH
60% MIN/MAX
2h / unlimited* 7h / unlimited*
*Unlimited over coating interval provided correct secondary surface preparation that may be required is performed. Pls. refer to current product
technical data sheet and/or consult Jotun technical service
Nominal system dry film thickness 150 m
2. REPAIR SYSTEM
2.1. Surface preparation: thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, ect.
- large repair areas: Abrasives blasting to Sa 2.5
- small areas repairs/ touch-ups: Non ferrous hand/or power tool cleaning to St 3 or spot blasting to Sa 2.5, feathering
feathering adjacent sound coating on10-15cm
2.2. Coating: apply above system/coats sequence
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 3 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 76 of 93
SYSTEM F
Manufacturer SIGMA
1. REFERENCE SYSTEM
1.1. Surface preparation: Light abrasive Blast Cleaning (sweep blasting)
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name SIGMACOVER 280 SIGMADUR 520
Type 2 pack zinc-free epoxy 2 pack acryl polyurethane
finish
Recommended colour Yellowgreen On request
Nominal dry film thickness (m) 75 50
Thinner 91:92 21:06
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 5C / + 40C - 5C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
8h / 6 months (in no
direct sunlight)
6h / unlimited
Nominal system dry film thickness 125 m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 77 of 93
7) PAINT SYSTEM P
SYSTEM P
Manufacturer INTERNATIONAL
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, etc. Abrasive blast
cleaning to ISO Sa 2.5 (Rz=50-75 m)
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Intertherm 751 CSA Intertherm 751 CSA
Type Titanium Modified
Inorganic Co-Polymer
Titanium Modified
Inorganic Co-Polymer
Recommended colour Aluminium Aluminium
Nominal dry film thickness (m) 100 100
Thinner GTA007 GTA007
1.3. Application
Relative humidity 40% - 85% 40% - 85%
Temperature min/max + 10C / + 120C + 10C / + 120C
Recoating interval at 20C and RH
60% MIN/MAX
11 hrs / 30 days 11 hrs / 30 days
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, etc.
- Large areas repairs: Abrasives blasting to Sa 2.5.
- Small areas repairs/touch-ups: Power tools cleaning to SSPC-SP11 (Rz = 40 m), feathering adjacent sound coating on 10
15 cm.
2.2. Coating: Apply above described system
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Cross Hatch Adhesion Test ISO 16276 Pass = 0, 1, 2
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 78 of 93
8) PAINT SYSTEM Q
SYSTEM Q
Manufacturer INTERNATIONAL
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, etc. Abrasive blast
cleaning to ISO Sa 2.5 (Rz=50-75 m)
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Intertherm 898 CSA
Type Titanium Modified
Inorganic Co-Polymer
Recommended colour Metallic
Nominal dry film thickness (m) 175
Thinner GTA007
1.3. Application
Relative humidity 40% - 85%
Temperature min/max + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
8 hrs /7 days
Nominal system dry film thickness 175 m
2. REPAIR SYSTEM
For operating temperatures below 400 C use Intertherm 751 CSA (System I) to carry out repair. See repair procedure for System I.
2.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, etc. Grit blasting to Sa
2.5 (Rz=50-75 m), feathering adjacent sound couting on 10-15 cm.
