Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- WWW - Incar.tw-Cat 3066 Engine Repair Manual PDFDocumento5 pagineWWW - Incar.tw-Cat 3066 Engine Repair Manual PDFlilik50% (4)
- 8.3 Description of The Hydraulic System: 8.3.1 Technical DataDocumento15 pagine8.3 Description of The Hydraulic System: 8.3.1 Technical DataOsvaldo UrbanoNessuna valutazione finora
- Hydraulic LiftDocumento15 pagineHydraulic LiftKartik YadavNessuna valutazione finora
- MAV Lube Oil SystemDocumento9 pagineMAV Lube Oil SystemMurali Krishna GbNessuna valutazione finora
- Oxy Acetylene and Arc Welding ReportDocumento14 pagineOxy Acetylene and Arc Welding ReportEzuddin Yazid100% (1)
- Operating and Managing Hitachi Content Platform v8.x: Hardware ComponentsDocumento21 pagineOperating and Managing Hitachi Content Platform v8.x: Hardware Componentsfqchina100% (1)
- B Ball Mill InspectionDocumento25 pagineB Ball Mill InspectionJoel Miguel Angel Pacheco100% (1)
- Pre Test 8Documento5 paginePre Test 8Gerome TongolNessuna valutazione finora
- Access Power Solutions Installation and Operation Guide: (APS3-300 Series)Documento114 pagineAccess Power Solutions Installation and Operation Guide: (APS3-300 Series)Elvis Eliud HernándezNessuna valutazione finora
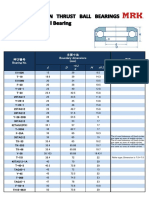
- King Pin Thrust Ball BearingsDocumento3 pagineKing Pin Thrust Ball BearingsFernando Bautista100% (2)
- Tetra Conveyor Control System: Technical ManualDocumento152 pagineTetra Conveyor Control System: Technical ManualAlexandru Schengen DorinNessuna valutazione finora
- Honda GenerationDocumento1 paginaHonda GenerationEzuddin YazidNessuna valutazione finora
- Answer All Questions 25 Marks: Jj102: Electrical TechnologyDocumento1 paginaAnswer All Questions 25 Marks: Jj102: Electrical TechnologyEzuddin YazidNessuna valutazione finora
- Balancing MachineDocumento3 pagineBalancing MachineEzuddin YazidNessuna valutazione finora
- ATPL (A) Nortávia Flight School José Miguel Cavaleiro MendesDocumento11 pagineATPL (A) Nortávia Flight School José Miguel Cavaleiro MendesJoséMendesNessuna valutazione finora
- CC2000 ManaualDocumento28 pagineCC2000 Manaualmartynas.bNessuna valutazione finora
- PROJECT Obstacle Avoiding RobotDocumento3 paginePROJECT Obstacle Avoiding RobotRishi SharmaNessuna valutazione finora
- Lenovo D153aDocumento51 pagineLenovo D153amarco100% (1)
- MCP2025 LIN Transceiver With Voltage RegulatorDocumento36 pagineMCP2025 LIN Transceiver With Voltage RegulatorDeni SheNessuna valutazione finora
- 2 Inch D1dip-Mv Flu Diferencial de PresionDocumento6 pagine2 Inch D1dip-Mv Flu Diferencial de PresionFernando CharryNessuna valutazione finora
- Power Break Breakers A Vac: Circuit FramesDocumento27 paginePower Break Breakers A Vac: Circuit FramesDNessuna valutazione finora
- 200 XC-W USA 2007: Spare Parts Manual: EngineDocumento24 pagine200 XC-W USA 2007: Spare Parts Manual: EnginecharlesNessuna valutazione finora
- Eda105 4020 LSDocumento36 pagineEda105 4020 LSShakey IsPeedoffNessuna valutazione finora
- Induction Machines - IVDocumento23 pagineInduction Machines - IVShadrackNessuna valutazione finora
- B 815 DFC EeDocumento17 pagineB 815 DFC EeBasman GeorgeNessuna valutazione finora
- Power CatalogueDocumento56 paginePower CatalogueAbdul Muqtadir MohammedNessuna valutazione finora
- Material Requirements PlanningDocumento3 pagineMaterial Requirements PlanningqweryNessuna valutazione finora
- FH-P66MD enDocumento84 pagineFH-P66MD enKim Phuc LongNessuna valutazione finora
- NTE572 Silicon Rectifier General Purpose, Fast Recovery: FeaturesDocumento1 paginaNTE572 Silicon Rectifier General Purpose, Fast Recovery: FeaturesElectronicos CaldasNessuna valutazione finora
- Data Sheet - UPS SystemDocumento7 pagineData Sheet - UPS SystemPrakash SinhaNessuna valutazione finora
- Manual de Armado de CarpaDocumento5 pagineManual de Armado de Carpafrancisco velascoNessuna valutazione finora
- T512-5047 Manual PDFDocumento20 pagineT512-5047 Manual PDFelectronico1000Nessuna valutazione finora
- COA Lab FileDocumento25 pagineCOA Lab FileChetan MittalNessuna valutazione finora
- Cabin ModuleDocumento75 pagineCabin ModuleESRANessuna valutazione finora