Potrebbero piacerti anche
- C1-Double Shoulder Connection Care andDocumento29 pagineC1-Double Shoulder Connection Care andAboZaidNessuna valutazione finora
- Wenzel Motors Manual 2007Documento102 pagineWenzel Motors Manual 2007Kevin MuellerNessuna valutazione finora
- VAM FJL Torque TableDocumento17 pagineVAM FJL Torque TableKhaledFekairNessuna valutazione finora
- Asi X Packer 105243965Documento3 pagineAsi X Packer 105243965Esteban RochaNessuna valutazione finora
- Thread Gauges, Pitch & ToleranceDocumento2 pagineThread Gauges, Pitch & ToleranceetritNessuna valutazione finora
- Tubulars and Tubular Services Catalog: DrilcoDocumento29 pagineTubulars and Tubular Services Catalog: DrilcoDoni KurniawanNessuna valutazione finora
- Drill Pipe Performance SheetDocumento3 pagineDrill Pipe Performance SheetGarcia C L AlbertoNessuna valutazione finora
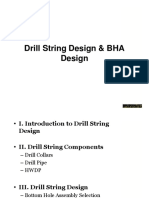
- Drill String Design BHA DesignDocumento97 pagineDrill String Design BHA DesignAhmed SallamNessuna valutazione finora
- Jet - Lube Industrial CatalogDocumento25 pagineJet - Lube Industrial CatalogJeremias UtreraNessuna valutazione finora
- Drilling Workshop BHADocumento39 pagineDrilling Workshop BHAOnmmmmNessuna valutazione finora
- VFP - Vam Eis - en PDFDocumento30 pagineVFP - Vam Eis - en PDFZed ZedNessuna valutazione finora
- Fishing Tools PDFDocumento16 pagineFishing Tools PDFjardelbrunoNessuna valutazione finora
- Technical Data Handbook: and Much More TablesDocumento6 pagineTechnical Data Handbook: and Much More TablesPither ZuritaNessuna valutazione finora
- Introduction To OCTG: API Steel Grades Handout 03Documento4 pagineIntroduction To OCTG: API Steel Grades Handout 03AHMEDNessuna valutazione finora
- L" Series Kickover Tool for Locating 1" and 1 1/2Documento1 paginaL" Series Kickover Tool for Locating 1" and 1 1/2zbhdzpNessuna valutazione finora
- Reference Guide: Elevator Selection Guide For All Varco BJ Air Operated and Manual ElevatorsDocumento16 pagineReference Guide: Elevator Selection Guide For All Varco BJ Air Operated and Manual ElevatorsDavid OrtegaNessuna valutazione finora
- Casing Cutting Procedure - WFDDocumento5 pagineCasing Cutting Procedure - WFDprateek132106Nessuna valutazione finora
- Running Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGDocumento16 pagineRunning Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGSumesh DethanNessuna valutazione finora
- TopTools Catalog 20170906Documento49 pagineTopTools Catalog 20170906JoséManuelOvandoNessuna valutazione finora
- Tubing Gauge Paraffin Cutter.Documento1 paginaTubing Gauge Paraffin Cutter.Cesar Jara CobosNessuna valutazione finora
- RP400 Drill String Tools PDFDocumento16 pagineRP400 Drill String Tools PDFAdolfo Leonel Segura Cordova100% (1)
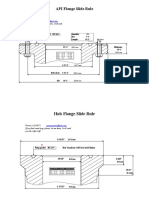
- API FlangeDocumento3 pagineAPI FlangeAnonymous 48jYxR1C100% (1)
- MKT 001 Rev 02 Rotary Shoulder Handbook RS PDFDocumento116 pagineMKT 001 Rev 02 Rotary Shoulder Handbook RS PDFKarla Hernandez0% (1)
- Thread Make-Up ProcedureDocumento5 pagineThread Make-Up ProcedureVova PanchenkoNessuna valutazione finora
