Potrebbero piacerti anche
- Introducción Al MantenimientoDocumento27 pagineIntroducción Al MantenimientoFrancisco PatracaNessuna valutazione finora
- Balanceo de Lineas de ProduccionDocumento42 pagineBalanceo de Lineas de ProduccionTorres Colunga JulioNessuna valutazione finora
- Energia Libre PDFDocumento90 pagineEnergia Libre PDFmadeheis100% (2)
- UF1125 - Técnicas de programación en fabricación mecánicaDa EverandUF1125 - Técnicas de programación en fabricación mecánicaNessuna valutazione finora
- 1.4 - OpexDocumento14 pagine1.4 - OpexJULIANA CORONA RIOS DENISSENessuna valutazione finora
- Guia de Verificacion InvimaDocumento31 pagineGuia de Verificacion Invimayesid1717Nessuna valutazione finora
- PARA Alum Nos Manual de Practicas de Higiene y Seguridad IndustrialDocumento58 paginePARA Alum Nos Manual de Practicas de Higiene y Seguridad Industrialeuler9999999Nessuna valutazione finora
- Caso Analisis de PratiDocumento9 pagineCaso Analisis de PratiSilvanaAlvarez100% (1)
- Manufactura ProyectoDocumento23 pagineManufactura ProyectoGerman Usiel Alvarado Zapata0% (1)
- Boleta de Venta Electronica Impresion 4026 PDFDocumento1 paginaBoleta de Venta Electronica Impresion 4026 PDFRonald AlexisNessuna valutazione finora
- Celulas de Manufactura - 1er ParcialDocumento80 pagineCelulas de Manufactura - 1er ParcialPerez Sanchez Miriam Jared50% (2)
- Unidad 3 BodegasDocumento23 pagineUnidad 3 BodegasAnonymous xd53wJVnNNessuna valutazione finora
- Temario Estudio de Tiempos y Movimientos PDFDocumento2 pagineTemario Estudio de Tiempos y Movimientos PDFErnesto GPNessuna valutazione finora
- Mantenimiento Llenadora de BotellasDocumento33 pagineMantenimiento Llenadora de BotellasAlex Murillo VirreiraNessuna valutazione finora
- Tesis - Isai Estudio de TiemposDocumento157 pagineTesis - Isai Estudio de TiemposAlan Isai Valdez Castrejón100% (1)
- Que Es Una Línea de ProducciónDocumento1 paginaQue Es Una Línea de ProducciónJacqui Daniela Morales GomezNessuna valutazione finora
- Diseño de Moldes de Inyección PDFDocumento21 pagineDiseño de Moldes de Inyección PDFJuan Carlos JimenezNessuna valutazione finora
- Líneas de ProducciónDocumento13 pagineLíneas de ProducciónRicardo HerreraNessuna valutazione finora
- Mat4 U6 Sesión 04Documento8 pagineMat4 U6 Sesión 04Elmer EscobedoNessuna valutazione finora
- Caso CamperDocumento3 pagineCaso CamperMara VelasquezNessuna valutazione finora
- Lineas de ProducciónDocumento14 pagineLineas de ProducciónAlbert David RengifoNessuna valutazione finora
- Los Costos Del Programa 5SDocumento3 pagineLos Costos Del Programa 5SGerard valeraNessuna valutazione finora
- Análisis de Las Líneas de Producción Automatizadas PDFDocumento4 pagineAnálisis de Las Líneas de Producción Automatizadas PDFmaxileo4Nessuna valutazione finora
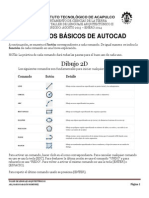
- Comandos Basicos AutocadDocumento4 pagineComandos Basicos AutocadAlejandra Martínez SantamaríaNessuna valutazione finora
- Exposicion de Diseño de PlantasDocumento33 pagineExposicion de Diseño de PlantasErvis GregorioNessuna valutazione finora
- Proyecto AutomatizacionDocumento66 pagineProyecto AutomatizacioncemhaxNessuna valutazione finora
- InformeDocumento105 pagineInformeLeo Martinez RosasNessuna valutazione finora
- Proceso de DobladoDocumento14 pagineProceso de Dobladoreky5milNessuna valutazione finora
- Costos de ManufacturaDocumento66 pagineCostos de ManufacturaWiliam ParedesNessuna valutazione finora
- Premios Nacional e Internacional de CalidadDocumento15 paginePremios Nacional e Internacional de Calidadparka1234Nessuna valutazione finora
