Potrebbero piacerti anche
- Plate and Box Girder DesignDocumento60 paginePlate and Box Girder DesignKrishna ChandranNessuna valutazione finora
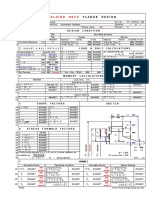
- Flange Example CalcDocumento14 pagineFlange Example CalcAstri NgentNessuna valutazione finora
- Over Head Water Tank DesignDocumento5 pagineOver Head Water Tank DesignAstri Ngent100% (1)
- 26 Pressure Vessel.Documento21 pagine26 Pressure Vessel.mishtinil93% (14)
- AWWA C 204 Mortar Lined MS PipeDocumento19 pagineAWWA C 204 Mortar Lined MS PipeAnonymous D66WHl100% (1)
- C219-23 LookInsideDocumento13 pagineC219-23 LookInsidemrdino2012Nessuna valutazione finora
- Design Considerations For Subsea Metrology MeasurementsDocumento27 pagineDesign Considerations For Subsea Metrology MeasurementsSanjeevi ParthasarathiNessuna valutazione finora
- API 570 Quiz - Recertification 2016 NovDocumento6 pagineAPI 570 Quiz - Recertification 2016 Novadma1100% (5)
- Bs-Iso 12241Documento61 pagineBs-Iso 12241juninho7050% (2)
- Volume 1 Contents and Chapter SummariesDocumento9 pagineVolume 1 Contents and Chapter SummariesUr FriendNessuna valutazione finora
- SATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocumento13 pagineSATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground Pipelikarthi51289Nessuna valutazione finora
- Spiral Weld PipeDocumento52 pagineSpiral Weld PipePRASHANTNessuna valutazione finora
- HAMMER Connect EditionDocumento892 pagineHAMMER Connect EditionvethoNessuna valutazione finora
- ES360 Instruction BookDocumento40 pagineES360 Instruction Booknatee8632Nessuna valutazione finora
- Ansi Awwa c225-07Documento28 pagineAnsi Awwa c225-07Harli M. HavilNessuna valutazione finora
- Appendix 4 - RCCP BONNA PIPE Brochure PDFDocumento25 pagineAppendix 4 - RCCP BONNA PIPE Brochure PDFDica100% (1)
- Corrosion Control For Buried Water MainsDocumento43 pagineCorrosion Control For Buried Water Mainsdelta_scopeNessuna valutazione finora
- Awwa C509-23Documento52 pagineAwwa C509-23Vijay KumarNessuna valutazione finora
- PT Alphacon's Single V Butt Joint WPSDocumento20 paginePT Alphacon's Single V Butt Joint WPScrys0% (1)
- AWWA M45 2nd Ed Chapter 5Documento32 pagineAWWA M45 2nd Ed Chapter 5miguel medinaNessuna valutazione finora
- GP 32-48Documento13 pagineGP 32-48Diego100% (1)
- MechanicalDocumento173 pagineMechanicalKerx EndranoNessuna valutazione finora
- CJC Jensen Filter - ManualDocumento73 pagineCJC Jensen Filter - Manualbrunokfouri40% (5)
- Comparison of SA106 Against ASTM A106 StandardsDocumento15 pagineComparison of SA106 Against ASTM A106 Standardsshamoojee100% (1)
- Manual of Mainlaying Practice guide for water pipe design and installationDocumento127 pagineManual of Mainlaying Practice guide for water pipe design and installationtongdannyNessuna valutazione finora
- Motor Selection, Inertia PDFDocumento6 pagineMotor Selection, Inertia PDFIswar Rauf Aboo 'AqilahNessuna valutazione finora
- C900-22 LookInsideDocumento13 pagineC900-22 LookInsideJuan GuevaraNessuna valutazione finora
- PT. ZUG INDUSTRY WPSDocumento18 paginePT. ZUG INDUSTRY WPSMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Cement-Mortar Lined & Coated Steel PipeDocumento5 pagineCement-Mortar Lined & Coated Steel Pipenay denNessuna valutazione finora
- Bend Terhadap Efektifitas Desain Horizontal Directional Drilling (HDD) Secara Teknis Dan EkonomisDocumento6 pagineBend Terhadap Efektifitas Desain Horizontal Directional Drilling (HDD) Secara Teknis Dan EkonomisFattah WidodoNessuna valutazione finora
- Pro-Piping Basic Training PresentationDocumento34 paginePro-Piping Basic Training Presentationsamprof4vw100% (1)
