Potrebbero piacerti anche
- Lecture Notes on Reinforced Concrete DesignDa EverandLecture Notes on Reinforced Concrete DesignNessuna valutazione finora
- Retaining Wall With Up To 2 Wall Segments: CRSI Example 1 9'-0" HighDocumento1 paginaRetaining Wall With Up To 2 Wall Segments: CRSI Example 1 9'-0" HighAnthony GravagneNessuna valutazione finora
- ArticledesignandconstructionofliquidtightconcretestrucDocumento3 pagineArticledesignandconstructionofliquidtightconcretestrucalbertoxinaNessuna valutazione finora
- Kalmatron KF-A For High Performance ConcreteDocumento15 pagineKalmatron KF-A For High Performance ConcreteHelen A. Rusinoff100% (3)
- Industrial FlooringDocumento21 pagineIndustrial FlooringPrabu ShankarNessuna valutazione finora
- Soldier Beam Shoring ReportDocumento8 pagineSoldier Beam Shoring ReportNarayanan JayachandranNessuna valutazione finora
- Post Tensioning in Building StructuresDocumento25 paginePost Tensioning in Building StructuresBaranitharan ANessuna valutazione finora
- Reinforcing Bar CouplersDocumento32 pagineReinforcing Bar CouplersSivadol VongmongkolNessuna valutazione finora
- Bearing CapacityDocumento54 pagineBearing CapacityMasood AhmedNessuna valutazione finora
- Expansion and Construction JointsDocumento46 pagineExpansion and Construction Jointscricket review100% (1)
- PT Slab On GradeDocumento5 paginePT Slab On Gradekiks12Nessuna valutazione finora
- 4 Masonry Retaining Walls PDFDocumento27 pagine4 Masonry Retaining Walls PDFCarlos GilNessuna valutazione finora
- Proposed ground surface retaining wall designDocumento1 paginaProposed ground surface retaining wall designRaja SundaramNessuna valutazione finora
- Building Materials Seminar ReportDocumento63 pagineBuilding Materials Seminar ReportTejas Joshi100% (1)
- IS 2571 (1970) : Code of Practice For Laying In-Situ Cement Concrete Flooring (D 5 Flooring, Wall Finishing and Roofing)Documento30 pagineIS 2571 (1970) : Code of Practice For Laying In-Situ Cement Concrete Flooring (D 5 Flooring, Wall Finishing and Roofing)Prashant MalikNessuna valutazione finora
- SK Ghosh - Strong Column Weak BeamDocumento3 pagineSK Ghosh - Strong Column Weak BeamrahuljoagNessuna valutazione finora
- Slab On Grade Design Calculation BarChip MacroDocumento12 pagineSlab On Grade Design Calculation BarChip MacroMauriesNambirajanNessuna valutazione finora
- Effects of Fire on Concrete Assessment and RepairDocumento5 pagineEffects of Fire on Concrete Assessment and RepairAlejandro Rodríguez100% (1)
- Section 1630 - Minimum Design Lateral Forces and Related EffectsDocumento1 paginaSection 1630 - Minimum Design Lateral Forces and Related EffectsAbdul Rauf100% (1)
- Concrete Structures DesignDocumento66 pagineConcrete Structures Designmadkik100% (1)
- Piling Specification To BS5400Documento25 paginePiling Specification To BS5400Atiq ZakariaNessuna valutazione finora
- Injection Grouting For Concrete Crack Repair - Its Types and MaterialsDocumento3 pagineInjection Grouting For Concrete Crack Repair - Its Types and MaterialsNaveen BansalNessuna valutazione finora
- Raphael Structural Integrity ReportDocumento22 pagineRaphael Structural Integrity ReportAnthony MugoNessuna valutazione finora
- Repairing Methodology of Honeycombs in Concrete SurfaceDocumento4 pagineRepairing Methodology of Honeycombs in Concrete Surfacejohn paul100% (1)
- Benefits of Lattice GirderDocumento1 paginaBenefits of Lattice GirderkantkrisNessuna valutazione finora
- Methods Procedures For Maintainace and Repair of PCC Pavements PDFDocumento27 pagineMethods Procedures For Maintainace and Repair of PCC Pavements PDFAbdur RahmanNessuna valutazione finora
- Tek 10-03Documento4 pagineTek 10-03Thai DamNessuna valutazione finora
- Grad Manual Design TipsDocumento10 pagineGrad Manual Design TipsDebendra Dev KhanalNessuna valutazione finora
