Potrebbero piacerti anche
- Abrasive Water Jet Perforation and Multi-Stage FracturingDa EverandAbrasive Water Jet Perforation and Multi-Stage FracturingNessuna valutazione finora
- Oilfield Services Training - Section MillingDocumento51 pagineOilfield Services Training - Section Millingvodaiuy100% (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Da EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Valutazione: 5 su 5 stelle5/5 (2)
- Fundamentals of Horizontal Wellbore Cleanout: Theory and Applications of Rotary Jetting TechnologyDa EverandFundamentals of Horizontal Wellbore Cleanout: Theory and Applications of Rotary Jetting TechnologyNessuna valutazione finora
- Shale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementDa EverandShale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementValutazione: 4.5 su 5 stelle4.5/5 (2)
- Sand Control and Gravel Packing Techniques: It Never Rains in the Oil Field!Da EverandSand Control and Gravel Packing Techniques: It Never Rains in the Oil Field!Valutazione: 5 su 5 stelle5/5 (1)
- A Practical Handbook for Drilling Fluids ProcessingDa EverandA Practical Handbook for Drilling Fluids ProcessingNessuna valutazione finora
- G19PA Tutorials - Chapter 2 (Conventional Completion)Documento19 pagineG19PA Tutorials - Chapter 2 (Conventional Completion)Roshan GillNessuna valutazione finora
- Whipstock Brochure From ITSDocumento2 pagineWhipstock Brochure From ITSmyounis82Nessuna valutazione finora
- Uses of PackersDocumento13 pagineUses of Packersmohamed_sahnoun_enisNessuna valutazione finora
- Case Study of Wireline Fishing - Hany MetwallyDocumento5 pagineCase Study of Wireline Fishing - Hany Metwallyazareiforoush100% (1)
- SPE 90821 Solid Expandable Tubular Technology: The Value of Planned Installation vs. ContingencyDocumento8 pagineSPE 90821 Solid Expandable Tubular Technology: The Value of Planned Installation vs. ContingencymsmsoftNessuna valutazione finora
- Packer MillingDocumento35 paginePacker Millingmahimoh18Nessuna valutazione finora
- Polish Top LinerDocumento12 paginePolish Top LinerLenis CeronNessuna valutazione finora
- Nabors Company Exam and Answer 2018 PDFDocumento4 pagineNabors Company Exam and Answer 2018 PDFMazhar Badr0% (1)
- (Open Physics) Analysis of Impact Load On Tubing and Shock Absorption During PerforatingDocumento8 pagine(Open Physics) Analysis of Impact Load On Tubing and Shock Absorption During Perforatingjlbarretoa100% (1)
- Riserless DrillingDocumento22 pagineRiserless DrillingAbraham RojasNessuna valutazione finora
- CTU ComponentsDocumento28 pagineCTU ComponentsRufo WuarnerNessuna valutazione finora
- Underbalanced Coiled Tubing Drilled Horizontal Well in The North SeaDocumento6 pagineUnderbalanced Coiled Tubing Drilled Horizontal Well in The North Seatarang_tusharNessuna valutazione finora
- Multilateral SolutionsDocumento6 pagineMultilateral SolutionsGogoNessuna valutazione finora
- Drilling Rig Components Illustration - Komponen Utama PemboranDocumento86 pagineDrilling Rig Components Illustration - Komponen Utama PemboranPuji LestariNessuna valutazione finora
- Radial Cutting Torch 070415Documento4 pagineRadial Cutting Torch 070415Carlos Alberto Aguilera MendezNessuna valutazione finora
- 14 PackersDocumento45 pagine14 PackersJuan Carlos Gonzalez L100% (1)
- Davis Stage Cementing Collar and Equipment PDFDocumento5 pagineDavis Stage Cementing Collar and Equipment PDFPdax FirdausNessuna valutazione finora
- Alaska Wells Group Recommended Practice: CT Operations - Squeeze CementingDocumento29 pagineAlaska Wells Group Recommended Practice: CT Operations - Squeeze CementingMuhammad Shahrukh100% (1)
- Cementing & Casing Accessories Davis-Lynch Equipment CatalogDocumento19 pagineCementing & Casing Accessories Davis-Lynch Equipment CatalogfarajNessuna valutazione finora
- SPE-203872-MS - Multistage FracutringDocumento24 pagineSPE-203872-MS - Multistage Fracutringzach100% (1)
- The Most Accurate Whipstock OrientationDocumento2 pagineThe Most Accurate Whipstock OrientationSaeed AraNessuna valutazione finora
- Plug Setting Tool and Junk Basket: Purpose of The ServiceDocumento15 paginePlug Setting Tool and Junk Basket: Purpose of The Servicerobin2806Nessuna valutazione finora
