Potrebbero piacerti anche
- Maquinado de EngranajesDocumento9 pagineMaquinado de EngranajesDaniela Sierra JiménezNessuna valutazione finora
- Limadora ManualDocumento52 pagineLimadora Manualsergio100% (1)
- FRESADORADocumento10 pagineFRESADORA'Kevin Monroy'Nessuna valutazione finora
- Manual Ministerios de Mayordomía PDFDocumento51 pagineManual Ministerios de Mayordomía PDFSamuel David Roncal Vargas100% (2)
- Lamparas de Tungsteno-HalogenaDocumento17 pagineLamparas de Tungsteno-HalogenahernanaguileraNessuna valutazione finora
- Parametros de Corte Cad CamDocumento5 pagineParametros de Corte Cad CamLaurita MoyonNessuna valutazione finora
- La Fresadora Engrane HelicoidalDocumento7 pagineLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosNessuna valutazione finora
- Informe Fresado IIDocumento56 pagineInforme Fresado IIAV100% (1)
- Procesos de Remoción de MaterialDocumento85 pagineProcesos de Remoción de MaterialMena TarahumaraNessuna valutazione finora
- Informe Plomada CompletoDocumento16 pagineInforme Plomada CompletoEdwin ReveloNessuna valutazione finora
- Máquinas Herramientas ConvencionalesDocumento7 pagineMáquinas Herramientas ConvencionalesCarlos YauriNessuna valutazione finora
- Accesorios de Maq Fresadora PDFDocumento3 pagineAccesorios de Maq Fresadora PDFErick BaezNessuna valutazione finora
- Elaboración de Catálogo de Piezas de Torno para El Área de Maquinados de La EmpresaDocumento76 pagineElaboración de Catálogo de Piezas de Torno para El Área de Maquinados de La EmpresaIRMA JOSEFINA SANCHEZ ESQUERNessuna valutazione finora
- Tipos de Fresas y CaracterísticasDocumento6 pagineTipos de Fresas y CaracterísticasKrristiian RodrriguezzNessuna valutazione finora
- Calculos de Fresado de Piezas PDFDocumento35 pagineCalculos de Fresado de Piezas PDFRichard ArizagaNessuna valutazione finora
- Práctica de Corte Por LáserDocumento10 paginePráctica de Corte Por LáserJESUSNessuna valutazione finora
- Preguntas de Clase Inv 5 Ingenieria de PlantaDocumento2 paginePreguntas de Clase Inv 5 Ingenieria de PlantaSantiago Vazquez VazquezNessuna valutazione finora
- Recti Fica DoraDocumento4 pagineRecti Fica DoraCristofer ChaucaNessuna valutazione finora
- Procesos de Fabricacion Por Arranque de VirutaDocumento60 pagineProcesos de Fabricacion Por Arranque de VirutaLuis Ricardo Palacios0% (1)
- Análisis de Ingeniería Del EmbutidoDocumento5 pagineAnálisis de Ingeniería Del EmbutidoAle Calixto HermosillaNessuna valutazione finora
- Oee y Su Relación Con El TPMDocumento4 pagineOee y Su Relación Con El TPMLalo Eduardo ValdezNessuna valutazione finora
- Laboratorio 3-Configuración y Operación de Un Torno CNCDocumento15 pagineLaboratorio 3-Configuración y Operación de Un Torno CNCJosue PazminoNessuna valutazione finora
- Evaluacion FresadoraDocumento4 pagineEvaluacion Fresadoraretro73Nessuna valutazione finora
- Cuestionario Manufactura AditivaDocumento1 paginaCuestionario Manufactura AditivaRodriguezAnibalAdrianNessuna valutazione finora
- Practica FresadoraDocumento15 paginePractica FresadoraJack Fatima PattisonNessuna valutazione finora
- Especificaciones Tecnicas Torno CNCDocumento10 pagineEspecificaciones Tecnicas Torno CNCGabo ContrerasNessuna valutazione finora
- Analisis Del Proceso de Fabricacion de Tornillos y Tuercas XiomaraDocumento3 pagineAnalisis Del Proceso de Fabricacion de Tornillos y Tuercas XiomaraMarianaCastroPacheco50% (2)
- Fundamento Tecnicos para Maquinas HerramientasDocumento9 pagineFundamento Tecnicos para Maquinas HerramientasErick SolisNessuna valutazione finora
- Hoja de Proceso de Una Pieza de SoporteDocumento2 pagineHoja de Proceso de Una Pieza de SoporteHéctor Jorge Bravo PastorNessuna valutazione finora
- Mecanizado Por Arranque de VirutaDocumento12 pagineMecanizado Por Arranque de VirutaAngel TelloNessuna valutazione finora
- Procesos Primarios y SecundariosDocumento22 pagineProcesos Primarios y SecundariosLUIS OMAR AVILES HERNANDEZNessuna valutazione finora
