Potrebbero piacerti anche
- R 8.6.1.f Defectos de Die CastingDocumento2 pagineR 8.6.1.f Defectos de Die CastingAlberto TrejoNessuna valutazione finora
- Acabados AutomotricesDocumento37 pagineAcabados AutomotricesVictor Robles Romero100% (1)
- E-Coat - Technical - Trainingr en EspanolDocumento55 pagineE-Coat - Technical - Trainingr en EspanolFrancisco García100% (1)
- Aceites EsencialesDocumento49 pagineAceites EsencialesCeleste AguilarNessuna valutazione finora
- ETP LAF Rev 9Documento15 pagineETP LAF Rev 9Mariano Hernán100% (1)
- Training PPAP V1 021518 Espa OlDocumento81 pagineTraining PPAP V1 021518 Espa OlquiquecaceresNessuna valutazione finora
- Tablas de Equivalencias Internacionales - Aceros GriñónDocumento16 pagineTablas de Equivalencias Internacionales - Aceros GriñónCURRITOJIMENEZ100% (1)
- Hot Runner PDFDocumento13 pagineHot Runner PDFEdgaar TorresNessuna valutazione finora
- Apqp y Control PlanDocumento60 pagineApqp y Control PlanJUAN CISNEROS ROMERONessuna valutazione finora
- Ppap 113563Documento102 paginePpap 113563shiromaxsNessuna valutazione finora
- FF Iso 9001Documento18 pagineFF Iso 9001Edward Carhuanina LescanoNessuna valutazione finora
- 6 Introduccion A Lean 6 SigmaDocumento39 pagine6 Introduccion A Lean 6 SigmaGiancarlo Gabriel Costta SilvaNessuna valutazione finora
- TFM Gorka Garcia Rodero Sept - 2014 PDFDocumento99 pagineTFM Gorka Garcia Rodero Sept - 2014 PDFjperdigon9634Nessuna valutazione finora
- Olla para La Fundición de La AleaciónDocumento14 pagineOlla para La Fundición de La AleaciónYuli QlNessuna valutazione finora
- Embutido PDFDocumento96 pagineEmbutido PDFShecella Cordero CordovaNessuna valutazione finora
- 118 CQI 11 Special Process Plating System Assessment AC R 03 R3Documento3 pagine118 CQI 11 Special Process Plating System Assessment AC R 03 R3Yordy G100% (2)
- Ppap AmefDocumento41 paginePpap AmefFlor Erika Mendez Cruz100% (1)
- Catalogo Preguntas QPNDocumento24 pagineCatalogo Preguntas QPNFrancisco TlapayaNessuna valutazione finora
- Ppap Romo RiDocumento11 paginePpap Romo RiRamiro Garcia ibarraNessuna valutazione finora
- Primitivo Reyes - Curso Taller de LSS (2009) - Módulo 1 - DefinirDocumento52 paginePrimitivo Reyes - Curso Taller de LSS (2009) - Módulo 1 - DefinirDiego Fernando GonzálezNessuna valutazione finora
- Separata de Chapa MetálicaDocumento9 pagineSeparata de Chapa MetálicaAldo Danilo Frias MuñozNessuna valutazione finora
- OEEDocumento1 paginaOEENathaly VillacisNessuna valutazione finora
- KLK Tools PDFDocumento528 pagineKLK Tools PDFjesus giraldoNessuna valutazione finora
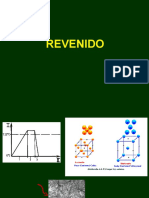
- Revenido Ciencia de MaterialesDocumento16 pagineRevenido Ciencia de Materialeslord_helix_hell666100% (1)
- Mfit-29-23 09 Aplicacion de Pintura en PolvoDocumento9 pagineMfit-29-23 09 Aplicacion de Pintura en PolvoSebastian ResendizNessuna valutazione finora
- ANPQP. Alliance New Product Quality ProcedureDocumento1 paginaANPQP. Alliance New Product Quality Procedurejodsanchezsa0% (1)
- Checklist Modelo-MoldesDocumento2 pagineChecklist Modelo-MoldesTecnico Mantenimiento (IDE)Nessuna valutazione finora
- Procesos y Gestion de Manufactura PsoDocumento46 pagineProcesos y Gestion de Manufactura PsoeuseNessuna valutazione finora
- Tratamientos Térmicos y Medición de DurezaDocumento4 pagineTratamientos Térmicos y Medición de DurezaGeovanny ChancusigNessuna valutazione finora
- Mantenimiento Autonomo Taller de MecanicaDocumento7 pagineMantenimiento Autonomo Taller de MecanicajoaoNessuna valutazione finora
- Galvanización Química Del Campo Ltda.Documento22 pagineGalvanización Química Del Campo Ltda.Edyson RmchNessuna valutazione finora
