Potrebbero piacerti anche
- Chapt4 FlocculationDocumento16 pagineChapt4 FlocculationNgoni MukukuNessuna valutazione finora
- Coagulation and Floculation - 062 - Part 2Documento18 pagineCoagulation and Floculation - 062 - Part 2Joce8888100% (1)
- Rapid Mixing and Flocculation: Environmental Engineering II Date: 26/09/2020 by S ChakrabortyDocumento12 pagineRapid Mixing and Flocculation: Environmental Engineering II Date: 26/09/2020 by S ChakrabortyTushar GautamNessuna valutazione finora
- Flocculation BasinDocumento10 pagineFlocculation BasinImran GoharNessuna valutazione finora
- MODULE 2 UNIT 1 - COAGULATION and FLOCCULATION - PART 4Documento23 pagineMODULE 2 UNIT 1 - COAGULATION and FLOCCULATION - PART 4Kyle Dela CruzNessuna valutazione finora
- Lectures Nos. 3 and 4 Physical Unit OperationsDocumento12 pagineLectures Nos. 3 and 4 Physical Unit OperationsAlwyne ReyesNessuna valutazione finora
- WT - Coa & Floc - Prof EvrenDocumento23 pagineWT - Coa & Floc - Prof EvrenUzzal KumarNessuna valutazione finora
- MUCLecture 2021 111657848Documento6 pagineMUCLecture 2021 111657848Bun RongNessuna valutazione finora
- Decanter TheoryDocumento20 pagineDecanter Theorypuracsinteses100% (1)
- Coagulation and Flocculation-1Documento30 pagineCoagulation and Flocculation-1Jomer Levi PortuguezNessuna valutazione finora
- Tank Rapid MixDocumento5 pagineTank Rapid MixvicdejoNessuna valutazione finora
- FlocculationDocumento13 pagineFlocculationTimto1984Nessuna valutazione finora
- Submerged Jet Flocculation ThesisDocumento48 pagineSubmerged Jet Flocculation ThesisDileep GopalNessuna valutazione finora
- Heat Exchanger Impingement Plate RequirementDocumento2 pagineHeat Exchanger Impingement Plate RequirementPankaj AdhikariNessuna valutazione finora
- Economic Surge Tank DesignDocumento6 pagineEconomic Surge Tank DesigncsimsekNessuna valutazione finora
- Topic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentDocumento12 pagineTopic 10 Gas-Liquid Systems: Considerations For Chemists & Engineers Working in Process DevelopmentSasitharan MNessuna valutazione finora
- Mixing Mixing: ENVE 301 Environmental Engineering Unit OperationsDocumento47 pagineMixing Mixing: ENVE 301 Environmental Engineering Unit OperationsTaha ZiaNessuna valutazione finora
- WTP Design 3.12 MLDDocumento21 pagineWTP Design 3.12 MLDSandeep VaishnavNessuna valutazione finora
- Experiments On Stilling Basins For Dam Outlets: A. GoelDocumento4 pagineExperiments On Stilling Basins For Dam Outlets: A. GoeljcasafrancaNessuna valutazione finora
- EAT 207 Lecture 7 Chapter 4 - Primary Treatment (Flocculation ProcessDocumento31 pagineEAT 207 Lecture 7 Chapter 4 - Primary Treatment (Flocculation ProcessChung Sing PingNessuna valutazione finora
- Agitation DevicesDocumento5 pagineAgitation DevicesPassmore DubeNessuna valutazione finora
- Scrubbing Line PaperDocumento8 pagineScrubbing Line PaperAndiNessuna valutazione finora
- 5.5 Twister Supersonic Separator: Brouwer Et Al., 2004 Okimoto and Brouwer (2002) Brouwer and Epsom (2003)Documento3 pagine5.5 Twister Supersonic Separator: Brouwer Et Al., 2004 Okimoto and Brouwer (2002) Brouwer and Epsom (2003)himanth suggulaNessuna valutazione finora
