Potrebbero piacerti anche
- Testing and Evaluation of Large Stone Mixes Using Marshall Mix Design ProceduresDocumento50 pagineTesting and Evaluation of Large Stone Mixes Using Marshall Mix Design ProceduresProf. Prithvi Singh KandhalNessuna valutazione finora
- Creep NCHRPDocumento106 pagineCreep NCHRPFranklinNessuna valutazione finora
- NAPA QIP122 DesigningAndConstructingSMAMixturesDocumento57 pagineNAPA QIP122 DesigningAndConstructingSMAMixturesGiulia MarcuNessuna valutazione finora
- Research and Application of Hot In-Place Recycling Technology for Asphalt PavementDa EverandResearch and Application of Hot In-Place Recycling Technology for Asphalt PavementNessuna valutazione finora
- Napa Is129Documento21 pagineNapa Is129Felix GranadosNessuna valutazione finora
- Hot Mix Asphalt For Intersections For Hot ClimateDocumento17 pagineHot Mix Asphalt For Intersections For Hot ClimateProf. Prithvi Singh KandhalNessuna valutazione finora
- Significance of Restricted Zone in Superpave Aggregate Gradation SpecificationDocumento23 pagineSignificance of Restricted Zone in Superpave Aggregate Gradation SpecificationProf. Prithvi Singh KandhalNessuna valutazione finora
- Asphalt Binder MSCR UpdatedDocumento12 pagineAsphalt Binder MSCR Updatedjulio sierra0% (1)
- Astm D6373 - 23Documento5 pagineAstm D6373 - 23rtiyer1970Nessuna valutazione finora
- Metodologia BaileyDocumento27 pagineMetodologia BaileyRicardo FloresNessuna valutazione finora
- Aashto T 391Documento9 pagineAashto T 391Ramy Hussein100% (1)
- Aashto M323Documento18 pagineAashto M323safak kahramanNessuna valutazione finora
- Performance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) TestDocumento8 paginePerformance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) Testmohammed karasnehNessuna valutazione finora
- Aashto PP 105-20Documento6 pagineAashto PP 105-20SusanaTorresGonzález100% (2)
- National Perspective on Warm Mix Asphalt TechnologiesDocumento46 pagineNational Perspective on Warm Mix Asphalt TechnologiesRoyhan RizkyNessuna valutazione finora
- IS 115 - Open Graded Asphalt Friction CoursesDocumento5 pagineIS 115 - Open Graded Asphalt Friction CoursesharNessuna valutazione finora
- Asphalt Institute Mix Design Program GuideDocumento82 pagineAsphalt Institute Mix Design Program GuideMahnooranjum100% (1)
- Aggregate Tests For Hot Mix Asphalt: State of The PracticeDocumento22 pagineAggregate Tests For Hot Mix Asphalt: State of The PracticeProf. Prithvi Singh KandhalNessuna valutazione finora
- BBR Asphalt Binder Test MethodsDocumento104 pagineBBR Asphalt Binder Test MethodsJessica Noemi Solana100% (1)
- Precision of Marshall Stability and Flow Test Using 6 Inch Diameter SpecimensDocumento1 paginaPrecision of Marshall Stability and Flow Test Using 6 Inch Diameter SpecimensProf. Prithvi Singh KandhalNessuna valutazione finora
- ASTM Volume 04.03 Road and Paving MaterialsDocumento7 pagineASTM Volume 04.03 Road and Paving MaterialsVenu GopalNessuna valutazione finora
- Aashto TP62-07Documento18 pagineAashto TP62-07amin13177100% (1)
- Do We Need To Add Mineral Filler in Bituminous Mixtures?Documento6 pagineDo We Need To Add Mineral Filler in Bituminous Mixtures?Prof. Prithvi Singh Kandhal100% (2)
- Archived: Asphalt Mixture Design IllustratedDocumento80 pagineArchived: Asphalt Mixture Design IllustratedraoufNessuna valutazione finora
