Potrebbero piacerti anche
- Manual Operated ElevatorsDocumento124 pagineManual Operated ElevatorsChandrasekhar Sonar100% (3)
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Well Control BPDocumento498 pagineWell Control BPcristianoclem100% (1)
- Ar10 Jig Instructions PDFDocumento5 pagineAr10 Jig Instructions PDFterrencebelles100% (2)
- GPDS Connections Field InspectionDocumento4 pagineGPDS Connections Field InspectiontheinmoeNessuna valutazione finora
- Vam Field Procedure - VFP Vam Eis v3.1Documento28 pagineVam Field Procedure - VFP Vam Eis v3.1Bepdj67% (3)
- E155 15 PDFDocumento4 pagineE155 15 PDFOscar Gomez GonzalezNessuna valutazione finora
- Esna CatalogDocumento12 pagineEsna Catalogbalaji_jayadeva9546Nessuna valutazione finora
- EMI Buggy Cal 5Documento2 pagineEMI Buggy Cal 5John DolanNessuna valutazione finora
- 4 Ataxle PDFDocumento22 pagine4 Ataxle PDFAnonymous XTkln6H100% (1)
- Inspection of Unfired Pressure VesselsDocumento35 pagineInspection of Unfired Pressure Vesselstbmari100% (7)
- ABB SWBD VD4 Brochure PDFDocumento6 pagineABB SWBD VD4 Brochure PDFanand_girgaonkarNessuna valutazione finora
- 02 - FIP CT M PC 10.2 2009feb11 ExtDocumento4 pagine02 - FIP CT M PC 10.2 2009feb11 ExtKarla HernandezNessuna valutazione finora
- Casing ThreadsDocumento7 pagineCasing ThreadsNaser KhanNessuna valutazione finora
- PDC Bit Dull Grading PDFDocumento21 paginePDC Bit Dull Grading PDFmo7ammad_elzawawy100% (1)
- 8098 Spare Parts ListDocumento29 pagine8098 Spare Parts ListJuan Gomez67% (3)
- VAM Field Service Training: Vallourec & Mannesmann TubesDocumento117 pagineVAM Field Service Training: Vallourec & Mannesmann TubesSumesh Dethan100% (3)
- Drilling Supervisor: Passbooks Study GuideDa EverandDrilling Supervisor: Passbooks Study GuideNessuna valutazione finora
- Generic TWS600S Service ManualDocumento113 pagineGeneric TWS600S Service ManualWise So100% (2)
- TenarisHydril Wedge 563 RunningGuidelinesDocumento16 pagineTenarisHydril Wedge 563 RunningGuidelinesDario JaimesNessuna valutazione finora
- MKT 001 Rev 02 Rotary Shoulder Handbook RS PDFDocumento116 pagineMKT 001 Rev 02 Rotary Shoulder Handbook RS PDFKarla Hernandez0% (1)
- Seal-Lock Apex: All Pressure EnvironmentsDocumento8 pagineSeal-Lock Apex: All Pressure EnvironmentsHunter100% (1)
- VAM® 21 Technical ReportDocumento8 pagineVAM® 21 Technical ReportKonrad AdamNessuna valutazione finora
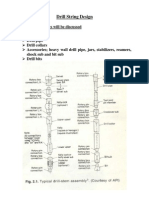
- Drill String DesignDocumento12 pagineDrill String DesignAsaadgz100% (1)
- NS 2 PDFDocumento188 pagineNS 2 PDFPrimelift Safety Resources Limited100% (1)
- Specialty ConnectorsDocumento62 pagineSpecialty ConnectorsjdmacbookNessuna valutazione finora
- Haliburton - Surface Manifold Evaluation ManualDocumento206 pagineHaliburton - Surface Manifold Evaluation Manualdavorp1402100% (4)
- S Speed Loc ClampsDocumento3 pagineS Speed Loc Clampsibrh42Nessuna valutazione finora
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbDa EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbValutazione: 4.5 su 5 stelle4.5/5 (11)
- RP Insp Rep 01Documento8 pagineRP Insp Rep 01advantage025Nessuna valutazione finora
- Seminar Casing FailureDocumento27 pagineSeminar Casing FailurehshobeyriNessuna valutazione finora
- 29-Horizontal Subsea Xmas Tree enDocumento2 pagine29-Horizontal Subsea Xmas Tree encarthik_rajaNessuna valutazione finora
- Casinghardware Saga Trade Product RDocumento37 pagineCasinghardware Saga Trade Product RTombongNessuna valutazione finora
