Potrebbero piacerti anche
- Lambton Conveyor Bucket Elevator ManualDocumento57 pagineLambton Conveyor Bucket Elevator ManualZeljkoSipcicNessuna valutazione finora
- GSI Bucket Elevator AssemblyDocumento38 pagineGSI Bucket Elevator AssemblyElias ArizaNessuna valutazione finora
- Uiw Bucket Elevator Ansi Bem0308 r21Documento42 pagineUiw Bucket Elevator Ansi Bem0308 r21annccknarimeNessuna valutazione finora
- DTS-BE-Bucket Elevator - 10-04-2007Documento3 pagineDTS-BE-Bucket Elevator - 10-04-2007BRUNA NASCIMENTONessuna valutazione finora
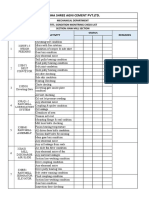
- Elevator Check List: ControlDocumento2 pagineElevator Check List: ControlENG.Tahir ThamerNessuna valutazione finora
- BE Manual 1600.2400.3000 MSD19087ADocumento152 pagineBE Manual 1600.2400.3000 MSD19087AIle Jie100% (1)
- CFI Controlled Flow Inverted Cone SiloDocumento4 pagineCFI Controlled Flow Inverted Cone SiloTùng CCIDNessuna valutazione finora
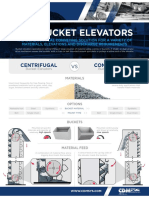
- CDM Bucket Elevators: Centrifugal ContinuousDocumento2 pagineCDM Bucket Elevators: Centrifugal ContinuousOcta IrawanNessuna valutazione finora
- E-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaDocumento6 pagineE-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaImpel IntralogisticsNessuna valutazione finora
- Condition monitoring of raw mill sectionDocumento2 pagineCondition monitoring of raw mill sectionlaxman JoshiNessuna valutazione finora
- PDFDocumento4 paginePDFAliRouyouNessuna valutazione finora
- Bucket Elevator ManualDocumento130 pagineBucket Elevator Manualimvp5640Nessuna valutazione finora
- Understanding belt tracking patterns and causes of belt swayDocumento29 pagineUnderstanding belt tracking patterns and causes of belt swayNishantKumarGauravNessuna valutazione finora
- Tumbler Screening Machines TSM / Tsi: Maximum Screening Quality For Fine and Ultra-Fine ProductsDocumento8 pagineTumbler Screening Machines TSM / Tsi: Maximum Screening Quality For Fine and Ultra-Fine Productsgabriel quinteroNessuna valutazione finora
- Chain ConveyorDocumento17 pagineChain ConveyorSiraye AbirhamNessuna valutazione finora
- Failure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFDocumento9 pagineFailure Analysis of Belt Conveyor Damage Caused by The Falling Material. Part 1 PDFCezar PajaresNessuna valutazione finora
- Training Conveyor Belts to Run StraightDocumento4 pagineTraining Conveyor Belts to Run StraightAk AbdulwahabNessuna valutazione finora
- Bucket Elevator PresentationDocumento8 pagineBucket Elevator PresentationSalmanNessuna valutazione finora
- Fabric Conveyor Belts Installation and Maintenance GuideDocumento16 pagineFabric Conveyor Belts Installation and Maintenance Guidejonodo89100% (2)
- Manual Hs SifterDocumento47 pagineManual Hs SifterOmar SamaniegoNessuna valutazione finora
- Group Alpha (Widy, Yoga, Fadly) - FMEA - ManRisk - MK3L 2019Documento3 pagineGroup Alpha (Widy, Yoga, Fadly) - FMEA - ManRisk - MK3L 2019Widy Abe Wibisono100% (1)
- Operation Manual YALEDocumento56 pagineOperation Manual YALEmarija1967Nessuna valutazione finora
- Datasheet - Vertical Lifter Conveyor For Multi Story Conveyor System DesignDocumento10 pagineDatasheet - Vertical Lifter Conveyor For Multi Story Conveyor System DesignImpel IntralogisticsNessuna valutazione finora
- Packer Machine (Ia)Documento34 paginePacker Machine (Ia)Safi'i AchmadNessuna valutazione finora
- Ido Tank CilDocumento40 pagineIdo Tank CilSafrin SangiaNessuna valutazione finora
- 06 Kuenzel Elevators GB 10 07Documento2 pagine06 Kuenzel Elevators GB 10 07Mauricio MpintoNessuna valutazione finora
