Potrebbero piacerti anche
- Olivares VsDocumento2 pagineOlivares VsDebbie YrreverreNessuna valutazione finora
- Complaint: Employment Sexual Harassment Discrimination Against Omnicom & DDB NYDocumento38 pagineComplaint: Employment Sexual Harassment Discrimination Against Omnicom & DDB NYscl1116953Nessuna valutazione finora
- KPC Drilling Rig AcceptanceDocumento3 pagineKPC Drilling Rig Acceptanceislam atifNessuna valutazione finora
- RFCCDocumento6 pagineRFCCMejdi Sylas Toudji100% (1)
- Elecnrtl Rate Based Tea ModelDocumento26 pagineElecnrtl Rate Based Tea ModelGodstandNessuna valutazione finora
- OverviewDocumento21 pagineOverviewgreenhen15Nessuna valutazione finora
- Reverse Osmosis Desalination: Our Global Expertise To Address Water ScarcityDocumento16 pagineReverse Osmosis Desalination: Our Global Expertise To Address Water Scarcitynice guyNessuna valutazione finora
- Pressure Classes: Ductile Iron PipeDocumento4 paginePressure Classes: Ductile Iron PipesmithNessuna valutazione finora
- ECAT Analysis GuideDocumento12 pagineECAT Analysis GuideElder RuizNessuna valutazione finora
- FCC Catalyst EvaluationDocumento40 pagineFCC Catalyst EvaluationAnilú BarreraNessuna valutazione finora
- SIMULATION AND DESIGN FOR PROCESS TO CONVERT PLASTIC WASTE TO Liquid Fuel Using Aspen Hysys ProgramDocumento5 pagineSIMULATION AND DESIGN FOR PROCESS TO CONVERT PLASTIC WASTE TO Liquid Fuel Using Aspen Hysys ProgramhanaNessuna valutazione finora
- FCC TRNG PDFDocumento27 pagineFCC TRNG PDFrameshkarthik810Nessuna valutazione finora
- Solve The Five Most Common FCC ProblemsDocumento21 pagineSolve The Five Most Common FCC ProblemsOMID464Nessuna valutazione finora
- Convert Bottom-Of-The-Barrel Into Diesel and Light OlefinsDocumento5 pagineConvert Bottom-Of-The-Barrel Into Diesel and Light OlefinsAmjad HaniNessuna valutazione finora
- Advanced Process Control Improves Operation of A Polypropylene Unit - HPI - Sep 2013Documento6 pagineAdvanced Process Control Improves Operation of A Polypropylene Unit - HPI - Sep 2013Juan AlejandroNessuna valutazione finora
- Fluid Catalytic Cracking ProcessDocumento3 pagineFluid Catalytic Cracking ProcessMinh Tuấn PhạmNessuna valutazione finora
- General Reactor Model - GTC TechnologyDocumento7 pagineGeneral Reactor Model - GTC TechnologyWiroon Tanthapanichakoon CharlesNessuna valutazione finora
- Results For Fluidized BedDocumento4 pagineResults For Fluidized BedjuneNessuna valutazione finora
- Modeling and Simulation of Steam CrackersDocumento6 pagineModeling and Simulation of Steam CrackersFathan FathullahNessuna valutazione finora
- BPCL Executive Summary EnglishDocumento5 pagineBPCL Executive Summary EnglishRavikant KumarNessuna valutazione finora
- FCC MANUAL 5-FCC Catalyst AnalysisDocumento11 pagineFCC MANUAL 5-FCC Catalyst AnalysisshanpyanNessuna valutazione finora
- Current Status, Research Trends, and ChallengesDocumento23 pagineCurrent Status, Research Trends, and Challengesqgi-tanyaNessuna valutazione finora
- PDFDocumento6 paginePDFjamy862004Nessuna valutazione finora
- 2020-Catalysis PDFDocumento72 pagine2020-Catalysis PDFNelly Quintana ZapataNessuna valutazione finora
- Part 1: Design, Modeling and Simulation of Post-Combustion CO Capture Systems Using Reactive SolventsDocumento24 paginePart 1: Design, Modeling and Simulation of Post-Combustion CO Capture Systems Using Reactive SolventsBenjamin F ZavalaNessuna valutazione finora
- Gasoline PropertiesDocumento6 pagineGasoline PropertiesbahadorNessuna valutazione finora
- History of ZSM-5Documento8 pagineHistory of ZSM-5heliodarimNessuna valutazione finora
- Coke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis FurnacesDocumento15 pagineCoke Formation Mechanisms and Coke Inhibiting Methods in Pyrolysis Furnaceskarl liNessuna valutazione finora
- Towards A Zero Gasoline Refinery PTQ Parts 1 2Documento15 pagineTowards A Zero Gasoline Refinery PTQ Parts 1 2Anil UpadhyaNessuna valutazione finora