- Foamed ConcreteDocumento24 pagineFoamed ConcretewlidhaaaNessuna valutazione finora
- RCC Chairs Design ProcedureDocumento6 pagineRCC Chairs Design ProcedureS N satyanarayanaNessuna valutazione finora
- Civil Engineering Cracks Types and CausesDocumento8 pagineCivil Engineering Cracks Types and Causeskatia diaNessuna valutazione finora
- Aci 318 05 PDFDocumento24 pagineAci 318 05 PDFDavid BourcetNessuna valutazione finora
- FOUNDATION TYPES FOR BUILDING CONSTRUCTIONDocumento34 pagineFOUNDATION TYPES FOR BUILDING CONSTRUCTIONashenafi.aNessuna valutazione finora
- Concrete Masonry Fire Resistance June 2016Documento4 pagineConcrete Masonry Fire Resistance June 2016Hendrix TilloNessuna valutazione finora
- TDS - Flowcable 50Documento2 pagineTDS - Flowcable 50Venkata RaoNessuna valutazione finora
- Beam Block BrochureDocumento7 pagineBeam Block BrochurehemendraengNessuna valutazione finora
- Strength Design of Structural Masonry - 2017 10 12Documento70 pagineStrength Design of Structural Masonry - 2017 10 12Ricardo Muñiz DelgadoNessuna valutazione finora
- Lattice Girder Composite Floors-199Documento2 pagineLattice Girder Composite Floors-199rahuldevpatel5Nessuna valutazione finora
- Ultimate Load Capacity of Reinforced Concrete SlabDocumento8 pagineUltimate Load Capacity of Reinforced Concrete SlabUmed ADA-ALSATAR100% (1)
- Bridge Technical Note 2021 - 006 Bonded Anchors Feb 2021Documento3 pagineBridge Technical Note 2021 - 006 Bonded Anchors Feb 2021JunnoKaiserNessuna valutazione finora
- Part 5 TilesDocumento8 paginePart 5 TilesFerdz ValenzNessuna valutazione finora
- Support hollow-core slabs with PETRADocumento32 pagineSupport hollow-core slabs with PETRAtopnoch5454Nessuna valutazione finora
- Process of Tile InstallationDocumento39 pagineProcess of Tile InstallationChristian Nathaniel Ramon PalmaNessuna valutazione finora
- System Formwork LT (Book No 1 General)Documento77 pagineSystem Formwork LT (Book No 1 General)Ah Med Hat100% (1)
- Rebar Detailing 8907Documento12 pagineRebar Detailing 8907blackwinterNessuna valutazione finora
- Spread Footing FlexibilityDocumento11 pagineSpread Footing FlexibilitypciemakNessuna valutazione finora
- Rebars Arrangement For Concrete ReinforcementsDocumento5 pagineRebars Arrangement For Concrete ReinforcementsAntónio Fontes100% (1)
- Dilapidation Report ExampleDocumento16 pagineDilapidation Report ExampleJose Israel Barillas SaraviaNessuna valutazione finora
- COLUMNASDocumento10 pagineCOLUMNASRoger Geronimo Jiménez100% (1)
- Post-Tensioned Slabs On GradeDocumento64 paginePost-Tensioned Slabs On GradeJuan Carlos Quispe CharaNessuna valutazione finora
- Foundation DepthDocumento14 pagineFoundation DepthRajanvmNessuna valutazione finora
- RC Detailing to EC2 WebinarDocumento13 pagineRC Detailing to EC2 WebinarIyamperumal MurugesanNessuna valutazione finora
- Raft FoundationDocumento3 pagineRaft FoundationDylan Ramasamy0% (2)
- 9449 Macalloy Tension StructuresDocumento16 pagine9449 Macalloy Tension StructuresYam BalaoingNessuna valutazione finora
- Aci 364.14T-17Documento6 pagineAci 364.14T-17Marisol SanchezNessuna valutazione finora
- C & Zed Purlins Design Manual and Catalogue BC783d01Documento31 pagineC & Zed Purlins Design Manual and Catalogue BC783d01GnabBangNessuna valutazione finora
- Fischer THB INT 110640 082013Documento445 pagineFischer THB INT 110640 082013arunks4uNessuna valutazione finora
- Industrial Floor Joints: Focus OnDocumento24 pagineIndustrial Floor Joints: Focus OnimadusNessuna valutazione finora
- Design Considerations Interlocking PavementsDocumento31 pagineDesign Considerations Interlocking PavementsHalberto1955Nessuna valutazione finora
