Potrebbero piacerti anche
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocumento19 pagineHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNessuna valutazione finora
- How To Calculate Hydrostatic Test Height in TanksDocumento4 pagineHow To Calculate Hydrostatic Test Height in TanksEric MagnayeNessuna valutazione finora
- British Standard 5289: 1976: Visual InspectionDocumento10 pagineBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoNessuna valutazione finora
- Installation instructions for tapered pipe jointsDocumento13 pagineInstallation instructions for tapered pipe jointsmg4myNessuna valutazione finora
- FBE Installation Manual PDFDocumento60 pagineFBE Installation Manual PDFMario R. KallabNessuna valutazione finora
- HBE Repair MQAP Rev 1.01Documento5 pagineHBE Repair MQAP Rev 1.01Tyler CurryNessuna valutazione finora
- Shell and Tube Heat Exchanger TPIDocumento9 pagineShell and Tube Heat Exchanger TPIpstechnical_43312697Nessuna valutazione finora
- Repair Procedure For Rubber LiningDocumento1 paginaRepair Procedure For Rubber LiningChuah Cheong JinNessuna valutazione finora
- Inspection & Test Plan: Dangote Oil Refinery CompanyDocumento7 pagineInspection & Test Plan: Dangote Oil Refinery CompanyGowtham VenkatNessuna valutazione finora
- Quality Moment SessionDocumento1 paginaQuality Moment SessionAry FirmanaNessuna valutazione finora
- Hydro Test ProcedureDocumento6 pagineHydro Test Procedurevijay padaleNessuna valutazione finora
- Industrial Plant Inspection GuideDocumento5 pagineIndustrial Plant Inspection GuideMohamedNessuna valutazione finora
- P91 Heating CurveDocumento1 paginaP91 Heating CurveiplaruffNessuna valutazione finora
- Api 570 Close BookDocumento12 pagineApi 570 Close BookMuNessuna valutazione finora
- Hydro test report for 750mm dismantling jointDocumento2 pagineHydro test report for 750mm dismantling jointAnonymous a8oga83Nessuna valutazione finora
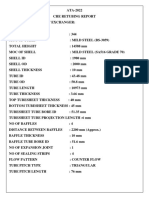
- CHE Retubing ReportDocumento29 pagineCHE Retubing ReportRajesh KtrNessuna valutazione finora
- Coating Procedure: For External Protection of Steel Pipelines Using Fusion Bond Epoxy (F.B.E) PTJ-COAT-F.B.E-04Documento16 pagineCoating Procedure: For External Protection of Steel Pipelines Using Fusion Bond Epoxy (F.B.E) PTJ-COAT-F.B.E-04lemuel bacsaNessuna valutazione finora
- ITP Heat ExchangerDocumento1 paginaITP Heat Exchangersarmad009Nessuna valutazione finora
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocumento50 pagineASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNessuna valutazione finora
- Asme Viii 1 - PWHT PDFDocumento1 paginaAsme Viii 1 - PWHT PDFGANGADHAR SAHUNessuna valutazione finora
- GTS-PP-120: 3 LayerDocumento2 pagineGTS-PP-120: 3 Layershoaib1985100% (1)
- PTS-1012 - RA Hardness Test ReportDocumento1 paginaPTS-1012 - RA Hardness Test ReportPetrotrim ServicesNessuna valutazione finora
- Welding and Inspection ExpertiseDocumento6 pagineWelding and Inspection ExpertiseFirozeNessuna valutazione finora
- Stub Onin ConnectionsDocumento4 pagineStub Onin ConnectionsMehman NasibovNessuna valutazione finora
- Pig Launcher Fabrication and Installation Activity PlanDocumento1 paginaPig Launcher Fabrication and Installation Activity PlanbeqsNessuna valutazione finora
- MS For Fabrication of Above-Ground Storage TankDocumento8 pagineMS For Fabrication of Above-Ground Storage Tankdadz mingiNessuna valutazione finora
- Inspection & Test Plan TankDocumento3 pagineInspection & Test Plan TankJOSHUA SULLEGUE100% (1)
- WFP 2-01 ASME B31 Piping Welding ProcedureDocumento8 pagineWFP 2-01 ASME B31 Piping Welding Procedureleodavid87Nessuna valutazione finora
- CRA Pipes: Corrosion TestDocumento2 pagineCRA Pipes: Corrosion TestNavafNessuna valutazione finora
- Review of ISO Standards for Welding Procedure SpecificationsDocumento9 pagineReview of ISO Standards for Welding Procedure SpecificationsYan FerizalNessuna valutazione finora