- Evaluation of Asphalt Pavement Analyzer As A Tool To Predict RuttingDocumento1 paginaEvaluation of Asphalt Pavement Analyzer As A Tool To Predict RuttingProf. Prithvi Singh KandhalNessuna valutazione finora
- Sampling Bituminous Paving Mixtures: Standard Practice ForDocumento4 pagineSampling Bituminous Paving Mixtures: Standard Practice ForAnonymous x7VY8VF7Nessuna valutazione finora
- Effect of Asphalt Film Thickness On Short and Long Term Aging of Asphalt Paving MixturesDocumento20 pagineEffect of Asphalt Film Thickness On Short and Long Term Aging of Asphalt Paving MixturesProf. Prithvi Singh Kandhal100% (1)
- Kandhal Q and A Part 4 On Bitumen Content of Bituminous Paving Mixes in India - Letter To Highway Colleagues - 9 August 2018Documento6 pagineKandhal Q and A Part 4 On Bitumen Content of Bituminous Paving Mixes in India - Letter To Highway Colleagues - 9 August 2018Prof. Prithvi Singh KandhalNessuna valutazione finora
- Stone Matrix Asphalt Pavement 1Documento26 pagineStone Matrix Asphalt Pavement 1JAYBHAY BHAGWATNessuna valutazione finora
- Kandhal Q and A Part 1 On Confusion From Overlapping Viscosity Ranges of VG-30 and VG-40 Bitumen - 16 August 2017Documento4 pagineKandhal Q and A Part 1 On Confusion From Overlapping Viscosity Ranges of VG-30 and VG-40 Bitumen - 16 August 2017Prof. Prithvi Singh Kandhal100% (1)
- Shear Susceptibility of Asphalts in Relation To Pavement PerformanceDocumento27 pagineShear Susceptibility of Asphalts in Relation To Pavement PerformanceProf. Prithvi Singh Kandhal100% (1)
- Structural Overlay Design Using NDT MethodsDocumento29 pagineStructural Overlay Design Using NDT Methodssimply_harsh_12100% (1)
- Recycling Hot-Mix Asphalt PavementsDocumento28 pagineRecycling Hot-Mix Asphalt PavementsRaghavNessuna valutazione finora
- Accelerated Laboratory Rutting Tests: Evaluation of Asphalt Pavement AnalyzerDocumento116 pagineAccelerated Laboratory Rutting Tests: Evaluation of Asphalt Pavement AnalyzerProf. Prithvi Singh KandhalNessuna valutazione finora
- JTG D50-2006 Specs For Asphalt PavementDocumento180 pagineJTG D50-2006 Specs For Asphalt PavementmmonteiroNessuna valutazione finora
- Kandhal Q and A Part 6 On Marshall Mix Design - Letter To Highway Colleagues - 15 September 2019Documento5 pagineKandhal Q and A Part 6 On Marshall Mix Design - Letter To Highway Colleagues - 15 September 2019Prof. Prithvi Singh Kandhal100% (1)
- Online Asphalt Mix Design Program User's ManualDocumento19 pagineOnline Asphalt Mix Design Program User's Manualricardogr_2005100% (1)
- Asphalt Institute MS2 7th Edition Asphalt Institute Mix DesignDocumento197 pagineAsphalt Institute MS2 7th Edition Asphalt Institute Mix DesignJoel Ibañez teranNessuna valutazione finora
- Determining Fracture Energy of Asphalt-Aggregate Mixtures Using The Disk-Shaped Compact Tension GeometryDocumento8 pagineDetermining Fracture Energy of Asphalt-Aggregate Mixtures Using The Disk-Shaped Compact Tension GeometryBrayan RomeroNessuna valutazione finora
- Aashto T350Documento89 pagineAashto T350werku koshe0% (1)
- Aashto TP 70-2007Documento7 pagineAashto TP 70-2007Leonardo JaimesNessuna valutazione finora
- Pennsylvania's Experience With The Design, Construction and Performance of GussasphaltDocumento30 paginePennsylvania's Experience With The Design, Construction and Performance of GussasphaltProf. Prithvi Singh KandhalNessuna valutazione finora
- Sma PMB40Documento114 pagineSma PMB40Er Thyagaraj Gowda100% (1)
- Asphalt Pavements A PracticalDocumento2 pagineAsphalt Pavements A PracticalMahmoudRadi0% (1)
