Potrebbero piacerti anche
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LDa EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNessuna valutazione finora
- ESTAMPAGEMDocumento61 pagineESTAMPAGEMedpsousaNessuna valutazione finora
- 05 - FerramenteiroDocumento212 pagine05 - FerramenteirocnccepNessuna valutazione finora
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoDa EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNessuna valutazione finora
- 1 Aula - Estampo de RepuxoDocumento33 pagine1 Aula - Estampo de RepuxoCláudio DinizNessuna valutazione finora
- Estampagem e Conformação de ChapaDocumento76 pagineEstampagem e Conformação de ChapaMarceloPintoRibeiroFilhoNessuna valutazione finora
- Curso de Projeto de Moldes para PlásticosDocumento110 pagineCurso de Projeto de Moldes para PlásticosSidney Lins100% (1)
- Introdução aos processos de fabricação de produtos metálicosDa EverandIntrodução aos processos de fabricação de produtos metálicosValutazione: 5 su 5 stelle5/5 (1)
- Est AmpDocumento110 pagineEst AmpDenilson AfonsoNessuna valutazione finora
- Apostila Fatec SorocabaDocumento92 pagineApostila Fatec SorocabaWilian De Oliveira GalterNessuna valutazione finora
- MoldesDocumento9 pagineMoldesmontolin100% (1)
- Apostila de Logopress3Documento168 pagineApostila de Logopress3Spectremam100% (1)
- EstampagemDocumento38 pagineEstampagemCláudio QuinteiroNessuna valutazione finora
- Apostila EstamposDocumento24 pagineApostila Estamposbrunocapera2100% (1)
- Manufatura Mecânica - Usinagem e Conformação PDFDocumento267 pagineManufatura Mecânica - Usinagem e Conformação PDFLuisfãnyo StyflerNessuna valutazione finora
- 28 PE Projetos de FerramentasDocumento189 pagine28 PE Projetos de FerramentasFlavio Correa100% (2)
- Apostila Fundamentos ProjetosDocumento16 pagineApostila Fundamentos ProjetosLuiz Cesar TorresNessuna valutazione finora
- Como Imprimir Filamento ABSDocumento6 pagineComo Imprimir Filamento ABSBruno DornelesNessuna valutazione finora
- Apostila de Estampo FatecDocumento39 pagineApostila de Estampo FatecPedro VictorNessuna valutazione finora
- ProTec - Estampos (Anexo)Documento27 pagineProTec - Estampos (Anexo)Edelcio de Azevedo100% (1)
- Slide Processo de Conformação Mecânicatrefilacao PDFDocumento98 pagineSlide Processo de Conformação Mecânicatrefilacao PDFGeo EinsteinNessuna valutazione finora
- Estampagem Profunda MelhorDocumento35 pagineEstampagem Profunda MelhorWilker Jean100% (1)
- Ferramentaria - Moldes para PlásticosDocumento132 pagineFerramentaria - Moldes para Plásticosronymsilva100% (2)
- Apostila Injeção Sobre PressãoDocumento83 pagineApostila Injeção Sobre PressãoPaulo bettoniNessuna valutazione finora
- Usinagem Eletroerosao IIDocumento9 pagineUsinagem Eletroerosao IIRafael DavidNessuna valutazione finora
- Fundamentos de Projeto de FerramentasDocumento194 pagineFundamentos de Projeto de Ferramentas14192200Nessuna valutazione finora
- Estampagem de Aço Inox PDFDocumento52 pagineEstampagem de Aço Inox PDFnicolau baltazar massabandeNessuna valutazione finora
- Presencial MoldesDocumento522 paginePresencial MoldesPlinio Sergio Rodrigues100% (1)
- Apostila Aco Inox Estampagem Parte1Documento0 pagineApostila Aco Inox Estampagem Parte1jzato1379Nessuna valutazione finora
- Nooes de Ajustagem de BancadaDocumento91 pagineNooes de Ajustagem de BancadaLucas GabrielNessuna valutazione finora
- Processos de Fabricação 2019Documento194 pagineProcessos de Fabricação 2019Matheus MoraesNessuna valutazione finora
