Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- ZF 2092.033.009 Eccom 1.8 2017Documento43 pagineZF 2092.033.009 Eccom 1.8 2017Oskars RozefeldsNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Surface Preparation and Protective Coating: Norsok StandardDocumento28 pagineSurface Preparation and Protective Coating: Norsok StandardTeck Tiong Huan100% (1)
- Quiz 3 MDPS370Documento1 paginaQuiz 3 MDPS370Mark Nassef NaguibNessuna valutazione finora
- Assignment 2Documento2 pagineAssignment 2Mark Nassef NaguibNessuna valutazione finora
- Quiz 3bDocumento1 paginaQuiz 3bMark Nassef NaguibNessuna valutazione finora
- Primary 4 ReportDocumento3 paginePrimary 4 ReportMark Nassef NaguibNessuna valutazione finora
- Applsci 10 08918 v4 PDFDocumento31 pagineApplsci 10 08918 v4 PDFMark Nassef NaguibNessuna valutazione finora
- CALS 1st Floor Vending Area - 9.93 - ENLARGED OFFICE COMMUNAL SPACE - Rev.4 - REFERENCEDocumento1 paginaCALS 1st Floor Vending Area - 9.93 - ENLARGED OFFICE COMMUNAL SPACE - Rev.4 - REFERENCEMark Nassef NaguibNessuna valutazione finora
- Practical Mid-Year Exams - ICT & Science - 2021-2022Documento1 paginaPractical Mid-Year Exams - ICT & Science - 2021-2022Mark Nassef NaguibNessuna valutazione finora
- CVI FormDocumento1 paginaCVI FormMark Nassef NaguibNessuna valutazione finora
- MDPN262 Lecture 1Documento48 pagineMDPN262 Lecture 1Mark Nassef NaguibNessuna valutazione finora
- INSPECTION REQUEST and Mateiral Approval AquaDocumento2 pagineINSPECTION REQUEST and Mateiral Approval AquaMark Nassef Naguib100% (1)
- Solid & Dry Lubricants: InroductionDocumento7 pagineSolid & Dry Lubricants: InroductionMark Nassef NaguibNessuna valutazione finora
- Pinching-Off of PE Gas PipesDocumento1 paginaPinching-Off of PE Gas PipesMark Nassef NaguibNessuna valutazione finora
- Common Errors and Warnings in Convergence Problems PDFDocumento2 pagineCommon Errors and Warnings in Convergence Problems PDFMark Nassef NaguibNessuna valutazione finora
- Tribological Problems and How To Reduce ThemDocumento4 pagineTribological Problems and How To Reduce ThemMark Nassef NaguibNessuna valutazione finora
- Church and StateDocumento10 pagineChurch and StateMark Nassef NaguibNessuna valutazione finora
- Access Control Notes MarkDocumento1 paginaAccess Control Notes MarkMark Nassef NaguibNessuna valutazione finora
- Print Close WindowDocumento1 paginaPrint Close WindowMark Nassef NaguibNessuna valutazione finora
- IT RackDocumento1 paginaIT RackMark Nassef NaguibNessuna valutazione finora
- Chiller Base: Item Description Unit QTY Rate Amount L.E. L.E. Option 1 - No Connections in The I - BeamsDocumento1 paginaChiller Base: Item Description Unit QTY Rate Amount L.E. L.E. Option 1 - No Connections in The I - BeamsMark Nassef NaguibNessuna valutazione finora
- Client: DR - Hosam Zaki Project: Ganin Fertility Center. PROECT NO.: 452 DATE: 15 AUG, 2011 REV.: 0 PACKAGE (II) : MEP & Finishings - Main BuildingDocumento1 paginaClient: DR - Hosam Zaki Project: Ganin Fertility Center. PROECT NO.: 452 DATE: 15 AUG, 2011 REV.: 0 PACKAGE (II) : MEP & Finishings - Main BuildingMark Nassef NaguibNessuna valutazione finora
- CR 10-16Documento5 pagineCR 10-16Mark Nassef NaguibNessuna valutazione finora
- GeneratorDocumento4 pagineGeneratorMark Nassef NaguibNessuna valutazione finora
- Acmee 2018Documento6 pagineAcmee 2018Ishu AroraNessuna valutazione finora
- Ak-90le SuezDocumento1 paginaAk-90le Suezinversiones del peruNessuna valutazione finora
- Mech Control of Corrosion On Underwater PilesDocumento14 pagineMech Control of Corrosion On Underwater PilesBalaji GuruNessuna valutazione finora