- Gryphon Product OverviewDocumento51 pagineGryphon Product OverviewTaras ByloNessuna valutazione finora
- 20-1718 Rig Tongs AOTDocumento10 pagine20-1718 Rig Tongs AOTRahul M.R100% (1)
- Rotary Slips "RDL" "RD" "RDS": Side Door Elevator 150 TON 250 TON 350 TONDocumento11 pagineRotary Slips "RDL" "RD" "RDS": Side Door Elevator 150 TON 250 TON 350 TONShaikh Sabir HussainNessuna valutazione finora
- Examples of - BOP EspecificationsDocumento22 pagineExamples of - BOP EspecificationsDiego AraqueNessuna valutazione finora
- Mtto Manual ChicksanDocumento21 pagineMtto Manual ChicksanluisedonossaNessuna valutazione finora
- Casing Friendly Hardbanding Facts and MythsDocumento3 pagineCasing Friendly Hardbanding Facts and Mythssdb158Nessuna valutazione finora
- Lot 8 Dafora Appendix B Standards and Specifications DaforaDocumento81 pagineLot 8 Dafora Appendix B Standards and Specifications DaforaZamfirMarianNessuna valutazione finora
- Cameron BOP WeightDocumento2 pagineCameron BOP WeightMurali SambandanNessuna valutazione finora
- Arrow Set Ficha TecnicaDocumento3 pagineArrow Set Ficha TecnicaOscar GuaricalloNessuna valutazione finora
- Agemaker Atalog: A S C E T M P C GDocumento48 pagineAgemaker Atalog: A S C E T M P C GTripzombie78Nessuna valutazione finora
- Jar Pro Drillstring Jarring Analysis SoftwareDocumento5 pagineJar Pro Drillstring Jarring Analysis SoftwareHany AhmedNessuna valutazione finora
- 00-24 Proper Clamps Mud HoseDocumento2 pagine00-24 Proper Clamps Mud Hoseforajistu100% (1)
- Wellbore Cleanup Magnets BrochureDocumento12 pagineWellbore Cleanup Magnets Brochurefreebookie88Nessuna valutazione finora
- Hydril 523 Integral Casing Connection: Hydril 523 Efficiency and Torque ValuesDocumento4 pagineHydril 523 Integral Casing Connection: Hydril 523 Efficiency and Torque ValuestheislandboyNessuna valutazione finora
- Ezy-Torq®: Hydraulic CatheadDocumento82 pagineEzy-Torq®: Hydraulic CatheadCristian PopaNessuna valutazione finora
- 101937-Technical Unit WR Retrieving Tool 4 1-2Documento4 pagine101937-Technical Unit WR Retrieving Tool 4 1-2Evolution Oil ToolsNessuna valutazione finora
- Den-Con Tool 2006-2007 CatalogDocumento28 pagineDen-Con Tool 2006-2007 CatalogazeazeazeNessuna valutazione finora
- Tapon Recuperable NPRDocumento34 pagineTapon Recuperable NPRbrayangtNessuna valutazione finora
- Duraband Information Vs 300XTDocumento4 pagineDuraband Information Vs 300XTanhlhNessuna valutazione finora
- Gloveox-Manual-MB20-200 Labmaster TP700 V4.1 MBIDocumento350 pagineGloveox-Manual-MB20-200 Labmaster TP700 V4.1 MBIRadu Cristian100% (1)
- TCPC Running Manual 2019 Rev BDocumento10 pagineTCPC Running Manual 2019 Rev BGouldNessuna valutazione finora
- Wedge 563 Data SheetDocumento2 pagineWedge 563 Data SheetnayrNessuna valutazione finora
- 2M Tek Torq Tek ZIIDocumento1 pagina2M Tek Torq Tek ZIIamghardjillali_449230% (1)
- Black Max Downhole Motors PDFDocumento52 pagineBlack Max Downhole Motors PDFGeorge BoafoNessuna valutazione finora
- NutsDocumento8 pagineNutsGerry Dan ChanliongcoNessuna valutazione finora