- SMED 1 Una Revolucion en La ProduccionDocumento22 pagineSMED 1 Una Revolucion en La ProduccionJhon EdisonNessuna valutazione finora
- Guía de Estudio de Procesos de ManufacturaDocumento3 pagineGuía de Estudio de Procesos de ManufacturaFelipeNessuna valutazione finora
- Plantilla 8D para SuscriptoresDocumento3 paginePlantilla 8D para SuscriptoresIván Santana LópezNessuna valutazione finora
- Documentos Mandatorios A Resuelto2Documento8 pagineDocumentos Mandatorios A Resuelto2LilianaNessuna valutazione finora
- Normas NOM, IATF y VDADocumento22 pagineNormas NOM, IATF y VDAJose Manuel Escareño Ramirez100% (1)
- Preguntas de Apoyo para Auditoria (Inspector de Calidad)Documento1 paginaPreguntas de Apoyo para Auditoria (Inspector de Calidad)daniel moreno jasso100% (1)
- Curso2. Plan de ControlDocumento27 pagineCurso2. Plan de ControlEmmanuel EspitiaNessuna valutazione finora
- CQI15Documento1 paginaCQI15David Mejia67% (3)
- Cromar Metales PDFDocumento5 pagineCromar Metales PDFMija MendozaNessuna valutazione finora
- Aplicación de La Metodología Seis Sigma en Una Empresa Conservera Definir y MedirDocumento8 pagineAplicación de La Metodología Seis Sigma en Una Empresa Conservera Definir y MedirLopez NicoleNessuna valutazione finora
- Curso de 5sDocumento33 pagineCurso de 5sAlfredo FloresNessuna valutazione finora
- Hojas de ProcesosDocumento19 pagineHojas de ProcesosJose ZubietaNessuna valutazione finora
- PPAP - Production Part Approval ProcessDocumento22 paginePPAP - Production Part Approval ProcessIvette ZamarripaNessuna valutazione finora
- Manual de RoladoraDocumento47 pagineManual de RoladoraLucas VelazquezNessuna valutazione finora
- TESIS ERWIN PARRA Abre Facil PDFDocumento121 pagineTESIS ERWIN PARRA Abre Facil PDFItaloCalderonNessuna valutazione finora
- Core Tools 21Documento109 pagineCore Tools 21Jose AlvarezNessuna valutazione finora
- Hoja Ruta - Procesos de Manufactura IDocumento12 pagineHoja Ruta - Procesos de Manufactura IEmanuel Sacriste YoveraNessuna valutazione finora
- Diagrama de Tortuga PDFDocumento29 pagineDiagrama de Tortuga PDFCHRISTIANNessuna valutazione finora
- Training Ppap v2 03192019 (Español)Documento76 pagineTraining Ppap v2 03192019 (Español)luisNessuna valutazione finora
- Corrosión Por RozamientoDocumento9 pagineCorrosión Por RozamientoNilton CjNessuna valutazione finora
- 30 Glosario de Aluminio Raquel DubrovskyDocumento36 pagine30 Glosario de Aluminio Raquel DubrovskyAgustinTraduccionesNessuna valutazione finora
- Propuesta de Mejora para La Planta de Plasticos Groupse Seb Andean Colombia PDFDocumento40 paginePropuesta de Mejora para La Planta de Plasticos Groupse Seb Andean Colombia PDFdiegoNessuna valutazione finora
- Unidad 234 IVAN CERVILLA GARCIADocumento26 pagineUnidad 234 IVAN CERVILLA GARCIAiniestaNessuna valutazione finora
- Horno de CrisolDocumento9 pagineHorno de CrisolMarco MenchacaNessuna valutazione finora
- Tipos de Hornos de FundicionDocumento33 pagineTipos de Hornos de FundicionAlvaro ValenciaNessuna valutazione finora
- Altohorno 170825190513Documento88 pagineAltohorno 170825190513Scarleth GámezNessuna valutazione finora
- Hornos de CrisolDocumento4 pagineHornos de CrisolJazmin HerasimovichNessuna valutazione finora
- Hornos de CrisolDocumento16 pagineHornos de CrisolCirculo de estudios INMETAMINAM0% (1)
- Alto HornoDocumento92 pagineAlto HornoLuz LedezmaNessuna valutazione finora
- La Optimización Del Mantenimiento Del Horno Reverbero de Aluminio FinalDocumento13 pagineLa Optimización Del Mantenimiento Del Horno Reverbero de Aluminio FinalSalvador Tovar Francisco100% (3)
