Potrebbero piacerti anche
- Livro ADM DA PRODUÇÃO (Operações Industriais e de Serviços)Documento375 pagineLivro ADM DA PRODUÇÃO (Operações Industriais e de Serviços)ezekielpacheco100% (1)
- Aprenda A Criar Encaixes para Peças 3D Utilizando o MeshmixerDocumento15 pagineAprenda A Criar Encaixes para Peças 3D Utilizando o Meshmixerbonte01Nessuna valutazione finora
- Prevencao e Recuperacao de FalhasDocumento7 paginePrevencao e Recuperacao de Falhasbonte01Nessuna valutazione finora
- Manual HP Laser Pro MFP125ADocumento132 pagineManual HP Laser Pro MFP125AGelsonNessuna valutazione finora
- Edificacoes Patologia Das ConstrucoesDocumento45 pagineEdificacoes Patologia Das ConstrucoesIgor TorresNessuna valutazione finora
- 3D Printing OverhangDocumento7 pagine3D Printing OverhangSANDRO OLIVEIRANessuna valutazione finora
- 1556652784calculadora Custo Impressao LaserDocumento3 pagine1556652784calculadora Custo Impressao Laserbonte01Nessuna valutazione finora
- MD Carlos Gestao Estrategica Da Qualidade PDFDocumento78 pagineMD Carlos Gestao Estrategica Da Qualidade PDFbonte01Nessuna valutazione finora
- Filosofia MedievalDocumento29 pagineFilosofia Medievalbonte01Nessuna valutazione finora
- AMATA+ +Guia+de+MadeirasDocumento56 pagineAMATA+ +Guia+de+MadeirasAnízio Luiz Freitas de MesquitaNessuna valutazione finora
- Gestao Por Processos FNQ PDFDocumento26 pagineGestao Por Processos FNQ PDFIlma AlmeidaNessuna valutazione finora
- Filosofia MedievalDocumento29 pagineFilosofia Medievalbonte01Nessuna valutazione finora
- Ebook Gestao RiscoDocumento23 pagineEbook Gestao Riscoleandrorosadas001Nessuna valutazione finora
- White DragonDocumento1 paginaWhite DragonFormidav van den BraekNessuna valutazione finora
- O Que É Um Purgador de Vapor - TLVDocumento4 pagineO Que É Um Purgador de Vapor - TLVbonte01Nessuna valutazione finora
- Red Dragon3Documento1 paginaRed Dragon3bonte01Nessuna valutazione finora
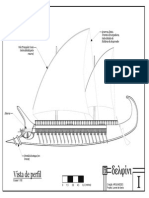
- Trirreme 01Documento3 pagineTrirreme 01bonte01Nessuna valutazione finora
- MASP - Metodologia de Análise e Solução de ProblemasDocumento136 pagineMASP - Metodologia de Análise e Solução de ProblemasFernando Assunção CardosoNessuna valutazione finora
- Como Fazer Plano de Ação 5W2H e Modelo de Exemplo em PlanilhaDocumento3 pagineComo Fazer Plano de Ação 5W2H e Modelo de Exemplo em Planilhabonte01Nessuna valutazione finora
- Sekibune 1 150-2Documento3 pagineSekibune 1 150-2bonte01100% (1)
- A História Dos Purgadores de Vapor #2 - TLVDocumento5 pagineA História Dos Purgadores de Vapor #2 - TLVbonte01Nessuna valutazione finora
- CatalogoDocumento17 pagineCatalogobonte01Nessuna valutazione finora
- A História Dos Purgadores de Vapor #1 - TLVDocumento4 pagineA História Dos Purgadores de Vapor #1 - TLVbonte01Nessuna valutazione finora
- Escurecimento de Latas - SF 2007Documento2 pagineEscurecimento de Latas - SF 2007bonte01Nessuna valutazione finora
- Gestão Da QualidadeDocumento130 pagineGestão Da QualidadeCatRobertaNessuna valutazione finora
- Entorse e FraturaDocumento5 pagineEntorse e Fraturabonte01Nessuna valutazione finora
- 4 Dicas Matadoras para Envolver Colaboradores Na Implementa+º+úo de Sistema de Gest+úoDocumento4 pagine4 Dicas Matadoras para Envolver Colaboradores Na Implementa+º+úo de Sistema de Gest+úobonte01Nessuna valutazione finora
- 5 Dicas para Obter Sucesso Na Implanta+º+úo de Um Software de Gest+úo EmpresarialDocumento2 pagine5 Dicas para Obter Sucesso Na Implanta+º+úo de Um Software de Gest+úo Empresarialbonte01Nessuna valutazione finora
- 5W2H para "Planos de Ação"Documento2 pagine5W2H para "Planos de Ação"bonte01Nessuna valutazione finora
- Base para Relógio Comparador FerrumDocumento1 paginaBase para Relógio Comparador Ferrumbonte01Nessuna valutazione finora
- Tema 06 - Papel de Auditoria Interna Na Prevenção Da Fraude (Comités de Auditoria)Documento4 pagineTema 06 - Papel de Auditoria Interna Na Prevenção Da Fraude (Comités de Auditoria)Contabilidade E Finanças - UEMNessuna valutazione finora
- Procedimentos de Auditoria Auditoria InternaDocumento3 pagineProcedimentos de Auditoria Auditoria InternaSaulo AlexandreNessuna valutazione finora
- cfc0122 Prova BCBDocumento11 paginecfc0122 Prova BCBReury JuniorNessuna valutazione finora
- Descrição Funções 2018Documento18 pagineDescrição Funções 2018Neto LuizNessuna valutazione finora
- Avaliação de Controles InternosDocumento20 pagineAvaliação de Controles InternosJocastadanielferreirNessuna valutazione finora
- Plano Temático E Analítico Da Disciplina: Contabilidade de Gestão I Nataniel Parruque, Jerónimo Savanguana e Pedro MiguelDocumento8 paginePlano Temático E Analítico Da Disciplina: Contabilidade de Gestão I Nataniel Parruque, Jerónimo Savanguana e Pedro MiguelAntónio Marcos Jr.Nessuna valutazione finora
- Roteiro de Auditoria em Obras PúblicasDocumento206 pagineRoteiro de Auditoria em Obras PúblicasLia FernandesNessuna valutazione finora
- Monografia Por Entregar Final-1Documento62 pagineMonografia Por Entregar Final-1Edna Damião NhantumboNessuna valutazione finora
- Guião de CorrecçãoDocumento5 pagineGuião de CorrecçãoIso JorgeNessuna valutazione finora
- 100trabalho - Programa - de - Auditoria - Caso2 - Angelo - Gabriel - Monteiro - Barbosa (Salvo Automaticamente)Documento5 pagine100trabalho - Programa - de - Auditoria - Caso2 - Angelo - Gabriel - Monteiro - Barbosa (Salvo Automaticamente)Gabriel MonteiroNessuna valutazione finora
- NBC TA 610 - Utilização Do Trabalho de Auditoria Interna.Documento5 pagineNBC TA 610 - Utilização Do Trabalho de Auditoria Interna.lnunescNessuna valutazione finora
- Encerramento de Contas - Conheça Os 12 Procedimentos A Realizar!Documento3 pagineEncerramento de Contas - Conheça Os 12 Procedimentos A Realizar!Giselle LopesNessuna valutazione finora
- Avaliação Da DisciplinaDocumento10 pagineAvaliação Da DisciplinaNatally OliveiraNessuna valutazione finora