- Rupture Disk FUL-FLO Sampler: HalliburtonDocumento2 pagineRupture Disk FUL-FLO Sampler: Halliburtonsaeed65Nessuna valutazione finora
- Fail Safe or TR RegulatorDocumento2 pagineFail Safe or TR RegulatorYeit HauNessuna valutazione finora
- API Box Boreback Stress Relief With Truncated Threads Can Cause Premature Connection Fatigue Failure, Gerdes, 2010Documento8 pagineAPI Box Boreback Stress Relief With Truncated Threads Can Cause Premature Connection Fatigue Failure, Gerdes, 2010Ryan Fenyves100% (1)
- 7.000 X 2.875 HD RETRIEVABLE PACKER (17-26) (26-32) 613-7000-004 Rev DDocumento5 pagine7.000 X 2.875 HD RETRIEVABLE PACKER (17-26) (26-32) 613-7000-004 Rev DAlejandroMoscosoNessuna valutazione finora
- Tubing & Casing Thread Inspection-Thread LeadDocumento1 paginaTubing & Casing Thread Inspection-Thread LeadshifaNessuna valutazione finora
- Tubing & Casing Thread Inspection-External TaperDocumento1 paginaTubing & Casing Thread Inspection-External TapershifaNessuna valutazione finora
- MEASURE ADJUSTMENT PLATE DIMENSIONSDocumento2 pagineMEASURE ADJUSTMENT PLATE DIMENSIONSfrancoNessuna valutazione finora
- TITLE: Dimensional Measurement of Screw ThreadDocumento11 pagineTITLE: Dimensional Measurement of Screw ThreadBroAmirNessuna valutazione finora
- SmallMicrometer CRC TrainingDocumento16 pagineSmallMicrometer CRC TrainingshifaNessuna valutazione finora
- Alignment Light AdjustmentDocumento11 pagineAlignment Light AdjustmentNooruddin DeroNessuna valutazione finora
- Basic Measuring Tools QuizDocumento5 pagineBasic Measuring Tools QuizsigmasundarNessuna valutazione finora
- Rotary Shouldered Connection-Thread FormDocumento1 paginaRotary Shouldered Connection-Thread FormTulio WeverNessuna valutazione finora
- Tapered Thread Inspection for Tubing, Casing & PipeDocumento1 paginaTapered Thread Inspection for Tubing, Casing & PipeTulio WeverNessuna valutazione finora
- Thread Lead StraightDocumento1 paginaThread Lead StraightTulio WeverNessuna valutazione finora
- Calibration 2012 PosterDocumento1 paginaCalibration 2012 PosterTulio WeverNessuna valutazione finora
- World of RSC PosterDocumento2 pagineWorld of RSC PosterTulio WeverNessuna valutazione finora
- Thread Form StraightDocumento1 paginaThread Form StraightTulio WeverNessuna valutazione finora
- AalijanabDocumento8 pagineAalijanabTulio WeverNessuna valutazione finora
- AalijanabDocumento8 pagineAalijanabTulio WeverNessuna valutazione finora
- Paper Efficiency Part II TIS SMDocumento28 paginePaper Efficiency Part II TIS SMTulio WeverNessuna valutazione finora
- ZhongDocumento9 pagineZhongTulio WeverNessuna valutazione finora
- Alili M S PDFDocumento20 pagineAlili M S PDFStatsitika ITNessuna valutazione finora
- MICREC1 Complete Lecture Notes - TermDocumento168 pagineMICREC1 Complete Lecture Notes - TermdsttuserNessuna valutazione finora
- Foundations On Friction Creep Piles in Soft ClaysDocumento11 pagineFoundations On Friction Creep Piles in Soft ClaysGhaith M. SalihNessuna valutazione finora
- Dokumen - Tips - Simple Stresses From MathalinoDocumento58 pagineDokumen - Tips - Simple Stresses From MathalinoMidas Troy VictorNessuna valutazione finora
