Potrebbero piacerti anche
- Operation Manual: Mist CollectorDocumento40 pagineOperation Manual: Mist CollectorYing Kei ChanNessuna valutazione finora
- Anglamar Company ProfileDocumento19 pagineAnglamar Company ProfileKayeAnGeeNessuna valutazione finora
- BSPT Thread Sizes & TypesDocumento3 pagineBSPT Thread Sizes & TypesuttampokharkarNessuna valutazione finora
- Process Capability & SQCDocumento37 pagineProcess Capability & SQCNirav Solanki0% (1)
- Unigraphics Interview Question A IreDocumento5 pagineUnigraphics Interview Question A Ireyuvarajtalele100% (2)
- Tap Drill ChartDocumento1 paginaTap Drill ChartITLHAPNNessuna valutazione finora
- 02.DesignForAssembly109 (NXPowerLite)Documento109 pagine02.DesignForAssembly109 (NXPowerLite)maddy_scribdNessuna valutazione finora
- How To Install NX 7.5 in Window 7Documento2 pagineHow To Install NX 7.5 in Window 7priyankar00750% (2)
- Curriculum Vitae Sample From NTTFDocumento2 pagineCurriculum Vitae Sample From NTTFshaileswor100% (1)
- CorelDraw Training For Laser Cutting Machines With Many Examples Learn and Master Many Example You Can Do With Coreldraw.... (Kaşoğlu, Abdulkadir Kaşoğlu, Abdulkadir)Documento59 pagineCorelDraw Training For Laser Cutting Machines With Many Examples Learn and Master Many Example You Can Do With Coreldraw.... (Kaşoğlu, Abdulkadir Kaşoğlu, Abdulkadir)MirelaMilanNessuna valutazione finora
- CATIA V5 Fundamentals PDFDocumento3 pagineCATIA V5 Fundamentals PDFHarshitNessuna valutazione finora
- DEWALT D55270 TYPE 2 Owners ManualDocumento26 pagineDEWALT D55270 TYPE 2 Owners ManualITLHAPNNessuna valutazione finora
- Asistente de Preparacion Al Mecanizado PrismaticoDocumento25 pagineAsistente de Preparacion Al Mecanizado PrismaticoJuanGómezNessuna valutazione finora
- Rubber Molding Methods and Material Selection GuideDocumento9 pagineRubber Molding Methods and Material Selection GuideStefan VladNessuna valutazione finora
- Limits Fits TolerancesDocumento77 pagineLimits Fits Tolerancessunil_gundNessuna valutazione finora
- Parx Plastics Successfully Adds Antimicrobial Property To BASF Terluran® GP-35 ABS Copolymer - Modern Plastics & PolymersDocumento1 paginaParx Plastics Successfully Adds Antimicrobial Property To BASF Terluran® GP-35 ABS Copolymer - Modern Plastics & PolymersParas PatelNessuna valutazione finora
- Plastic Bottle PDFDocumento21 paginePlastic Bottle PDFnasyahrahNessuna valutazione finora
- G. G. Automotive Gears Ltd. ProfileDocumento7 pagineG. G. Automotive Gears Ltd. Profileca_pksandcoNessuna valutazione finora
- Kinematics Particle Straight LineDocumento51 pagineKinematics Particle Straight LineisamalhassanNessuna valutazione finora
- Vericut Brochure 70Documento16 pagineVericut Brochure 70sivakumarsambandamNessuna valutazione finora
- Speed Up Your Outputs by Using These ShortcutsDocumento8 pagineSpeed Up Your Outputs by Using These Shortcutsychaudhry2006Nessuna valutazione finora
- Tangent ContinuityDocumento4 pagineTangent ContinuityGM59476Nessuna valutazione finora
- Ascending Triangle Guide - How to Identify & Trade This Bullish PatternDocumento8 pagineAscending Triangle Guide - How to Identify & Trade This Bullish PatternSurya NayakNessuna valutazione finora
- Training Exercises for SAP Business Intelligence Characteristic InfoObjectsDocumento54 pagineTraining Exercises for SAP Business Intelligence Characteristic InfoObjectsNEX4REU50% (2)
- Tolerancing in PlasticsDocumento5 pagineTolerancing in PlasticsNarasimha ReddyNessuna valutazione finora
- SIEMENS - Ingenieria Mecanica 2012 08 - CENITEC 1Documento141 pagineSIEMENS - Ingenieria Mecanica 2012 08 - CENITEC 1Nestor IglesiasNessuna valutazione finora
- Inch Thread PlugDocumento10 pagineInch Thread PlugAizen SousukeNessuna valutazione finora