- Drill Pipe Performance SheetDocumento3 pagineDrill Pipe Performance SheetGarcia C L AlbertoNessuna valutazione finora
- Tenaris University - International Standards and Recommended Practices For Assuring Structural Reliability On Octg ProductsDocumento31 pagineTenaris University - International Standards and Recommended Practices For Assuring Structural Reliability On Octg ProductsSudish Bhat100% (1)
- Tablas Tuberia XTDocumento35 pagineTablas Tuberia XTArcadio Bahena100% (1)
- ASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsDocumento24 pagineASTM E164-13 Standard Practice For Contact Ultrasonic Testing of WeldmentsFernandoi100% (1)
- Duraband Information Vs 300XTDocumento4 pagineDuraband Information Vs 300XTanhlhNessuna valutazione finora
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDa EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsValutazione: 4 su 5 stelle4/5 (9)
- Field Inspection Procedure For Used GPDS Connections Revision 03 PDFDocumento3 pagineField Inspection Procedure For Used GPDS Connections Revision 03 PDFJohn Dolan0% (1)
- Tubing Casing Thread TrainingDocumento30 pagineTubing Casing Thread TrainingOscar Gomez Gonzalez100% (2)
- Correctos Calculos en Blow DownDocumento4 pagineCorrectos Calculos en Blow Downroberdani12100% (2)
- VAM Catalog 2011Documento116 pagineVAM Catalog 2011Anoop SVNessuna valutazione finora
- RP - Inspeccion TenarisDocumento8 pagineRP - Inspeccion TenarisPablo Castro100% (1)
- RP - Inspeccion TenarisDocumento8 pagineRP - Inspeccion TenarisPablo Castro100% (1)
- NS-5 DSFP Rig Team Handbook PDFDocumento84 pagineNS-5 DSFP Rig Team Handbook PDFkellycookwpNessuna valutazione finora
- Manual: CDQ (S) Sucker Rod ElevatorsDocumento5 pagineManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaNessuna valutazione finora
- Top Co Catalog July 2016 - R14Documento19 pagineTop Co Catalog July 2016 - R14Henry MataNessuna valutazione finora
- Put An ACE in The Hole: Vam Top Vam Top HC Vam Top HT Vam Top Fe New VamDocumento8 paginePut An ACE in The Hole: Vam Top Vam Top HC Vam Top HT Vam Top Fe New VamjoseNessuna valutazione finora
- Inspection Manual For PipingDocumento183 pagineInspection Manual For PipingMartin Zaballa100% (3)
- Choke & Kill Line InstructionsDocumento6 pagineChoke & Kill Line InstructionskrishnsgkNessuna valutazione finora
- Hydril 563™ B PDFDocumento4 pagineHydril 563™ B PDFrenatoNessuna valutazione finora
- 4 DP VX-39 Dogis Pipe. Drift ID. With Int. Coated PipeDocumento3 pagine4 DP VX-39 Dogis Pipe. Drift ID. With Int. Coated Pipeyatinbhat100% (1)
- RSC Thread TrainingDocumento41 pagineRSC Thread TrainingSridhar KalailingamNessuna valutazione finora
- Datasheet Fuji F5018 F5020Documento6 pagineDatasheet Fuji F5018 F5020StaryzgredNessuna valutazione finora
- 20-1718 Rig Tongs AOTDocumento10 pagine20-1718 Rig Tongs AOTRahul M.R100% (1)
- Octg Division: Date:19/02/2016 Reference: MD-15-XXX Rev 0Documento2 pagineOctg Division: Date:19/02/2016 Reference: MD-15-XXX Rev 0Jenny100% (1)
- API 4G - E5 Addendum 2Documento4 pagineAPI 4G - E5 Addendum 2KATHERINE RIVERANessuna valutazione finora
- New BHA Connection Enhances Fatigue Performance For Difficult Drilling ApplicationsDocumento3 pagineNew BHA Connection Enhances Fatigue Performance For Difficult Drilling Applicationsabegarza1Nessuna valutazione finora
- Premium Connection SummaryOKDocumento12 paginePremium Connection SummaryOKnikhil_barshettiwatNessuna valutazione finora