- Non-Metallic Piping SpecsDocumento2 pagineNon-Metallic Piping SpecssoumenhazraNessuna valutazione finora
- Acceptance Criteria For Welds In ASTM A106 Grade B Steel Pipe And PlateDocumento46 pagineAcceptance Criteria For Welds In ASTM A106 Grade B Steel Pipe And PlateSteelera EngineersNessuna valutazione finora
- QCP & Report Rev 03Documento30 pagineQCP & Report Rev 03Heri FebriyantoNessuna valutazione finora
- How To Create Pid: Yohanneti RWH Process EngineerDocumento22 pagineHow To Create Pid: Yohanneti RWH Process Engineeryohanneti rwhNessuna valutazione finora
- 012 QualityNewsLetter - January2012Documento8 pagine012 QualityNewsLetter - January2012ரமேஷ் பாலக்காடுNessuna valutazione finora
- Hot Tap ReportDocumento2 pagineHot Tap ReportCak NhassNessuna valutazione finora
- Pickling Procedure 20 - 08Documento2 paginePickling Procedure 20 - 08Siriepathi SeetharamanNessuna valutazione finora
- 1 SS PP 005Documento18 pagine1 SS PP 005sanketNessuna valutazione finora
- Precision Storage Vessels PVT LTD: Pressure Test ReportDocumento2 paginePrecision Storage Vessels PVT LTD: Pressure Test ReportSenthil Kumaran100% (1)
- MS For Heat ExchangersDocumento6 pagineMS For Heat ExchangersravikumarNessuna valutazione finora
- Floating Head Heat Exchanger Hydrotest ProcedureDocumento15 pagineFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNessuna valutazione finora
- Piping System Hydraulic Test Procedure R0Documento6 paginePiping System Hydraulic Test Procedure R0cmc261185Nessuna valutazione finora
- Welders Qualification, According To Asme Sec IxDocumento47 pagineWelders Qualification, According To Asme Sec Ixravi00098Nessuna valutazione finora
- Report No. TA-V-1456Documento2 pagineReport No. TA-V-1456u04ajf3Nessuna valutazione finora
- Ferrite Content Measurement Guide for FERITSCOPE MP30Documento5 pagineFerrite Content Measurement Guide for FERITSCOPE MP30Fasil Paruvanath100% (1)
- Spark Testing of Rubber Lined Vessels ManualDocumento2 pagineSpark Testing of Rubber Lined Vessels ManualNima Sharifi100% (1)
- WeldDocs WPSDocumento2 pagineWeldDocs WPSMDSIKKU_2005Nessuna valutazione finora
- FInal QAP HDPE WeldingDocumento2 pagineFInal QAP HDPE Weldingkannagi198Nessuna valutazione finora
- BPQ REV. 0 Interactive FormDocumento2 pagineBPQ REV. 0 Interactive FormcosmicbunnyNessuna valutazione finora
- Welding Inspection Consumables PDFDocumento28 pagineWelding Inspection Consumables PDFJoseph PeterNessuna valutazione finora
- Inspection of Heat ExchangerDocumento83 pagineInspection of Heat ExchangerRaghavanNessuna valutazione finora
- Heat Shrink Sleeves Install Manual 2005Documento3 pagineHeat Shrink Sleeves Install Manual 2005Engr Arfan Ali DhamrahoNessuna valutazione finora
- Hot Tap ProcedureDocumento6 pagineHot Tap ProcedureNatarajan MurugesanNessuna valutazione finora
- Visual Inspection of Weld Joints Welding and NDTDocumento7 pagineVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- Summary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTDocumento11 pagineSummary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTTin Aung KyiNessuna valutazione finora
- OCS Engineering & Construction Visual Inspection ReportDocumento1 paginaOCS Engineering & Construction Visual Inspection ReportvinothNessuna valutazione finora
- Asme Sec Ix (Welder Qualification)Documento39 pagineAsme Sec Ix (Welder Qualification)VinodNessuna valutazione finora
- Welding Procedure Specification (WPS) FormDocumento2 pagineWelding Procedure Specification (WPS) FormEarl Harbert0% (1)
- 1113 Maintenance of PRVDocumento63 pagine1113 Maintenance of PRVhardito sussatrioNessuna valutazione finora
- Hydrotest & Pneumatic TestDocumento3 pagineHydrotest & Pneumatic TestjokishNessuna valutazione finora
- Low Temp Refrigeration Oil DataDocumento1 paginaLow Temp Refrigeration Oil DataGeorgiana DumitruNessuna valutazione finora