- TermoconformadoDocumento11 pagineTermoconformadoJuly MasacheNessuna valutazione finora
- MaquinadosDocumento18 pagineMaquinadosIvan Edd Hernandez SalazarNessuna valutazione finora
- Rectificadora de Superficies PlanasDocumento11 pagineRectificadora de Superficies PlanasRicardo LeonNessuna valutazione finora
- Informe Cad CAMDocumento20 pagineInforme Cad CAMKatty PintoNessuna valutazione finora
- Fresadora UniversalDocumento23 pagineFresadora Universaljesus landa galarzaNessuna valutazione finora
- Torneado Excéntrico, Conico y EsfericoDocumento8 pagineTorneado Excéntrico, Conico y EsfericoJuan Pablo Merck Sifontes100% (1)
- 02-Ciclo Operativo MH A CNCDocumento32 pagine02-Ciclo Operativo MH A CNCNassim asenNessuna valutazione finora
- Resumen FresadoraDocumento3 pagineResumen FresadoraPaolaRubiano100% (1)
- Procedimiento para Realizar Una Tornillo en SOLIDWORKDocumento9 pagineProcedimiento para Realizar Una Tornillo en SOLIDWORKLuis Otero Saavedra60% (5)
- Unidad 69Documento6 pagineUnidad 69Juan BravoNessuna valutazione finora
- 2 Seleccion y Diseño de Herramebtales y EquiDocumento20 pagine2 Seleccion y Diseño de Herramebtales y EquiEvelynAimeeHernandezLucioNessuna valutazione finora
- Cuestionario 8Documento4 pagineCuestionario 8Arturo ContrerasNessuna valutazione finora
- Características de Trabajo Con Acero RápidoDocumento2 pagineCaracterísticas de Trabajo Con Acero RápidoRonny koornNessuna valutazione finora
- Generalidades Planeación y Control de La ProducciónDocumento38 pagineGeneralidades Planeación y Control de La ProduccióncarloshugoletyNessuna valutazione finora
- Ajustes y Tolerancias ANSIDocumento34 pagineAjustes y Tolerancias ANSISergio Buenaventura BaezNessuna valutazione finora
- Tipos de Cilindrado y RefrentadoDocumento5 pagineTipos de Cilindrado y RefrentadoMaJo Archila100% (3)
- BARRENADODocumento7 pagineBARRENADOInnokentiyKeshaABNessuna valutazione finora
- TORNO Velocidad J Avance y Profundidad de CorteDocumento17 pagineTORNO Velocidad J Avance y Profundidad de CorteRicardo Maldonado100% (1)
- Rectificado Reporte 1Documento47 pagineRectificado Reporte 1Ana ElianNessuna valutazione finora
- Cepillo de CodoDocumento4 pagineCepillo de CodoMiguel Ángel MartinezNessuna valutazione finora
- Perfilado CepilladoDocumento2 paginePerfilado CepilladoCar Jav EspNessuna valutazione finora
- Ejercicio Combinados de MecanizadosDocumento8 pagineEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosNessuna valutazione finora
- Ejes Porta Fresas ApuntesDocumento1 paginaEjes Porta Fresas ApuntesGabrielLeøNessuna valutazione finora
- Diferencia, Ventaja, Desventaja de Una Fresadora Horizontal y Vertical.Documento10 pagineDiferencia, Ventaja, Desventaja de Una Fresadora Horizontal y Vertical.Yuliza Delia Huacca Mamani100% (1)
- MORTAJADODocumento11 pagineMORTAJADOniwde100% (2)
- Dispositivos de Sujecion Torno 2Documento27 pagineDispositivos de Sujecion Torno 2Damian DNNessuna valutazione finora
- Fresado en ConcordanciaDocumento2 pagineFresado en ConcordanciaGerman E VillagraNessuna valutazione finora
- Problemas Habituales en El FresadoDocumento2 pagineProblemas Habituales en El FresadoDaniel NavarroNessuna valutazione finora
- Fresado en Oposición y Fresado en ConcordanciaDocumento6 pagineFresado en Oposición y Fresado en ConcordanciamiguelNessuna valutazione finora
- Parametros de CorteDocumento14 pagineParametros de CorteAlan Alvarado ZavalaNessuna valutazione finora
- Proyecto NeusDocumento5 pagineProyecto NeusKoji SuzukiNessuna valutazione finora
- Papel Higiénico Scott Rindemax: CódigoDocumento1 paginaPapel Higiénico Scott Rindemax: CódigoKoji SuzukiNessuna valutazione finora
- Aspen 17013Documento2 pagineAspen 17013Koji SuzukiNessuna valutazione finora
- Removedor de Pinturas-Sipa-2014.Documento2 pagineRemovedor de Pinturas-Sipa-2014.Koji SuzukiNessuna valutazione finora
- 29 ZCC CTDocumento5 pagine29 ZCC CTKoji SuzukiNessuna valutazione finora