- Instalasi Turbin Air IIDocumento10 pagineInstalasi Turbin Air IIIfnu SetyadiNessuna valutazione finora
- JIS JFE Pipe and TubeDocumento25 pagineJIS JFE Pipe and Tubedavorp1402Nessuna valutazione finora
- Best Practices for Conduits Through Embankment DamsDocumento12 pagineBest Practices for Conduits Through Embankment Damsdjajadjaja100% (1)
- Appendix 4 - RCCP BONNA PIPE BrochureDocumento25 pagineAppendix 4 - RCCP BONNA PIPE BrochureDicaNessuna valutazione finora
- Awwa C200 PDFDocumento6 pagineAwwa C200 PDFangel darioNessuna valutazione finora
- Dental BursDocumento1 paginaDental BursBatool Zahra0% (1)
- Bentley Student SoftwareDocumento20 pagineBentley Student SoftwareKaren Johnson0% (1)
- Cost-Effective Air Cushion Surge Chambers for HydropowerDocumento2 pagineCost-Effective Air Cushion Surge Chambers for HydropowerAli AlengineerNessuna valutazione finora
- Resep KacamataDocumento1 paginaResep KacamataZILVIWILDAN44Nessuna valutazione finora
- Welding Procedure - A - PDFDocumento60 pagineWelding Procedure - A - PDFMade Agus BudiarthaNessuna valutazione finora
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocumento2 paginePre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNessuna valutazione finora
- Resep SambalDocumento1 paginaResep Sambalkaritya88Nessuna valutazione finora
- Guide to flange facing: types of damage, finishes, gaskets and machine typesDocumento1 paginaGuide to flange facing: types of damage, finishes, gaskets and machine typesjksankar100% (1)
- Brosur ICCP 2013 - Thermit WeldingDocumento1 paginaBrosur ICCP 2013 - Thermit WeldingHasan Gesit NazeloNessuna valutazione finora
- RST Catalog 2012 PDFDocumento64 pagineRST Catalog 2012 PDFgodsaNessuna valutazione finora
- DAY - 1 Press. Vessel FundamentalsDocumento33 pagineDAY - 1 Press. Vessel FundamentalsAngelapreethi 006Nessuna valutazione finora
- Practical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTDocumento362 paginePractical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTrodrigoperezsimoneNessuna valutazione finora
- Presentasi Design WPS - 1 Dec 10 BWDocumento43 paginePresentasi Design WPS - 1 Dec 10 BWWahyu PurbaNessuna valutazione finora
- Codes, Standards & Regulations OverviewDocumento8 pagineCodes, Standards & Regulations OverviewDzaka LanaaNessuna valutazione finora
- Instrumentasi Bendung LogungDocumento16 pagineInstrumentasi Bendung Logunganon_507171008Nessuna valutazione finora
- Company Profile PT - Sanwa Prefab TechnologyDocumento23 pagineCompany Profile PT - Sanwa Prefab TechnologyNug Larso100% (1)
- 0200 DSZ BrochureDocumento6 pagine0200 DSZ Brochurenezz_nezzNessuna valutazione finora
- ARN-P-ES-00-013 Spec For Surface Preparation, Painting & Galvanizing - Rev.1 PDFDocumento38 pagineARN-P-ES-00-013 Spec For Surface Preparation, Painting & Galvanizing - Rev.1 PDFaditia nugraha100% (1)
- Rotodynamic Vertical Pumps: For Manuals Describing Installation, Operation, and MaintenanceDocumento57 pagineRotodynamic Vertical Pumps: For Manuals Describing Installation, Operation, and MaintenanceShubhrajeet TiwariNessuna valutazione finora
- Siphon Breaker Valves (Accessories)Documento2 pagineSiphon Breaker Valves (Accessories)mikeswordsNessuna valutazione finora
- Calculating Pipe Jacking Force Using Boring Method SoftwareDocumento4 pagineCalculating Pipe Jacking Force Using Boring Method SoftwaremtolkhaNessuna valutazione finora
- STD 15080Documento4 pagineSTD 15080dineshinnaci123Nessuna valutazione finora
- Suggested Specification For Buried Steel Water Transmission Pipe FINALDocumento10 pagineSuggested Specification For Buried Steel Water Transmission Pipe FINALA T AlhershNessuna valutazione finora