- How To Calculate The Specific Capacity of A Well - Ground WaterDocumento13 pagineHow To Calculate The Specific Capacity of A Well - Ground WaterSATVINDAR SINGHNessuna valutazione finora
- FlocculationDocumento23 pagineFlocculationyash shahNessuna valutazione finora
- (Jurnal) Flow Throttling in Surge Tanks Using Porous StructuresDocumento26 pagine(Jurnal) Flow Throttling in Surge Tanks Using Porous StructuresPutraga jaya MicoNessuna valutazione finora
- Hydraulic Design of DesiltersDocumento7 pagineHydraulic Design of DesiltersRajpNessuna valutazione finora
- Flow EqualizationDocumento9 pagineFlow EqualizationhaymedeleonNessuna valutazione finora
- Chapt8 Sprinklerirrigationsystem PDFDocumento15 pagineChapt8 Sprinklerirrigationsystem PDFgladNessuna valutazione finora
- Slug Catcher SizingDocumento11 pagineSlug Catcher Sizingsohail06100% (2)
- BS 5 CentrifugationDocumento69 pagineBS 5 CentrifugationAllyana Marie TiemsimNessuna valutazione finora
- FlocculationDocumento54 pagineFlocculationSudhir JadhavNessuna valutazione finora
- Swimming Pool Ric TayatayDocumento39 pagineSwimming Pool Ric TayatayRENZZ IRVIN DELA TORRENessuna valutazione finora
- Annex 31 Tool Design Extended AerationDocumento5 pagineAnnex 31 Tool Design Extended AerationAnonymous QiMB2lBCJLNessuna valutazione finora
- Pulsed Cleanout and Stimulation Tool: HydroblastDocumento6 paginePulsed Cleanout and Stimulation Tool: HydroblastsuifengniliuNessuna valutazione finora
- Formula PT PapermakingDocumento48 pagineFormula PT Papermakingsivakumar100% (1)
- CIVE3610HW5Documento5 pagineCIVE3610HW5leviathanNessuna valutazione finora
- Experiment 4-Unit OpsDocumento5 pagineExperiment 4-Unit OpsZeny NaranjoNessuna valutazione finora
- 5 Heuristics 2020 PDFDocumento17 pagine5 Heuristics 2020 PDFTanmay PatelNessuna valutazione finora
- Ass1 (WT) PDFDocumento3 pagineAss1 (WT) PDFsami0% (1)
- Coulson& Richardson - Cap.10 Liquid-Liquid SeparationDocumento7 pagineCoulson& Richardson - Cap.10 Liquid-Liquid SeparationayyatullhusnaaNessuna valutazione finora
- Geotechnical Notes and Problems NotesDocumento131 pagineGeotechnical Notes and Problems NotesNarcisa RudnicNessuna valutazione finora
- Hydraulics Experiment 7Documento9 pagineHydraulics Experiment 7Allen Jesse Alfonso AtanacioNessuna valutazione finora
- Chapt9 Plate SettlersDocumento9 pagineChapt9 Plate Settlersdave tafadzwa kuyeri100% (1)
- Lecture Notes Clarification, Filtration, Adsorption (Activated Carbon, and Water Stability CEG8103Documento22 pagineLecture Notes Clarification, Filtration, Adsorption (Activated Carbon, and Water Stability CEG8103yusufNessuna valutazione finora
- Separator Design Basics.Documento58 pagineSeparator Design Basics.Shijumon KpNessuna valutazione finora
- Waste Water Treatment Assignment 1Documento12 pagineWaste Water Treatment Assignment 1ashe zinabNessuna valutazione finora
- Scale Up of Clay Slurry Flocculation in An Agitated Tank: Chemical and Process Engineering 2009, 30, 443-451Documento9 pagineScale Up of Clay Slurry Flocculation in An Agitated Tank: Chemical and Process Engineering 2009, 30, 443-451saulomonNessuna valutazione finora
- Azenkot A. Irrigation DesignDocumento86 pagineAzenkot A. Irrigation DesignJay MartinNessuna valutazione finora