- Injection MouldingDocumento16 pagineInjection Mouldingramesh.rao3192Nessuna valutazione finora
- Trade of Tool MakingDocumento14 pagineTrade of Tool MakingabdurazakNessuna valutazione finora
- 2000 09 JIMT Cost Estimation Injection MoldingDocumento11 pagine2000 09 JIMT Cost Estimation Injection MoldingVictor Villouta LunaNessuna valutazione finora
- Introduction to 3D Scanning TechniquesDocumento18 pagineIntroduction to 3D Scanning TechniquesMoiz AamirNessuna valutazione finora
- Training Programme For Managers and Supervisors: What Makes A Good Supervisor?Documento20 pagineTraining Programme For Managers and Supervisors: What Makes A Good Supervisor?Prateek AgarwalNessuna valutazione finora
- Shrinkage TableDocumento6 pagineShrinkage TableMahesh Deivasiga Mani DNessuna valutazione finora
- 2d Curve DigitizingDocumento2 pagine2d Curve DigitizingMark Hauser100% (1)
- Cddvdportal - Cad Cam Cae CFD Software CdsDocumento5 pagineCddvdportal - Cad Cam Cae CFD Software CdscddvdportalNessuna valutazione finora
- m1 U5 Assembly & DowelingDocumento14 paginem1 U5 Assembly & DowelingViệt Đặng XuânNessuna valutazione finora
- MoldFlow Simulation Optimizes Injection MoldingDocumento47 pagineMoldFlow Simulation Optimizes Injection MoldingpraveenmanturNessuna valutazione finora
- NX Modeling, Assembly and Drafting GuideDocumento38 pagineNX Modeling, Assembly and Drafting GuidePradeepvenugopalNessuna valutazione finora
- Catia ModulesDocumento4 pagineCatia ModulesYaswanthNessuna valutazione finora
- 1488644012final Bending - Forming, DrawingDocumento31 pagine1488644012final Bending - Forming, DrawingasifNessuna valutazione finora
- m1 - U3 - Drilling, Counterboring & CountersinkingDocumento15 paginem1 - U3 - Drilling, Counterboring & CountersinkingViệt Đặng XuânNessuna valutazione finora
- Edu Cat e MTD FX v5r8Documento20 pagineEdu Cat e MTD FX v5r8Lup DanielNessuna valutazione finora
- MicroSurvey CAD Fundamentals Online CourseDocumento1 paginaMicroSurvey CAD Fundamentals Online CoursetopogcarlosNessuna valutazione finora
- ~تلرانس هاي هندسي-محمد رضا عباسی 1386 PDFDocumento480 pagine~تلرانس هاي هندسي-محمد رضا عباسی 1386 PDFdavoodsalimiNessuna valutazione finora
- Bracket DrawingDocumento1 paginaBracket DrawingdhareeshNessuna valutazione finora
- Designn of Tranmission SystemDocumento4 pagineDesignn of Tranmission Systemsathiskumar411Nessuna valutazione finora
- Nettur Technical Training Foundation Diploma in Tool and Die Making-Cp 01 Press Tool TechnologyDocumento25 pagineNettur Technical Training Foundation Diploma in Tool and Die Making-Cp 01 Press Tool Technologynidhin mathewNessuna valutazione finora
- Mold Material: H13 P20 Mirror Polish Texture H13 P20Documento1 paginaMold Material: H13 P20 Mirror Polish Texture H13 P20Jyoti KaleNessuna valutazione finora
- Accounting Entries Under GSTDocumento9 pagineAccounting Entries Under GSTLovaraju RajuNessuna valutazione finora
- Mat mt11050 GDocumento362 pagineMat mt11050 Gandreeaoana45Nessuna valutazione finora
- CADSYS INDIA Limited Annual Report 2017 18 04 09 2018 Interactive PDFDocumento123 pagineCADSYS INDIA Limited Annual Report 2017 18 04 09 2018 Interactive PDFRajuNessuna valutazione finora
- NX NF TipsUndTricksDocumento12 pagineNX NF TipsUndTricksThilo Breitsprecher100% (1)
- Nettur Technical Training Foundation: Programmable Logic Controller Lab W /CP15 /7516Documento101 pagineNettur Technical Training Foundation: Programmable Logic Controller Lab W /CP15 /7516Aaron DmcNessuna valutazione finora
- Taking A Geometric Dimensioning and Tolerancing CourseDocumento2 pagineTaking A Geometric Dimensioning and Tolerancing CourseJames D. Meadows & Associates, Inc.Nessuna valutazione finora