- Design Considerations For Interlocking Concrete Pavements: Applicable To Standard, Textured & Heavy Duty Unit PaversDocumento31 pagineDesign Considerations For Interlocking Concrete Pavements: Applicable To Standard, Textured & Heavy Duty Unit PaversFrederick TanNessuna valutazione finora
- Mechanical Coupler - Boo WonDocumento5 pagineMechanical Coupler - Boo WonscchungNessuna valutazione finora
- Gas Welding Specification 3 - JapanDocumento34 pagineGas Welding Specification 3 - Japanscchung100% (1)
- Gas Pressure Welding - JapanDocumento6 pagineGas Pressure Welding - Japanscchung100% (1)
- Floor VibrationsDocumento29 pagineFloor VibrationsscchungNessuna valutazione finora
- Gas Welding Specification 2 - JapanDocumento5 pagineGas Welding Specification 2 - JapanscchungNessuna valutazione finora
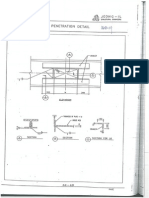
- Web Penetration DetailDocumento5 pagineWeb Penetration DetailscchungNessuna valutazione finora
- Gas Welding Specification - JapanDocumento12 pagineGas Welding Specification - JapanscchungNessuna valutazione finora
- Mechanical Coupler - EuropeDocumento4 pagineMechanical Coupler - EuropescchungNessuna valutazione finora
- Gas Welding Inspection - JapanDocumento7 pagineGas Welding Inspection - JapanscchungNessuna valutazione finora
- Mechanical Coupler - Japan InformationDocumento6 pagineMechanical Coupler - Japan InformationscchungNessuna valutazione finora
- Minimum VibrationDocumento3 pagineMinimum VibrationscchungNessuna valutazione finora
- Mechanical Coupler - Japan - TTKDocumento10 pagineMechanical Coupler - Japan - TTKscchungNessuna valutazione finora
- Web Opening Detail AnalysisDocumento26 pagineWeb Opening Detail AnalysisscchungNessuna valutazione finora
- Web Opening Example-KoreaDocumento7 pagineWeb Opening Example-KoreascchungNessuna valutazione finora
- Web Openings Example in JapanDocumento8 pagineWeb Openings Example in JapanscchungNessuna valutazione finora
- Structures Engineering Design ManualDocumento276 pagineStructures Engineering Design ManualzcontrolNessuna valutazione finora
- Openings in Beam Webs in BS CodeDocumento4 pagineOpenings in Beam Webs in BS CodescchungNessuna valutazione finora
- Web Opening - Test ExampleDocumento5 pagineWeb Opening - Test ExamplescchungNessuna valutazione finora
- Girder Opening DetailDocumento3 pagineGirder Opening DetailscchungNessuna valutazione finora
- Plate Girders Containing Web OpeningsDocumento5 paginePlate Girders Containing Web OpeningsscchungNessuna valutazione finora
- Significant Changes in ACI 318-11Documento4 pagineSignificant Changes in ACI 318-11cabpcabpNessuna valutazione finora
- Slip MembraneDocumento1 paginaSlip MembranescchungNessuna valutazione finora
- Designing Edge Barriers in Parking StructuresDocumento10 pagineDesigning Edge Barriers in Parking StructuresscchungNessuna valutazione finora
- Making Openings in Existing BeamsDocumento2 pagineMaking Openings in Existing BeamsscchungNessuna valutazione finora
- Design of Structural Steel Pipe Racks PDFDocumento12 pagineDesign of Structural Steel Pipe Racks PDFmobin1978100% (3)
- PT BuildingsDocumento40 paginePT BuildingsscchungNessuna valutazione finora
- A Comparative Study of The Seismic Provisions of Iranian Seismic Code (Standard No.2800) and International Building Code 2003Documento18 pagineA Comparative Study of The Seismic Provisions of Iranian Seismic Code (Standard No.2800) and International Building Code 2003scchungNessuna valutazione finora
- Steel-Concrete Composite High-Rise BuildingsDocumento7 pagineSteel-Concrete Composite High-Rise Buildingsscchung50% (2)
- Block B Drawings (As Built & Retrofitted)Documento20 pagineBlock B Drawings (As Built & Retrofitted)hamapa4070Nessuna valutazione finora
- Resistivity Log: Well Logging (Pe413)Documento9 pagineResistivity Log: Well Logging (Pe413)Ramy MaamounNessuna valutazione finora
- HFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedDocumento9 pagineHFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedVignesh PanchabakesanNessuna valutazione finora
- Waste management in Israel - background, policy, projects & opportunitiesDocumento15 pagineWaste management in Israel - background, policy, projects & opportunitiesLuan NguyenNessuna valutazione finora
- Test 1 Paper2 - Grade 10-11 IGCSE - 2020 - MoodleDocumento13 pagineTest 1 Paper2 - Grade 10-11 IGCSE - 2020 - MoodleJadNessuna valutazione finora
- A Practical Guide For HOHDocumento164 pagineA Practical Guide For HOHDan AngheleaNessuna valutazione finora
- Final I.P.T ReportDocumento27 pagineFinal I.P.T ReportIndu GunasekaranNessuna valutazione finora
- Brochure Combined Wall Systems - 2019 - Digital - SingleDocumento40 pagineBrochure Combined Wall Systems - 2019 - Digital - SinglelazcanoNessuna valutazione finora
- Electric Water Heaters GuideDocumento36 pagineElectric Water Heaters GuidearshadNessuna valutazione finora
- @unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Documento1.367 pagine@unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Ritviz AggarwalNessuna valutazione finora
- Dayu 12Documento3 pagineDayu 12Wayan SukerayasaNessuna valutazione finora
- Filters ENDocumento11 pagineFilters ENChris GavevaNessuna valutazione finora
- Eng Chem Lecture NotesDocumento2 pagineEng Chem Lecture NotesJunell TadinaNessuna valutazione finora
- SOBM Calculation SheetDocumento15 pagineSOBM Calculation SheetChintan GohelNessuna valutazione finora
- Sikament LN: High Range Water ReducingDocumento2 pagineSikament LN: High Range Water ReducingardimasNessuna valutazione finora
- Is Slipperiness: Lubricity LubricationDocumento5 pagineIs Slipperiness: Lubricity LubricationRitik KaushalNessuna valutazione finora
- Mechanical Properties of Engineered Materials Mechanical EngineeringDocumento584 pagineMechanical Properties of Engineered Materials Mechanical EngineeringEnis Sevim100% (12)
- Ra 9003Documento101 pagineRa 9003Charles Rommel TadoNessuna valutazione finora
- Assignment No 1Documento3 pagineAssignment No 1Sumit NagpalNessuna valutazione finora
- UH Materials Science and Engineering - Courses - 2016-03-23Documento3 pagineUH Materials Science and Engineering - Courses - 2016-03-23Tabish KamranNessuna valutazione finora
- SHF 50+ MDocumento1 paginaSHF 50+ MSiddheshNessuna valutazione finora
- TDS - HYDROCARBON RESIN SK-120 - PETRORESIN SK-120 - en - 12 PDFDocumento1 paginaTDS - HYDROCARBON RESIN SK-120 - PETRORESIN SK-120 - en - 12 PDFAndrei LazoNessuna valutazione finora
- Fosroc Renderoc Laxtra Plus: Constructive SolutionsDocumento2 pagineFosroc Renderoc Laxtra Plus: Constructive SolutionsVincent Javate0% (1)
- Design For Hot Dip GalvanisingDocumento9 pagineDesign For Hot Dip GalvanisingSreedhar Patnaik.MNessuna valutazione finora
- (CHEM 108) M1C1 - Introduction To Chemistry-Matter and MeasurementDocumento29 pagine(CHEM 108) M1C1 - Introduction To Chemistry-Matter and MeasurementVladimir TimbrezaNessuna valutazione finora
- MSDS Intersorb Nonindicating Diving GradeDocumento5 pagineMSDS Intersorb Nonindicating Diving GradeEdward BennettNessuna valutazione finora
- Series 83 DelMonitor Limit Switch BoxDocumento2 pagineSeries 83 DelMonitor Limit Switch BoxProcess Controls & ServicesNessuna valutazione finora
- KHKKKDocumento39 pagineKHKKKdaney67299Nessuna valutazione finora
- Bentofix: Advantages of Needle-PunchedDocumento4 pagineBentofix: Advantages of Needle-PunchedKamal LatifNessuna valutazione finora
- Science7 - Q3 - M6 - Electrical-Charging Processes - v5Documento29 pagineScience7 - Q3 - M6 - Electrical-Charging Processes - v5CharielyTamparongNessuna valutazione finora