- Enexco BrochureDocumento35 pagineEnexco BrochureErin CraigNessuna valutazione finora
- DTS - Belt Bucket Elevator - DatasheetDocumento3 pagineDTS - Belt Bucket Elevator - DatasheetBRUNA NASCIMENTONessuna valutazione finora
- 23 HaverDocumento36 pagine23 HaverkonstantasNessuna valutazione finora
- DTS AS Aeroslide - V3.3 - 2009 11Documento3 pagineDTS AS Aeroslide - V3.3 - 2009 11BRUNA NASCIMENTONessuna valutazione finora
- Impact CrusherDocumento8 pagineImpact CrusherSharath MenonNessuna valutazione finora
- Mechanical Planning Level I: MaintenanceDocumento8 pagineMechanical Planning Level I: MaintenanceSUNIL TVNessuna valutazione finora
- Belt Conveyor Design DunlopDocumento161 pagineBelt Conveyor Design DunlopByron MontejoNessuna valutazione finora
- IIT Bearing DesignDocumento19 pagineIIT Bearing Designmadanpal29Nessuna valutazione finora
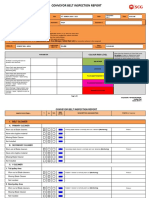
- Conveyor Belt Inspection Report SummaryDocumento9 pagineConveyor Belt Inspection Report SummaryWisnu NugrahaNessuna valutazione finora
- Rolary Kiln-RepaireDocumento12 pagineRolary Kiln-RepairefgNessuna valutazione finora
- KPAV125Documento183 pagineKPAV125Hana TruongNessuna valutazione finora
- Belt Scale Installation GuidelinesDocumento25 pagineBelt Scale Installation Guidelinesบิ๊ก บิ๊กNessuna valutazione finora
- Cast Central Pipe - EN - SmidthDocumento4 pagineCast Central Pipe - EN - SmidthLuis Orlando Villarroel TorrezNessuna valutazione finora
- Shutdown Maintenance Activites at Mechanical Clinker (Line-1)Documento4 pagineShutdown Maintenance Activites at Mechanical Clinker (Line-1)salman saleemNessuna valutazione finora
- BEUMER Apron Conveyors 01kjdecxsedDocumento12 pagineBEUMER Apron Conveyors 01kjdecxsedGeorge Lapusneanu100% (1)
- Kiln Tyre Replacement 13 Nov.. 2013Documento80 pagineKiln Tyre Replacement 13 Nov.. 2013muhammad mujahidNessuna valutazione finora
- Air SeperatorDocumento45 pagineAir Seperatorsameh ibrahemNessuna valutazione finora
- 3-Bucket Elev. & 4-Chain ConvDocumento24 pagine3-Bucket Elev. & 4-Chain ConvYhaneNessuna valutazione finora
- Rack and Pinion Elevator ChecklistDocumento16 pagineRack and Pinion Elevator ChecklistniranpaiNessuna valutazione finora
- Bucket Elevator Maintenance ManualDocumento26 pagineBucket Elevator Maintenance ManualJ Dany T. Delgado100% (1)
- Mill ManualDocumento57 pagineMill ManualsatishflsNessuna valutazione finora
- Maintain central chain bucket elevatorDocumento8 pagineMaintain central chain bucket elevatorGarfang RattanapunNessuna valutazione finora
- Services For Bulk Material Handling Projects: Project Formulation Phase Project Engineering PhaseDocumento29 pagineServices For Bulk Material Handling Projects: Project Formulation Phase Project Engineering PhasesrichmechNessuna valutazione finora
- Roto-Packer - 15pDocumento12 pagineRoto-Packer - 15pthach pha thien100% (1)
- High-capacity natural frequency vibrating conveyorsDocumento8 pagineHigh-capacity natural frequency vibrating conveyorsZiggy GregoryNessuna valutazione finora
- 243 BUI 1047 BCI Conveyor Belt CatalogDocumento19 pagine243 BUI 1047 BCI Conveyor Belt CatalogBayu SuprayogiNessuna valutazione finora
- Vibratingfeeder 150211110459 Conversion Gate01Documento18 pagineVibratingfeeder 150211110459 Conversion Gate01ManekGorisNessuna valutazione finora
- Equip. Name:-RAW MILL Equip. TAG No. 300 RM-1Documento1 paginaEquip. Name:-RAW MILL Equip. TAG No. 300 RM-1vinodsnNessuna valutazione finora
- Pan Conveyors PDFDocumento24 paginePan Conveyors PDFcachorrexNessuna valutazione finora
