Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Xylan Offshore FlierDocumento2 pagineXylan Offshore FlierpandiangvNessuna valutazione finora
- WRC Input InstructionDocumento2 pagineWRC Input InstructionpandiangvNessuna valutazione finora
- As Me Certificate Holder ReportDocumento5 pagineAs Me Certificate Holder ReportpandiangvNessuna valutazione finora
- Crosby Eye Bolt G 291Documento1 paginaCrosby Eye Bolt G 291pandiangvNessuna valutazione finora
- 999 Industrial Guide 2010Documento42 pagine999 Industrial Guide 2010kasosei100% (1)
- Studding Outlets Dimensions & SpecificationsDocumento2 pagineStudding Outlets Dimensions & SpecificationspandiangvNessuna valutazione finora
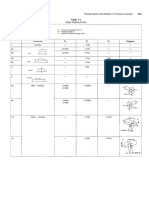
- Force and Moment Sketches ModelDocumento1 paginaForce and Moment Sketches ModelpandiangvNessuna valutazione finora
- Peppers Catalogue Approved AccessoriesDocumento16 paginePeppers Catalogue Approved AccessoriespandiangvNessuna valutazione finora
- Washer ThicknessDocumento2 pagineWasher ThicknesspandiangvNessuna valutazione finora
- 06 Eurocodes Steel Workshop WALDDocumento6 pagine06 Eurocodes Steel Workshop WALDpandiangvNessuna valutazione finora
- CharttorqueswgDocumento2 pagineCharttorqueswgYutana RuxnakNessuna valutazione finora
- Ship Motion LoadDocumento4 pagineShip Motion LoadpandiangvNessuna valutazione finora
- Nut DetailsDocumento1 paginaNut DetailspandiangvNessuna valutazione finora
- Peppers Catalogue Approved AccessoriesDocumento16 paginePeppers Catalogue Approved AccessoriespandiangvNessuna valutazione finora
- Design Base Plate ThicknessDocumento6 pagineDesign Base Plate ThicknesspandiangvNessuna valutazione finora
- UBC DIVISION-III (Wind Design) : Ce Combined Height, Exposure & Gust Factor CoeffDocumento4 pagineUBC DIVISION-III (Wind Design) : Ce Combined Height, Exposure & Gust Factor CoeffpandiangvNessuna valutazione finora
- A Lok Tube FittingsDocumento88 pagineA Lok Tube FittingsCesarNessuna valutazione finora
- Wind Load Calculation ReportDocumento2 pagineWind Load Calculation ReportpandiangvNessuna valutazione finora
- Buoyancy: M. Bahrami Fluid Mechanics (S 09) Fluid Statics 9Documento5 pagineBuoyancy: M. Bahrami Fluid Mechanics (S 09) Fluid Statics 9RonoNessuna valutazione finora
- S2 - Jaw and Jaw-136Documento1 paginaS2 - Jaw and Jaw-136pandiangvNessuna valutazione finora
- Pub57 - CDS - Guide (2006 W-2010 Update)Documento78 paginePub57 - CDS - Guide (2006 W-2010 Update)Russ FordNessuna valutazione finora
- F1554 Grade 105 - F1554 Anchor BoltsDocumento2 pagineF1554 Grade 105 - F1554 Anchor BoltspandiangvNessuna valutazione finora
- Project Execution PlanDocumento1 paginaProject Execution PlanpandiangvNessuna valutazione finora
- Design and Development PlanningDocumento6 pagineDesign and Development PlanningpandiangvNessuna valutazione finora
- Load-Carrying Capacity Analysis On Derrick of Offshore Module Drilling RigDocumento12 pagineLoad-Carrying Capacity Analysis On Derrick of Offshore Module Drilling RigpandiangvNessuna valutazione finora
- N1192-ST - Colour CoadingDocumento4 pagineN1192-ST - Colour CoadingpandiangvNessuna valutazione finora
- Guidance Notes RevisionDocumento8 pagineGuidance Notes RevisionpandiangvNessuna valutazione finora
- TMCP Steels For Offshore StructuresDocumento3 pagineTMCP Steels For Offshore StructurespandiangvNessuna valutazione finora
- FAC1 Z 833001 - Rev 5Documento1 paginaFAC1 Z 833001 - Rev 5pandiangv100% (1)