- Human Skin Structure & FunctionsDocumento3 pagineHuman Skin Structure & FunctionsIshansi AgrawalNessuna valutazione finora
- Driver MC34152Documento4 pagineDriver MC34152William RamírezNessuna valutazione finora
- Parts of The NailDocumento22 pagineParts of The NailMariel Balmes Hernandez100% (1)
- Sambungan Chapter 2.2Documento57 pagineSambungan Chapter 2.2iffahNessuna valutazione finora
- Manage expenses and group contributions with Expense ManagerDocumento29 pagineManage expenses and group contributions with Expense ManagerPt Kamal SharmaNessuna valutazione finora
- Clustering Methods for Data MiningDocumento60 pagineClustering Methods for Data MiningSuchithra SalilanNessuna valutazione finora
- M.SC - Physics 3rd Sem FinalDocumento12 pagineM.SC - Physics 3rd Sem FinalKhileswar ChandiNessuna valutazione finora
- Service Repair Manual - (Cat) Caterpillar 3126 Machine Engine SN 1bw, 55kDocumento1.094 pagineService Repair Manual - (Cat) Caterpillar 3126 Machine Engine SN 1bw, 55kLen Wal100% (2)
- Drum RudimentsDocumento4 pagineDrum Rudimentsmaame nyarkoaNessuna valutazione finora
- Library System Case StudyDocumento55 pagineLibrary System Case StudyUmakanth Nune50% (6)
- Propulsion ResistanceDocumento14 paginePropulsion ResistanceEduardo LopesNessuna valutazione finora
- Aditya Rahul Final Report PDFDocumento110 pagineAditya Rahul Final Report PDFarchitectfemil6663Nessuna valutazione finora
- Hemi EngineDocumento23 pagineHemi Enginesurendrabarwar7Nessuna valutazione finora
- Schindler Drive Chain MaintenanceDocumento9 pagineSchindler Drive Chain MaintenanceKevin aliNessuna valutazione finora
- G5 Fi 125 (Sr25aa) PDFDocumento122 pagineG5 Fi 125 (Sr25aa) PDF陳建璋Nessuna valutazione finora
- Common MisconceptionsDocumento7 pagineCommon MisconceptionsBoazz750Nessuna valutazione finora
- 25 Most Frequently Asked DSA Questions in MAANGDocumento17 pagine25 Most Frequently Asked DSA Questions in MAANGPranjalNessuna valutazione finora
- CBCS StatisticsDocumento79 pagineCBCS StatisticsXING XINGNessuna valutazione finora
- SM Maintenance Instructions: Author: Lars Rydén, Konecranes AB, SwedenDocumento132 pagineSM Maintenance Instructions: Author: Lars Rydén, Konecranes AB, SwedenDan VekasiNessuna valutazione finora
- Limiting Reagents 1Documento17 pagineLimiting Reagents 1Aldrin Jay Patungan100% (1)
- Temperature Effect On Voc and IscDocumento5 pagineTemperature Effect On Voc and IscAnonymous bVLovsnNessuna valutazione finora
- Lesson Planning Product-Based Performance TaskDocumento8 pagineLesson Planning Product-Based Performance TaskMaricarElizagaFontanilla-LeeNessuna valutazione finora
- Kalman Filter Tutorial - PresentationDocumento65 pagineKalman Filter Tutorial - Presentationcarlazar100% (2)
- Subsurface Remote Sensing of Kelp ForestsDocumento20 pagineSubsurface Remote Sensing of Kelp Forestsjpeterson1Nessuna valutazione finora
- 4PH0 1P Que 20160119 PDFDocumento28 pagine4PH0 1P Que 20160119 PDFschlemielzNessuna valutazione finora
- EE - Revision Through Question - GATE - 2020 PDFDocumento138 pagineEE - Revision Through Question - GATE - 2020 PDFRamesh KumarNessuna valutazione finora