SA 2
2.2. Coating: Apply above described system
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Cross Hatch Adhesion Test ISO 16276 Pass = 0, 1, 2
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 79 of 93
Appendix F - PAINTING SYSTEM DATA SHEETS FOR INSULATED AND
FIREPROOFED MATERIAL
1) PAINT SYSTEM E
SYSTEM E
Manufacturer AMERON
1. REFERENCE SYSTEM
1.1. Surface preparation: SA 2
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name AMERCOAT 91 AMERCOAT 91
Type Epoxy phenolic Epoxy phenolic
Recommended colour White/Gray White/Gray
Nominal dry film thickness (m) 100 100
Thinner Amercoat 65 Amercoat 65
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 35C + 10C / + 35C
Recoating interval at 20C and RH
60% MIN/MAX
4h /12 months 10h / 12 months
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2
2.2. Coating: SAME
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 80 of 93
SYSTEM E
Manufacturer CARBOLINE
1. REFERENCE SYSTEM
1.1. Surface preparation: Sweep blasting with non-metallic and chloride free grit to obtain anchor profile of 25-45 m
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Thermaline 450
Type Glass Flake Epoxy
Novolac
Recommended colour Red / Gray
Nominal dry film thickness (m) 200
Thinner No.213 or No.2
1.4 Application
Relative humidity 85%
Temperature min/max + 10C / + 38C
Recoating interval at 20C and RH
60% MIN/MAX
24h / NA
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2 cording to ISO 8501-1
2.2. Coating: Application of the entire coatings system to the specified dry film thickness
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 2 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 81 of 93
SYSTEM E
Manufacturer HEMPEL
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name 85671 85671
Type Phenolic Epoxy Phenolic epoxy
Recommended colour Red 50900 Off-white 11630
Nominal dry film thickness (m) 100 100
Thinner 08450 08450
1.3 Application
Relative humidity 8 0% 80%
Temperature min/max +1 0C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
36 h / 21 days 36 h / 21 days
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: SA 2,5
2.2 Coating: 85671 System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 82 of 93
SYSTEM E
Manufacturer INTERNATIONAL PAINT
1. REFERENCE SYSTEM
1.1. Surface preparation: Sa 2.5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Intertherm 228 Intertherm 228
Type 2 pack epoxy phenolic
primer
2 pack epoxy phenolic
primer
Recommended colour
Nominal dry film thickness (m) 100m 100m
Thinner GTA220 GTA220
1.3. Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
20h / 12 months 20h / 12 months
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation: N/A
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 5 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 83 of 93
SYSTEM E
Manufacturer JOTUN
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts,dirt,oil,ect. Light Abrasive blast
cleaning to ISO Sa 2.5(Rz = 10-15 m) using non metallic abrasive
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Epoxy HR Epoxy HR
Type Phenolic epoxy Phenolic epoxy
Recommended colour Light grey, Aluminum Light grey, Aluminum
Nominal dry film thickness (m) 100 100
Thinner Nr. 23 Nr. 23
1.3 Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 45C + 10C / + 45C
Recoating interval at 20C and RH
60% MIN/MAX
10 h/ unlimited* 10h / unlimited*
*Unlimited over coating interval provided correct secondary surface preparation that may be required is performed. Pls. refer to current product
technical data sheet and/or consult Jotun technical service
Nominal system dry film thickness 200m
2. REPAIR SYSTEM
2.1. Surface preparation: thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, ect.
- large repair areas: Abrasives blasting to Sa 2.5
- small areas repairs/ touch-ups: Non ferrous hand/or power tool cleaning to St 3 or spot blasting to Sa 2.5, feathering
feathering adjacent sound coating on10-15cm
2.2 Coating:apply above system/coats sequence
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion 4 MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 84 of 93
SYSTEM E
Manufacturer SIGMA
1. REFERENCE SYSTEM
1.1. Surface preparation: Abrasive Blast Cleaning to ISO Sa 2,5
1.2 Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name SIGMA
PHENGUARD 930
SIGMA PHENGUARD
940
Type 2 pack epoxy phenolic
primer
2 pack epoxy phenolic
finish
Recommended colour offwhite Grey
Nominal dry film thickness (m) 100 100
Thinner 91:92 91:92
1.3. Application
Relative humidity 85% 85%
Temperature min/max + 10C / + 40C + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
36h / 21 days 24h / 21 days
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating: System build-up
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Minimum adhesion MPa
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 85 of 93
2) PAINT SYSTEM G
SYSTEM G
Manufacturer
1. REFERENCE SYSTEM
1.1. Surface preparation:
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name
Type
Recommended colour
Nominal dry film thickness (m)
Thinner
1.3. Application
Relative humidity
Temperature min/max
Recoating interval at 20C and RH
60% MIN/MAX
Nominal system dry film thickness m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating:
3. REMARKS
3.1. Inspections:
Dry film thickness
Cross Hatch Adhesion Test ISO 16276 Pass =
TO BE DEFINED DURING EPC PHASE
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 86 of 93
3) PAINT SYSTEM H
SYSTEM H
Manufacturer
1. REFERENCE SYSTEM
1.1. Surface preparation:
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name
Type
Recommended colour
Nominal dry film thickness (m)
Thinner
1.3. Application
Relative humidity
Temperature min/max
Recoating interval at 20C and RH
60% MIN/MAX
Nominal system dry film thickness m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating:
3. REMARKS
3.1. Inspections:
Dry film thickness
Cross Hatch Adhesion Test ISO 16276 Pass =
TO BE DEFINED DURING EPC PHASE
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 87 of 93
4) PAINT SYSTEM K
SYSTEM K
Manufacturer
1. REFERENCE SYSTEM
1.1. Surface preparation:
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name
Type
Recommended colour
Nominal dry film thickness (m)
Thinner
1.3. Application
Relative humidity
Temperature min/max
Recoating interval at 20C and RH
60% MIN/MAX
Nominal system dry film thickness m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating:
3. REMARKS
3.1. Inspections:
Dry film thickness
Cross Hatch Adhesion Test ISO 16276 Pass =
TO BE DEFINED DURING EPC PHASE
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 88 of 93
5) PAINT SYSTEM L
SYSTEM L
Manufacturer
1. REFERENCE SYSTEM
1.1. Surface preparation:
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name
Type
Recommended colour
Nominal dry film thickness (m)
Thinner
1.3. Application
Relative humidity
Temperature min/max
Recoating interval at 20C and RH
60% MIN/MAX
Nominal system dry film thickness m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating:
3. REMARKS
3.1. Inspections:
Dry film thickness
Cross Hatch Adhesion Test ISO 16276 Pass =
TO BE DEFINED DURING EPC PHASE
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 89 of 93
6) PAINT SYSTEM M
SYSTEM M
Manufacturer
1. REFERENCE SYSTEM
1.1. Surface preparation:
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name
Type
Recommended colour
Nominal dry film thickness (m)
Thinner
1.3. Application
Relative humidity
Temperature min/max
Recoating interval at 20C and RH
60% MIN/MAX
Nominal system dry film thickness m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating:
3. REMARKS
3.1. Inspections:
Dry film thickness
Cross Hatch Adhesion Test ISO 16276 Pass =
TO BE DEFINED DURING EPC PHASE
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 90 of 93
7) PAINT SYSTEM N
SYSTEM N
Manufacturer
1. REFERENCE SYSTEM
1.1. Surface preparation:
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name
Type
Recommended colour
Nominal dry film thickness (m)
Thinner
1.3. Application
Relative humidity
Temperature min/max
Recoating interval at 20C and RH
60% MIN/MAX
Nominal system dry film thickness m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating:
3. REMARKS
3.1. Inspections:
Dry film thickness
Cross Hatch Adhesion Test ISO 16276 Pass =
TO BE DEFINED DURING EPC PHASE
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 91 of 93
8) PAINT SYSTEM O
SYSTEM O
Manufacturer
1. REFERENCE SYSTEM
1.1. Surface preparation:
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name
Type
Recommended colour
Nominal dry film thickness (m)
Thinner
1.3. Application
Relative humidity
Temperature min/max
Recoating interval at 20C and RH
60% MIN/MAX
Nominal system dry film thickness m
2. REPAIR SYSTEM
2.1. Surface preparation:
2.2. Coating:
3. REMARKS
3.1. Inspections:
Dry film thickness
Cross Hatch Adhesion Test ISO 16276 Pass =
TO BE DEFINED DURING EPC PHASE
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 92 of 93
9) PAINT SYSTEM P
SYSTEM P
Manufacturer INTERNATIONAL
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, etc. Abrasive blast
cleaning to ISO Sa 2.5 (Rz=50-75 m)
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Intertherm 751 CSA Intertherm 751 CSA
Type Titanium Modified
Inorganic Co-Polymer
Titanium Modified
Inorganic Co-Polymer
Recommended colour Aluminium Aluminium
Nominal dry film thickness (m) 100 100
Thinner GTA007 GTA007
1.3. Application
Relative humidity 40% - 85% 40% - 85%
Temperature min/max + 10C / + 120C + 10C / + 120C
Recoating interval at 20C and RH
60% MIN/MAX
11 hrs / 30 days 11 hrs / 30 days
Nominal system dry film thickness 200 m
2. REPAIR SYSTEM
2.1 Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, etc.
- Large areas repairs: Abrasives blasting to Sa 2.5.
- Small areas repairs/touch-ups: Power tools cleaning to SSPC-SP11 (Rz = 40 m), feathering adjacent sound coating on 10
15 cm.