- PDFDocumento8 paginePDFomarNessuna valutazione finora
- Arburg370&420C PDFDocumento8 pagineArburg370&420C PDFMatoa PapedaNessuna valutazione finora
- Woojin Plaimm Injection Molding MachineDocumento10 pagineWoojin Plaimm Injection Molding MachineFauzi IskandarNessuna valutazione finora
- Moldeadora PDFDocumento12 pagineMoldeadora PDFAmirAmiriNessuna valutazione finora
- Guidelines: Injection Mold DesignDocumento4 pagineGuidelines: Injection Mold DesignAmirAmiriNessuna valutazione finora
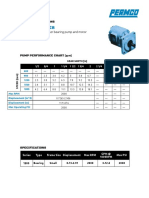
- Technical specifications and performance charts for 1500 series small displacement roller bearing pumpsDocumento2 pagineTechnical specifications and performance charts for 1500 series small displacement roller bearing pumpsAmirAmiriNessuna valutazione finora
- 1320 HP Zr2440w MonitorDocumento2 pagine1320 HP Zr2440w MonitorAmirAmiriNessuna valutazione finora
- Aluminium Alloy 1100 Data SheetDocumento1 paginaAluminium Alloy 1100 Data SheetKhaja NawasNessuna valutazione finora
- 1511 04990Documento20 pagine1511 04990AmirAmiriNessuna valutazione finora
- Project Report FinalDocumento52 pagineProject Report FinalAmirAmiri0% (1)
- D 004663 PDFDocumento96 pagineD 004663 PDFAmirAmiriNessuna valutazione finora
- Te TramerDocumento8 pagineTe TramerAmirAmiriNessuna valutazione finora
- Engineering Plastics..Documento55 pagineEngineering Plastics..AmirAmiriNessuna valutazione finora
- Forging 140519005802 Phpapp02Documento38 pagineForging 140519005802 Phpapp02AmirAmiriNessuna valutazione finora
- Fatigue Testing MachineDocumento3 pagineFatigue Testing MachineAmirAmiriNessuna valutazione finora
- Interface: Giving People A VoiceDocumento3 pagineInterface: Giving People A VoiceAmirAmiriNessuna valutazione finora
- Injection Molding Lecture 09-04-08Documento20 pagineInjection Molding Lecture 09-04-08viswaforuNessuna valutazione finora
- Injection Moulding: CD Catalogue Online CatalogueDocumento1 paginaInjection Moulding: CD Catalogue Online CatalogueAmirAmiriNessuna valutazione finora
- PDM PLMDocumento7 paginePDM PLMAmirAmiriNessuna valutazione finora
- Honeywell Ekoflush - Airco SpoelenDocumento4 pagineHoneywell Ekoflush - Airco SpoelenAmirAmiriNessuna valutazione finora
- Ground Spur Gears Module 0.5 ISO Class 5 8mm Face 20Documento2 pagineGround Spur Gears Module 0.5 ISO Class 5 8mm Face 20AmirAmiriNessuna valutazione finora
- Eastman Polymers - Processing and Mold Design GuidelinesDocumento44 pagineEastman Polymers - Processing and Mold Design GuidelinesnimonhNessuna valutazione finora
- Scoring Short Ipaq April04Documento9 pagineScoring Short Ipaq April04AmirAmiriNessuna valutazione finora
- Injection Moulding: CD Catalogue Online CatalogueDocumento1 paginaInjection Moulding: CD Catalogue Online CatalogueAmirAmiriNessuna valutazione finora
- Plate Design For Husky Manifold SystemsDocumento14 paginePlate Design For Husky Manifold SystemsAmirAmiriNessuna valutazione finora
- Injection MoldingDocumento8 pagineInjection MoldingDebasmiti MishraNessuna valutazione finora
- Dmls Design GuidelinesDocumento8 pagineDmls Design GuidelinesAmirAmiriNessuna valutazione finora
- PrefDocumento3 paginePrefAmirAmiriNessuna valutazione finora
- Training Documents - SolidWorks ComposerDocumento2 pagineTraining Documents - SolidWorks ComposerAmirAmiriNessuna valutazione finora
- Appendix Nve: RsionsDocumento7 pagineAppendix Nve: RsionsAmirAmiriNessuna valutazione finora
- Tool CRMDocumento36 pagineTool CRMAmirAmiriNessuna valutazione finora
- Harmonic Motion of A Maxwell Model: Trigonometric NotationDocumento4 pagineHarmonic Motion of A Maxwell Model: Trigonometric NotationAmirAmiriNessuna valutazione finora
