Potrebbero piacerti anche
- Barred Parakeet Care and Information - 2014Documento47 pagineBarred Parakeet Care and Information - 2014Edson França RodriguesNessuna valutazione finora
- How to Use Leg Hobbles to Correct Splayed Legs in Baby ChicksDocumento4 pagineHow to Use Leg Hobbles to Correct Splayed Legs in Baby ChicksEdson França RodriguesNessuna valutazione finora
- Monitoring and Diagnostics For GeneratorsDocumento4 pagineMonitoring and Diagnostics For GeneratorsEdson França RodriguesNessuna valutazione finora
- KD Disc Coupling MetricsDocumento21 pagineKD Disc Coupling MetricsEdson França RodriguesNessuna valutazione finora
- BirdLife Checklist Version 9.1PDF PDFDocumento535 pagineBirdLife Checklist Version 9.1PDF PDFSanjeev ChoudharyNessuna valutazione finora
- Permabond TA4610 (Adesivo para PET) - 2020Documento2 paginePermabond TA4610 (Adesivo para PET) - 2020Edson França RodriguesNessuna valutazione finora
- Lineolated Parakeet (Barred Parakeet) - XXXX 1Documento6 pagineLineolated Parakeet (Barred Parakeet) - XXXX 1Edson França RodriguesNessuna valutazione finora
- Multi Stage Pump Troubleshooting Guide Rev 1Documento2 pagineMulti Stage Pump Troubleshooting Guide Rev 1Edson França RodriguesNessuna valutazione finora
- Barred Parakeet (Bolborhynchus Lineola) - XXXXDocumento1 paginaBarred Parakeet (Bolborhynchus Lineola) - XXXXEdson França RodriguesNessuna valutazione finora
- Permabond TA4610 Datasheet (Adesivo para PET) - 2020Documento2 paginePermabond TA4610 Datasheet (Adesivo para PET) - 2020Edson França RodriguesNessuna valutazione finora
- Calculating Stuffing Box PressuresDocumento2 pagineCalculating Stuffing Box PressuresEdson França RodriguesNessuna valutazione finora
- Deciphering The Galaxy Guppy PhenotypeDocumento20 pagineDeciphering The Galaxy Guppy PhenotypeAquarismo OrnamentalNessuna valutazione finora
- Lineolated Parakeets 2 - XXXXDocumento85 pagineLineolated Parakeets 2 - XXXXEdson França RodriguesNessuna valutazione finora
- Westco PumpDocumento8 pagineWestco PumpWorapat PuttakasemNessuna valutazione finora
- 3M DP-460 - Datasheet (Adesivo para PET) - 2020Documento8 pagine3M DP-460 - Datasheet (Adesivo para PET) - 2020Edson França RodriguesNessuna valutazione finora
- Versele-Laga Birds Products Schedule of Administration - 2020.Documento1 paginaVersele-Laga Birds Products Schedule of Administration - 2020.Edson França RodriguesNessuna valutazione finora
- Compatibility Chart MARINEDocumento1 paginaCompatibility Chart MARINEEdson França RodriguesNessuna valutazione finora
- Description of New American Carduelis-Spinus Bird Species in La Paz (Bolivia) - C.-S. Lapazensis - 2020Documento10 pagineDescription of New American Carduelis-Spinus Bird Species in La Paz (Bolivia) - C.-S. Lapazensis - 2020Edson França RodriguesNessuna valutazione finora
- TDH Determination For ESP Pumps PDFDocumento8 pagineTDH Determination For ESP Pumps PDFMuhammad ImranNessuna valutazione finora
- Tropical Fish A Beginners Guide by William BergDocumento86 pagineTropical Fish A Beginners Guide by William Bergdrluci2005100% (1)
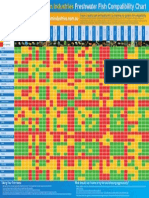
- Freshwater Fish Compatibility ChartDocumento1 paginaFreshwater Fish Compatibility CharttourismanuNessuna valutazione finora
- Freshwater Fish Compatibility ChartDocumento1 paginaFreshwater Fish Compatibility CharttourismanuNessuna valutazione finora
- How To Entertain Your Betta FishDocumento27 pagineHow To Entertain Your Betta FishTomas HollyNessuna valutazione finora
- WEG Electric Motors Fastening Guide 10004539140 Technical Article EnglishDocumento13 pagineWEG Electric Motors Fastening Guide 10004539140 Technical Article EnglishShyam RatanNessuna valutazione finora
- Motor Bases Selection Informations - 2021Documento3 pagineMotor Bases Selection Informations - 2021Edson França RodriguesNessuna valutazione finora
- Installing and Commissioning MotorsDocumento4 pagineInstalling and Commissioning MotorsCraig PretoriusNessuna valutazione finora
- Basics of Balancing 202Documento28 pagineBasics of Balancing 202PankajBhamareNessuna valutazione finora