- UP - RM, Práctica Semana 1Documento2 pagineUP - RM, Práctica Semana 1Rodrigo Catacora0% (2)
- Cine Colombia - Barranquilla - Barranquilla - CarteleraDocumento1 paginaCine Colombia - Barranquilla - Barranquilla - Carteleradaniel lozanoNessuna valutazione finora
- PRACTICA CALIFICADA DE TEXTOS DiscontinuosDocumento4 paginePRACTICA CALIFICADA DE TEXTOS Discontinuosandeas18d50% (2)
- Escuela Secundaria Técnica 135 "Tlacaelel" 15DST0144G Zona Escolar Xxi Sector Viii Ciclo Escolar 2022-2023Documento2 pagineEscuela Secundaria Técnica 135 "Tlacaelel" 15DST0144G Zona Escolar Xxi Sector Viii Ciclo Escolar 2022-2023Gerardo FruteroNessuna valutazione finora
- Infoeme AutoevaluacionDocumento2 pagineInfoeme AutoevaluacionMario Alejandro Paca RochaNessuna valutazione finora
- Foro 5 Salcedo Reátegui José RobertoDocumento2 pagineForo 5 Salcedo Reátegui José RobertoJoséSalcedoReáteguiNessuna valutazione finora
- Aplicaciones de NanocelulosaDocumento11 pagineAplicaciones de NanocelulosajorgeNessuna valutazione finora
- Sistema de Proyección en Dibujo TécnicoDocumento12 pagineSistema de Proyección en Dibujo TécnicoDarwin MontenegroNessuna valutazione finora
- Trabajo Final de CicloDocumento13 pagineTrabajo Final de CicloJuan Calvo NeiraNessuna valutazione finora
- Auditoria de Gestion en El Sector PublicoDocumento39 pagineAuditoria de Gestion en El Sector PublicoMichael Elizarbe VillanuevaNessuna valutazione finora
- Texto 84 Carta de Galileo A La Duquesa de ToscanaDocumento3 pagineTexto 84 Carta de Galileo A La Duquesa de ToscanaDiane von SigurdssonNessuna valutazione finora
- Copia de Prctica Curva de CalibracionDocumento14 pagineCopia de Prctica Curva de CalibracionMargarita LizarragaNessuna valutazione finora
- Planeacion Agregada Produccion IIDocumento17 paginePlaneacion Agregada Produccion IIGarcia VladimirNessuna valutazione finora
- Diferencias Entre Los Virus y BacteriasDocumento23 pagineDiferencias Entre Los Virus y BacteriasDalilaRuedaHarrisNessuna valutazione finora
- El Esqueleto Viviente Por Silvia MamanaDocumento4 pagineEl Esqueleto Viviente Por Silvia MamanaVanina LumbiaNessuna valutazione finora
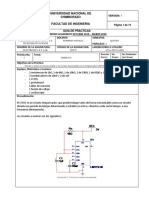
- Guía de Prácticas 555Documento10 pagineGuía de Prácticas 555Jamil CrisNessuna valutazione finora
- Motores de Corriente AlternaDocumento27 pagineMotores de Corriente AlternaHelvin Loren Campos Castillo100% (1)
- Amenaza de Parto PreterminoDocumento20 pagineAmenaza de Parto PreterminoVero CriolloNessuna valutazione finora
- Repaso Intensivo SM I 2024 Química Teorico Practico 2 Con ClavesDocumento4 pagineRepaso Intensivo SM I 2024 Química Teorico Practico 2 Con Clavescrishalconte123Nessuna valutazione finora
- Clausulado Seguro de Casco y Maquinaria (Navegación) 2019Documento34 pagineClausulado Seguro de Casco y Maquinaria (Navegación) 2019Maira DuranNessuna valutazione finora
- Entornos de EscritorioDocumento11 pagineEntornos de EscritoriodialgarodNessuna valutazione finora
- Curso Orellanas - Analisis de Costos SetasDocumento16 pagineCurso Orellanas - Analisis de Costos Setasmendieta_edgardoNessuna valutazione finora
- Muros Con Contrafuertes (2) ExpoDocumento9 pagineMuros Con Contrafuertes (2) ExpojoesteNessuna valutazione finora
- M. F Ejercicios Resueltos y Propuestos 2 017 1Documento11 pagineM. F Ejercicios Resueltos y Propuestos 2 017 1Alexandro TorresNessuna valutazione finora
- Parcial - Escenario 4 - SEGUNDO BLOQUE-TEORICO-PRACTICO - VIRTUAL - COSTOS Y PRESUPUESTOS - (GRUPO B02)Documento6 pagineParcial - Escenario 4 - SEGUNDO BLOQUE-TEORICO-PRACTICO - VIRTUAL - COSTOS Y PRESUPUESTOS - (GRUPO B02)Janneth Herrera ÁlvarezNessuna valutazione finora
- Entrevista A Deportistas de RD YesDocumento11 pagineEntrevista A Deportistas de RD YesYeison G StrangeNessuna valutazione finora
- Práctica 3.12Documento9 paginePráctica 3.12Elvis Alonso Diaz VizcardoNessuna valutazione finora
- AutorizacionDocumento3 pagineAutorizacionLuis Cordova BurgaNessuna valutazione finora