- Tdas West Shell 091602Documento15 pagineTdas West Shell 091602amin peyvandNessuna valutazione finora
- Side Pocket MandrelDocumento3 pagineSide Pocket MandrelSyameer109Nessuna valutazione finora
- DC Sept08 DeepwaterCementingDocumento6 pagineDC Sept08 DeepwaterCementinganon_634030219Nessuna valutazione finora
- TrackMaster Cased Hole WhipstockDocumento17 pagineTrackMaster Cased Hole WhipstockLoganBohannonNessuna valutazione finora
- BH Liner HangerDocumento9 pagineBH Liner HangerzhiqianxuNessuna valutazione finora
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsDa EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNessuna valutazione finora
- Fundamentals and Applications of Bionic Drilling FluidsDa EverandFundamentals and Applications of Bionic Drilling FluidsNessuna valutazione finora
- Microbial Enhancement of Oil Recovery - Recent AdvancesDa EverandMicrobial Enhancement of Oil Recovery - Recent AdvancesNessuna valutazione finora
- Formulas and Calculations for Drilling OperationsDa EverandFormulas and Calculations for Drilling OperationsNessuna valutazione finora
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbDa EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbValutazione: 4.5 su 5 stelle4.5/5 (11)
- Measurement While Drilling: Signal Analysis, Optimization and DesignDa EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNessuna valutazione finora
- Air and Gas Drilling Manual: Applications for Oil, Gas, Geothermal Fluid Recovery Wells, Specialized Construction Boreholes, and the History and Advent of the Directional DTHDa EverandAir and Gas Drilling Manual: Applications for Oil, Gas, Geothermal Fluid Recovery Wells, Specialized Construction Boreholes, and the History and Advent of the Directional DTHNessuna valutazione finora
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersDa EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNessuna valutazione finora
- Casing and Liners for Drilling and Completion: Design and ApplicationDa EverandCasing and Liners for Drilling and Completion: Design and ApplicationValutazione: 5 su 5 stelle5/5 (3)
- Offshore Gas Hydrates: Origins, Development, and ProductionDa EverandOffshore Gas Hydrates: Origins, Development, and ProductionNessuna valutazione finora
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDa EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNessuna valutazione finora
- Well Integrity for Workovers and RecompletionsDa EverandWell Integrity for Workovers and RecompletionsValutazione: 5 su 5 stelle5/5 (3)
- Drilling Supervisor: Passbooks Study GuideDa EverandDrilling Supervisor: Passbooks Study GuideNessuna valutazione finora
- Methods for Petroleum Well Optimization: Automation and Data SolutionsDa EverandMethods for Petroleum Well Optimization: Automation and Data SolutionsNessuna valutazione finora
- Working Guide to Drilling Equipment and OperationsDa EverandWorking Guide to Drilling Equipment and OperationsValutazione: 5 su 5 stelle5/5 (9)
- The Wildcatters: An Informal History of Oil-Hunting in AmericaDa EverandThe Wildcatters: An Informal History of Oil-Hunting in AmericaNessuna valutazione finora
- TCP Perforating ProgrammeDocumento3 pagineTCP Perforating ProgrammeYougchu LuanNessuna valutazione finora
- Test Procedure For Sand Wash SystemsDocumento1 paginaTest Procedure For Sand Wash SystemsYougchu LuanNessuna valutazione finora
- Setting Up Drilling OfficesDocumento2 pagineSetting Up Drilling OfficesYougchu LuanNessuna valutazione finora
- Job Description - Technical Assistant DrillingDocumento1 paginaJob Description - Technical Assistant DrillingYougchu LuanNessuna valutazione finora
- Job Description - Technical AssistantDocumento1 paginaJob Description - Technical AssistantYougchu LuanNessuna valutazione finora
- Reporting Requirements - Drilling OperationsDocumento2 pagineReporting Requirements - Drilling OperationsYougchu Luan100% (1)
- Job Description - Senior Drilling SupervisorDocumento1 paginaJob Description - Senior Drilling SupervisorYougchu Luan100% (1)
- 1 Problems Setting The Packer: Contingency ProceduresDocumento1 pagina1 Problems Setting The Packer: Contingency ProceduresYougchu LuanNessuna valutazione finora
