Potrebbero piacerti anche
- The Smith Generator BlueprintsDocumento36 pagineThe Smith Generator BlueprintsZoran AleksicNessuna valutazione finora
- Get Rich and Financially Independent with The Wealthy BarberDocumento219 pagineGet Rich and Financially Independent with The Wealthy BarbercutefrenzyNessuna valutazione finora
- Pipe Thickness Calculation PDFDocumento1 paginaPipe Thickness Calculation PDFHeny Martha67% (3)
- Pipe Wall Thickness (ASME B31.3)Documento12 paginePipe Wall Thickness (ASME B31.3)Rachmad HidayatNessuna valutazione finora
- 577 ExerciseDocumento40 pagine577 Exerciseariyamanjula2914100% (1)
- PTC & Branch Calc_ASME B31.3_Upto NPS 24 for hot water washingDocumento4 paginePTC & Branch Calc_ASME B31.3_Upto NPS 24 for hot water washingalvinchuan100% (1)
- Pipe Thickness Calculation For Straight Pipe Under Internal PressureDocumento7 paginePipe Thickness Calculation For Straight Pipe Under Internal PressureMakhdoom Ibad HashmiNessuna valutazione finora
- CBT For BDDDocumento13 pagineCBT For BDDGregg Williams100% (5)
- Nozzle ProDocumento185 pagineNozzle Progoodspeed_ph83% (6)
- AS4041 ASME B31 - 3 Pipe Wall ThicknessDocumento11 pagineAS4041 ASME B31 - 3 Pipe Wall Thicknessamini_mohiNessuna valutazione finora
- Audio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionDocumento29 pagineAudio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionLuc SchramNessuna valutazione finora
- DS Barred Tee (Rev)Documento2 pagineDS Barred Tee (Rev)Advis100% (2)
- ASME B31.3 Process Piping Wall Thickness CalculationDocumento27 pagineASME B31.3 Process Piping Wall Thickness CalculationJesus Magallanes SNessuna valutazione finora
- ASME B31 3 Calculator V2Documento11 pagineASME B31 3 Calculator V2gerrydimayuga100% (3)
- Pipes. Maximum Span Between Pipe Supports For A Given Maximum Bending StressDocumento58 paginePipes. Maximum Span Between Pipe Supports For A Given Maximum Bending StressJOELNessuna valutazione finora
- Welding Defects GuideDocumento16 pagineWelding Defects Guidepozolab0% (1)
- Welding Defects GuideDocumento16 pagineWelding Defects Guidepozolab0% (1)
- Pipes. Wall Thickness Calculation According ASME B31.3Documento98 paginePipes. Wall Thickness Calculation According ASME B31.3Saravanan SilambanNessuna valutazione finora
- 8 AS4041 ASME B31 3 Pipe Wall ThicknessDocumento8 pagine8 AS4041 ASME B31 3 Pipe Wall ThicknessĐinh Thiện SỹNessuna valutazione finora
- Weld Faults QuestionsDocumento70 pagineWeld Faults QuestionscutefrenzyNessuna valutazione finora
- Pipes. Wall Thickness Calculation According ASME B31.3Documento125 paginePipes. Wall Thickness Calculation According ASME B31.3musaveerNessuna valutazione finora
- ASME/ASTM standards overview for mechanical engineersDocumento3 pagineASME/ASTM standards overview for mechanical engineersrajesh100% (2)
- ASME 31 - 8mDocumento1 paginaASME 31 - 8mMarcoAlbaNessuna valutazione finora
- A Comparitive Study To Find Bend Thickness Calculation Using PASS START ELEMENT TOOLDocumento14 pagineA Comparitive Study To Find Bend Thickness Calculation Using PASS START ELEMENT TOOLJafer SayedNessuna valutazione finora
