Potrebbero piacerti anche
- The Hydrocyclone: International Series of Monographs in Chemical EngineeringDa EverandThe Hydrocyclone: International Series of Monographs in Chemical EngineeringValutazione: 5 su 5 stelle5/5 (3)
- Advanced Distillation Technologies: Design, Control and ApplicationsDa EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNessuna valutazione finora
- Swiss Combi Belt DryerDocumento4 pagineSwiss Combi Belt DryerkapokNessuna valutazione finora
- Effect of Cyclone Diameter On PerformanceDocumento8 pagineEffect of Cyclone Diameter On Performancecheng0219Nessuna valutazione finora
- Cyclone SeperatorDocumento6 pagineCyclone SeperatorHemant KumarNessuna valutazione finora
- Pneumatic ConveyingDocumento33 paginePneumatic ConveyingLuis Angel Lopez CasasNessuna valutazione finora
- Cyclone DesignDocumento10 pagineCyclone DesignOmar EzzatNessuna valutazione finora
- Pickup and Saltation Velocitiesin Pneumatic ConveyingDocumento12 paginePickup and Saltation Velocitiesin Pneumatic ConveyingMichael J. BaneNessuna valutazione finora
- Cyclone Design Equations and Formulas CalculatorDocumento4 pagineCyclone Design Equations and Formulas Calculatords693100% (1)
- Cyclone Separator LucasDocumento28 pagineCyclone Separator LucasAnonymous zOo2mbaVANessuna valutazione finora
- Pneumatic Transport Two Section Bge04Documento2 paginePneumatic Transport Two Section Bge04MugurelVasilescuNessuna valutazione finora
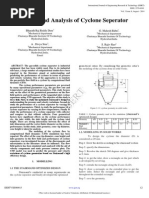
- Design and Analysis of Cyclone SeperatorDocumento9 pagineDesign and Analysis of Cyclone SeperatorMani KandanNessuna valutazione finora
- Expansion, Contraction, Pressure Drop PDFDocumento3 pagineExpansion, Contraction, Pressure Drop PDFBubai111Nessuna valutazione finora
- Typical Cement Mill Bag Filter Capital Cost CamparisonDocumento1 paginaTypical Cement Mill Bag Filter Capital Cost CamparisonKenny RuizNessuna valutazione finora
- Theory and Design of Dilute Phase Pneumatic Conveying Systems-TN Agarwal 2005Documento6 pagineTheory and Design of Dilute Phase Pneumatic Conveying Systems-TN Agarwal 2005cordobaluisf100% (2)
- Reactor DesignDocumento39 pagineReactor DesignSteila Marris Bolhano0% (1)
- Cyclone SeparatorDocumento1 paginaCyclone SeparatordadNessuna valutazione finora
- Pneumatic Conveying CalcsDocumento8 paginePneumatic Conveying CalcsClarence AG YueNessuna valutazione finora
- WHRS and PP For Cement Plants - Todays Boiler Spring 2014Documento2 pagineWHRS and PP For Cement Plants - Todays Boiler Spring 2014ash22202Nessuna valutazione finora
- Dynamic Design of An Industrial Rotary DryerDocumento10 pagineDynamic Design of An Industrial Rotary DryerAmp AunyamoneNessuna valutazione finora
- 120 TPD Karft Paper MachineDocumento32 pagine120 TPD Karft Paper MachineYonas Mulu100% (1)
- Bag FiltersDocumento4 pagineBag FiltersDoaa Badarneh100% (1)
- Sly Venturi ScrubberDocumento2 pagineSly Venturi Scrubberzguy360Nessuna valutazione finora
- Gravity Conveyor With Air FluidizeDocumento3 pagineGravity Conveyor With Air Fluidizechem_taNessuna valutazione finora
- Cyclonic Separation and Dust CollectorDocumento29 pagineCyclonic Separation and Dust CollectorJoko DewotoNessuna valutazione finora
- Gas Flow Optimization For Top Cyclone Preheater Cement ProductionDocumento6 pagineGas Flow Optimization For Top Cyclone Preheater Cement ProductionInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Claudius Peters Pneumatic Conveying Brochure enDocumento16 pagineClaudius Peters Pneumatic Conveying Brochure enSen VanNessuna valutazione finora
- SCREW CONVEYOR Design Speed CalculatorDocumento1 paginaSCREW CONVEYOR Design Speed Calculatorozzy22Nessuna valutazione finora