- Rev. A A EN Nglish 08 / 2 013: Procedur eDocumento10 pagineRev. A A EN Nglish 08 / 2 013: Procedur eCaio JoppertNessuna valutazione finora
- Lista de Normas API para Equipamentos RotativosDocumento1 paginaLista de Normas API para Equipamentos RotativosEdson França RodriguesNessuna valutazione finora
- Rev. A English 03 / 2015: ProcedureDocumento28 pagineRev. A English 03 / 2015: ProcedureEdson França RodriguesNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Geomatics Lab ModuleDocumento6 pagineGeomatics Lab ModuleCt Kamariah Md SaatNessuna valutazione finora
- Mechanical and Tribological Performance of Aluminium Metal Matrix CompositesDocumento27 pagineMechanical and Tribological Performance of Aluminium Metal Matrix CompositesPradeepkumar SamanthulaNessuna valutazione finora
- (BS en 772-11-2000) - Methods of Test For Masonry Units. Determination of Water Absorption of Aggregate Concrete, Manufactured Stone and Natural Stone Masonry Units DDocumento10 pagine(BS en 772-11-2000) - Methods of Test For Masonry Units. Determination of Water Absorption of Aggregate Concrete, Manufactured Stone and Natural Stone Masonry Units DStacy WilsonNessuna valutazione finora
- Purchasing Audit ProgrammeDocumento12 paginePurchasing Audit ProgrammemercymabNessuna valutazione finora
- Clextra For Project ManagementDocumento9 pagineClextra For Project ManagementCasper AbrahamNessuna valutazione finora
- Aluprofilsystem en 0Documento481 pagineAluprofilsystem en 0Vasile TomoiagaNessuna valutazione finora
- Stacbloc BrochureDocumento4 pagineStacbloc Brochuresathish77sNessuna valutazione finora
- SBC1205 Instruction Manual A5 5Documento4 pagineSBC1205 Instruction Manual A5 5Phillip CragerNessuna valutazione finora
- November 2016Documento20 pagineNovember 2016Deepak JainNessuna valutazione finora
- Company Profile Prima VistaDocumento10 pagineCompany Profile Prima VistaInche Helmi Dori DoriNessuna valutazione finora
- Rotorcraft Forecast Sample - R013Documento14 pagineRotorcraft Forecast Sample - R013Genaire LimitedNessuna valutazione finora
- Business Challenges: Case StudyDocumento4 pagineBusiness Challenges: Case StudySanjay ThakkarNessuna valutazione finora
- Master Thesis FinalDocumento125 pagineMaster Thesis FinalShailesh K SinghNessuna valutazione finora
- SR5080 Booklet Finisher RTBsDocumento22 pagineSR5080 Booklet Finisher RTBsTecnica CPY Copiadoras del ParaguayNessuna valutazione finora
- Oil and Gas Guide James WalkerDocumento72 pagineOil and Gas Guide James WalkermtfrvtNessuna valutazione finora
- Ten Rs of Efficient PurchasingDocumento3 pagineTen Rs of Efficient PurchasingBala FoundMylostNessuna valutazione finora
- d59687gc10 Toc GLMFDocumento14 pagined59687gc10 Toc GLMFmahmoud_elassaNessuna valutazione finora
- Cais 0308 - 2021-12 (308, 103S08)Documento7 pagineCais 0308 - 2021-12 (308, 103S08)Muhammad UmarNessuna valutazione finora
- Job planning and process preparationDocumento11 pagineJob planning and process preparationNiza JamilNessuna valutazione finora
- Software Engineering Question BankDocumento7 pagineSoftware Engineering Question Banksubhapam100% (1)
- Professional Resume (HVAC & Utilities Manager) - 1Documento3 pagineProfessional Resume (HVAC & Utilities Manager) - 1Mujtaba AliNessuna valutazione finora
- Planning of Rural Roads in IndiaDocumento14 paginePlanning of Rural Roads in IndiaSubin GeevargheseNessuna valutazione finora
- The Production of Specialty RubberDocumento2 pagineThe Production of Specialty RubberfebiantiNessuna valutazione finora
- Viswanath ResumeDocumento3 pagineViswanath ResumePRASHANT KANTENessuna valutazione finora
- Trada 2Documento2 pagineTrada 2rdobeidatNessuna valutazione finora
- Roopa Rani - Final PDFDocumento52 pagineRoopa Rani - Final PDFSrinivas SeenuNessuna valutazione finora
- Certified CMMI Associate Exam ResultsDocumento8 pagineCertified CMMI Associate Exam ResultsDaniel Softjoy MontjoyNessuna valutazione finora
- Case StudyDocumento17 pagineCase StudyAbdo ChalawitNessuna valutazione finora
- Organisational StudyDocumento68 pagineOrganisational StudyManuUdayanNessuna valutazione finora
- Manual Uganda CatfishDocumento65 pagineManual Uganda CatfishDare Kehinde100% (2)