- Wall Thickness Calculation - ASME B31.8 2007 (Template)Documento1 paginaWall Thickness Calculation - ASME B31.8 2007 (Template)Hendra Yudistira100% (1)
- Thickness Calculation ASME B31.3 (Revised) HP LOOP ELBOWDocumento117 pagineThickness Calculation ASME B31.3 (Revised) HP LOOP ELBOWGohar ZamanNessuna valutazione finora
- AS4041 PRESSURE PIPING - REQUIRED PRESSURE DESIGN WALL THICKNESSDocumento33 pagineAS4041 PRESSURE PIPING - REQUIRED PRESSURE DESIGN WALL THICKNESSaike_5Nessuna valutazione finora
- Pipe cap thickness and coupling rating calculationsDocumento2 paginePipe cap thickness and coupling rating calculationsmasaminathanNessuna valutazione finora
- Pipe Wall Thickness (Complete)Documento40 paginePipe Wall Thickness (Complete)Andri PutraNessuna valutazione finora
- Wall Thickness Pipeline (Gas) B31Documento25 pagineWall Thickness Pipeline (Gas) B31Rais Brian Abdurahman100% (6)
- API 510 Bolted Flat Head ThicknessDocumento11 pagineAPI 510 Bolted Flat Head ThicknessAleiser Quevedo Acuña100% (1)
- SU Blind Plate ThicknessDocumento2 pagineSU Blind Plate Thicknessmanoj19801226100% (1)
- Kathy Davis - Dancing Tango - Passionate Encounters in A Globalizing World-New York University Press (2015)Documento236 pagineKathy Davis - Dancing Tango - Passionate Encounters in A Globalizing World-New York University Press (2015)Csongor KicsiNessuna valutazione finora
- Ansys Multiphysics Systems CouplingDocumento33 pagineAnsys Multiphysics Systems CouplingmanjunathbagaliNessuna valutazione finora
- Pipe Reinforcement Calculation (ASME-B31.3)Documento3 paginePipe Reinforcement Calculation (ASME-B31.3)jenshid100% (2)
- ASME VIII Calc - Shell - HeadsDocumento4 pagineASME VIII Calc - Shell - HeadsMuh Safaat100% (1)
- Design Code: Asme B31.3 Process Piping - For Straight Pipe Under Internal PressureDocumento10 pagineDesign Code: Asme B31.3 Process Piping - For Straight Pipe Under Internal Pressurefaisman100% (1)
- Asme B31.8Documento14 pagineAsme B31.8omar equihua100% (1)
- Wall Thickness Calculation ASME B31!8!2007Documento1 paginaWall Thickness Calculation ASME B31!8!2007shafeeqm3086Nessuna valutazione finora
- Minimum Pipe Thickness - B31.1 - PG1Documento10 pagineMinimum Pipe Thickness - B31.1 - PG1ravivarmadatla2011Nessuna valutazione finora
- Uniform-Section Disk Spring AnalysisDocumento10 pagineUniform-Section Disk Spring Analysischristos032Nessuna valutazione finora
- Wall THK Calculation Asme b31.4Documento5 pagineWall THK Calculation Asme b31.4Dwi Hermawan100% (2)
- Above Ground Piping Wall Thickness CalculationsDocumento7 pagineAbove Ground Piping Wall Thickness Calculationslutfi awn100% (1)
- Pressure Form Test RecordDocumento1 paginaPressure Form Test Recordphyo7799Nessuna valutazione finora
- Pressure Piping Allowable Wall Thickness For Bends (ASME B31.3)Documento2 paginePressure Piping Allowable Wall Thickness For Bends (ASME B31.3)alvinchuanNessuna valutazione finora
- Branch Reinforcement Pad Requirement CalculationDocumento2 pagineBranch Reinforcement Pad Requirement CalculationAntoshal100% (4)
- Catalyst Chage OperationDocumento59 pagineCatalyst Chage OperationcutefrenzyNessuna valutazione finora
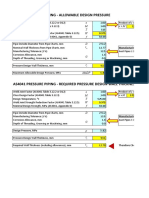