- Sans 10137 2011Documento107 pagineSans 10137 2011Pamps Mangampo50% (2)
- Ips e PR 850 PDFDocumento73 pagineIps e PR 850 PDFdeyanshu7Nessuna valutazione finora
- Sybron Endo Sealapex Root Canal SealerDocumento7 pagineSybron Endo Sealapex Root Canal Sealerenjoy enjoy enjoyNessuna valutazione finora
- Fosroc Solvent 102 resin cleaning solventDocumento2 pagineFosroc Solvent 102 resin cleaning solventShaikhRizwanNessuna valutazione finora
- Deal-Grove Model for Thermal Oxide GrowthDocumento13 pagineDeal-Grove Model for Thermal Oxide GrowthChithraParameswaranNessuna valutazione finora
- PERCENT BY MASS OF HYDROGEN PEROXIDE (H2O2) IN AGUA OXIGENADA (A Post-Laboratory Report)Documento10 paginePERCENT BY MASS OF HYDROGEN PEROXIDE (H2O2) IN AGUA OXIGENADA (A Post-Laboratory Report)Angel Ombid100% (1)
- Advantages and disadvantages of mechanical fasteners and adhesive bondingDocumento6 pagineAdvantages and disadvantages of mechanical fasteners and adhesive bondingYankie Mike PaPa100% (1)
- Cementing Operation - Part IDocumento26 pagineCementing Operation - Part IDoni KurniawanNessuna valutazione finora
- Makrolon® ET3137: Grades / ExtrusionDocumento4 pagineMakrolon® ET3137: Grades / ExtrusionDiegoTierradentroNessuna valutazione finora
- Advance Engine Timing with STCDocumento28 pagineAdvance Engine Timing with STCLuisPupiales100% (1)
- ArcelorMittal Projects Steel Pipe ProductionDocumento20 pagineArcelorMittal Projects Steel Pipe Productionanil-kumar-singh-6674Nessuna valutazione finora
- Catalysis Norskov 05 15 02Documento36 pagineCatalysis Norskov 05 15 02Rafael Ricardo Celin ManceraNessuna valutazione finora
- Sierra Gorda - Feasibility (2011)Documento240 pagineSierra Gorda - Feasibility (2011)Nicolas CarrascoNessuna valutazione finora
- Photos of Defects Found in RadiographyDocumento14 paginePhotos of Defects Found in RadiographyKavipriyan KaviNessuna valutazione finora
- Commiphora Myrrh A Phytochemical and Pharmacologic PDFDocumento17 pagineCommiphora Myrrh A Phytochemical and Pharmacologic PDFWaterfall ShapelessNessuna valutazione finora
- Spontaneous Combustion ConversionDocumento68 pagineSpontaneous Combustion ConversionRizwan Ullah BaigNessuna valutazione finora
- Selective MediaDocumento10 pagineSelective Mediaprincess_likemist4Nessuna valutazione finora
- Astm 1351 1 REPLICADocumento6 pagineAstm 1351 1 REPLICAmaheshNessuna valutazione finora
- International Journal of Plasticity: Rolf Mahnken, Andreas Schneidt, Thomas AntretterDocumento22 pagineInternational Journal of Plasticity: Rolf Mahnken, Andreas Schneidt, Thomas AntretterKhouloud GharbiNessuna valutazione finora
- Gas LasersDocumento53 pagineGas LasersDheeraj100% (1)
- AVK Hydrants BrochureDocumento11 pagineAVK Hydrants Brochuremubarak aliNessuna valutazione finora
- New Australian Curriculum Senior Secondary ChemistryDocumento44 pagineNew Australian Curriculum Senior Secondary Chemistryapi-252350138Nessuna valutazione finora
- DTS Thoracic R4Documento2 pagineDTS Thoracic R4Arief FaqihNessuna valutazione finora
- Gruvlok Stainless SteelDocumento16 pagineGruvlok Stainless Steellink2u_007Nessuna valutazione finora
- Synthesis and Discriminative Stimulus Properties of N(6)-Alkyl Norlysergic Acid DerivativesDocumento4 pagineSynthesis and Discriminative Stimulus Properties of N(6)-Alkyl Norlysergic Acid Derivativesmik100% (1)
- General Characteristics of Bacteria and MollicutesDocumento13 pagineGeneral Characteristics of Bacteria and MollicutesPrincess Mehra0% (1)
- Report GCWDocumento34 pagineReport GCWArchit HaldiaNessuna valutazione finora
- Evs Exercise Week 1 Vura Sai Nikhil 210953204Documento11 pagineEvs Exercise Week 1 Vura Sai Nikhil 210953204Nikhil VuraNessuna valutazione finora
- Biopolymers - Sustainability For The Automotive Value-Added ChainDocumento4 pagineBiopolymers - Sustainability For The Automotive Value-Added ChainDiana LondoñoNessuna valutazione finora