Potrebbero piacerti anche
- Quiénes Somos 2Documento3 pagineQuiénes Somos 2Miguel BaldeonNessuna valutazione finora
- 01 Constancia Hugo Baldeon Gomez Enero PDFDocumento2 pagine01 Constancia Hugo Baldeon Gomez Enero PDFMiguel BaldeonNessuna valutazione finora
- Reglamento General de Transito 2009 - PeruDocumento95 pagineReglamento General de Transito 2009 - PeruFredyCaceresNessuna valutazione finora
- Avance Actualizado Al 25-03-2020Documento3 pagineAvance Actualizado Al 25-03-2020Miguel BaldeonNessuna valutazione finora
- Libro 1Documento1 paginaLibro 1Miguel BaldeonNessuna valutazione finora
- Señales ManchayDocumento1 paginaSeñales ManchayMiguel BaldeonNessuna valutazione finora
- Compras Ali ExpresDocumento2 pagineCompras Ali ExpresMiguel BaldeonNessuna valutazione finora
- ANEXODocumento2 pagineANEXOMiguel BaldeonNessuna valutazione finora
- Arcos de AceroDocumento7 pagineArcos de AceroGeorge GarciaNessuna valutazione finora
- SYLLABUSDocumento2 pagineSYLLABUSWilliams MontesinosNessuna valutazione finora
- Acta de Entrega de Ambiente Asignado para Almacen de Unidad ProyectosDocumento1 paginaActa de Entrega de Ambiente Asignado para Almacen de Unidad ProyectosMiguel Baldeon100% (2)
- Ficha Técnica Motobomba de EngranajesDocumento3 pagineFicha Técnica Motobomba de EngranajesMiguel BaldeonNessuna valutazione finora
- P1538-012 Planos Construccion Rev. 0Documento6 pagineP1538-012 Planos Construccion Rev. 0Miguel BaldeonNessuna valutazione finora
- MemoDocumento1 paginaMemoMiguel BaldeonNessuna valutazione finora
- Pre SupuestoDocumento6 paginePre SupuestoMiguel BaldeonNessuna valutazione finora
- IndiceDocumento1 paginaIndiceMiguel BaldeonNessuna valutazione finora
- EvaluacionDocumento20 pagineEvaluacionMiguel BaldeonNessuna valutazione finora
- Actividad A1 - Foro de BienvenidaDocumento1 paginaActividad A1 - Foro de BienvenidaMiguel BaldeonNessuna valutazione finora
- Tanque SondajeDocumento2 pagineTanque SondajeMiguel BaldeonNessuna valutazione finora
- Protocolo Dimensional de GroutiadoDocumento1 paginaProtocolo Dimensional de GroutiadoMiguel BaldeonNessuna valutazione finora
- Anal Is Is e Structural 2Documento18 pagineAnal Is Is e Structural 2chuchogrNessuna valutazione finora
- Lista PlanosDocumento3 pagineLista PlanosMiguel BaldeonNessuna valutazione finora
- Cables de Media TensionDocumento18 pagineCables de Media Tensionjaneth_mateos6415Nessuna valutazione finora
- Tubos Cuadrados ElectrosoldadosDocumento2 pagineTubos Cuadrados ElectrosoldadosMiguel VilcaNessuna valutazione finora
- Descripción:: Tubos Negros Y Galvanizados - Iso 65Documento6 pagineDescripción:: Tubos Negros Y Galvanizados - Iso 65Miguel BaldeonNessuna valutazione finora
- Procedimientos de ENDDocumento9 pagineProcedimientos de ENDMiguel BaldeonNessuna valutazione finora
- Protocolo de TorqueoDocumento1 paginaProtocolo de TorqueoMiguel BaldeonNessuna valutazione finora
- Calculo de Estructura-OkDocumento67 pagineCalculo de Estructura-OkMiguel BaldeonNessuna valutazione finora
- Descripción:: Tubos Mecanicos Electrosoldados RectangularesDocumento4 pagineDescripción:: Tubos Mecanicos Electrosoldados RectangularesMiguel BaldeonNessuna valutazione finora
- Descripción:: Tubos Mecanicos Electrosoldados RedondosDocumento4 pagineDescripción:: Tubos Mecanicos Electrosoldados RedondosMiguel BaldeonNessuna valutazione finora
- SuperconductoresDocumento5 pagineSuperconductoreseduardoNessuna valutazione finora
- Metodo Wiggins InformeDocumento8 pagineMetodo Wiggins InformeHECTOR RUBEN NAVA LEDEZMANessuna valutazione finora