- As4041 Pressure Piping - Allowable Design PressureDocumento1 paginaAs4041 Pressure Piping - Allowable Design Pressurealvinchuan100% (1)
- Wall Thickness Calculation of 36in Gas PipelineDocumento1 paginaWall Thickness Calculation of 36in Gas PipelineLU1228100% (3)
- MD He Tema Asme v0.1Documento31 pagineMD He Tema Asme v0.1Sharon Lambert100% (1)
- Hydrostatic Test Pressure Calculation: Pipe DataDocumento2 pagineHydrostatic Test Pressure Calculation: Pipe DataAkram AlhaddadNessuna valutazione finora
- 8 AS4041 ASME B31 3 Pipe Wall ThicknessDocumento12 pagine8 AS4041 ASME B31 3 Pipe Wall Thicknesswhah11Nessuna valutazione finora
- Cakasa Cakasa: Sea Water Filter Inlet Ine Input Description Unit General DataDocumento6 pagineCakasa Cakasa: Sea Water Filter Inlet Ine Input Description Unit General DatasterlingNessuna valutazione finora
- ASME 31 - 4 CalcDocumento1 paginaASME 31 - 4 CalcMarcoAlbaNessuna valutazione finora
- ASME B31.3 Process PipingDocumento1 paginaASME B31.3 Process PipingalvinchuanNessuna valutazione finora
- Lewis Corporation Case 6-2 - Group 5Documento8 pagineLewis Corporation Case 6-2 - Group 5Om Prakash100% (1)
- Branch Reinforcement Calculation: Pipe Material Design Temperature Design Pressure Allowable StressDocumento32 pagineBranch Reinforcement Calculation: Pipe Material Design Temperature Design Pressure Allowable Stressnitin_bir100% (3)
- ASME B31.3.4.8 Wall Thickness CalculatorDocumento26 pagineASME B31.3.4.8 Wall Thickness Calculatoreko123Nessuna valutazione finora
- Cot 2Documento3 pagineCot 2Kathjoy ParochaNessuna valutazione finora
- Area replacement calculation for CC1 E-1A LNG Vaporizer branchDocumento2 pagineArea replacement calculation for CC1 E-1A LNG Vaporizer branchJahsbuck100% (1)
- Pipe Wall Thickness Calculation (As Per Asme B31.3 Section 304.1.2)Documento1 paginaPipe Wall Thickness Calculation (As Per Asme B31.3 Section 304.1.2)farhadNessuna valutazione finora
- Pipe Wall Thickness Calculation ASME B31.8Documento16 paginePipe Wall Thickness Calculation ASME B31.8DikaAnindyajati100% (2)
- Thickness Calculation For PipeDocumento7 pagineThickness Calculation For PipeNAYEEM100% (5)
- Asme Pipe Wall ThicknessDocumento3 pagineAsme Pipe Wall ThicknessYoke ShuNessuna valutazione finora
- Branch Reinforcement Per Asme B31.4 PipelineDocumento1 paginaBranch Reinforcement Per Asme B31.4 PipelinegateauxboyNessuna valutazione finora
- Piping Thickness by ScheduleDocumento4 paginePiping Thickness by SchedulekkabbaraNessuna valutazione finora
- Pipe Wall Thickness Calculation ASME B31.3 Straight PipeDocumento5 paginePipe Wall Thickness Calculation ASME B31.3 Straight Pipeaike_5Nessuna valutazione finora
- A11Documento1 paginaA11liviu_dovaNessuna valutazione finora
- Spiral Wound GasketsDocumento3 pagineSpiral Wound GasketsHarish GundaNessuna valutazione finora
- As4041 Pressure Piping - Allowable Design Pressure: E M T W F D ExmDocumento8 pagineAs4041 Pressure Piping - Allowable Design Pressure: E M T W F D ExmAkhil CNessuna valutazione finora
- 8 AS4041 ASME B31 3 Pipe Wall ThicknessDocumento12 pagine8 AS4041 ASME B31 3 Pipe Wall ThicknessAnggaNessuna valutazione finora