- Cement-Mortar Lined & Coated Steel Pipe - 2Documento6 pagineCement-Mortar Lined & Coated Steel Pipe - 2dwi sutiknoNessuna valutazione finora
- Features Flanged DIP and Fittings4Documento4 pagineFeatures Flanged DIP and Fittings4Sohail HanifNessuna valutazione finora
- SEWAGE FORCE MAIN INSTALLATION REQUIREMENTSDocumento9 pagineSEWAGE FORCE MAIN INSTALLATION REQUIREMENTSMarlon A. MendozaNessuna valutazione finora
- 15510Documento13 pagine15510mahaboobptmNessuna valutazione finora
- 15510Documento13 pagine15510uddinnadeemNessuna valutazione finora
- Pipe and Pipe FittingsDocumento21 paginePipe and Pipe FittingsAdamNessuna valutazione finora
- Resilient Seated Gate and Tapping Valves Oct 08Documento10 pagineResilient Seated Gate and Tapping Valves Oct 08arsiajanNessuna valutazione finora
- Features FlangedDuctileIronPipeandFittings PDFDocumento5 pagineFeatures FlangedDuctileIronPipeandFittings PDFGourav SharmaNessuna valutazione finora
- STD 15257Documento8 pagineSTD 15257TrefastoreNessuna valutazione finora
- Sewer Pipes and FittingsDocumento8 pagineSewer Pipes and FittingsMaan Valencia - RevillaNessuna valutazione finora
- Materials Specification Table of ContentsDocumento40 pagineMaterials Specification Table of ContentsLuong Do Dat0% (1)
- Section 02420 - Fabricated Steel Pipe and Specials Part 1 - GeneralDocumento8 pagineSection 02420 - Fabricated Steel Pipe and Specials Part 1 - GeneralpdiconpNessuna valutazione finora
- Sanitary Sewer PipeDocumento10 pagineSanitary Sewer PipeSaiful Imran Mohamed YusofNessuna valutazione finora
- 10 11Documento9 pagine10 11PrashannaNessuna valutazione finora
- Data Dial IndikatorDocumento2 pagineData Dial IndikatorAstri NgentNessuna valutazione finora
- Bekomat Produk DisplayDocumento4 pagineBekomat Produk DisplayAstri NgentNessuna valutazione finora
- D Value CalcDocumento5 pagineD Value CalcAstri NgentNessuna valutazione finora
- Design of Welded ConnectionsDocumento8 pagineDesign of Welded ConnectionsAstri NgentNessuna valutazione finora
- Gantry Crane CalculatedDocumento1 paginaGantry Crane CalculatedAstri NgentNessuna valutazione finora
- Mud Barge Sea ChestDocumento1 paginaMud Barge Sea ChestAstri NgentNessuna valutazione finora
- Beam Desain1Documento2 pagineBeam Desain1Astri NgentNessuna valutazione finora
- Surge TankDocumento4 pagineSurge TankAstri NgentNessuna valutazione finora
- Assy Joint Pipa Line 1Documento1 paginaAssy Joint Pipa Line 1Astri NgentNessuna valutazione finora
- Slide Bearing PTFE Tes ReportDocumento6 pagineSlide Bearing PTFE Tes ReportAstri NgentNessuna valutazione finora
- ZX 100 K-Truss Support PadDocumento4 pagineZX 100 K-Truss Support PadAstri NgentNessuna valutazione finora
- Bearing Layout PDFDocumento1 paginaBearing Layout PDFAstri NgentNessuna valutazione finora
- Weld Analysis-IC Method v1.1Documento5 pagineWeld Analysis-IC Method v1.1jefersonpimentelNessuna valutazione finora
- Hydroelectric Hydro Power 4 3 1 DesignDocumento28 pagineHydroelectric Hydro Power 4 3 1 DesignLouise UmaliNessuna valutazione finora
- NTN Pillow BlockDocumento54 pagineNTN Pillow BlockteguheafNessuna valutazione finora
- Spherical Roller Thrust Bearing PDFDocumento16 pagineSpherical Roller Thrust Bearing PDFAstri NgentNessuna valutazione finora
- ValveDocumento4 pagineValveAstri NgentNessuna valutazione finora
- Calculating The Time Required To Empty A Vessel: ExamplesDocumento1 paginaCalculating The Time Required To Empty A Vessel: ExamplesKabir KhanNessuna valutazione finora
- 6000 EN 00 04 Friction BearingDocumento30 pagine6000 EN 00 04 Friction BearingAstri NgentNessuna valutazione finora
- Plugin Bushes PDFDocumento3 paginePlugin Bushes PDFAstri NgentNessuna valutazione finora