- Fuchs - Ceplattyn KG 10 LC - 4jul06 (Lubritech Weillerbach)Documento2 pagineFuchs - Ceplattyn KG 10 LC - 4jul06 (Lubritech Weillerbach)RiyazNessuna valutazione finora
- Operating Manual: Tietjen Hammermill Type FD 25Documento68 pagineOperating Manual: Tietjen Hammermill Type FD 25Đức NguyễnNessuna valutazione finora
- ConyevorsDocumento9 pagineConyevorsRohan MalkarNessuna valutazione finora
- Bendpak HD-9 ManualDocumento56 pagineBendpak HD-9 ManualDeltaFamNessuna valutazione finora
- Bucket Elevator Manual PDFDocumento20 pagineBucket Elevator Manual PDFdaniel100% (1)
- Ussr Germany NDocumento110 pagineUssr Germany NioanchiNessuna valutazione finora
- Img 151021142309Documento1 paginaImg 151021142309ioanchiNessuna valutazione finora
- The Prehistoric Background of Illyrian A PDFDocumento11 pagineThe Prehistoric Background of Illyrian A PDFioanchiNessuna valutazione finora
- COG VT Operating ManualDocumento7 pagineCOG VT Operating ManualioanchiNessuna valutazione finora
- Twelve Systems Engineering RolesDocumento12 pagineTwelve Systems Engineering RolesioanchiNessuna valutazione finora
- Mechanical Engineering Quick ReferencesDocumento44 pagineMechanical Engineering Quick ReferencesioanchiNessuna valutazione finora
- Materials SelectionDocumento3 pagineMaterials SelectionioanchiNessuna valutazione finora
- Solidworks K-Factors Sheet for Bending CalculationsDocumento9 pagineSolidworks K-Factors Sheet for Bending CalculationsashkansoheylNessuna valutazione finora
- Afghanistan 1979, The War That Changed The World: Director(s) : Gulya MIRZOEVA Writer(s) : Gulya MIRZOEVADocumento2 pagineAfghanistan 1979, The War That Changed The World: Director(s) : Gulya MIRZOEVA Writer(s) : Gulya MIRZOEVAioanchiNessuna valutazione finora
- LeanBooklet in OrderDocumento32 pagineLeanBooklet in OrderioanchiNessuna valutazione finora
- Bolt Joint-DiagramsDocumento6 pagineBolt Joint-Diagramskulov1592Nessuna valutazione finora
- Spline DIN 5480Documento27 pagineSpline DIN 5480ewillia13100% (3)
- Ball Screw TutorialDocumento73 pagineBall Screw TutorialIvan Aryo ZaoldyeckNessuna valutazione finora
- 05 Rope Cable TerminationsDocumento64 pagine05 Rope Cable TerminationsFariz SafarullaNessuna valutazione finora
- BosDocumento29 pagineBosioanchiNessuna valutazione finora
- Balancing BasicsDocumento14 pagineBalancing BasicspbharrisNessuna valutazione finora
- MD-002 Material SelectionDocumento14 pagineMD-002 Material Selectionioanchi100% (1)
- Precision FL SpecDocumento2 paginePrecision FL SpecioanchiNessuna valutazione finora
- Vat NvatDocumento35 pagineVat NvatioanchiNessuna valutazione finora
- BUSSINES-Risk Assessment 08feb12Documento17 pagineBUSSINES-Risk Assessment 08feb12ioanchiNessuna valutazione finora
- CSC Catalog ColorDocumento16 pagineCSC Catalog ColorMauricio Mpinto100% (1)
- Initial Design ConsiderationsDocumento8 pagineInitial Design ConsiderationsioanchiNessuna valutazione finora
- Materials & FinishesDocumento7 pagineMaterials & FinishesioanchiNessuna valutazione finora
- GT&C Canadian ConstructionDocumento34 pagineGT&C Canadian ConstructionioanchiNessuna valutazione finora
- Mechanical Design Standards: Bending Guidelines 1Documento9 pagineMechanical Design Standards: Bending Guidelines 1ioanchiNessuna valutazione finora
- ATS Laser and Waterjet Cutting CapabilitiesDocumento5 pagineATS Laser and Waterjet Cutting CapabilitiesioanchiNessuna valutazione finora
- Mig Welding HandbookDocumento20 pagineMig Welding HandbookMomentumm100% (5)
- A Practical Guide To Machine Safety ApplicationDocumento80 pagineA Practical Guide To Machine Safety ApplicationpavilamNessuna valutazione finora