- Cap 7 - DobramentoDocumento38 pagineCap 7 - DobramentoneralregoneNessuna valutazione finora
- E Stamp AriaDocumento82 pagineE Stamp AriaThurckNessuna valutazione finora
- Apostila Completa MoldesDocumento79 pagineApostila Completa MoldesLuciano Brito de Lima0% (1)
- Apostila Moldes FatecDocumento77 pagineApostila Moldes FatecDouglas MarcocciaNessuna valutazione finora
- Apostila de Projeto de FerramentaDocumento49 pagineApostila de Projeto de FerramentaValdecir ferreira dos santosNessuna valutazione finora
- Torno2008 2Documento56 pagineTorno2008 2Otavio CamargoNessuna valutazione finora
- Tolerância em Desenho MecânicoDocumento21 pagineTolerância em Desenho MecânicoVanderson Soares de AraujoNessuna valutazione finora
- APOSTILA - DE - ESTAMPAGEM - E - DOBRA20200206 72477 1p0atbn With Cover Page v2Documento31 pagineAPOSTILA - DE - ESTAMPAGEM - E - DOBRA20200206 72477 1p0atbn With Cover Page v2Odair Castilhos Dos PassosNessuna valutazione finora
- Apostila 2009-1Documento232 pagineApostila 2009-1ajhp2010Nessuna valutazione finora
- ForjamentoDocumento34 pagineForjamentoAldo CarvalhoNessuna valutazione finora
- EstampagemDocumento10 pagineEstampagemBrenda AmandaNessuna valutazione finora
- Efeito Espessura Chapa Na DobragemDocumento51 pagineEfeito Espessura Chapa Na DobragemValdemir FerreiraNessuna valutazione finora
- EstampagemDocumento19 pagineEstampagemmecanica2000Nessuna valutazione finora
- Aula 8 - Estampagem de Repuxo EmbutimentoDocumento15 pagineAula 8 - Estampagem de Repuxo EmbutimentoLEONIDASNessuna valutazione finora
- Lista de Exercícios EstampagemDocumento5 pagineLista de Exercícios EstampagemCarolai Fabris100% (1)
- 2 Manufatura - Puncionamento PDFDocumento4 pagine2 Manufatura - Puncionamento PDFSam SungNessuna valutazione finora
- Aula 9 - ExtrusaoDocumento9 pagineAula 9 - ExtrusaoLEONIDASNessuna valutazione finora
- Cortes FinosDocumento5 pagineCortes FinosGelsenir JuliãoNessuna valutazione finora
- ESTAMPAGEM Rev.01 (Modo de Compatibilidade)Documento88 pagineESTAMPAGEM Rev.01 (Modo de Compatibilidade)Aldo CarvalhoNessuna valutazione finora
- EstampagemDocumento9 pagineEstampagemTheodore BellNessuna valutazione finora
- Trabalho - Estampagem IIDocumento14 pagineTrabalho - Estampagem IIasoareclNessuna valutazione finora
- 7 - EstampagemDocumento20 pagine7 - EstampagemEliane Fabio MoreiraNessuna valutazione finora
- 00 Apostila Estampagem - Completa PDFDocumento76 pagine00 Apostila Estampagem - Completa PDFGuilherme FranzoiNessuna valutazione finora
- Relatorio Usinagem - CavacosDocumento13 pagineRelatorio Usinagem - CavacosMichel AmbrosioNessuna valutazione finora
- EstiramentoDocumento24 pagineEstiramentoMoa CastroNessuna valutazione finora
- 6 SigmaDocumento3 pagine6 SigmaLuiz Cesar TorresNessuna valutazione finora
- Aula 04 Fundi o em CoquilhasDocumento36 pagineAula 04 Fundi o em CoquilhasLuiz Cesar TorresNessuna valutazione finora
- O Bom Professor e o Professor BonzinhoDocumento2 pagineO Bom Professor e o Professor BonzinhoLuiz Cesar TorresNessuna valutazione finora
- Word AvancadoDocumento46 pagineWord AvancadoLuiz Cesar TorresNessuna valutazione finora
- Apostila Fundamentos ProjetosDocumento16 pagineApostila Fundamentos ProjetosLuiz Cesar TorresNessuna valutazione finora
- O Guardador de Rebanhos IiDocumento2 pagineO Guardador de Rebanhos IiAna PaivaNessuna valutazione finora
- Manual de Boas Práticas de FabricaçãoDocumento8 pagineManual de Boas Práticas de FabricaçãoAlex AlmeidaNessuna valutazione finora
- ATUAL ECIVIL p17Documento130 pagineATUAL ECIVIL p17Teodol Equipamentos de PrecisãoNessuna valutazione finora