2.2. Coating: Apply above described system
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Cross Hatch Adhesion Test ISO 16276 Pass = 0, 1, 2
Jubail Export Refinery
Engineering Standards
JERES-H-001
Rev. 3A
Coating Selection & Application Requirements for
Industrial Plants & Equipment
26 November
2008
This document is the property of Jubail Export Refinery and no parts of this document shall be reproduced by
any means without prior approval by the Company.
Page 93 of 93
10) PAINT SYSTEM Q
SYSTEM Q
Manufacturer INTERNATIONAL
1. REFERENCE SYSTEM
1.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, etc. Abrasive blast
cleaning to ISO Sa 2.5 (Rz=50-75 m)
1.2. Coating:
1
st
coat 2
nd
coat 3
rd
coat 4
th
coat
Trade name Intertherm 898 CSA
Type Titanium Modified
Inorganic Co-Polymer
Recommended colour Metallic
Nominal dry film thickness (m) 175
Thinner GTA007
1.3. Application
Relative humidity 40% - 85%
Temperature min/max + 10C / + 40C
Recoating interval at 20C and RH
60% MIN/MAX
8 hrs /7 days
Nominal system dry film thickness 175 m
2. REPAIR SYSTEM
For operating temperatures below 400 C use Intertherm 751 CSA (System I) to carry out repair. See repair procedure for System I.
2.1. Surface preparation: Thorough cleaning to remove all contaminants such as soluble salts, dirt, oil, etc. Grit blasting to Sa
2.5 (Rz=50-75 m), feathering adjacent sound couting on 10-15 cm.
SA 2
2.2. Coating: Apply above described system
3. REMARKS
3.1. Inspections:
Dry film thickness According to ISO 19840
Cross Hatch Adhesion Test ISO 16276 Pass = 0, 1, 2
Potrebbero piacerti anche
- Carson-Short Talks PDFDocumento11 pagineCarson-Short Talks PDFVictoriaNessuna valutazione finora
- Resistant BuildingsDocumento56 pagineResistant Buildingsdarebert100% (2)
- Santiago Cal Atrava: Drawing Building ReflectingDocumento20 pagineSantiago Cal Atrava: Drawing Building ReflectingNour ElhoudaNessuna valutazione finora
- Contemporary Arts of The Region ExamDocumento2 pagineContemporary Arts of The Region ExamArnel Boholst100% (1)
- DUQM RefineryDocumento56 pagineDUQM RefineryHatrRatNessuna valutazione finora
- PP1-2M90-1043-007 - B - Inspection Test Procedure - CODE BDocumento11 paginePP1-2M90-1043-007 - B - Inspection Test Procedure - CODE Bfreeman11072000Nessuna valutazione finora
- In-Service Condition Monitoring of Piping Systems in Power Plants Requirements and Advanced TechniquesDocumento13 pagineIn-Service Condition Monitoring of Piping Systems in Power Plants Requirements and Advanced Techniquesamirreza_eng3411Nessuna valutazione finora
- 02 Samss 001Documento6 pagine02 Samss 001Florante NoblezaNessuna valutazione finora
- Installation of Flexible, Removable Reusable Insulation Covers For Hot Insulation ServiceDocumento22 pagineInstallation of Flexible, Removable Reusable Insulation Covers For Hot Insulation ServiceAkram DriraNessuna valutazione finora
- JERES-A-301 Materials in Wet H2S ServicesDocumento57 pagineJERES-A-301 Materials in Wet H2S ServicesJayvee Baradas ValdezNessuna valutazione finora
- Tata Consulting Engineers Limited: Piping Material SpecificationDocumento3 pagineTata Consulting Engineers Limited: Piping Material SpecificationkasvikrajNessuna valutazione finora
- KochDocumento181 pagineKochRichard FelipNessuna valutazione finora
- Shunga - Sex and Humor in Japanese Art and Literature ContributorsDocumento5 pagineShunga - Sex and Humor in Japanese Art and Literature ContributorsDaniela OliverosNessuna valutazione finora