- Reinforced PadDocumento3 pagineReinforced PadAstri NgentNessuna valutazione finora
- Hammer Product Data SheetDocumento2 pagineHammer Product Data SheetAstri NgentNessuna valutazione finora
- Limit State DesignDocumento26 pagineLimit State DesignAstri NgentNessuna valutazione finora
- Gang SawDocumento55 pagineGang SawAstri NgentNessuna valutazione finora
- Welder and Welding Operator Qualification Test Record (Asme Ix Code)Documento2 pagineWelder and Welding Operator Qualification Test Record (Asme Ix Code)Neil TaneoNessuna valutazione finora
- Chapter 5 Design Guidelines Section 5.4 Mechanical Subsection 5.4.2 PlumbingDocumento4 pagineChapter 5 Design Guidelines Section 5.4 Mechanical Subsection 5.4.2 PlumbingkapsarcNessuna valutazione finora
- Minicargador Case Kit Alto FlujoDocumento9 pagineMinicargador Case Kit Alto FlujoluismdmjNessuna valutazione finora
- Vol-3 Rev0 15.09.2016 Employers RequirementDocumento224 pagineVol-3 Rev0 15.09.2016 Employers RequirementanrsrinivasanNessuna valutazione finora
- ICS 27.100 Code for Designing Insulation and Painting of Fossil Fuel Power PlantDocumento74 pagineICS 27.100 Code for Designing Insulation and Painting of Fossil Fuel Power PlantCourage MurevesiNessuna valutazione finora
- 27" (69 CM) Gas Dryer Installation Instructions Instrucciones de Instalacion para La Secadora A Gas de 27" (69 CM)Documento20 pagine27" (69 CM) Gas Dryer Installation Instructions Instrucciones de Instalacion para La Secadora A Gas de 27" (69 CM)superadoeNessuna valutazione finora
- Steamview Radiator BrochureDocumento2 pagineSteamview Radiator Brochuree-ComfortUSANessuna valutazione finora
- Pre T&C Checklist (3 Language) - Updated - 2022 DavidDocumento1 paginaPre T&C Checklist (3 Language) - Updated - 2022 Davidmuhammad farisNessuna valutazione finora
- Mostostalex - Sprinkler TanksDocumento8 pagineMostostalex - Sprinkler TanksVanja IvkovicNessuna valutazione finora
- Company Profile - Naman EngineersDocumento8 pagineCompany Profile - Naman EngineersHarkesh RajputNessuna valutazione finora
- Stator Cooling System ProceduresDocumento12 pagineStator Cooling System ProceduresSonratNessuna valutazione finora
- Dobladora Hidraulica RIDGID - Ficha TecnicaDocumento2 pagineDobladora Hidraulica RIDGID - Ficha Tecnicanatsumyortiz02Nessuna valutazione finora
- ASTM A182/A240 Stainless Steel 304/304L/304H Flanges - Rexton Steel AlloysDocumento8 pagineASTM A182/A240 Stainless Steel 304/304L/304H Flanges - Rexton Steel Alloyssunny sanghviNessuna valutazione finora
- Drainage System Specification FinalDocumento3 pagineDrainage System Specification FinalRico EdureseNessuna valutazione finora
- PICA Hose Problem - Sept-Nov 2012Documento20 paginePICA Hose Problem - Sept-Nov 2012Edwin FitrianNessuna valutazione finora
- Wave BrochureDocumento120 pagineWave BrochureRahil Tasawar60% (5)
- Buble Tube Installation FoxboroDocumento28 pagineBuble Tube Installation FoxborolrpatraNessuna valutazione finora
- Core Sampling of The Filter Bed: Appendix 11Documento3 pagineCore Sampling of The Filter Bed: Appendix 11Ahmed ShawkyNessuna valutazione finora
- Section 21 - Liquid Turbine MeterDocumento9 pagineSection 21 - Liquid Turbine MeterhammamiNessuna valutazione finora
- Eckel Tong Die DirectiveDocumento4 pagineEckel Tong Die DirectiveEdgar Moreira FernandezNessuna valutazione finora
- Unified Alloys ANSI Pipe Chart 6-28-2018Documento2 pagineUnified Alloys ANSI Pipe Chart 6-28-2018Manual SourceNessuna valutazione finora
- 02 Ball - Valve KH143 ManualDocumento14 pagine02 Ball - Valve KH143 ManualMirela SimijdeanNessuna valutazione finora
- Pipe Concrete AnchorDocumento6 paginePipe Concrete AnchorRahmat RiskiNessuna valutazione finora