- 2 - Evolucion de La ManufacturaDocumento33 pagine2 - Evolucion de La ManufacturaamypinochaNessuna valutazione finora
- Libroleanmanufacturing 130617071025 Phpapp01Documento178 pagineLibroleanmanufacturing 130617071025 Phpapp01Diego BecerraNessuna valutazione finora
- Antologia Algoritmos YLenguajesDocumento45 pagineAntologia Algoritmos YLenguajesanon_662418665100% (3)
- Premios Nacionales e Internacionales de Calidad en El Pais Tema 4.5Documento13 paginePremios Nacionales e Internacionales de Calidad en El Pais Tema 4.5Diaana Brilly Abarca LautnerNessuna valutazione finora
- Historia de La ManufacturaDocumento5 pagineHistoria de La ManufacturaJonathan CalderónNessuna valutazione finora
- ITSE3Documento32 pagineITSE3AlexisGarcíaNessuna valutazione finora
- PROYECTO-DE-RESIDENCIAS-ANA-Y-ALEX - Final 2Documento79 paginePROYECTO-DE-RESIDENCIAS-ANA-Y-ALEX - Final 2Lucia ReyesNessuna valutazione finora
- Problemas de Física Iv Primer ParcialDocumento16 pagineProblemas de Física Iv Primer ParcialLeslie LewisNessuna valutazione finora
- TornosDocumento55 pagineTornossebastian100% (1)
- Mente Factura PDFDocumento20 pagineMente Factura PDFLuis Mario Rodríguez RosasNessuna valutazione finora
- Juntas o EmpaquesDocumento9 pagineJuntas o Empaquesbrayan0% (1)
- Manual ResidenciasDocumento30 pagineManual ResidenciasJuan PerezNessuna valutazione finora
- Automatización (PLC)Documento14 pagineAutomatización (PLC)Enrique GarciaNessuna valutazione finora
- Manufactura Avanzada PDFDocumento8 pagineManufactura Avanzada PDFAarón Hernández SalinasNessuna valutazione finora
- Mejora ContinuaDocumento23 pagineMejora ContinuaWisky VAN ValquiriaNessuna valutazione finora
- Orden y Limpieza 5sDocumento28 pagineOrden y Limpieza 5smaria alejandra martinezNessuna valutazione finora
- Propuesta para La Implementación de La Metodología de Mejora 5s en Una Línea de Producción de Panes de MoldeDocumento121 paginePropuesta para La Implementación de La Metodología de Mejora 5s en Una Línea de Producción de Panes de MoldeeriNessuna valutazione finora
- Catálogo Ferreteria AgrícolaDocumento126 pagineCatálogo Ferreteria Agrícolajose_07esNessuna valutazione finora
- Qué Es La ManufacturaDocumento8 pagineQué Es La ManufacturaKristy CarmonaNessuna valutazione finora
- Unidad 4 Premios de La CalidadDocumento33 pagineUnidad 4 Premios de La CalidadMaty Blancarte IribeNessuna valutazione finora
- FORDISMODocumento13 pagineFORDISMOSarahii Cruz CastiillooNessuna valutazione finora
- Administración Del Mantenimiento (PRESENTACION)Documento92 pagineAdministración Del Mantenimiento (PRESENTACION)J Arnaldo FloresNessuna valutazione finora
- Sistemas AutomáticosDocumento37 pagineSistemas AutomáticosJose MaraviNessuna valutazione finora
- Grupos TecnológicosDocumento21 pagineGrupos TecnológicosGerardo Corral Lugo50% (2)
- Ingenieria de PlantaDocumento13 pagineIngenieria de PlantaYenili Mex SanchezNessuna valutazione finora
- Capitulo 2 Proceso de Planeacion EstrategicaDocumento11 pagineCapitulo 2 Proceso de Planeacion EstrategicaDaniel Ivan PardoNessuna valutazione finora
- Sistema de Manufactura AvanzadaDocumento73 pagineSistema de Manufactura AvanzadaEdwinArohuancaNessuna valutazione finora
- Qué Es El Control Auxiliar de ProducciónDocumento2 pagineQué Es El Control Auxiliar de ProducciónEdgar Jair Franco GonzálezNessuna valutazione finora
- Investigación de Tecnicas para El Diseño y Desarrollo de Procesos ETLDocumento4 pagineInvestigación de Tecnicas para El Diseño y Desarrollo de Procesos ETLAlbertoNessuna valutazione finora
- Trabajo Sobre El BruñidoDocumento26 pagineTrabajo Sobre El BruñidoEdgardo MendozaNessuna valutazione finora