- Lube Oil Replenishment Procedure Air CompDocumento3 pagineLube Oil Replenishment Procedure Air CompGulraiz ShaukatNessuna valutazione finora
- Spec Product PertaminaDocumento8 pagineSpec Product PertaminaErik AlfiandyNessuna valutazione finora
- Mcnally Sayaji Engineering LimitedDocumento54 pagineMcnally Sayaji Engineering LimitedUtpalSahaNessuna valutazione finora
- AM Industry - Steel PrequalificationDocumento63 pagineAM Industry - Steel PrequalificationAbdul RaqeebNessuna valutazione finora
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape Metal (Fox Chapel Publishing) Over 400 Step-by-Step Photos to Help You Learn Hands-On Welding and Avoid Common Mistakes - Andrew PearceDocumento6 pagineFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape Metal (Fox Chapel Publishing) Over 400 Step-by-Step Photos to Help You Learn Hands-On Welding and Avoid Common Mistakes - Andrew Pearcecazikoce0% (1)
- Kerala Electrical and Allied Engineering Co. LTD (KEL), Mamala UnitDocumento45 pagineKerala Electrical and Allied Engineering Co. LTD (KEL), Mamala UnitVishal VsNessuna valutazione finora
- Universal Rutile Electrode: Tip ColourDocumento1 paginaUniversal Rutile Electrode: Tip Colourmohamed AdelNessuna valutazione finora
- APL APOLLO - Chaukhat - Catalogue A4 English - 04 03 2022 - Low ResDocumento48 pagineAPL APOLLO - Chaukhat - Catalogue A4 English - 04 03 2022 - Low ResarrsshaNessuna valutazione finora
- Company Profil CV - Citra Harapan Jaya All CustomerDocumento6 pagineCompany Profil CV - Citra Harapan Jaya All Customersutrisno00Nessuna valutazione finora
- Toyo - Heat Exchanger-1Documento70 pagineToyo - Heat Exchanger-1alokbdas100% (1)
- Top Grades Tags: Home About Us Product E-Stock Selling List Contact UsDocumento3 pagineTop Grades Tags: Home About Us Product E-Stock Selling List Contact Usarief setiawanNessuna valutazione finora
- BHELDocumento56 pagineBHELAjay Kumar100% (1)
- Praxair Oxygen EnrichmentDocumento2 paginePraxair Oxygen EnrichmentsyamNessuna valutazione finora
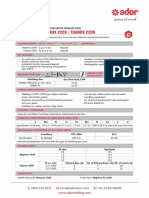
- MIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelDocumento1 paginaMIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelV U P RaoNessuna valutazione finora
- PULL OFF TEST - Adhesion TestingDocumento6 paginePULL OFF TEST - Adhesion TestingAlsonChin100% (2)
- Fixture (Tool) - Wikipedia, The Free EncyclopediaDocumento4 pagineFixture (Tool) - Wikipedia, The Free Encyclopediaचन्दनप्रसादNessuna valutazione finora
- Triumph Twist Drill CatalogDocumento64 pagineTriumph Twist Drill CatalogCarbide Processors IncNessuna valutazione finora
- JSW Cold Rolled Brochure PDFDocumento22 pagineJSW Cold Rolled Brochure PDFJaison JacobNessuna valutazione finora
- Langmuir-Hinshelwood Kinetics - A Theoretical Study: K. Vasanth Kumar, K. Porkodi, F. RochaDocumento3 pagineLangmuir-Hinshelwood Kinetics - A Theoretical Study: K. Vasanth Kumar, K. Porkodi, F. RochaAmanda PontesNessuna valutazione finora
- Introduction To /hydrogen Induced Cracking (HIC)Documento5 pagineIntroduction To /hydrogen Induced Cracking (HIC)Raghvendra SinghNessuna valutazione finora
- Wrought IronDocumento28 pagineWrought IronDurham bryleyNessuna valutazione finora
- HSC 7450 8230Documento2 pagineHSC 7450 8230HINDUSTHAN SPECIALITY CHEMICAL LTDNessuna valutazione finora
- How To Make Fake - 20 NotesDocumento4 pagineHow To Make Fake - 20 NotesPaulo ExtoNessuna valutazione finora
- Casing Integrity TestingDocumento1 paginaCasing Integrity TestingKim MissonNessuna valutazione finora
- Me137l - Shopreport - No. Quenching and TemperingDocumento10 pagineMe137l - Shopreport - No. Quenching and TemperingJag MasterNessuna valutazione finora