- SAMPLE - P4A-Daily Progress Report 210427 KZP 988Documento3 pagineSAMPLE - P4A-Daily Progress Report 210427 KZP 988MEMONessuna valutazione finora
- d2 Load Bearing SystemDocumento60 pagined2 Load Bearing SystemMurat CKNessuna valutazione finora
- 001-RA - Unloading and Erection of Pipe Spools REV-5Documento11 pagine001-RA - Unloading and Erection of Pipe Spools REV-5alla malikNessuna valutazione finora
- Podem - Pendant Control (En)Documento4 paginePodem - Pendant Control (En)ferdinand hutapeaNessuna valutazione finora
- Appointment - CR22 Crane Operator - 2021Documento2 pagineAppointment - CR22 Crane Operator - 2021carlthiahNessuna valutazione finora
- Framed Formwork Frami Xlife / Frami Eco: User InformationDocumento96 pagineFramed Formwork Frami Xlife / Frami Eco: User Informationaction columnsNessuna valutazione finora
- 70 Jaya VigilantDocumento8 pagine70 Jaya VigilantДмитрий ЗинченкоNessuna valutazione finora
- As 2550.7-1996 Cranes - Safe Use Builders Hoists and Associated EquipmentDocumento8 pagineAs 2550.7-1996 Cranes - Safe Use Builders Hoists and Associated EquipmentSAI Global - APACNessuna valutazione finora
- Design and Development of Coffee Plant Uprooting MachineDocumento35 pagineDesign and Development of Coffee Plant Uprooting MachinePrathapNessuna valutazione finora
- 50 Ton Kato Nk-500evDocumento4 pagine50 Ton Kato Nk-500evarbi100% (1)
- Farana ChecklistDocumento1 paginaFarana ChecklistJayendra NaiduNessuna valutazione finora
- Jacks Winches 2014 Hire CatalogueDocumento32 pagineJacks Winches 2014 Hire CatalogueMohd Zuhdi IsmailNessuna valutazione finora
- Betriebsanleitung Pendelbecherwerk GBR 20090318Documento54 pagineBetriebsanleitung Pendelbecherwerk GBR 20090318Jesus Roberto De La Vega GermanNessuna valutazione finora
- Project Report Safety JAYPEEDocumento93 pagineProject Report Safety JAYPEEAshok MishraNessuna valutazione finora
- Construction Risk Assesment For Riser Top Ring InstallationsDocumento11 pagineConstruction Risk Assesment For Riser Top Ring Installationssaifulnizam86gmailcom100% (1)
- ErectionDocumento16 pagineErectionÞÜšhpendra JAñgidNessuna valutazione finora
- TPS-Services en PDFDocumento17 pagineTPS-Services en PDFJack CorreiaNessuna valutazione finora
- Safety GondolaDocumento14 pagineSafety GondolaFerry RamadhansyahNessuna valutazione finora
- Method Statement For Under CrossingDocumento24 pagineMethod Statement For Under CrossingSaifur RahmanNessuna valutazione finora
- Lifting PolicyDocumento48 pagineLifting Policyakaalj qhseNessuna valutazione finora
- Monorails 4ed Bk180Documento12 pagineMonorails 4ed Bk180harishram123456Nessuna valutazione finora
- Aircraft Hangar Design - Reidsteel - AeroDocumento9 pagineAircraft Hangar Design - Reidsteel - AeroEssamNessuna valutazione finora
- 3 Loading and Unloading Systems by VRSDocumento4 pagine3 Loading and Unloading Systems by VRSconrado-costaNessuna valutazione finora
- Master Rigger - ITI Course Ebook 012218Documento14 pagineMaster Rigger - ITI Course Ebook 012218Asad AwanNessuna valutazione finora
- Ametecs Crane Desigh & DetailsDocumento23 pagineAmetecs Crane Desigh & DetailsJayakrishnan RadhakrishnanNessuna valutazione finora
- FASSI Crane Operation and Maintenance ManualDocumento86 pagineFASSI Crane Operation and Maintenance Manualניקולאי איןNessuna valutazione finora
- (TUGAS) Resume Shipyard LayoutDocumento12 pagine(TUGAS) Resume Shipyard Layoutfajar2311Nessuna valutazione finora
- Exam Supports by Trade - 0Documento31 pagineExam Supports by Trade - 0Christian CamiloNessuna valutazione finora
- Mobile Crane Inspection StepsDocumento2 pagineMobile Crane Inspection StepsMohamed TohamyNessuna valutazione finora