- As4041 Pressure Piping Allowable Wall Thickness For BendsDocumento1 paginaAs4041 Pressure Piping Allowable Wall Thickness For BendsalvinchuanNessuna valutazione finora
- Asme B31.3 Process Piping - Asme B31.3 Process Piping - Allowable Design Pressureallowable Design PressureDocumento1 paginaAsme B31.3 Process Piping - Asme B31.3 Process Piping - Allowable Design Pressureallowable Design PressureRicardo LanderNessuna valutazione finora
- AS4041 ASME B31 - 3 Pipe Wall ThicknessDocumento1 paginaAS4041 ASME B31 - 3 Pipe Wall ThicknesselleNessuna valutazione finora
- Case Study To Find Pipe Thickness Calculation Using PASS START ELEMENT TOOLDocumento13 pagineCase Study To Find Pipe Thickness Calculation Using PASS START ELEMENT TOOLJafer SayedNessuna valutazione finora
- RDC Product CatalogDocumento4 pagineRDC Product CatalogcutefrenzyNessuna valutazione finora
- Nickel Alloy Material SelectionDocumento39 pagineNickel Alloy Material SelectioncutefrenzyNessuna valutazione finora
- Effect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon SteelDocumento5 pagineEffect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon Steelmalika_00Nessuna valutazione finora
- Belzona 1391Documento2 pagineBelzona 1391cutefrenzyNessuna valutazione finora
- Genralized Corrosion Cost AnalysisDocumento34 pagineGenralized Corrosion Cost AnalysiscutefrenzyNessuna valutazione finora
- XRF and XRDDocumento2 pagineXRF and XRDcutefrenzyNessuna valutazione finora
- Tempil-Iron Carbon DiagramDocumento1 paginaTempil-Iron Carbon DiagramcutefrenzyNessuna valutazione finora
- Effect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon SteelDocumento5 pagineEffect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon Steelmalika_00Nessuna valutazione finora
- Keep Computer Awake - Alt + F8 To Break Into Loop and ExitDocumento3 pagineKeep Computer Awake - Alt + F8 To Break Into Loop and ExitcutefrenzyNessuna valutazione finora
- Peening and FatigueDocumento6 paginePeening and FatiguecutefrenzyNessuna valutazione finora
- Mek4450 Ife Day1 Lesson2Documento32 pagineMek4450 Ife Day1 Lesson2cutefrenzyNessuna valutazione finora
- Mine Development Surface Water Engineering PlanDocumento10 pagineMine Development Surface Water Engineering PlancutefrenzyNessuna valutazione finora
- Fundamentals of Multiphase FlowDocumento410 pagineFundamentals of Multiphase FlowF.L.YNessuna valutazione finora
- Oil & Gas Downstream - EN-weldingDocumento22 pagineOil & Gas Downstream - EN-weldingcutefrenzyNessuna valutazione finora
- Intro To Basic UTDocumento41 pagineIntro To Basic UTgirish310100% (1)
- Hfss 2way Thermal DimensionsDocumento34 pagineHfss 2way Thermal DimensionscutefrenzyNessuna valutazione finora
- Support Design PDFDocumento42 pagineSupport Design PDFbalramkinageNessuna valutazione finora
- Manual Recipientes Sometidos Presion PDFDocumento29 pagineManual Recipientes Sometidos Presion PDFckkashyap0007Nessuna valutazione finora
- Eddy Current Carburzation Measurements in TubesDocumento9 pagineEddy Current Carburzation Measurements in TubescutefrenzyNessuna valutazione finora