- 19A Time Collection Device Integration Activity Guide PDFDocumento78 pagine19A Time Collection Device Integration Activity Guide PDFAliya AmarNessuna valutazione finora
- ED Brochure Clean Up ToolsDocumento8 pagineED Brochure Clean Up ToolsilkerkozturkNessuna valutazione finora
- Service ToolsDocumento29 pagineService ToolsRobert TirtaNessuna valutazione finora
- DrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFDocumento3 pagineDrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFGarcia C L Alberto100% (1)
- ASTM Pumping TestDocumento125 pagineASTM Pumping TestErnesto Heinze100% (1)
- Sample Problem #8Documento8 pagineSample Problem #8DozdiNessuna valutazione finora
- Primarycementingproducts 121117203852 Phpapp01Documento56 paginePrimarycementingproducts 121117203852 Phpapp01Shyamoly GhoshalNessuna valutazione finora
- Casing and Liners for Drilling and Completion: Design and ApplicationDa EverandCasing and Liners for Drilling and Completion: Design and ApplicationValutazione: 5 su 5 stelle5/5 (3)
- API Spec 10D Committee Working Draft 11072013 JH CJDocumento20 pagineAPI Spec 10D Committee Working Draft 11072013 JH CJAquiles CarreraNessuna valutazione finora
- FIP XT XTM PC 9.9 2009feb11 ExtDocumento5 pagineFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoNessuna valutazione finora
- Rotary Shouldered Connection GagesDocumento18 pagineRotary Shouldered Connection GagesLewis Tan LimNessuna valutazione finora
- Mdi 813Documento1 paginaMdi 813pendexxNessuna valutazione finora
- Fundamentals and Applications of Bionic Drilling FluidsDa EverandFundamentals and Applications of Bionic Drilling FluidsNessuna valutazione finora
- Formulas and Calculations for Drilling OperationsDa EverandFormulas and Calculations for Drilling OperationsNessuna valutazione finora
- TenarisHydril Wedge 563 RunningGuidelines PDFDocumento15 pagineTenarisHydril Wedge 563 RunningGuidelines PDFRuilin TanNessuna valutazione finora
- Handling Tools PDFDocumento26 pagineHandling Tools PDFHaridevNessuna valutazione finora
- Leopard General and in Stal Tion InformationDocumento18 pagineLeopard General and in Stal Tion InformationChandrasekhar SonarNessuna valutazione finora
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARDocumento5 pagineBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- Fox Public Fox-Tp-M-101 Field InspectionDocumento5 pagineFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNessuna valutazione finora
- Handing Tools CPMCDocumento32 pagineHanding Tools CPMCcristinelb100% (1)
- Sub-Spec 023 - Tenaris DSTJ, WT™Documento4 pagineSub-Spec 023 - Tenaris DSTJ, WT™Josue FishNessuna valutazione finora
- 5 5 DP-HT55-repDocumento1 pagina5 5 DP-HT55-repChristopher Jones100% (1)
- Tenaris Running Manual 01Documento20 pagineTenaris Running Manual 01advantage025Nessuna valutazione finora
- Visual 003 PDFDocumento3 pagineVisual 003 PDFashadNessuna valutazione finora
- Seal-Lock Apex Ancillary Specifications: SubjectDocumento4 pagineSeal-Lock Apex Ancillary Specifications: SubjectBoy SpinNessuna valutazione finora
- VTI-Seal Lock HC-003Documento3 pagineVTI-Seal Lock HC-003Cong BuiNessuna valutazione finora
- LOtDocumento5 pagineLOtSuyash KumarNessuna valutazione finora
- Book 1. Drilling Tubular Specification Vol 1 Printed 2018Documento130 pagineBook 1. Drilling Tubular Specification Vol 1 Printed 2018Oscar Gomez Gonzalez100% (2)