- Catalyst Scale UpDocumento5 pagineCatalyst Scale UpJayakumar PararasuramanNessuna valutazione finora
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsDa EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNessuna valutazione finora
- Predictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyDocumento57 paginePredictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyGhazanfer AliNessuna valutazione finora
- Advanced Recycle Paraffin Isomersation TechnologyDocumento8 pagineAdvanced Recycle Paraffin Isomersation TechnologytungksnbNessuna valutazione finora
- Modeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerDocumento30 pagineModeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical Engineerdownload100% (1)
- Abelmarle Referencia KF-868 PDFDocumento24 pagineAbelmarle Referencia KF-868 PDFEdgar Hector GarciaNessuna valutazione finora
- 2017 Catalysis PDFDocumento68 pagine2017 Catalysis PDFnurlianaNessuna valutazione finora
- Material Safety Data Sheet: Wonder Gel™ Stainless Steel Pickling GelDocumento2 pagineMaterial Safety Data Sheet: Wonder Gel™ Stainless Steel Pickling GelTrần Thùy LinhNessuna valutazione finora
- 020 Gerwin Wijsman GraceDocumento20 pagine020 Gerwin Wijsman GraceNduong NguyenNessuna valutazione finora
- FCCU Operation Monitoring and Problem Diagnosis - Catalyst RelatedDocumento5 pagineFCCU Operation Monitoring and Problem Diagnosis - Catalyst Relatedsaleh4060Nessuna valutazione finora
- Chapter5b Crackingffcu 170106114843Documento26 pagineChapter5b Crackingffcu 170106114843loopkkNessuna valutazione finora
- Advances in The OCC Process For Propylene ProductionDocumento6 pagineAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNessuna valutazione finora
- Catalytic Reformer SimDocumento10 pagineCatalytic Reformer Simmihaileditoiu2010Nessuna valutazione finora
- Documents - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront EndDocumento28 pagineDocuments - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront Endnafees ahmadNessuna valutazione finora
- Nicholas Oligomerization PDFDocumento16 pagineNicholas Oligomerization PDFTanase DianaNessuna valutazione finora
- HSFCCDocumento22 pagineHSFCCdonald55555100% (1)
- Energy Integration of A HydrotreatmentDocumento43 pagineEnergy Integration of A Hydrotreatmentvarun kumarNessuna valutazione finora
- FCC Propylene Production Tech PaperDocumento8 pagineFCC Propylene Production Tech PaperMaría Belén JaureguiNessuna valutazione finora
- Reaction Kinetics and Scale-Up of Catalytic ProcessesDocumento6 pagineReaction Kinetics and Scale-Up of Catalytic ProcessessatishchemengNessuna valutazione finora
- Simulation and Performance Analysis of Propane Propylene SplitterDocumento4 pagineSimulation and Performance Analysis of Propane Propylene SplitterAnonymous UY9QffNessuna valutazione finora
- L - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocumento23 pagineL - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyNessuna valutazione finora
- Module 13 Catalyst & Catalysis (Causes, Mechanisms, and Treatment)Documento25 pagineModule 13 Catalyst & Catalysis (Causes, Mechanisms, and Treatment)Muhammad AshmanNessuna valutazione finora
- FCC Catalyst-Key Element in Refinery TechnologyDocumento11 pagineFCC Catalyst-Key Element in Refinery TechnologyJenny TrochezNessuna valutazione finora
- 2 - TDVS GopalkrishnaDocumento61 pagine2 - TDVS GopalkrishnaManav GaneshNessuna valutazione finora
- Metal Oxide CatalystDocumento55 pagineMetal Oxide Catalystbhavesh moorjaniNessuna valutazione finora
- KLM Refining Technical Rev 3Documento6 pagineKLM Refining Technical Rev 3Muhammad Abdul RaufNessuna valutazione finora
- ROSE® Process Offers Energy Savings For Solvent ExtractionDocumento14 pagineROSE® Process Offers Energy Savings For Solvent Extractiona_abbaspourNessuna valutazione finora
- Maximise Ethylene Gain PDFDocumento4 pagineMaximise Ethylene Gain PDFRaj KumarNessuna valutazione finora