- Tire Rubber Modified AsphaltDocumento25 pagineTire Rubber Modified Asphaltzeidan111Nessuna valutazione finora
- SBS BinderDocumento11 pagineSBS Binderprabin kumar ashishNessuna valutazione finora
- D8079 16Documento4 pagineD8079 16refgvxvsdfNessuna valutazione finora
- PDF Ms 4 7th Ed Contents Asphalt DLDocumento16 paginePDF Ms 4 7th Ed Contents Asphalt DLAris Tesoro50% (2)
- Loaded Wheel Testers in The United States: State of The PracticeDocumento18 pagineLoaded Wheel Testers in The United States: State of The PracticeProf. Prithvi Singh KandhalNessuna valutazione finora
- AASTHO T-324-04 Hamburg Whell Tracking PDFDocumento7 pagineAASTHO T-324-04 Hamburg Whell Tracking PDFSiska DewiNessuna valutazione finora
- Hamburg Wheel-Track Testing of Compacted Hot Mix Asphalt (HMA)Documento11 pagineHamburg Wheel-Track Testing of Compacted Hot Mix Asphalt (HMA)Miriam Mendoza100% (2)
- Problems of Stone Mastic Asphalt Use in North QueenslandDocumento259 pagineProblems of Stone Mastic Asphalt Use in North QueenslandTin DanNessuna valutazione finora
- D4867 PDFDocumento5 pagineD4867 PDFAdderly Ortega100% (1)
- AASHTO T 321 Determining The Fatigue Life of Asphalt Mixture Using Flexural Bending BeamDocumento11 pagineAASHTO T 321 Determining The Fatigue Life of Asphalt Mixture Using Flexural Bending BeamĐức Trung TrầnNessuna valutazione finora
- Fiber Additives in Asphalt MixturesDocumento67 pagineFiber Additives in Asphalt MixturesprmraoNessuna valutazione finora
- Aashto R 47Documento9 pagineAashto R 47chris_996Nessuna valutazione finora
- Asphalt Rolling Resistance ResearchDocumento20 pagineAsphalt Rolling Resistance ResearchayalarfNessuna valutazione finora
- Overlays Design Guide 508 PDFDocumento75 pagineOverlays Design Guide 508 PDFAmpuliNessuna valutazione finora
- Aggregate Cost Minimization in Hot-Mix Asphalt Design: September 2010Documento14 pagineAggregate Cost Minimization in Hot-Mix Asphalt Design: September 2010CE PassajNessuna valutazione finora
- Relationship of Aggregate Texture To Asphalt Pavement Skid Resistance Using Image Analysis of Aggregate ShapeDocumento29 pagineRelationship of Aggregate Texture To Asphalt Pavement Skid Resistance Using Image Analysis of Aggregate ShapeHanamant HunashikattiNessuna valutazione finora
- Mittsure Table Book Ebook for UKG StudentsDocumento2 pagineMittsure Table Book Ebook for UKG StudentsBijay Krishna DasNessuna valutazione finora
- Bentley Civil Guide: V8I Selectseries 3Documento110 pagineBentley Civil Guide: V8I Selectseries 3Bijay Krishna DasNessuna valutazione finora
- Topographical Survey SpecificationDocumento12 pagineTopographical Survey Specificationvikalp161Nessuna valutazione finora
- Principles of Concrete Mix DesignDocumento67 paginePrinciples of Concrete Mix DesignAbu Mariam80% (5)
- Soil Classification MAKRIPANI MALINEY SIDE - SAMPLE 01 FullDocumento4 pagineSoil Classification MAKRIPANI MALINEY SIDE - SAMPLE 01 FullBijay Krishna DasNessuna valutazione finora
- Design Statement For Under Ground Sewage System For BRO PuneDocumento1 paginaDesign Statement For Under Ground Sewage System For BRO PuneBijay Krishna DasNessuna valutazione finora
- Concrete Design Mix TutorialDocumento5 pagineConcrete Design Mix TutorialRavi KumarNessuna valutazione finora
- 50 - Draft Final EIA and EMP Pahari Sewerage and STP PDFDocumento100 pagine50 - Draft Final EIA and EMP Pahari Sewerage and STP PDFLalitMohanSenapatiNessuna valutazione finora