- HPCL Material Preservation GuidelinesDocumento7 pagineHPCL Material Preservation GuidelinespaimpillyNessuna valutazione finora
- 20019.MAT - COR.PRG Selezione Maeriali Servizio Marino Rev. 0 - Aprile 2009Documento45 pagine20019.MAT - COR.PRG Selezione Maeriali Servizio Marino Rev. 0 - Aprile 2009MatteoNessuna valutazione finora
- VolDocumento67 pagineVolapi-3698996100% (1)
- JERMS-D-3205 Manufacture of Atmospheric TanksDocumento39 pagineJERMS-D-3205 Manufacture of Atmospheric TanksHari BabuNessuna valutazione finora
- JERES - Non Metalic PipingDocumento12 pagineJERES - Non Metalic PipingDidit RizkyNessuna valutazione finora
- Project Standards and Specifications Vessel Internal Lining Rev01webDocumento8 pagineProject Standards and Specifications Vessel Internal Lining Rev01webhiyeonNessuna valutazione finora
- Chevron Pre-Inspection ChecklistDocumento2 pagineChevron Pre-Inspection ChecklistosersNessuna valutazione finora
- Case Study-Corrosion ProtectionDocumento25 pagineCase Study-Corrosion ProtectionAjeng Fadillah100% (1)
- EIL - Formats - PMI PDFDocumento53 pagineEIL - Formats - PMI PDFABHISHEK SINGHNessuna valutazione finora
- KOC-MP-011 Part 1Documento49 pagineKOC-MP-011 Part 1Akhil VasNessuna valutazione finora
- Polyurethane Lining and Coating Specification Penstock Welded Joints 20120327Documento12 paginePolyurethane Lining and Coating Specification Penstock Welded Joints 20120327anbilselvamNessuna valutazione finora
- Eds L 1Documento267 pagineEds L 1Sam Jose100% (1)
- Linde Insulation - Specification PDFDocumento39 pagineLinde Insulation - Specification PDFAnsar Ali100% (1)
- GS 30-1-7 - MainbodyDocumento16 pagineGS 30-1-7 - MainbodySubash ChandraboseNessuna valutazione finora
- 20600E00, Company Specifications Guidelines On Corrosion & Material Selection Normative - Jan 2007 PDFDocumento50 pagine20600E00, Company Specifications Guidelines On Corrosion & Material Selection Normative - Jan 2007 PDFanghel_florin82Nessuna valutazione finora
- Painting SpecDocumento54 paginePainting Specashim_scribd100% (4)
- ENG STD 1602 Cold InsulDocumento32 pagineENG STD 1602 Cold Insuldarrybr52Nessuna valutazione finora
- Cold Thermal Insulation SpecificationDocumento13 pagineCold Thermal Insulation SpecificationCameliaNessuna valutazione finora
- The ColorDisk COSMETICSDocumento1 paginaThe ColorDisk COSMETICSRocío Cortázar100% (1)
- 20 Preservation of Piping MaterialsDocumento45 pagine20 Preservation of Piping MaterialsDamar WardhanaNessuna valutazione finora
- 038-Itp For Coldboxes PDFDocumento25 pagine038-Itp For Coldboxes PDFKöksal PatanNessuna valutazione finora
- Spec. For InsulationDocumento45 pagineSpec. For InsulationVivek ShettyNessuna valutazione finora
- Arcelormittal APIDocumento4 pagineArcelormittal APIBaskara Surya WidagdoNessuna valutazione finora
- 7T04-CS-00-TS-018 R01 Project Specificationfor Cleaning Reequirements For Piping SystemsDocumento9 pagine7T04-CS-00-TS-018 R01 Project Specificationfor Cleaning Reequirements For Piping Systemsel_sharkawy2011100% (1)
- Cladding (Metalworking) : Roll BondingDocumento4 pagineCladding (Metalworking) : Roll Bondingcal2_uniNessuna valutazione finora
- Ep CorDocumento3 pagineEp CorNathanNessuna valutazione finora
- Ad CDZZZZ MT Spe 0020 000Documento31 pagineAd CDZZZZ MT Spe 0020 000Mehman NasibovNessuna valutazione finora
- Interseal 670HDocumento2 pagineInterseal 670Hmadmax_mfpNessuna valutazione finora
- Com Su 6095 PDFDocumento33 pagineCom Su 6095 PDFresp-ect100% (1)