- Christian Pfeiffer Maschinenfabrik GMBHDocumento5 pagineChristian Pfeiffer Maschinenfabrik GMBHPeyman KhNessuna valutazione finora
- A2 Cyclone Theory PDFDocumento9 pagineA2 Cyclone Theory PDFLeDzungNessuna valutazione finora
- Pneumatic Conveying of Bulk Solids PDFDocumento231 paginePneumatic Conveying of Bulk Solids PDFCarloLopez100% (2)
- 10.8.3. Centrifugal Separators (Cyclones) : Impingement Separator (Section Showing Gas Flow)Documento8 pagine10.8.3. Centrifugal Separators (Cyclones) : Impingement Separator (Section Showing Gas Flow)Ahmad SayyedahmadNessuna valutazione finora
- Cyclone SeparatorDocumento15 pagineCyclone Separatorhadimarvi100% (3)
- Cyclone Design Calculation Tool SimplifiedDocumento6 pagineCyclone Design Calculation Tool SimplifieddadNessuna valutazione finora
- Venturi Scrubber With Mist EliminatorDocumento13 pagineVenturi Scrubber With Mist Eliminatorandy123hi100% (2)
- Efficient Pneumatic ConveyingDocumento14 pagineEfficient Pneumatic Conveying설동하100% (2)
- Cyclone Pressure DropDocumento8 pagineCyclone Pressure DroppradeepdesaiuchNessuna valutazione finora
- Balistic SeperatorDocumento36 pagineBalistic SeperatorAhmetNessuna valutazione finora
- Flaekt DryerDocumento8 pagineFlaekt DryerTim Ku100% (1)
- Basic Cyclone DesignDocumento45 pagineBasic Cyclone Designcuberbill1980Nessuna valutazione finora
- Cyclone SeperatorDocumento3 pagineCyclone SeperatorSujeet KumarNessuna valutazione finora
- Cyclone Separator AssignmentDocumento11 pagineCyclone Separator AssignmentAbid Ranaa0% (1)
- Webinar Kice Baghouse Basics PDFDocumento34 pagineWebinar Kice Baghouse Basics PDFSatrio Febriansyah100% (1)
- Study of The Pressure Drop of Dense Phase Gas-Solid Flow Through NozzleDocumento5 pagineStudy of The Pressure Drop of Dense Phase Gas-Solid Flow Through NozzleMuhammad Adnan LaghariNessuna valutazione finora
- Bag FiltersDocumento23 pagineBag Filtersfgh1100% (5)
- Cyclone SeparationDocumento27 pagineCyclone SeparationAries Fernan Garcia100% (1)
- Cyclone Excel Calculation - Google SearchDocumento2 pagineCyclone Excel Calculation - Google SearchFucKerWengieNessuna valutazione finora
- Cyclone DesignDocumento152 pagineCyclone DesignLinh Linh OvercomeboyNessuna valutazione finora
- Air Classifier ArticleDocumento16 pagineAir Classifier ArticleHemanth KumarNessuna valutazione finora
- Cyclone DesignDocumento11 pagineCyclone DesignAnonymous NxpnI6jCNessuna valutazione finora
- T7111-DAS-1053-A-IFA-Baghouse Datasheet - 20170930 PDFDocumento4 pagineT7111-DAS-1053-A-IFA-Baghouse Datasheet - 20170930 PDFtiantaufikNessuna valutazione finora
- Cyclone Separator DesignDocumento3 pagineCyclone Separator Designgautam_969480690% (1)
- Typical Cam Inc. Fiber Dryer P&Id DrawingDocumento1 paginaTypical Cam Inc. Fiber Dryer P&Id DrawingAnonymous SAlMdQNessuna valutazione finora
- Hydro Cyclone Thesis 2007Documento239 pagineHydro Cyclone Thesis 2007wyma01100% (1)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshDa EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNessuna valutazione finora
- Double Suction Centrifugal PumpDocumento8 pagineDouble Suction Centrifugal PumpBilal WaseemNessuna valutazione finora
- Design of Separation Equipment of Heterogeneous MixDocumento32 pagineDesign of Separation Equipment of Heterogeneous Mixbakhtyar21Nessuna valutazione finora
- Cyclone Performance and DesignDocumento23 pagineCyclone Performance and DesignpsycopaulNessuna valutazione finora
- Application of Response Surface Methodology For Modeling and Optimization of The Cyclone SeparatorDocumento20 pagineApplication of Response Surface Methodology For Modeling and Optimization of The Cyclone SeparatorBayu Pramana PutraNessuna valutazione finora