- 5 - Bill of Quantities (BOQ) Pg. No. 1 To 176Documento176 pagine5 - Bill of Quantities (BOQ) Pg. No. 1 To 176Bijay Krishna DasNessuna valutazione finora
- The Behaviour of Concrete by Partial Replacement of Fine Aggregate With Copper Slag and Cement With GGBS - An Experimental StudyDocumento6 pagineThe Behaviour of Concrete by Partial Replacement of Fine Aggregate With Copper Slag and Cement With GGBS - An Experimental StudyBijay Krishna DasNessuna valutazione finora
- 14 - Appendix 1 PDFDocumento7 pagine14 - Appendix 1 PDFAnonymous qAPTE8REmnNessuna valutazione finora
- Makripani Bridge L - SECTION of NallahDocumento1 paginaMakripani Bridge L - SECTION of NallahBijay Krishna DasNessuna valutazione finora
- CC Mix Design by KLPDocumento59 pagineCC Mix Design by KLPstruban8337100% (1)
- Concrete Mix Proportioning PDFDocumento104 pagineConcrete Mix Proportioning PDFEva Valentino CapiliNessuna valutazione finora
- ATTU BR-ModelDocumento1 paginaATTU BR-ModelBijay Krishna DasNessuna valutazione finora
- Guidelines To StudentsDocumento2 pagineGuidelines To StudentsBijay Krishna DasNessuna valutazione finora
- Maintaining Works RecordsDocumento5 pagineMaintaining Works RecordsBIJAY KRISHNA DASNessuna valutazione finora
- Aimil Asphalt TestingDocumento31 pagineAimil Asphalt TestingBijay Krishna DasNessuna valutazione finora
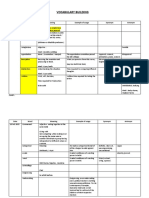
- Vocabulary Building: Date Word Meaning Example of Usage Synonym AntonymDocumento9 pagineVocabulary Building: Date Word Meaning Example of Usage Synonym AntonymBijay Krishna DasNessuna valutazione finora
- Overlay Stripping and Widening Practice WorkbookDocumento62 pagineOverlay Stripping and Widening Practice WorkbookBijay Krishna DasNessuna valutazione finora
- Reliancesmartmoney - Account Closure FormDocumento2 pagineReliancesmartmoney - Account Closure Formsanjay patelNessuna valutazione finora
- 2 Resilient Modulus BuchananDocumento0 pagine2 Resilient Modulus BuchananJuanDiegoRojasNessuna valutazione finora
- Admission Notice and Help Desk - 2021-22Documento1 paginaAdmission Notice and Help Desk - 2021-22Bijay Krishna DasNessuna valutazione finora
- Revised Catalogue 03092020Documento15 pagineRevised Catalogue 03092020ROSHAN ROBERTNessuna valutazione finora
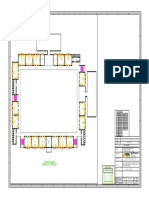
- 400 Male R2 Ground FloorDocumento1 pagina400 Male R2 Ground FloorBijay Krishna DasNessuna valutazione finora
- Second Floor Plan 3760.88 - 2101.1 1659.78 SQM: D3 D3 D3 D3 D3 D3 D3Documento1 paginaSecond Floor Plan 3760.88 - 2101.1 1659.78 SQM: D3 D3 D3 D3 D3 D3 D3Bijay Krishna DasNessuna valutazione finora
- Course StructureDocumento28 pagineCourse Structureravi03121Nessuna valutazione finora
- Gad Ehere ModelDocumento1 paginaGad Ehere ModelBijay Krishna DasNessuna valutazione finora
- Hospital floor plan layoutDocumento1 paginaHospital floor plan layoutBijay Krishna DasNessuna valutazione finora
- Family Welfare Center R3 21 MayDocumento1 paginaFamily Welfare Center R3 21 MayBijay Krishna DasNessuna valutazione finora
- Distress Identification Manual - FhwaDocumento169 pagineDistress Identification Manual - FhwaElber Ramiro Olivares BareñoNessuna valutazione finora
- 02740AsphaltPaving PDFDocumento7 pagine02740AsphaltPaving PDFdarshanNessuna valutazione finora
- Chapter 5 - Flexible and Composite Pavements Final (Individual Narrative Reports)Documento30 pagineChapter 5 - Flexible and Composite Pavements Final (Individual Narrative Reports)Frederick AgliamNessuna valutazione finora