- IOS Interior Routing ProtocolsDocumento1 paginaIOS Interior Routing ProtocolsRhythum KumarNessuna valutazione finora
- Read Me InterimDocumento1 paginaRead Me InterimcutefrenzyNessuna valutazione finora
- ReadmeDocumento1 paginaReadmecutefrenzyNessuna valutazione finora
- Equilibruim of Forces and How Three Forces Meet at A PointDocumento32 pagineEquilibruim of Forces and How Three Forces Meet at A PointSherif Yehia Al MaraghyNessuna valutazione finora
- Peran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiDocumento19 paginePeran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiCynthia HtbNessuna valutazione finora
- Meet Your TeamDocumento2 pagineMeet Your TeamAyushman MathurNessuna valutazione finora
- Kate Elizabeth Bokan-Smith ThesisDocumento262 pagineKate Elizabeth Bokan-Smith ThesisOlyaGumenNessuna valutazione finora
- Problem Set SolutionsDocumento16 pagineProblem Set SolutionsKunal SharmaNessuna valutazione finora
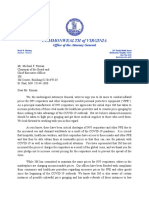
- Letter From Attorneys General To 3MDocumento5 pagineLetter From Attorneys General To 3MHonolulu Star-AdvertiserNessuna valutazione finora
- Command List-6Documento3 pagineCommand List-6Carlos ArbelaezNessuna valutazione finora
- CDI-AOS-CX 10.4 Switching Portfolio Launch - Lab V4.01Documento152 pagineCDI-AOS-CX 10.4 Switching Portfolio Launch - Lab V4.01Gilles DellaccioNessuna valutazione finora
- France Winckler Final Rev 1Documento14 pagineFrance Winckler Final Rev 1Luciano Junior100% (1)
- Assembly ModelingDocumento222 pagineAssembly ModelingjdfdfererNessuna valutazione finora
- Iphoneos 31Documento159 pagineIphoneos 31Ivan VeBoNessuna valutazione finora
- Level 10 Halfling For DCCDocumento1 paginaLevel 10 Halfling For DCCQunariNessuna valutazione finora
- BIT 4107 Mobile Application DevelopmentDocumento136 pagineBIT 4107 Mobile Application DevelopmentVictor NyanumbaNessuna valutazione finora
- Simba s7d Long Hole Drill RigDocumento2 pagineSimba s7d Long Hole Drill RigJaime Asis LopezNessuna valutazione finora
- Rapport DharaviDocumento23 pagineRapport DharaviUrbanistes du MondeNessuna valutazione finora
- PNBONE_mPassbook_134611_6-4-2024_13-4-2024_0053XXXXXXXX00 (1) (1)Documento3 paginePNBONE_mPassbook_134611_6-4-2024_13-4-2024_0053XXXXXXXX00 (1) (1)imtiyaz726492Nessuna valutazione finora
- Chapter 19 - 20 Continuous Change - Transorganizational ChangeDocumento12 pagineChapter 19 - 20 Continuous Change - Transorganizational ChangeGreen AvatarNessuna valutazione finora
- Why Choose Medicine As A CareerDocumento25 pagineWhy Choose Medicine As A CareerVinod KumarNessuna valutazione finora
- EIRA v0.8.1 Beta OverviewDocumento33 pagineEIRA v0.8.1 Beta OverviewAlexQuiñonesNietoNessuna valutazione finora
- Hi-Line Sportsmen Banquet Is February 23rd: A Chip Off The Ol' Puck!Documento8 pagineHi-Line Sportsmen Banquet Is February 23rd: A Chip Off The Ol' Puck!BS Central, Inc. "The Buzz"Nessuna valutazione finora
- WWW - Commonsensemedia - OrgDocumento3 pagineWWW - Commonsensemedia - Orgkbeik001Nessuna valutazione finora
- MCQ Ch16solDocumento4 pagineMCQ Ch16solandiswahlongwa870Nessuna valutazione finora
- 1st SemDocumento3 pagine1st SemARUPARNA MAITYNessuna valutazione finora