- Ad-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationDocumento19 pagineAd-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationMehman NasibovNessuna valutazione finora
- CUI: An In-Depth Analysis: Hira S. AhluwaliaDocumento6 pagineCUI: An In-Depth Analysis: Hira S. AhluwaliaJithuJohnNessuna valutazione finora
- GP 06-25 - Design For The PrevDocumento24 pagineGP 06-25 - Design For The Prev1339979Nessuna valutazione finora
- UL1709 ScopeDocumento2 pagineUL1709 ScopeSaravanan PanduranganNessuna valutazione finora
- S-000-1274-0004V - 0 - 0010 Specification For Thermally Sprayed Aluminium (Issued To NSRP)Documento13 pagineS-000-1274-0004V - 0 - 0010 Specification For Thermally Sprayed Aluminium (Issued To NSRP)Anonymous nLMJGuNessuna valutazione finora
- Insp Checklist - Piping AlignmentDocumento1 paginaInsp Checklist - Piping AlignmentRickesh NunkooNessuna valutazione finora
- Thermaline Heat Shield PDSDocumento2 pagineThermaline Heat Shield PDSKhemaraj Path100% (1)
- Saudi Aramco Inspection ChecklistDocumento3 pagineSaudi Aramco Inspection ChecklistDilshad AhemadNessuna valutazione finora
- Sl-Elt-Pr-Wps1-4107-C2-S1-Welder QualificationDocumento15 pagineSl-Elt-Pr-Wps1-4107-C2-S1-Welder Qualificationsaeed ghafooriNessuna valutazione finora
- Approved Itp-Dss - 28 Sep 2016Documento4 pagineApproved Itp-Dss - 28 Sep 2016Selvakumar SubramanianNessuna valutazione finora
- Project Department Kuwait National Petroleum Company: Daily Welding Inspection ReportDocumento1 paginaProject Department Kuwait National Petroleum Company: Daily Welding Inspection ReportMuthazhagan SaravananNessuna valutazione finora
- Painting Specification For Storage TanksDocumento27 paginePainting Specification For Storage TanksRohmat Benny IsmantoNessuna valutazione finora
- Ke01 00 000 KD P ST 0009 000 - F01Documento16 pagineKe01 00 000 KD P ST 0009 000 - F01Maffone NumerounoNessuna valutazione finora
- Saes M 009Documento55 pagineSaes M 009Shanmugapriya BalaramanNessuna valutazione finora
- 01 Samss 031Documento3 pagine01 Samss 031Awais CheemaNessuna valutazione finora
- Ses-Pgb-Co-Itp-0058 Itp For HRSG SystemDocumento4 pagineSes-Pgb-Co-Itp-0058 Itp For HRSG SystemzhangNessuna valutazione finora
- 9.Mb21 5f Externally Finned TubesDocumento4 pagine9.Mb21 5f Externally Finned Tubesyulianus_srNessuna valutazione finora
- Aa 036335 001Documento1 paginaAa 036335 001nisha_khanNessuna valutazione finora
- A F E S: Process Piping 670.200Documento17 pagineA F E S: Process Piping 670.200puwarin najaNessuna valutazione finora
- As 4822-2008 External Field Joint Coatings For Steel PipelinesDocumento8 pagineAs 4822-2008 External Field Joint Coatings For Steel PipelinesSAI Global - APAC0% (1)
- PP67 PE GEN 00 DOR SP Q 004 - Rev06 Piping Material ClassesDocumento45 paginePP67 PE GEN 00 DOR SP Q 004 - Rev06 Piping Material ClassesHEINER_P100% (1)
- KOC-P-004 Part 4Documento38 pagineKOC-P-004 Part 4Hari KrishnanNessuna valutazione finora
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Da EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNessuna valutazione finora
- 2012 DSC Brochure r1Documento18 pagine2012 DSC Brochure r1Harish Kumar KannepalliNessuna valutazione finora
- Iso - Iso Standards - Ics 25.220Documento8 pagineIso - Iso Standards - Ics 25.220Harish Kumar Kannepalli0% (1)
- National Metallurgical LaboratoryDocumento1 paginaNational Metallurgical LaboratoryHarish Kumar KannepalliNessuna valutazione finora