- Fundamentals in Preparation of Heterogeneous CatalystsDocumento16 pagineFundamentals in Preparation of Heterogeneous CatalystsKuring Mangdepe100% (2)
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocumento8 pagineModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNessuna valutazione finora
- CRU PresentationDocumento18 pagineCRU PresentationManish KalraNessuna valutazione finora
- SolventExtraction OfAromaticComponents FromLube-OilCut ByN-methylpyrrolidoneDocumento8 pagineSolventExtraction OfAromaticComponents FromLube-OilCut ByN-methylpyrrolidonebelizondohNessuna valutazione finora
- Scale-Up - Right First TimeDocumento4 pagineScale-Up - Right First TimeDoddappa Anekal0% (1)
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsDa EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNessuna valutazione finora
- Classification of Nanostructured Materials: June 2019Documento44 pagineClassification of Nanostructured Materials: June 2019krishnaNessuna valutazione finora
- Carolyn Green Release FinalDocumento3 pagineCarolyn Green Release FinalAlex MilesNessuna valutazione finora
- Water Quality Index Determination of Malathalli LakeDocumento16 pagineWater Quality Index Determination of Malathalli Lakeajay kumar hrNessuna valutazione finora
- Liebherr 2956 Manual de UsuarioDocumento27 pagineLiebherr 2956 Manual de UsuarioCarona FeisNessuna valutazione finora
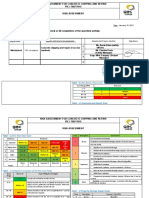
- Ra Concrete Chipping 7514Documento5 pagineRa Concrete Chipping 7514Charles DoriaNessuna valutazione finora
- 4EVC800802-LFEN DCwallbox 5 19Documento2 pagine4EVC800802-LFEN DCwallbox 5 19michael esoNessuna valutazione finora
- EB Research Report 2011Documento96 pagineEB Research Report 2011ferlacunaNessuna valutazione finora
- Cyber Safety PP Presentation For Class 11Documento16 pagineCyber Safety PP Presentation For Class 11WAZ CHANNEL100% (1)
- Borelog CP.101Documento1 paginaBorelog CP.101radixkusumaNessuna valutazione finora
- Jurnal SOL MeningiomaDocumento6 pagineJurnal SOL MeningiomaConnie SianiparNessuna valutazione finora
- Me3391-Engineering Thermodynamics-805217166-Important Question For Engineering ThermodynamicsDocumento10 pagineMe3391-Engineering Thermodynamics-805217166-Important Question For Engineering ThermodynamicsRamakrishnan NNessuna valutazione finora
- Removing Eyelid LesionsDocumento4 pagineRemoving Eyelid LesionsMohammad Abdullah BawtagNessuna valutazione finora
- Chapter One - FiveDocumento118 pagineChapter One - FivePrecious AnthonyNessuna valutazione finora
- Unit Weight of Soil in Quezon CityDocumento2 pagineUnit Weight of Soil in Quezon CityClarence Noel CorpuzNessuna valutazione finora
- Scoop of Practice aOTADocumento9 pagineScoop of Practice aOTAfercespedNessuna valutazione finora
- Kingdom of AnimaliaDocumento6 pagineKingdom of AnimaliaBen ZerepNessuna valutazione finora
- Marketing Study of Mango JuiceDocumento18 pagineMarketing Study of Mango JuiceVijay ArapathNessuna valutazione finora
- Mdx-40a Use en R1 PDFDocumento100 pagineMdx-40a Use en R1 PDFMarcos BustamanteNessuna valutazione finora
- A6V10424583 - 2 - and 3-Port Valves With - BR - Flanged Connections - enDocumento14 pagineA6V10424583 - 2 - and 3-Port Valves With - BR - Flanged Connections - enAjdin BuljubasicNessuna valutazione finora
- Total Elbow Arthroplasty and RehabilitationDocumento5 pagineTotal Elbow Arthroplasty and RehabilitationMarina ENessuna valutazione finora
- Series RL: Standards General DataDocumento4 pagineSeries RL: Standards General DataBalamurugan SankaravelNessuna valutazione finora
- An Energy Saving Guide For Plastic Injection Molding MachinesDocumento16 pagineAn Energy Saving Guide For Plastic Injection Molding MachinesStefania LadinoNessuna valutazione finora
- Lesson Plan PPEDocumento3 pagineLesson Plan PPEErika Jean Moyo ManzanillaNessuna valutazione finora
- Chap 6 - Karen HorneyDocumento95 pagineChap 6 - Karen HorneyDiana San JuanNessuna valutazione finora