- ERP Package PDFDocumento10 pagineERP Package PDFJeyakumar RajaNessuna valutazione finora
- Cost Effective Productivity PDFDocumento4 pagineCost Effective Productivity PDFJeyakumar RajaNessuna valutazione finora
- Memory TechniquesDocumento5 pagineMemory TechniquesJeyakumar RajaNessuna valutazione finora
- Innovative Minds PDFDocumento4 pagineInnovative Minds PDFJeyakumar RajaNessuna valutazione finora
- IntelligenceDocumento2 pagineIntelligenceJeyakumar RajaNessuna valutazione finora
- Enthusiasm' The Fuel For SuccessDocumento1 paginaEnthusiasm' The Fuel For SuccessJeyakumar RajaNessuna valutazione finora
- Communication PDFDocumento2 pagineCommunication PDFJeyakumar RajaNessuna valutazione finora
- 7 Steps To World Class ManufacturingDocumento15 pagine7 Steps To World Class Manufacturingmuneerpp100% (2)
- 3 PI Approach PDFDocumento4 pagine3 PI Approach PDFJeyakumar RajaNessuna valutazione finora
- Dynamic Leadership PDFDocumento5 pagineDynamic Leadership PDFJeyakumar RajaNessuna valutazione finora
- Facts To Make Every Indian Proud: Vinod KhoslaDocumento4 pagineFacts To Make Every Indian Proud: Vinod KhoslaJeyakumar RajaNessuna valutazione finora
- DASA UG 2014 Brochure Webver 1.1Documento29 pagineDASA UG 2014 Brochure Webver 1.1albasudNessuna valutazione finora
- 52 Best Ever Success QuotesDocumento13 pagine52 Best Ever Success QuotesKhawaja Faisal RasheedNessuna valutazione finora
- Health For All 3 Types of Exercises: Benefits of Aerobic Exercise. Regular Aerobic Exercise Provides TheDocumento5 pagineHealth For All 3 Types of Exercises: Benefits of Aerobic Exercise. Regular Aerobic Exercise Provides TheJeyakumar RajaNessuna valutazione finora
- Student Pocket HandbookDocumento64 pagineStudent Pocket Handbookadarsh_mrNessuna valutazione finora
- Coping With StressDocumento5 pagineCoping With StressJeyakumar RajaNessuna valutazione finora
- Cost Effective Productivity PDFDocumento4 pagineCost Effective Productivity PDFJeyakumar RajaNessuna valutazione finora
- Chloralkali IndustryDocumento14 pagineChloralkali IndustryJeyakumar RajaNessuna valutazione finora
- Lime Physical ChemicalDocumento8 pagineLime Physical ChemicalMatthew ButlerNessuna valutazione finora
- Rumus MatematikaDocumento65 pagineRumus MatematikaRiza Arieyanda100% (1)
- Natural Gas Sweetening Process DesignDocumento13 pagineNatural Gas Sweetening Process DesignJeyakumar Raja100% (1)
- Basic Guide To Boiler Water TreatmentDocumento8 pagineBasic Guide To Boiler Water TreatmentjewettwaterNessuna valutazione finora
- How, When and WhereDocumento3 pagineHow, When and WhereJeyakumar RajaNessuna valutazione finora
- Optimists Creed PDFDocumento1 paginaOptimists Creed PDFAndrea AugantNessuna valutazione finora
- Admitcardpublicnotice 31 03 2014Documento1 paginaAdmitcardpublicnotice 31 03 2014Karan KumarNessuna valutazione finora
- Speed MathematicsDocumento18 pagineSpeed MathematicsBookMaggotNessuna valutazione finora
- Selection of Hazard Evaluation Techniques PDFDocumento16 pagineSelection of Hazard Evaluation Techniques PDFdediodedNessuna valutazione finora
- Chemical Engineering Objective Type Questions Instrumentation and Process ControlDocumento15 pagineChemical Engineering Objective Type Questions Instrumentation and Process ControlSubburayan AriputhiriNessuna valutazione finora
- Essential of Process ControlDocumento23 pagineEssential of Process ControlNguyen Phi Long0% (1)
- Section 17.1 Oil Refineries: What Is Petroleum?Documento14 pagineSection 17.1 Oil Refineries: What Is Petroleum?Jeyakumar RajaNessuna valutazione finora