- Técnicas de Selección de TransporteDocumento4 pagineTécnicas de Selección de Transportejosue mendez hernandez100% (1)
- Business IntelligenceDocumento4 pagineBusiness IntelligenceOcminSangamaRuthNessuna valutazione finora
- Libro Dibujo ElectronicoDocumento30 pagineLibro Dibujo ElectronicoAnonymous vKUGbRQNessuna valutazione finora
- IntroduccionDocumento14 pagineIntroduccionIsaura MartinezNessuna valutazione finora
- Investigacion1 Sistemas de ManufacturaDocumento24 pagineInvestigacion1 Sistemas de ManufacturaAngel Miguel Vazquez Hernandez0% (1)
- Taylorismo Fordismo Toyotismo OPEXDocumento5 pagineTaylorismo Fordismo Toyotismo OPEXValdivieso RobertoNessuna valutazione finora
- Sistemas de ManufacturaDocumento15 pagineSistemas de ManufacturaJC RivNessuna valutazione finora
- Afpt1 U2 A2 DadaDocumento4 pagineAfpt1 U2 A2 Dadareyna de corazonesNessuna valutazione finora
- Sensores - TelecomunicacionesDocumento16 pagineSensores - TelecomunicacioneskaaguirreNessuna valutazione finora
- Integración de PIC18F2455 Con LabVIEW 8.2 Con MpusbapiDocumento19 pagineIntegración de PIC18F2455 Con LabVIEW 8.2 Con Mpusbapiheiner91Nessuna valutazione finora
- Conceptos OfdmDocumento42 pagineConceptos OfdmKevin FloresNessuna valutazione finora
- Ejercicio Clase 8 en ExcelDocumento2 pagineEjercicio Clase 8 en ExcelClaudio SaNessuna valutazione finora
- Propuesta Balsamo de ToluDocumento4 paginePropuesta Balsamo de ToluSamuel Gutierrez AtenciaNessuna valutazione finora
- Reglas de La HayaDocumento9 pagineReglas de La HayadanyNessuna valutazione finora
- Raa 921Documento100 pagineRaa 921Sebastian ArdilesNessuna valutazione finora
- Direct - Elab. Trab. Investigacion. Microeconomia 2022-II.Documento9 pagineDirect - Elab. Trab. Investigacion. Microeconomia 2022-II.ARACELI FABIOLA TORRES VASQUEZNessuna valutazione finora
- Anexo Técnico Mejoramiento Y Mantenimiento de La Carretera Sabaneta - Coveñas Ruta 90 en El Departamento de SucreDocumento17 pagineAnexo Técnico Mejoramiento Y Mantenimiento de La Carretera Sabaneta - Coveñas Ruta 90 en El Departamento de SucreCARLOS BARBANTINessuna valutazione finora
- LabquimicaDocumento2 pagineLabquimicaMabel Vega ChNessuna valutazione finora
- Estructura de Un AutomatismoDocumento19 pagineEstructura de Un AutomatismoVicente SolisNessuna valutazione finora
- Experiencia de ReynoldsDocumento4 pagineExperiencia de ReynoldsMiguel Alexander Palmer LozadaNessuna valutazione finora
- Validacion Cama ClinicaDocumento4 pagineValidacion Cama ClinicaManuel Alexander Ramos HuamánNessuna valutazione finora
- Loma de Pajarito-Metrocable La Aurora-Restaurante Las HamacasDocumento3 pagineLoma de Pajarito-Metrocable La Aurora-Restaurante Las HamacasDaniel Santiago Zuñiga PeñaNessuna valutazione finora
- s500 LincolnDocumento47 pagines500 Lincolnjorge varNessuna valutazione finora
- Fallas en Columnas de ViviendasDocumento7 pagineFallas en Columnas de ViviendasJoel Perez CruzNessuna valutazione finora
- Caso de EstudioDocumento10 pagineCaso de EstudioAdriana SalazarNessuna valutazione finora
- Caña de AzucarrDocumento19 pagineCaña de AzucarrMelissa Mendoza EspinosaNessuna valutazione finora
- Catalogo Optilux IluminaciónDocumento74 pagineCatalogo Optilux IluminacióningeniosonNessuna valutazione finora
- Ejercicios 3er Parcial PDFDocumento1 paginaEjercicios 3er Parcial PDFMariana Z.ANessuna valutazione finora
- Separata 1Documento47 pagineSeparata 1John ArnaldoNessuna valutazione finora
- Solicitud PréstamosDocumento2 pagineSolicitud Préstamoslenny soto de muñozNessuna valutazione finora