- Performance Based Routine Maintenance Lot 1 RoadsDocumento8 paginePerformance Based Routine Maintenance Lot 1 RoadsBernie QuepNessuna valutazione finora
- Cantabro Loss: Test Procedure ForDocumento2 pagineCantabro Loss: Test Procedure ForMuhammad Syahid Al HaqNessuna valutazione finora
- QAU Forms 2019Documento8 pagineQAU Forms 2019Michael Jorge Bernales75% (4)
- DPWH ROAD DAMAGE CLASSIFICATION & REPAIR GUIDEDocumento30 pagineDPWH ROAD DAMAGE CLASSIFICATION & REPAIR GUIDEGlaydelle Bawalan MañosaNessuna valutazione finora
- Equipment Output Per DayDocumento2 pagineEquipment Output Per Dayresty100% (1)
- Orn 31Documento82 pagineOrn 31rajithfernando100% (6)
- Lab Report 2 Group 3 Section 3Documento13 pagineLab Report 2 Group 3 Section 3api-302786489100% (2)
- Construction of Dibrugarh Bypass New ProjDocumento26 pagineConstruction of Dibrugarh Bypass New ProjUday DeyNessuna valutazione finora
- Tree-Based Ensemble Methods: Predicting Asphalt Mixture Dynamic Modulus For Flexible Pavement DesignDocumento9 pagineTree-Based Ensemble Methods: Predicting Asphalt Mixture Dynamic Modulus For Flexible Pavement Designmohammad faresNessuna valutazione finora
- Constructing Macadam Asphalt RoadsDocumento41 pagineConstructing Macadam Asphalt RoadsLovely Mae Cruza GawinganNessuna valutazione finora
- Pavement Design and Rehabilitation ManualDocumento466 paginePavement Design and Rehabilitation ManualKaimbe100% (6)
- Moisture Induced Damage in Emulsified MixesDocumento13 pagineMoisture Induced Damage in Emulsified Mixesmaneesh chiduralaNessuna valutazione finora
- Venkat FlexiblePavement DesignDocumento86 pagineVenkat FlexiblePavement DesignV Venkata Narayana100% (5)
- Construction and Building Materials: M. Abdesssemed, S. Kenai, A. BaliDocumento8 pagineConstruction and Building Materials: M. Abdesssemed, S. Kenai, A. BaliDhanya ce13d027Nessuna valutazione finora
- New 2 TR 331 - HIGHWAY MATERIALS - Mod2014 - HO-2Documento111 pagineNew 2 TR 331 - HIGHWAY MATERIALS - Mod2014 - HO-2Albert MwauziNessuna valutazione finora
- Moisture SeminarDocumento341 pagineMoisture SeminarFekadu MandefroNessuna valutazione finora
- Background to Pavement Design Protocols in the UKDocumento18 pagineBackground to Pavement Design Protocols in the UKDiyoke HenryNessuna valutazione finora
- Roads & Highways PDFDocumento520 pagineRoads & Highways PDFmasoodae84% (19)
- Rehabilitation Policy FrameworkDocumento223 pagineRehabilitation Policy Frameworkashe zinab100% (1)
- Hot Mix Asphalt Paving HandBook 2000Documento229 pagineHot Mix Asphalt Paving HandBook 2000Jorge E. Ramos85% (13)
- Transportation Engineering IIDocumento3 pagineTransportation Engineering IIAnil MarsaniNessuna valutazione finora
- PERMEABILITY STUDYDocumento10 paginePERMEABILITY STUDYbiswabikash routNessuna valutazione finora
- GlasGrid BrochureDocumento24 pagineGlasGrid BrochureUjjval SolankiNessuna valutazione finora
- CrackingDocumento7 pagineCrackingCE PassajNessuna valutazione finora
- Noise Reducing PavementsDocumento90 pagineNoise Reducing PavementsPSHNessuna valutazione finora
- The Construction Contractor'S W Aste Management Plan: Optimizing Control and CostDocumento10 pagineThe Construction Contractor'S W Aste Management Plan: Optimizing Control and CostKaung Zaw HeinNessuna valutazione finora
- Highway Index MapDocumento68 pagineHighway Index Mapanon_945262278Nessuna valutazione finora