- Low FrecuencyDocumento94 pagineLow FrecuencyOscar Gomez GonzalezNessuna valutazione finora
- MPI Yokes and Kits PDFDocumento4 pagineMPI Yokes and Kits PDFOscar Gomez GonzalezNessuna valutazione finora
- Hidrostatica Swivel2017Documento1 paginaHidrostatica Swivel2017Oscar Gomez GonzalezNessuna valutazione finora
- Equipo de Manejo RP 2.0 Vfinal - October 2016Documento18 pagineEquipo de Manejo RP 2.0 Vfinal - October 2016Oscar Gomez GonzalezNessuna valutazione finora
- Low Frecuency PDFDocumento94 pagineLow Frecuency PDFOscar Gomez GonzalezNessuna valutazione finora
- FOX Running Manual: Legal NoticeDocumento14 pagineFOX Running Manual: Legal NoticeDaniel NavarroNessuna valutazione finora
- Visual-000spanish Connec SLSFDocumento5 pagineVisual-000spanish Connec SLSFOscar Gomez GonzalezNessuna valutazione finora
- FCE Well Testing Alert Rev 1 - CompletDocumento6 pagineFCE Well Testing Alert Rev 1 - CompletOscar Gomez GonzalezNessuna valutazione finora
- Hole Cleaning Checklist. Process. Yes No: PlanningDocumento2 pagineHole Cleaning Checklist. Process. Yes No: PlanningOscar Gomez GonzalezNessuna valutazione finora
- Spe 112105 PDFDocumento8 pagineSpe 112105 PDFOscar Gomez GonzalezNessuna valutazione finora
- Ra CocnatsDocumento13 pagineRa CocnatsloyioNessuna valutazione finora
- E TDS ManualDocumento30 pagineE TDS ManualJeetendra ShresthaNessuna valutazione finora
- VLSI Design FlowDocumento20 pagineVLSI Design FlowPranav DarganNessuna valutazione finora
- OpenCV 3.0 Computer Vision With Java - Sample ChapterDocumento27 pagineOpenCV 3.0 Computer Vision With Java - Sample ChapterPackt PublishingNessuna valutazione finora
- Btech Trainings GuideDocumento26 pagineBtech Trainings GuideAlfian Pamungkas SakawigunaNessuna valutazione finora
- 3M Scotchkote - Custom Coating GuideDocumento16 pagine3M Scotchkote - Custom Coating GuideUgoRibeiroNessuna valutazione finora
- Aicte 2010 EVENDocumento105 pagineAicte 2010 EVENbalusharma1212Nessuna valutazione finora
- (Casas & Sarmiento, 2015) GIS-Aided Suitability Assessment of Mt. Mayapay Watershed in Butuan City, Agusan Del NorteDocumento15 pagine(Casas & Sarmiento, 2015) GIS-Aided Suitability Assessment of Mt. Mayapay Watershed in Butuan City, Agusan Del NorteSheila Grace BelanNessuna valutazione finora
- CFD Analysis of Free Cooling of Modular Data CentersDocumento4 pagineCFD Analysis of Free Cooling of Modular Data CentersEmad AbdelsamadNessuna valutazione finora
- 46 50Documento1 pagina46 50isturmanNessuna valutazione finora
- Classiffication of ComputerDocumento15 pagineClassiffication of Computervenkat sai bharatNessuna valutazione finora
- Bou-Llusar Et Al 2009 EFQM Excellence ModelDocumento22 pagineBou-Llusar Et Al 2009 EFQM Excellence Modelfastford14Nessuna valutazione finora
- L1 Differential AmplifiersDocumento21 pagineL1 Differential AmplifiersTemesgen ZelekeNessuna valutazione finora
- Lecture No-03 Course PCB Manufacturing IE-236 & Electronic Simulation and PCB Manufacturing (Repeaters Only)Documento22 pagineLecture No-03 Course PCB Manufacturing IE-236 & Electronic Simulation and PCB Manufacturing (Repeaters Only)Ravi Shankar 31Nessuna valutazione finora
- Solaris 10 Boot ProcessDocumento14 pagineSolaris 10 Boot Processtejasn1000Nessuna valutazione finora
- Mach Oil BrochureDocumento44 pagineMach Oil BrochureIntan DavidNessuna valutazione finora
- A140Documento104 pagineA140hungchagia1Nessuna valutazione finora
- 1169a AopDocumento12 pagine1169a AopBAYARD BernardNessuna valutazione finora