- 3-RenascimentoCultural e CientificoDocumento21 pagine3-RenascimentoCultural e CientificoPaulo AndradeNessuna valutazione finora
- TORNO CNC CABEÇOTE MÓVEL - Tipo CDocumento2 pagineTORNO CNC CABEÇOTE MÓVEL - Tipo CBruno AlmeidaNessuna valutazione finora
- FolderDocumento2 pagineFoldertirsi mabelNessuna valutazione finora
- 9888 18845 1 PBDocumento6 pagine9888 18845 1 PBDausten VitorNessuna valutazione finora
- Aprendendo Sobre FoneticaDocumento2 pagineAprendendo Sobre FoneticaValciney PiresNessuna valutazione finora
- Provas Da Criacao Ex NihiloDocumento6 pagineProvas Da Criacao Ex NihiloromualdomonteiroNessuna valutazione finora
- 73 78Documento6 pagine73 78Thiago AguiarNessuna valutazione finora
- Sexo Privilegiado (O Fim Do Mito Da Fragilidade Feminina) PDFDocumento8 pagineSexo Privilegiado (O Fim Do Mito Da Fragilidade Feminina) PDFShirley Kettili100% (5)
- Transmissor Com Ba1404 e 2sc2458Documento8 pagineTransmissor Com Ba1404 e 2sc2458carrlosalbertodossantossilvaNessuna valutazione finora
- Teorias BehavioristasDocumento12 pagineTeorias BehavioristasCornélio Eugénio MarqueleNessuna valutazione finora
- Questoes Revisao Histologia BasicaDocumento20 pagineQuestoes Revisao Histologia BasicaAlessandra IngridNessuna valutazione finora
- Dezembro LaranjaDocumento7 pagineDezembro LaranjaLetíciaNessuna valutazione finora
- MecFund Aula 08 - Oscilador Harmonico Amortecido PDFDocumento57 pagineMecFund Aula 08 - Oscilador Harmonico Amortecido PDFLeonardoMaiaNessuna valutazione finora
- Manual Técnico Aparelho de Anestesia Takaoka Sat 500Documento188 pagineManual Técnico Aparelho de Anestesia Takaoka Sat 500CENTRO OESTE100% (1)
- Referencial de Competências-Chave NS STCDocumento21 pagineReferencial de Competências-Chave NS STCnuno.jose.duarte100% (1)
- Arquitectura de Computadores PDFDocumento99 pagineArquitectura de Computadores PDFpggsNessuna valutazione finora
- Certificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016Documento5 pagineCertificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016MauroDosSantosCostaNessuna valutazione finora
- A Psicoterapia Breve - Abordagem TCCDocumento19 pagineA Psicoterapia Breve - Abordagem TCCAdriana AraldiNessuna valutazione finora
- Lista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicaDocumento6 pagineLista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicavagnerNessuna valutazione finora
- A Revolução Industrial: Instituto Estadual de EducaçãoDocumento4 pagineA Revolução Industrial: Instituto Estadual de EducaçãoProfessor Jefferson BragaNessuna valutazione finora
- 06 LIGACAO CUBO-EIXO - Chavetas Rev-CDocumento41 pagine06 LIGACAO CUBO-EIXO - Chavetas Rev-CLuiz Carlos BrandaliseNessuna valutazione finora
- Folheto Crisma 1Documento2 pagineFolheto Crisma 1Murilo Vilas BoasNessuna valutazione finora
- Tabela Cnu Pme Ma-1Documento13 pagineTabela Cnu Pme Ma-1Sullivan SuadNessuna valutazione finora
- To Accessories en - En.ptDocumento16 pagineTo Accessories en - En.ptthamirislopesNessuna valutazione finora
- LaudoSodre-1635106089 53Documento3 pagineLaudoSodre-1635106089 53Romario de SousaNessuna valutazione finora
- A Tragédia Grega Na Poética SlidesDocumento26 pagineA Tragédia Grega Na Poética SlidesRafael CensonNessuna valutazione finora
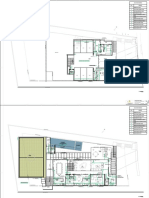
- JW1 - Projeto Executivos - Pontos Elétricos e Hidráulicos WilkeDocumento6 pagineJW1 - Projeto Executivos - Pontos Elétricos e Hidráulicos WilkeJean silvaNessuna valutazione finora