- ECK Rainage Esign: B D A - O 2006Documento20 pagineECK Rainage Esign: B D A - O 2006HundeejireenyaNessuna valutazione finora
- LECTURE 8 Grit ChamberDocumento31 pagineLECTURE 8 Grit ChamberG. Prasanna50% (2)
- Coagulation-Flocculation: (Water and Wastewater Treatment)Documento28 pagineCoagulation-Flocculation: (Water and Wastewater Treatment)Shamsa KanwalNessuna valutazione finora
- Kawamura1975 PART 3Documento4 pagineKawamura1975 PART 3Jesus PerezNessuna valutazione finora
- Scientific American Supplement, No. 787, January 31, 1891Da EverandScientific American Supplement, No. 787, January 31, 1891Nessuna valutazione finora
- Sewage Disposal Works: Their Design and ConstructionDa EverandSewage Disposal Works: Their Design and ConstructionNessuna valutazione finora
- Southern Marine Engineering Desk Reference: Second Edition Volume IDa EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INessuna valutazione finora
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshDa EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNessuna valutazione finora
- Acer Veriton X490GDocumento2 pagineAcer Veriton X490GJayce Teo Wei WenNessuna valutazione finora
- Acer Veriton X4610GDocumento2 pagineAcer Veriton X4610GJayce Teo Wei WenNessuna valutazione finora
- Lenovo ThinkPad X230Documento4 pagineLenovo ThinkPad X230Jayce Teo Wei WenNessuna valutazione finora
- Verification Audit ChecklistDocumento51 pagineVerification Audit ChecklistJayce Teo Wei WenNessuna valutazione finora
- Lenovo ThinkPad X230Documento4 pagineLenovo ThinkPad X230Jayce Teo Wei WenNessuna valutazione finora
- Tender - Files Labelling KipDocumento12 pagineTender - Files Labelling KipJayce Teo Wei WenNessuna valutazione finora
- Interpol Global ComplexDocumento174 pagineInterpol Global ComplexJayce Teo Wei WenNessuna valutazione finora
- AE 550 IAQ F2012 Homework 3Documento1 paginaAE 550 IAQ F2012 Homework 3Jayce Teo Wei WenNessuna valutazione finora
- Standard Cpus Standard Cpus Standard Cpus Standard Cpus - Cpu 315 Cpu 315 Cpu 315 Cpu 315 - 2 PN/DP 2 PN/DP 2 PN/DP 2 PN/DPDocumento11 pagineStandard Cpus Standard Cpus Standard Cpus Standard Cpus - Cpu 315 Cpu 315 Cpu 315 Cpu 315 - 2 PN/DP 2 PN/DP 2 PN/DP 2 PN/DPJayce Teo Wei WenNessuna valutazione finora
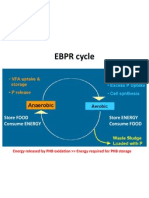
- EBPR CycleDocumento1 paginaEBPR CycleJayce Teo Wei WenNessuna valutazione finora
- CV2001 - Engineering Probability & Statistics: - Tutorial 1Documento8 pagineCV2001 - Engineering Probability & Statistics: - Tutorial 1Jayce Teo Wei WenNessuna valutazione finora
- Direct Design Method "DDM"Documento95 pagineDirect Design Method "DDM"Nadir Khattak Jr.Nessuna valutazione finora
- Iw Maintenance Schedule To 2000 HoursDocumento6 pagineIw Maintenance Schedule To 2000 HoursJoss RamosNessuna valutazione finora
- Assignment 4 PDFDocumento2 pagineAssignment 4 PDFAhmed Attalla100% (1)
- Composites Part A: A. Arteiro, C. Furtado, G. Catalanotti, P. Linde, P.P. Camanho TDocumento21 pagineComposites Part A: A. Arteiro, C. Furtado, G. Catalanotti, P. Linde, P.P. Camanho TCarlo PignagnoliNessuna valutazione finora
- Helical Spring Design - Static LoadDocumento25 pagineHelical Spring Design - Static Loadjitinm007Nessuna valutazione finora