- Krebs Gmax CycloneDocumento8 pagineKrebs Gmax CycloneLuis Miguel La TorreNessuna valutazione finora
- Zimbabwe School of Mines: Mineral Processing Eng. A. RunganiDocumento27 pagineZimbabwe School of Mines: Mineral Processing Eng. A. RunganiTatenda SibandaNessuna valutazione finora
- Industrial IOM With Elastomer R1008-ROB & R1024-ROBDocumento54 pagineIndustrial IOM With Elastomer R1008-ROB & R1024-ROBIrving Dirzo CarrilloNessuna valutazione finora
- Dr. Richa Singhal: BITS PilaniDocumento46 pagineDr. Richa Singhal: BITS Pilaniprakhar mishraNessuna valutazione finora
- Wc-Series: Operators Manual For Mi-T-M Water CannonDocumento20 pagineWc-Series: Operators Manual For Mi-T-M Water CannonCornellixNessuna valutazione finora
- Chapter 3 - Cyclone - Revised1Documento19 pagineChapter 3 - Cyclone - Revised1tengku nuratiqahNessuna valutazione finora
- Cap Sistema de Remoción de SólidosDocumento21 pagineCap Sistema de Remoción de SólidosCarlos Rivera YauliNessuna valutazione finora
- Reverse Flow Cyclones For Tea DustDocumento11 pagineReverse Flow Cyclones For Tea DustRatnakar PatilNessuna valutazione finora
- PWS2014 Rawlins DesanderStudyRDocumento10 paginePWS2014 Rawlins DesanderStudyRJhon Henry Segundo LlaguentoNessuna valutazione finora
- Mineral IndustryDocumento14 pagineMineral IndustryNgatcha Ralain BryanNessuna valutazione finora
- Sizing and Selection of HydrocyclonesDocumento19 pagineSizing and Selection of HydrocyclonesKen McClureNessuna valutazione finora
- CE Chemical Process Guidebook 2011Documento121 pagineCE Chemical Process Guidebook 2011Thitikorn Wassanarpheernphong100% (3)
- 03-Control of Primary PatriculatesDocumento239 pagine03-Control of Primary PatriculatesYashwanth Kumar100% (1)
- ESP and Cyclone SepratorDocumento1 paginaESP and Cyclone SepratorRonak ChavdaNessuna valutazione finora
- Is 9569 1980solidwasteglossaryDocumento34 pagineIs 9569 1980solidwasteglossarySandeep ThakurNessuna valutazione finora
- Module 1.7 Treatment and Mitigation of Gas PollutantsDocumento4 pagineModule 1.7 Treatment and Mitigation of Gas Pollutantsmarie parfanNessuna valutazione finora
- SM ch-6Documento31 pagineSM ch-6Alejo PirakokNessuna valutazione finora
- Basics in Mineral Processing-Size ControlDocumento24 pagineBasics in Mineral Processing-Size Controlmakedo33Nessuna valutazione finora
- PRFE 332 Lecture 11 & 12Documento32 paginePRFE 332 Lecture 11 & 12Mourya kanthNessuna valutazione finora
- The Making of The Källe-GasifierDocumento15 pagineThe Making of The Källe-GasifierMarky Maypo100% (1)
- Power Cement Report - 055239Documento28 paginePower Cement Report - 055239Khalil AhmedNessuna valutazione finora
- Hydronplus - A Compact Wet SeparatorDocumento4 pagineHydronplus - A Compact Wet SeparatorYing Kei ChanNessuna valutazione finora
- Powder Technology: B. Peng, J. Xu, J. Zhu, C. ZhangDocumento11 paginePowder Technology: B. Peng, J. Xu, J. Zhu, C. ZhangMahesh DasarNessuna valutazione finora
- Hydrocyclo Ne Separator: by Gautham KrishnaDocumento11 pagineHydrocyclo Ne Separator: by Gautham KrishnaGautham KrishnaNessuna valutazione finora
- Turbulent Flow Cyclone Separator 3DDocumento5 pagineTurbulent Flow Cyclone Separator 3DseventhhemanthNessuna valutazione finora
- Brighton Final ReportDocumento59 pagineBrighton Final ReportJoe MartinNessuna valutazione finora
- Stoke's LawDocumento6 pagineStoke's Lawjlcheefei9258Nessuna valutazione finora
- CycloneDocumento4 pagineCyclonedante224Nessuna valutazione finora
- 2E-3 Gas Cleaning in Flue Gas From Combustion of BiomassDocumento32 pagine2E-3 Gas Cleaning in Flue Gas From Combustion of BiomassAisha Nabeel100% (1)