- No Queme Su Capital de Trabajo PDFDocumento7 pagineNo Queme Su Capital de Trabajo PDFSalvador Tovar FranciscoNessuna valutazione finora
- No Queme Su Capital de Trabajo PDFDocumento7 pagineNo Queme Su Capital de Trabajo PDFSalvador Tovar FranciscoNessuna valutazione finora
- Materiales Refractarios Usados en El Proceso de DieDocumento51 pagineMateriales Refractarios Usados en El Proceso de DieSalvador Tovar FranciscoNessuna valutazione finora
- Como Selecionar El Horno AdecuadoDocumento48 pagineComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoNessuna valutazione finora
- Mermas de AluminioDocumento47 pagineMermas de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- 5 Impurezas - Limpieza - Tratamiento y Uso de Fluxes en AluminioDocumento111 pagine5 Impurezas - Limpieza - Tratamiento y Uso de Fluxes en AluminioSalvador Tovar FranciscoNessuna valutazione finora
- Mermas de AluminioDocumento47 pagineMermas de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- Presentación Magg Tecnología Base de Die CastingDocumento156 paginePresentación Magg Tecnología Base de Die CastingSalvador Tovar Francisco100% (1)
- No Queme Su Capital de Trabajo PDFDocumento7 pagineNo Queme Su Capital de Trabajo PDFSalvador Tovar FranciscoNessuna valutazione finora
- Mermas de AluminioDocumento47 pagineMermas de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- Materiales Refractarios Usados en El Proceso de Die CastingDocumento71 pagineMateriales Refractarios Usados en El Proceso de Die CastingSalvador Tovar FranciscoNessuna valutazione finora
- Mermas de AluminioDocumento47 pagineMermas de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- Servicios Comerciales Metalurgicos S.C PDFDocumento6 pagineServicios Comerciales Metalurgicos S.C PDFSalvador Tovar FranciscoNessuna valutazione finora
- Materiales Refractarios Usados en El Proceso de DieDocumento51 pagineMateriales Refractarios Usados en El Proceso de DieSalvador Tovar FranciscoNessuna valutazione finora
- Metalurgia en Die CastingDocumento155 pagineMetalurgia en Die CastingSalvador Tovar FranciscoNessuna valutazione finora
- Nuevos Hornos de "Tecnología VerdeDocumento42 pagineNuevos Hornos de "Tecnología VerdeSalvador Tovar FranciscoNessuna valutazione finora
- No Queme Su Capital de TrabajoDocumento7 pagineNo Queme Su Capital de TrabajoSalvador Tovar FranciscoNessuna valutazione finora
- Servicios Comerciales Metalurgicos S.C PDFDocumento6 pagineServicios Comerciales Metalurgicos S.C PDFSalvador Tovar FranciscoNessuna valutazione finora
- Materiales Refractarios Usados en El Proceso de DieDocumento51 pagineMateriales Refractarios Usados en El Proceso de DieSalvador Tovar FranciscoNessuna valutazione finora
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDocumento7 pagineConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDocumento8 pagineConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- Hornos de "Tecnología VerdeDocumento38 pagineHornos de "Tecnología VerdeSalvador Tovar FranciscoNessuna valutazione finora
- Proceso de Die Casting Generalidades PDFDocumento53 pagineProceso de Die Casting Generalidades PDFSalvador Tovar FranciscoNessuna valutazione finora
- Metalurgia y Tratamiento de Las Aleaciones Aluminio SilicioDocumento56 pagineMetalurgia y Tratamiento de Las Aleaciones Aluminio SilicioSalvador Tovar FranciscoNessuna valutazione finora
- Presentacion Mermas de AluminioDocumento47 paginePresentacion Mermas de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- Presentación MaggDocumento53 paginePresentación MaggSalvador Tovar FranciscoNessuna valutazione finora
- El Arte de Manejo de EscoriasDocumento8 pagineEl Arte de Manejo de EscoriasSalvador Tovar FranciscoNessuna valutazione finora
- Conservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioDocumento7 pagineConservacion Del Contenido Metalico en Las Escorias de Aluminio Por La Operación de La Unidad Prensa de Escorias de AluminioSalvador Tovar FranciscoNessuna valutazione finora
- Trabajo de InvestigacionDocumento12 pagineTrabajo de InvestigacionMaria FernanD'aNessuna valutazione finora
- Alfabetización Digital - 4 - Grado PDFDocumento42 pagineAlfabetización Digital - 4 - Grado PDFklayo1971100% (2)
- Presupuesto de Una CarreteraDocumento4 paginePresupuesto de Una CarreteraRonald Aquino QuispeNessuna valutazione finora
- DIRECTORIODocumento18 pagineDIRECTORIOxNessuna valutazione finora
- TESIS MASTER Ec. Victor Mena 18-Sep-2014Documento215 pagineTESIS MASTER Ec. Victor Mena 18-Sep-2014vicmen0Nessuna valutazione finora
- Unidad Procesadora de 4 Bits - IIIE Bare - ConfDocumento2 pagineUnidad Procesadora de 4 Bits - IIIE Bare - ConfEsteban Ramirez GuatsozonNessuna valutazione finora
- Deber Capitulo 1Documento6 pagineDeber Capitulo 1Josseline Scar100% (1)
- Control AmbientalDocumento5 pagineControl AmbientalJulia Tejeda Ponce'Nessuna valutazione finora
- Uso de RotafoliosDocumento13 pagineUso de RotafoliosMabel VarelaNessuna valutazione finora
- Análisis de ETBDocumento2 pagineAnálisis de ETBAlejandro Serna GuzmanNessuna valutazione finora
- GRABADODocumento11 pagineGRABADODaniel Hernández MartínNessuna valutazione finora
- Tensión Superficial. FFFDocumento5 pagineTensión Superficial. FFFfredy martinez diazNessuna valutazione finora
- Cafeteria VirtualDocumento2 pagineCafeteria VirtualByron Guaman100% (1)
- Caes 2Documento26 pagineCaes 2Francisco Cordoba MoralesNessuna valutazione finora
- Manual Curso Medidas y Mantenimiento de Redes Eléctrticas PDFDocumento155 pagineManual Curso Medidas y Mantenimiento de Redes Eléctrticas PDFCiberSpieCoyhaiqueNessuna valutazione finora
- Proyectos para MunicipiosDocumento21 pagineProyectos para MunicipiosTitoo TeeranNessuna valutazione finora
- Data Center ComplementosDocumento3 pagineData Center ComplementosAkin100% (1)
- Método de Las Unidades de ProducciónDocumento2 pagineMétodo de Las Unidades de Producciónyulimar toyo50% (2)
- Itemizado 1 CorregidoDocumento32 pagineItemizado 1 CorregidoPaulo Pincheira100% (1)
- Ejercicios 7 y 8Documento2 pagineEjercicios 7 y 8OMAR ELIOT PINEDA CHOQUENessuna valutazione finora
- Bomba de Combustible e InyectoresDocumento8 pagineBomba de Combustible e InyectoresLuisNessuna valutazione finora
- Evaluacion Lapbook Primero BDocumento2 pagineEvaluacion Lapbook Primero BEliecer BustamanteNessuna valutazione finora
- FLASHMOBS: LA TRANSFORMACIÓN DE LA DRAMATURGIA A TRAVÉS DE LAS REDES SOCIALES Isabel MarcillasDocumento14 pagineFLASHMOBS: LA TRANSFORMACIÓN DE LA DRAMATURGIA A TRAVÉS DE LAS REDES SOCIALES Isabel MarcillasCompaXbalamQueNessuna valutazione finora
- Logica Predicados V1Documento46 pagineLogica Predicados V1Ricardo CisnerosNessuna valutazione finora
- Vocabulario Sobre Redes Sociales PDFDocumento41 pagineVocabulario Sobre Redes Sociales PDFCarmen Julia GantierNessuna valutazione finora
- Utilizacion de Muestreo Por IRAM 15Documento17 pagineUtilizacion de Muestreo Por IRAM 15JorgeNessuna valutazione finora
- Circuitos Electrico Averias Peugeot 206Documento13 pagineCircuitos Electrico Averias Peugeot 206hutzuil80% (10)
- Ensayo Sistemas Contables ComputarizadosDocumento10 pagineEnsayo Sistemas Contables ComputarizadosMily CastilloNessuna valutazione finora
- ¡Bienvenido (A) Sandro Barrientos Aliaga (23691110) !Documento2 pagine¡Bienvenido (A) Sandro Barrientos Aliaga (23691110) !Sandro barrientosNessuna valutazione finora