- Prueba de Compresion Simple O InconfinadaDocumento6 paginePrueba de Compresion Simple O InconfinadaJhonyJaveCarmonaNessuna valutazione finora
- 10 AlternaDocumento1 pagina10 AlternaRafael Nazareno RivadeneiraNessuna valutazione finora
- Ejercicios de Ecuaciones Lineales de Segundo Orden, Reducción de Orden, Ecuaciones DiferencialesDocumento2 pagineEjercicios de Ecuaciones Lineales de Segundo Orden, Reducción de Orden, Ecuaciones DiferencialesPaula Estefania Urrego VillalobosNessuna valutazione finora
- SPC 3 Ppa7 Trimestre 2Documento15 pagineSPC 3 Ppa7 Trimestre 2Confezor CoderoNessuna valutazione finora
- Libro de Ejercicios Resueltos de Mecánica de Suelos I-Páginas-23-24Documento2 pagineLibro de Ejercicios Resueltos de Mecánica de Suelos I-Páginas-23-24Daniel Plata JonesNessuna valutazione finora
- Isovoltine P2 PDFDocumento1 paginaIsovoltine P2 PDFBeto BritezNessuna valutazione finora
- Concentracion de Esfuerzos Carga AxialDocumento11 pagineConcentracion de Esfuerzos Carga AxialPatricioNessuna valutazione finora
- Analisis Del Factor Geografico PorjulioalbertferreroDocumento26 pagineAnalisis Del Factor Geografico Porjulioalbertferreroyessy_11808633Nessuna valutazione finora
- Analizador Espectro ApuntesDocumento0 pagineAnalizador Espectro Apuntescarlosoli80Nessuna valutazione finora
- Comprobación de Aprendizaje Módulo1OLASDocumento43 pagineComprobación de Aprendizaje Módulo1OLASMatias GsnsNessuna valutazione finora
- Contador de 0 A 99 AscendenteDocumento3 pagineContador de 0 A 99 AscendentePinacho Spektor GibranNessuna valutazione finora
- Controlador PID - Control Automático - PicuinoDocumento1 paginaControlador PID - Control Automático - PicuinoMJZENessuna valutazione finora
- Movimiento Pendular Fisica 11º 2020Documento2 pagineMovimiento Pendular Fisica 11º 2020Jean Carlos SinisterraNessuna valutazione finora
- Radiación de HawkingDocumento4 pagineRadiación de HawkingomarNessuna valutazione finora
- Articulo TermopaipaDocumento13 pagineArticulo TermopaipanayandNessuna valutazione finora
- Cuerpo Vivido-Educación Somática Feldenkrais PDFDocumento18 pagineCuerpo Vivido-Educación Somática Feldenkrais PDFmireyaNessuna valutazione finora
- Examen 1 ElectricidadDocumento6 pagineExamen 1 ElectricidadWuanyu El Nene Quiñonez100% (1)
- Mecanismo de Dirección de CremalleraDocumento16 pagineMecanismo de Dirección de CremalleraWendy Karina PosadaNessuna valutazione finora
- Celdas DenverDocumento11 pagineCeldas DenverjorgeNessuna valutazione finora
- Previo 2 LemDocumento7 paginePrevio 2 LemSandro ReyesNessuna valutazione finora
- LBR de TSF1Documento129 pagineLBR de TSF1Isai SanchezNessuna valutazione finora
- Informe Torque GiroscopicoDocumento9 pagineInforme Torque GiroscopicoBryan BritoNessuna valutazione finora
- Teorema de Reciprocidad (Informe Terminado)Documento6 pagineTeorema de Reciprocidad (Informe Terminado)Vladimir Falcon LunaNessuna valutazione finora
- Análisis de Ciclo Combinado Mediante ASPEN 8.0Documento23 pagineAnálisis de Ciclo Combinado Mediante ASPEN 8.0javierNessuna valutazione finora
- AlquilbencenoDocumento10 pagineAlquilbencenoEdhEr HernándezNessuna valutazione finora
- Estética Fotográfica PDFDocumento26 pagineEstética Fotográfica PDFsebastiankunoldNessuna valutazione finora
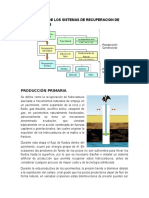
- Clasificacion de Los Sistemas de Recuperacion de HidrocarburosDocumento4 pagineClasificacion de Los Sistemas de Recuperacion de Hidrocarburosyannnicck100% (2)
- Procesos MetalurgicosDocumento19 pagineProcesos MetalurgicosJunior Choque Ramos100% (2)