- How To Reduce Humidity - Use Dehumidifier - UAE & Saudi ArabiaDocumento5 pagineHow To Reduce Humidity - Use Dehumidifier - UAE & Saudi ArabiaMIk AzizNessuna valutazione finora
- Pump Motor Assembly: RE 51062/10.05 Replaces: 11 .02Documento20 paginePump Motor Assembly: RE 51062/10.05 Replaces: 11 .02Александр БулдыгинNessuna valutazione finora
- Rates of Reactions Notes and Practice QuestionsDocumento10 pagineRates of Reactions Notes and Practice QuestionsEustina MumbireNessuna valutazione finora
- Dubbel Handbook of Mechanical Engineering PDFDocumento918 pagineDubbel Handbook of Mechanical Engineering PDFprajakt_pie50% (4)
- Class XII 2023 2024 Prelims IDocumento10 pagineClass XII 2023 2024 Prelims ITanishkha RaajNessuna valutazione finora
- LLDPE ProjectDocumento86 pagineLLDPE Projectbhagwat2680% (5)
- Thermoflex Webinar 1Documento52 pagineThermoflex Webinar 1sizmaruNessuna valutazione finora
- Introduction To Ferrite Nano ParticlesDocumento42 pagineIntroduction To Ferrite Nano Particleskhan126100% (2)
- 20170710100925-Lubricating Oil Purifier NAKINDocumento8 pagine20170710100925-Lubricating Oil Purifier NAKINAntonioAriasNessuna valutazione finora
- Chemical Bonding MrNotesDocumento7 pagineChemical Bonding MrNotesnithin980765Nessuna valutazione finora
- Hms Griswold Efgbro506Documento8 pagineHms Griswold Efgbro506Alex Jhony GeorgeNessuna valutazione finora
- (PDF) Concrete Cracks Repair Using Epoxy ResinDocumento18 pagine(PDF) Concrete Cracks Repair Using Epoxy ResinAakanksha SaxenaNessuna valutazione finora
- Engineering Room Data SheetDocumento1 paginaEngineering Room Data SheetquycoctuNessuna valutazione finora
- The Crust, Mantle, and CoreDocumento30 pagineThe Crust, Mantle, and CoreKianNessuna valutazione finora
- Projectile Motion (Theory)Documento5 pagineProjectile Motion (Theory)Mohammed Aftab Ahmed100% (1)
- Motion in A Straight Line - DPP-03 - Kinematics - DPP-03 - Rohit Sir - PrayasnewDocumento3 pagineMotion in A Straight Line - DPP-03 - Kinematics - DPP-03 - Rohit Sir - PrayasnewAryan UpadhyayNessuna valutazione finora
- Maxifloor MFT 323 SL Epoxy CoatingDocumento2 pagineMaxifloor MFT 323 SL Epoxy CoatinganggaNessuna valutazione finora
- Project Zubair Mishrif DGS Expansion Technical Query N. 2510-TQ-C12-ENI-F-0003Documento4 pagineProject Zubair Mishrif DGS Expansion Technical Query N. 2510-TQ-C12-ENI-F-0003mangesh patilNessuna valutazione finora
- 1 s2.0 S0006349517304411 mmc2 PDFDocumento21 pagine1 s2.0 S0006349517304411 mmc2 PDFBrandon LEeNessuna valutazione finora
- LAB10 Heat Conduction ReportDocumento8 pagineLAB10 Heat Conduction ReportSyfNessuna valutazione finora
- API 510 Section 8 QuizDocumento17 pagineAPI 510 Section 8 Quizamalhaj2013Nessuna valutazione finora
- ASD Vs LRFD ComparisonDocumento107 pagineASD Vs LRFD Comparisonpandiangv0% (1)
- Procedure For Isolation of Screw PumpDocumento7 pagineProcedure For Isolation of Screw PumpManoj Kumar SawNessuna valutazione finora
- Total Differentiation of A Vector in A Rotating Frame of ReferenceDocumento4 pagineTotal Differentiation of A Vector in A Rotating Frame of ReferenceMirza Muneeb AhsanNessuna valutazione finora