- USB GPW CB03 MT02 - EngDocumento21 pagineUSB GPW CB03 MT02 - EngRafael BispoNessuna valutazione finora
- Scramjet EngineDocumento2 pagineScramjet EngineSãröj ShâhNessuna valutazione finora
- Proper Fluid Selection Maintenance For Heat Transfer TNTCFLUIDS PDFDocumento12 pagineProper Fluid Selection Maintenance For Heat Transfer TNTCFLUIDS PDFAnonymous bHh1L1Nessuna valutazione finora
- FOT - CG Limitation A320neo - Web ConferenceDocumento7 pagineFOT - CG Limitation A320neo - Web Conferencerohan sinha100% (2)
- SIEMENS-7SA522 Setting CalculationDocumento20 pagineSIEMENS-7SA522 Setting Calculationnaran19794735Nessuna valutazione finora
- Answer Key Grade 6 - 2023Documento7 pagineAnswer Key Grade 6 - 2023ALKHANSAA ELOBEIDYNessuna valutazione finora
- Tech Note 14Documento2 pagineTech Note 14meteohrNessuna valutazione finora
- Hydrogen and Its Compound.1Documento10 pagineHydrogen and Its Compound.1abhishekNessuna valutazione finora
- SERVICE MANUAL CRAWLER EXCAVATOR R210LC-7Documento1 paginaSERVICE MANUAL CRAWLER EXCAVATOR R210LC-7DmitryNessuna valutazione finora
- Answers To Chemistry Homework 5.1 From Particles To Solutions P. 178 # 8,9,10Documento6 pagineAnswers To Chemistry Homework 5.1 From Particles To Solutions P. 178 # 8,9,10fantasy373Nessuna valutazione finora
- MITRES 6 002S08 Chapter2Documento87 pagineMITRES 6 002S08 Chapter2shalvinNessuna valutazione finora
- Employee performance factors analysis electronic companyDocumento10 pagineEmployee performance factors analysis electronic companyAmrithaNessuna valutazione finora
- 2010 MaxxForce DT-9-10 DiagnosticDocumento1.329 pagine2010 MaxxForce DT-9-10 Diagnosticbullfly100% (8)
- Haidarali-MR-2011-PhD-Thesis 01 PDFDocumento378 pagineHaidarali-MR-2011-PhD-Thesis 01 PDFIbrahim KhanNessuna valutazione finora
- SUBstation Equipmens TLDocumento12 pagineSUBstation Equipmens TLJecer Casipong NuruddinNessuna valutazione finora
- Ey-H3l Yh1576Documento44 pagineEy-H3l Yh1576jorgeNessuna valutazione finora
- Wsat200 RamsaDocumento12 pagineWsat200 RamsaAndy ColeNessuna valutazione finora
- TIM Fungsi 1Documento40 pagineTIM Fungsi 1lilikNessuna valutazione finora
- Bilstein SZ SL Sls 2010Documento16 pagineBilstein SZ SL Sls 2010Wimin HungNessuna valutazione finora
- Verify scope acceptance of project deliverablesDocumento5 pagineVerify scope acceptance of project deliverablesmypmpbooksNessuna valutazione finora
- DasibiOzoneMonitorManual 1008Documento183 pagineDasibiOzoneMonitorManual 1008api-26966403100% (2)
- Measurements/ Specifications: Torque Wrench Selection GuideDocumento5 pagineMeasurements/ Specifications: Torque Wrench Selection GuideSylvester RakgateNessuna valutazione finora
- Introducing WESAD, A Multimodal Dataset For Wearable Stress and Affect DetectionDocumento9 pagineIntroducing WESAD, A Multimodal Dataset For Wearable Stress and Affect DetectionJhónatan CarranzaNessuna valutazione finora
- Climate Change: The Fork at The End of NowDocumento28 pagineClimate Change: The Fork at The End of NowMomentum Press100% (1)
- Meeting 5: Data Warehouses and SQL Query OptimizationDocumento4 pagineMeeting 5: Data Warehouses and SQL Query Optimizationzvipev1050% (2)
- Ms-Dos Device Drivers: Device Drivers Are The That in File atDocumento13 pagineMs-Dos Device Drivers: Device Drivers Are The That in File atJass GillNessuna valutazione finora
- WPS Office 2016Documento22 pagineWPS Office 2016Muhammad Aliff SyukriNessuna valutazione finora
- Regeln Map 2Documento2 pagineRegeln Map 2bruno.wetzelNessuna valutazione finora
- ANSYS ACT Developers GuideDocumento506 pagineANSYS ACT Developers GuideEDIZONNessuna valutazione finora
- PDS - GulfSea Hydraulic AW Series-1Documento2 paginePDS - GulfSea Hydraulic AW Series-1Zaini YaakubNessuna valutazione finora