- OPM FMP30 FERITSCOPE 902-097 en 01-2013 PDFDocumento226 pagineOPM FMP30 FERITSCOPE 902-097 en 01-2013 PDFHarish Kumar KannepalliNessuna valutazione finora
- Cpar Group 9Documento28 pagineCpar Group 9teptepqw123Nessuna valutazione finora
- Caixa Coarpe ProcessoDocumento33 pagineCaixa Coarpe ProcessoCristiano Rodrigues do AmaralNessuna valutazione finora
- Protective & Marine Coatings: Galvite™ HsDocumento4 pagineProtective & Marine Coatings: Galvite™ HsAna CabreraNessuna valutazione finora
- Typical Scenario For Tanning A Hide - HTMLDocumento30 pagineTypical Scenario For Tanning A Hide - HTMLvftytdyu34Nessuna valutazione finora
- Ang Batang Maraming Bawal by CANVAS (English)Documento26 pagineAng Batang Maraming Bawal by CANVAS (English)Toki CruzNessuna valutazione finora
- Western Classical Arts TraditionDocumento104 pagineWestern Classical Arts TraditionArlene Jane RamosNessuna valutazione finora
- French Influence PowerpointDocumento15 pagineFrench Influence Powerpointapi-239079983Nessuna valutazione finora
- DLL - Mapeh 6 - Q2 - W2Documento6 pagineDLL - Mapeh 6 - Q2 - W2Prince GunhuranNessuna valutazione finora
- Decoprime Premium Metal PrimerDocumento2 pagineDecoprime Premium Metal PrimerPritam DharNessuna valutazione finora
- Arts 8 - Arts and CraftsDocumento2 pagineArts 8 - Arts and Craftsapril love carpioNessuna valutazione finora
- Whose Formalism - Art Bulletin 1996Documento8 pagineWhose Formalism - Art Bulletin 1996Patricia Ciriani EspejoNessuna valutazione finora
- Vicente Silva ManansalaDocumento2 pagineVicente Silva ManansalaEjay VillaverNessuna valutazione finora
- Revision Pack 1Documento6 pagineRevision Pack 1sara ghareebNessuna valutazione finora
- Lesson 12: Famous Filipino Painters and Composers: Binalatongan Community CollegeDocumento4 pagineLesson 12: Famous Filipino Painters and Composers: Binalatongan Community CollegeJerico De Vera TamondongNessuna valutazione finora
- BarakaDocumento2 pagineBarakaapi-277870044Nessuna valutazione finora
- Lesson 1 Introduction To Art AppreciationDocumento10 pagineLesson 1 Introduction To Art AppreciationJef JepoyNessuna valutazione finora
- Hauptman Parole in LibertaDocumento10 pagineHauptman Parole in LibertaChloe KnopfNessuna valutazione finora
- Spec Painting For Steel Structure PDF FreeDocumento2 pagineSpec Painting For Steel Structure PDF FreeNazar Abdul KareemNessuna valutazione finora
- Art Appreciation PPT 2Documento16 pagineArt Appreciation PPT 2jcmesina04Nessuna valutazione finora
- Why Nature Inspire ArtDocumento5 pagineWhy Nature Inspire ArtKimberly Etulle CelonaNessuna valutazione finora
- Cpar Q1 Las 1Documento10 pagineCpar Q1 Las 1Jaslor LavinaNessuna valutazione finora
- Philarts Reviewer Lesson 123Documento8 paginePhilarts Reviewer Lesson 123Todo RokiNessuna valutazione finora
- Acfrogajetk9xoevi8pbteko4qjpr7vjs30ejzro Gd96xloz D Quo5vbe35thzxaacfo Qpaon308an4bg6mkm2tz5vo5n9iqh4iii9wwgjylnlfsnfh7ex0jpwbrlzigtwsgy2xvlpg8iuwyzDocumento116 pagineAcfrogajetk9xoevi8pbteko4qjpr7vjs30ejzro Gd96xloz D Quo5vbe35thzxaacfo Qpaon308an4bg6mkm2tz5vo5n9iqh4iii9wwgjylnlfsnfh7ex0jpwbrlzigtwsgy2xvlpg8iuwyzAnil UniyalNessuna valutazione finora
- The Gawad Manlilikha NG Bayan 2Documento12 pagineThe Gawad Manlilikha NG Bayan 2Cleizel Mei FlorendoNessuna valutazione finora
- Quarter 2 Module 2 - Week 2: Characteristics of Arts in The Renaissance and Baroque PeriodsDocumento17 pagineQuarter 2 Module 2 - Week 2: Characteristics of Arts in The Renaissance and Baroque PeriodsNoemi BalbidoNessuna valutazione finora