- Job Description - Drilling SuperintendentDocumento1 paginaJob Description - Drilling SuperintendentYougchu LuanNessuna valutazione finora
- Job Description - Drilling AssistantDocumento1 paginaJob Description - Drilling AssistantYougchu LuanNessuna valutazione finora
- Sand Content - Mud TestingDocumento1 paginaSand Content - Mud TestingYougchu Luan100% (2)
- Solids Content - Mud TestingDocumento1 paginaSolids Content - Mud TestingYougchu LuanNessuna valutazione finora
- Mud PolicyDocumento1 paginaMud PolicyYougchu LuanNessuna valutazione finora
- Theoretical Foundation in NursingDocumento24 pagineTheoretical Foundation in NursingJorie RocoNessuna valutazione finora
- G120 Cu240beDocumento942 pagineG120 Cu240beRaphael Paulino BertiNessuna valutazione finora
- Morning Routine: Cheat SheetDocumento4 pagineMorning Routine: Cheat Sheetvipgaming fourthNessuna valutazione finora
- SPC 200 Manual 170246Documento371 pagineSPC 200 Manual 170246osamaaaaaNessuna valutazione finora
- Burns and Bush Chapter 2Documento14 pagineBurns and Bush Chapter 2Naga Avinash0% (1)
- 03 Task Performance 1 - ARG - MMW - RelevoDocumento4 pagine03 Task Performance 1 - ARG - MMW - Relevocessarine relevoNessuna valutazione finora
- I PU Geography English Medium PDFDocumento211 pagineI PU Geography English Medium PDFMADEGOWDA BSNessuna valutazione finora
- SwatiDocumento23 pagineSwatiShashankNessuna valutazione finora
- Davos ProgramDocumento80 pagineDavos ProgramhamiltajNessuna valutazione finora
- Julia CheatsheetDocumento1 paginaJulia CheatsheetmixarimNessuna valutazione finora
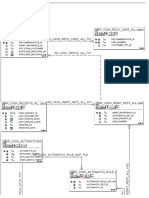
- r121 Auto Cash App ErdDocumento2 paginer121 Auto Cash App ErdLam TranNessuna valutazione finora
- ELTJ (1990) Pyramid Discussions - JordanDocumento9 pagineELTJ (1990) Pyramid Discussions - Jordanmariangoud100% (2)
- 3 Flowserve CatalogueDocumento268 pagine3 Flowserve CatalogueSudherson JagannathanNessuna valutazione finora
- Hemu Kharel Kafle Paper On Drought in Mid and Far Western Nepal NASTDocumento12 pagineHemu Kharel Kafle Paper On Drought in Mid and Far Western Nepal NASTArbind ShresthaNessuna valutazione finora
- 07 Test ADocumento24 pagine07 Test ARashmin ShetNessuna valutazione finora
- Insurance Regulatory & Development Authority Act: Module - 5Documento12 pagineInsurance Regulatory & Development Authority Act: Module - 5RKNessuna valutazione finora
- Unit N°1: Institucion Educativa Politécnico de Soledad English 10ThDocumento3 pagineUnit N°1: Institucion Educativa Politécnico de Soledad English 10ThMaria EscolarNessuna valutazione finora
- чек лист IELTS speaking September-December 2021Documento2 pagineчек лист IELTS speaking September-December 2021Елена КуликоваNessuna valutazione finora
- Bcpp6e TB Ch01Documento32 pagineBcpp6e TB Ch01tnguyen194Nessuna valutazione finora
- Semi-Detailed Lesson Plan in TLE VIDocumento3 pagineSemi-Detailed Lesson Plan in TLE VIPepper Santiago100% (5)
- Course Outline BA301-2Documento4 pagineCourse Outline BA301-2drugs_182Nessuna valutazione finora
- Idemitsu - Super Multi Oil SeriesDocumento2 pagineIdemitsu - Super Multi Oil SeriesarieprachmanNessuna valutazione finora
- Effective Use of Teaching AidsDocumento25 pagineEffective Use of Teaching AidsAdibah AnuarNessuna valutazione finora
- Shape Memory Alloy - SeminarDocumento15 pagineShape Memory Alloy - SeminarGeorgeMThomas33% (3)
- Lesson Plan 6 ReflectionDocumento4 pagineLesson Plan 6 Reflectionapi-295690946Nessuna valutazione finora
- 5 NopauseDocumento95 pagine5 NopauseLA garnerNessuna valutazione finora
- An Effective Cover LetterDocumento4 pagineAn Effective Cover LetterbernmamNessuna valutazione finora
- Managerial LEADERSHIP P WrightDocumento5 pagineManagerial LEADERSHIP P WrighttomorNessuna valutazione finora
- Self-Instructional Manual (SIM) For Self-Directed Learning (SDL)Documento92 pagineSelf-Instructional Manual (SIM) For Self-Directed Learning (SDL)Shannon OpallaNessuna valutazione finora
- For All Sessions, Refer To The Downloaded Course: Customized PlanDocumento7 pagineFor All Sessions, Refer To The Downloaded Course: Customized PlanVishal MalhotraNessuna valutazione finora